Область техники
Настоящее изобретение относится к способу трехмерной печати, в частности, для изготовления окон, листообразных элементов для перекрытий и тому подобного.
Уровень техники
В последние годы, технологии для трехмерной печати объектов различных форм и вариантов применения стали более распространенными.
Они являются чрезвычайно инновационными технологиями, которые по-прежнему находятся в процессе совершенствования, обеспечивающими возможность создания, за счет добавочных производственных процессов, объектов с геометрическими формами, которые сложны в реализации с помощью традиционных производственных процессов.
Некоторые примеры способов промышленной 3D-печати включают селективное лазерное спекание, стереолитографию и печать технологией «PolyJet» с помощью фотополимера.
В селективном лазерном спекании используется лазер для спекания термопластических, металлических или кремниевых порошков.
В действительности, способ данного типа включает использование устройства, которое, с помощью специальных распределительных систем, наносит слои порошков на рабочую поверхность, которая постепенно опускается с сохранением постоянного расстояния от источника лазерного излучения, находящегося в самом устройстве.
Такая технология обеспечивает возможность машинной обработки различных типов материалов, однако обладает недостатком, заключающимся в том, что отделка поверхности получаемых объектов неоднородна и требует дальнейших этапов обработки для того, чтобы сделать ее однородной.
С другой стороны, способ стереолитографии основан на полимеризации жидкой смолы, осажденной посредством подходящих насадок, с помощью лазера, направленного на рабочую поверхность посредством оптических систем.
Кроме того, способ печати технологией «PolyJet» с помощью фотополимера включает использование устройств, подобных традиционным струйным принтерам, снабженных насадками, которые осаждают акриловые или основанные на эластомере фотополимеры на очень тонкие слои.
Устройство также содержит элемент для излучения УФ-света, который определяет полимеризацию фотополимеров.
Объекты, полученные с помощью этих технологий, не являются особенно привлекательными с точки зрения внешнего вида, так что они требуют один или более этапов декорирования внешней поверхности для получения, например, эффекта материала, являющегося особенно пригодным для декорирования окна или дверных рам, элементов перекрытия и т.д.
Декорирование для получения эффекта материала может быть выполнено с помощью различных технологий, таких как сублимация пигмента, которая заключается в печати узора, имитирующего текстуру древесины, на плоской поверхности на специальной среде с последующим ее переносом в горячем состоянии на поверхность, подлежащую декорированию, которая прошла соответствующую предварительную обработку таким образом, чтобы быть идеально восприимчивой.
Это называется декалькоманией, при которой перенос декорирования происходит при высоких температурах и при соответствующих вакуумах, причем твердый пигмент прямо преобразуется в пар и одновременно проникает в предварительно обработанную поверхность объекта.
Альтернативным способом, который в целом используется для получения эффекта материала, является осаждение порошка на порошок, благодаря которому порошки из сложного полиэфира разного цвета в твердой форме внедряются непосредственно в слой объекта, предназначенный для предварительной обработки.
Однако эти способы трехмерной печати обладают рядом недостатков.
В действительности, известные способы трехмерной печати в целом требуют очень сложных устройств, что делает свой вклад в повышение производственных затрат.
Кроме того, известные способы обеспечивают возможность использования лишь некоторых типов полимерных материалов, в частности, материалов, которые в целом не являются очень устойчивыми и которые являются причиной слабой устойчивости хрупких объектов к износу.
Следовательно, конкретным ограничением является невозможность использования полимерных материалов высокой плотности.
Кроме того, в некоторых случаях, объекты, полученные с помощью известных способов трехмерной печати, в частности, селективного лазерного спекания, имеют неоднородные и зернистые отделки поверхности, так что требуются дополнительные этапы обработки, и при этом дополнительно повышаются производственные затраты. Более того, традиционные используемые технологии декорирования являются очень сложными и дорогими, и не позволяют получать реальный эффект материала.
