Область техники
Настоящее изобретение относится к области технологий сварки, и, в частности, оно относится к способу стабилизации электрической дуги для сварки толстых пластин с применением нескольких дуг и общей сварочной ванны.
Уровень техники
Поскольку технология сварки с применением нескольких дуг и общей сварочной ванны характеризуется током большой величины, высокой эффективностью наплавки и