Описание изобретения
Основная задача настоящего изобретения заключается в представлении способа трехмерной печати, в частности, для производства окон, листообразных элементов для перекрытий или тому подобного, который обеспечивал бы возможность изготовления элементов, имеющих различные геометрические формы, с помощью полимерных материалов высокой плотности.
Одна задача настоящего изобретения заключается в представлении способа трехмерной печати, который обеспечивал бы возможность использования устойчивых полимерных материалов с высокими механическими свойствами.
Еще одна задача настоящего изобретения заключается в представлении изделий, изготовленных посредством трехмерной печати с использованием простых устройств с уменьшенным количеством этапов обработки.
Другая задача настоящего изобретения заключается в представлении способа трехмерной печати, в частности, для производства окон, листообразных элементов для перекрытий или тому подобного, который обеспечивал бы возможность снижения производственных затрат.
Другая задача настоящего изобретения заключается в представлении способа трехмерной печати, в частности, для производства окон, листообразных элементов для перекрытий и тому подобного, который обеспечивал бы возможность воспроизведения реального эффекта материала при приемлемых затратах.
Другая задача настоящего изобретения заключается в представлении способа трехмерной печати, в частности, для производства окон, листообразных элементов для перекрытий или тому подобного, который позволил бы преодолеть указанные выше недостатки уровня техники в объеме простого, рационального, легкого, эффективного в использовании, а также недорогого решения.
Указанные выше задачи решаются за счет настоящего способа трехмерной печати по пункту 1 формулы изобретения.
Краткое описание изобретения
Другие признаки и преимущества настоящего изобретения станут более понятны из описания предпочтительного, но не исключающего, варианта реализации способа трехмерной печати, в частности, для производства окон, листообразных элементов для перекрытий или тому подобного, изображенного в качестве иллюстративного, но не ограничивающего примера на прилагаемых чертежах, на которых:
на фигурах 1-3 схематически показаны фазы способа трехмерной печати, в соответствии с изобретением;
на фигуре 4 представлен аксонометрический вид изготовленного изделия, полученного способом, в соответствии с изобретением;
на фигуре 5 представлен аксонометрический вид альтернативного варианта реализации изготовленного изделия, полученного способом, в соответствии с изобретением.
на фигуре 6 представлен подробный вид в разрезе изготовленного изделия, показанного на фигуре 4, полученного способом, в соответствии с изобретением.
Варианты реализации изобретения
Способ трехмерной печати, в частности, для производства окон, листообразных элементов для перекрытий или тому подобного, включает:
- по меньшей мере один этап обеспечения ПВХ и по меньшей мере одного растворителя, причем ПВХ является растворимым;
- по меньшей мере один этап смешивания ПВХ с растворителем для получения по меньшей мере одной смеси в жидкой фазе;
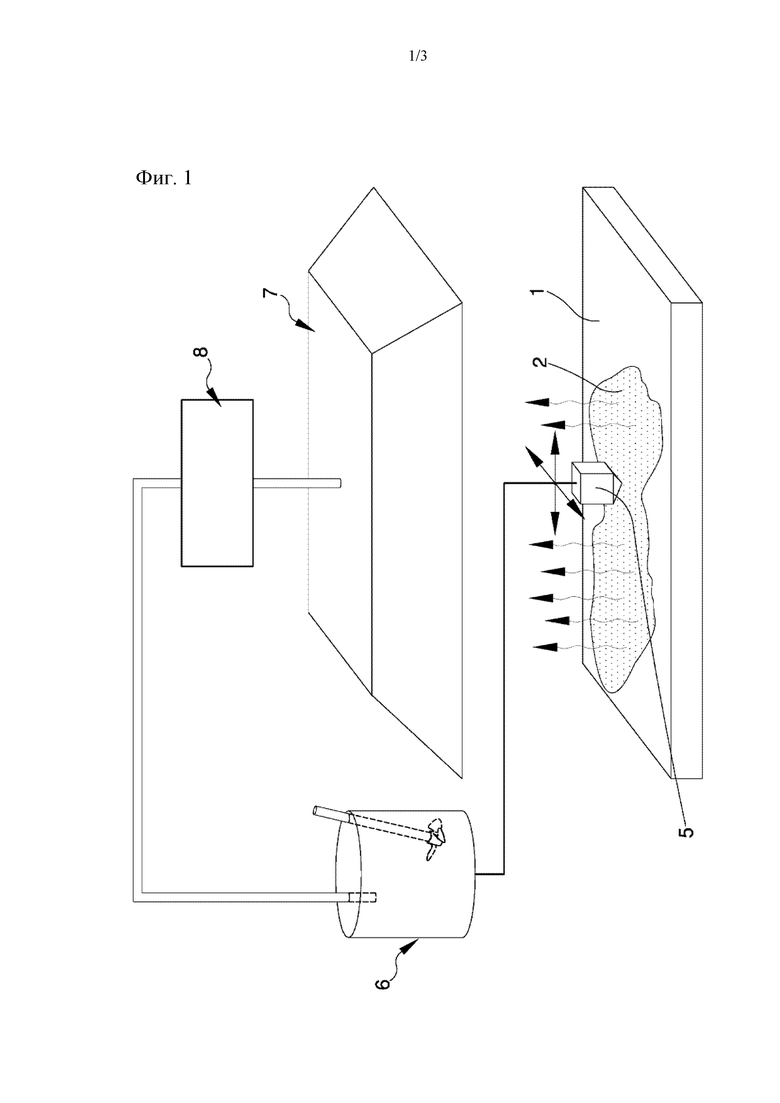
- по меньшей мере один этап нанесения смеси по меньшей мере на одну поверхность 1 осаждения;
- по меньшей мере один этап выпаривания растворителя для получения по меньшей мере одного ПВХ-слоя 2 по меньшей мере одного изготовленного изделия 3, который следует после этапа нанесения.
В соответствии с изобретением, способ также включает повтор этапа нанесения и этапа выпаривания для получения множества наложенных ПВХ-слоев 2, образующих изготовленное изделие 3.
Полезным является, если изготовленное изделие 3, полученное посредством способа, представляет собой часть декоративной поверхности профилированного элемента 4а для оконных рам или, в качестве альтернативы, часть декоративной поверхности листообразного элемента 4b, выполненного с возможностью использования в качестве покрытия для пола, каждый из которых снабжен поверхностью 1 осаждения и, предпочтительно, выполнен из ПВХ.
Иными словами, способ особенно пригоден для декорирования и отделки поверхности традиционных ПВХ-профилей, хотя нельзя исключать возможность применения способа для производства всего профилированного элемента 4а или всего листообразного элемента 4b.
ПВХ или поливинилхлорид представляет собой термопластичный полимер высокой плотности и высокой эластичности, а также стойкий к контакту с кислотами, щелочными и солевыми растворами, разбавленными и концентрированными, светлый, прочный, изолирующий и обладающий низкой проницаемостью для газа.
Таким образом, он является материалом с исключительными характеристиками, который может быть использован для большого количества вариантов применения, но который вряд ли может быть использован в традиционных технологиях трехмерной печати.
Во время производства ПВХ, согласно его целевому назначению и требуемым характеристикам материала, к ПВХ добавляют добавки, так что путем изменения типа и дозы этих добавок, представляется возможным получение материала с абсолютно другими характеристиками.
В частности, типичными добавками, которые добавляются в ПВХ во ходе производства, являются стабилизаторы для его защиты от термической деградации и улучшения его устойчивости к свету и атмосферным явлениям, пластификаторы для придания изделию гибкости и эластичности, смазывающие вещества для упрощения обработки, пигменты для окрашивания и т.д.
Полезным является, если растворителем, используемым для получения смеси, является по меньшей мере одно из кетона и простого эфира.
В действительности, несмотря на то, что ПВХ является достаточно инертным материалом, он растворим в некоторых органических растворителях, в том числе кетонах и простых эфирах, которые, с одной стороны, обладают физическим действием смягчения полимерных гранул, а с другой стороны, химическим действием на ван-дер-ваальсовы связи между макромолекулами, завлекая их в раствор.
Предпочтительно, растворителем является по меньшей мере одно из циклического кетона и циклического простого эфира, в частности, циклогексанон и тетрагидрофуран, которые могут быть использованы отдельно или в смеси друг с другом и которые являются растворителями, особенно пригодными для растворения ПВХ, хотя нельзя исключать возможность использования растворителей других типов.
Растворитель, содержащийся в смеси, нанесенной на поверхность 1 осаждения, приводит к тому, что ПВХ, из которого изготовлен профилированный элемент 4а и/или листообразный элемент 4b, подвергается смягчению поверхности.
Такое смягчающее действие позволяет улучшить адгезию ПВХ-слоев 2 с поверхностью 1 осаждения, делая ее восприимчивой, так что изготовленное изделие 3 представляет собой один блок с элементом, на который он нанесен.
Смесь, полученная на этапе смешивания ПВХ с по меньшей мере одним из растворителей, представляет собой жидкую смесь, которая, следовательно, может быть нанесена на поверхность 1 осаждения простым способом.
Этап выпаривания растворителя имеет место по существу сразу же после этапа нанесения смеси.
Кроме того, этап выпаривания растворителя может быть естественным или принудительным.
В частности, в случае принудительного выпаривания растворителя, представляется возможным обеспечить устройство для выпаривания, связанное с узлом 5 нанесения, таким как, например, воздуходувка горячего воздуха, инфракрасная лампа или другой нагревательный элемент, который обеспечивает возможность ускорения этапа выпаривания для того, чтобы он шел сразу же после этапа нанесения.
В действительности, как только смесь нанесена на поверхность 1 осаждения, растворитель сразу же начинает испаряться ввиду его высокой летучести, обеспечивая возможность получения ПВХ/слоя 2 без необходимости в дополнительных этапах отверждения нанесенного материала.
Предпочтительно, способ включает по меньшей мере один этап обеспечения по меньшей мере одного узла 5 для нанесения, содержащего:
- по меньшей мере одну головку для нанесения смеси на поверхность 1 осаждения; и
- по меньшей мере одну систему 7, 8 для удаления и восстановления выпаренного растворителя.
Кроме того, узел 5 для нанесения содержит по меньшей мере один блок 6 для смешивания ПВХ в форме гранул с растворителем для получения смеси.
Кроме того, нельзя исключать возможность добавления в смесь по меньшей мере усиливающего материала, который добавляется к ПВХ и растворителю во время фазы смешивания для того, чтобы сделать ПВХ-слой 2 более устойчивым и повысить его механические свойства.
В качестве альтернативы, может быть предусмотрена вспомогательная головка для обеспечения возможности нанесения только усиливающего материала.
Предпочтительно, усиливающий материал представлен в форме волокна, хотя нельзя исключать возможность использования материалов в другой форме.
Примером материала в форме волокна, предназначенного для использования, являются стекловолокна, хотя могут быть использованы другие типы волокон.
Такое решение может быть особенно удобным в случае, когда профилированный элемент 4а или листообразный элемент 4b изготовлен полностью путем нанесения смеси, содержащей ПВХ.
В случае профилированного элемента 4а, также представляется возможным достижение внутренней геометрической формы, отличающейся от той, что обычно обеспечивается, например, геометрической формы медовой соты, что в совокупности с наличием усиливающего материала обеспечивает возможность повышения механических свойств профилированного элемента 4а, в частности, его механической прочности.
Предпочтительно, головка для нанесения выполнена с возможностью перемещения во множестве направлений в двухмерной координатной плоскости по существу параллельно поверхности 1 осаждения для нанесения смеси с целью получения множества ПВХ-слоев 2 в зависимости от желаемого окончательного рельефа.
Поскольку смесь наносится на поверхность 1 осаждения посредством головки для нанесения, ее вязкость должна быть равна заданному значению для обеспечения возможности простого и легкого нанесения, даже если используется головка другой формы.
В частности, смесь содержит растворитель в таком процентном содержании по весу к ПВХ, что вязкость равна фиксированному значению.
Кроме того, как можно увидеть выше, ПВХ может иметь другие характеристики за счет того, что содержащиеся в нем добавки меняются, и, следовательно, процентное содержание по весу растворителя изредка может меняться при любом изменении нагрузки полимером, так что вязкость полученной смеси всегда равна заданному значению.
Нельзя исключать возможность снабжения узла 5 для нанесения системой для дозирования растворителя периодически вместе с изменением типа используемого ПВХ и содержащихся в нем добавок.
Растворитель, используемый для получения смеси, токсичен и легковоспламеняющийся.
В частности, тетрагидрофуран образует взрывоопасные смеси с воздухом, является сильно токсичным при контакте с ротовой полостью и вызывает сильное раздражение при контакте с кожей и дыхательными путями.
Что касается циклогексанона, он представляет собой вещество, которое также образует взрывоопасные смеси с воздухом, является коррозийным и сильно токсичным, вызывая конвульсии, гипотермию и брадикардию.
В обоих случаях, эти вещества также являются очень вредными для окружающей среды.
По этим причинам, узел 5 для нанесения заключен в кожухе с контролируемой атмосферой, что предотвращает выброс токсичных паров выпаренного растворителя в ходе фаз обработки и, таким образом, защищает операторов от любой интоксикации.
Таким образом, выпаренный растворитель восстанавливается посредством системы 7, 8 для удаления и восстановления, которая, с помощью вытяжного колпака 7, вытягивает воздух в кожухе и, с помощью блока 8 восстановления, собирает выпаренный растворитель, отправляя его обратно в блок 6 для смешивания для предотвращения непрерывной подачи нового растворителя и оптимизации производственных затрат.
Предпочтительно, способ включает по меньшей мере один этап определения формы поверхности изготовленного изделия 3, включающий:
- по меньшей мере один этап обеспечения по меньшей мере одного изображения 9 в цифровом формате, воспроизводящего по меньшей мере одну часть древесной поверхности, снабженную множеством текстур 10, содержащих множество пикселей;
- по меньшей мере один этап идентификации данных по меньшей мере об одной цветовой гамме для каждого из пикселей посредством по меньшей мере одной программы; и
- по меньшей мере один этап преобразования данных о цветной гамме в данные по меньшей мере об одной пространственной глубине для получения по меньшей мере одной трехмерной цифровой модели изготовленного изделия 3 с эффектом материала, содержащей по меньшей мере одну внешнюю поверхность 11, воспроизводящую текстуры 10 посредством множества канавок 13, имеющих переменную глубину.
В рамках объема настоящего документа, «цветовая гамма» означает интенсивность цвета каждого пикселя на изображении 9, относящуюся к любому возможному цвету, в том числе черному и белому.
В результате, используемая программа обеспечивает возможность идентификации данных о цветовой гамме для любого изображения 9 в цифровом формате вне зависимости от того, является ли оно цветным, черно-белым или серым.
В частности, глубина канавки 13, присутствующей на внешней поверхности 11, по существу пропорциональна цветовой гамме текстур 10.
Таким образом, используемая программа, посредством блока 12 обработки, обеспечивает возможность получения трехмерной цифровой модели, снабженной канавками 13, имеющими глубину, которая увеличивается вместе с интенсивностью цветовой гаммы пикселей, относящихся к одной текстуре 10.
Таким образом, отделка поверхности изготовленного изделия 3 является такой, чтобы воспроизвести эффект материала как с тактильной, так и с визуальной точки зрения.
Этап нанесения обеспечивает возможность получения трехмерной цифровой модели для получения изготовленного изделия 3 с эффектом материала посредством узла 5 для нанесения.
Полезно, если способ включает по меньшей мере один этап покраски внешней поверхности 11 по меньшей мере одной краской 14, идущий после этапа определения формы поверхности изготовленного изделия 3.
В частности, используемая краска 14 может находиться в форме жидкости и/или порошка.
Такая краска 14 склонна скапливаться внутри канавок 13, воспроизводя цветовую гамму текстур 10.
Таким образом, может быть определена форма поверхности изготовленного изделия 3, воссоздавая эффект материала, что является преимуществом не только с точки зрения отделки поверхности, но также с точки зрения исполнения в цвете, поскольку краска 14, которая скапливается в канавках 13, обеспечивает возможность воссоздания светотеней, типичных для текстур 13 древесины.
При практической реализации было обнаружено, что описанное изобретение достигает поставленных целей.
В этом отношении следует подчеркнуть тот факт, что конкретное решение, заключающееся в представлении способа трехмерной печати, в частности, для производства окон, листообразных элементов для перекрытий или тому подобного, обеспечивает возможность создания изготовленных элементов, имеющих различные геометрические формы, с помощью полимерного материала высокой плотности, такого как ПВХ.
И вновь, данный способ также обеспечивает возможность получения изготовленного изделия с помощью трехмерной печати и используя простые устройства с уменьшенным количеством этапов обработки, с существенным снижением производственных затрат и времени на обработку.
Кроме того, конкретное решение, заключающееся в смешивании ПВХ с растворителем для получения жидкой смеси, обеспечивает возможность получения изготовленного из ПВХ изделия с эффектом материала, при этом избегая различных этапов отверждения.
Более того, конкретное решение, заключающееся в обеспечении этапа определения формы поверхности изготовленного изделия и последующего этапа покраски, обеспечивает возможность получения эффекта материала преимущественным образом без использования сложных декорационных технологий.


Изобретение относится к способу трехмерной печати, в частности, для производства окон, листообразных элементов для перекрытий. Способ включает: этап обеспечения ПВХ и растворителя, причем ПВХ является растворимым; этап смешивания ПВХ с растворителем для получения смеси в жидкой фазе; этап нанесения смеси на поверхность (1) осаждения; этап выпаривания растворителя для получения ПВХ-слоя изготовленного изделия. Этап выпаривания следует после этапа нанесения. Согласно способу осуществляют повтор этапа нанесения и этапа выпаривания для получения множества перекрывающихся ПВХ-слоев, образуя изготовленное изделие. Изобретение направлено на обеспечение способа трехмерной печати, который обеспечивал бы возможность использования устойчивых полимерных материалов с высокими механическими свойствами, с уменьшением количества этапов обработки изделий. 11 з.п. ф-лы, 6 ил.
1. Способ трехмерной печати, в частности, для производства окон, листообразных элементов для перекрытий, отличающийся тем, что он включает:
- по меньшей мере один этап обеспечения ПВХ и по меньшей мере одного растворителя, причем указанный ПВХ является растворимым;
- по меньшей мере один этап смешивания указанного ПВХ с указанным растворителем для получения по меньшей мере одной смеси в жидкой фазе;
- по меньшей мере один этап нанесения указанной смеси по меньшей мере на одну поверхность (1) осаждения;
- по меньшей мере один этап выпаривания указанного растворителя для получения по меньшей мере одного ПВХ-слоя (2) по меньшей мере одного изготовленного изделия (3), при этом указанный этап выпаривания следует после указанного этапа нанесения; и
- повтор указанного этапа нанесения и указанного этапа выпаривания для получения множества указанных перекрывающихся ПВХ-слоев (2), образуя указанное изготовленное изделие (3).
2. Способ по п. 1, отличающийся тем, что указанное изготовленное изделие (3) представляет собой часть декоративной поверхности профилированного элемента (4а) для оконных рам.
3. Способ по п. 1, отличающийся тем, что указанное изготовленное изделие (3) представляет собой часть декоративной поверхности листообразного элемента (4b), адаптированного для использования в качестве покрытия для пола.
4. Способ по одному или более из предыдущих пунктов, отличающийся тем, что указанный растворитель представляет собой по меньшей мере одно из кетона и простого эфира.
5. Способ по одному или более из предыдущих пунктов, отличающийся тем, что указанный растворитель представляет собой по меньшей мере одно из циклического кетона и циклического простого эфира.
6. Способ по одному или более из предыдущих пунктов, отличающийся тем, что указанный растворитель представляет собой по меньшей мере одно из циклогексанона и тетрагидрофурана.
7. Способ по одному или более из предыдущих пунктов, отличающийся тем, что указанная смесь содержит указанный растворитель в таком процентном содержании по весу к указанному ПВХ, что вязкость указанной смеси равна фиксированному значению.
8. Способ по одному или более из предыдущих пунктов, отличающийся тем, что он включает по меньшей мере один этап обеспечения по меньшей мере одного узла (5) для нанесения, содержащего:
- по меньшей мере одну головку для нанесения указанной смеси на указанную поверхность (1) осаждения; и
- по меньшей мере одну систему (7, 8) для удаления и восстановления указанного выпаренного растворителя.
9. Способ по одному или более из предыдущих пунктов, отличающийся тем, что указанный узел (5) для нанесения содержит по меньшей мере один блок (6) для смешивания указанного ПВХ с указанным растворителем.
10. Способ по одному или более из предыдущих пунктов, отличающийся тем, что он включает по меньшей мере один этап определения формы поверхности указанного изготовленного изделия (3), включающий:
- по меньшей мере один этап обеспечения по меньшей мере одного изображения (9) в цифровом формате, воспроизводящего по меньшей мере одну часть древесной поверхности, снабженную множеством текстур (10), содержащих множество пикселей;
- по меньшей мере один этап идентификации данных по меньшей мере об одной цветовой гамме для каждого из указанных пикселей посредством по меньшей мере одной программы; и
- по меньшей мере один этап преобразования указанных данных о цветной гамме в данные по меньшей мере об одной пространственной глубине для получения по меньшей мере одной трехмерной цифровой модели указанного изготовленного изделия (3) с эффектом материала, содержащей по меньшей мере одну внешнюю поверхность (11), воспроизводящую указанные текстуры (10) посредством множества канавок (13), имеющих переменную глубину;
указанный этап нанесения выполняют таким образом, чтобы получить трехмерную печать указанной модели для получения указанного изготовленного изделия (3) с эффектом материала посредством указанного узла (5) для нанесения.
11. Способ по одному или более из предыдущих пунктов, отличающийся тем, что он включает по меньшей мере один этап покраски указанной внешней поверхности (11) по меньшей мере одной краской (14), при этом указанная краска (14) скапливается в указанных канавках (13) и воспроизводит указанную цветовую гамму указанных текстур (10).
12. Способ по одному или более из предыдущих пунктов, отличающийся тем, что глубина указанных канавок (13) по существу пропорциональна указанной цветовой гамме указанных текстур (10).
| WO 2018207096 A1, 13.02.2003 | |||
| US 3382089 A, 07.05.1968 | |||
| WO 2017027351 A1, 16.02.2017 | |||
| ПЛАСТИКОВАЯ ПАНЕЛЬ ИЗ ПОЛИВИНИЛХЛОРИДА | 2012 |
|
RU2587552C2 |

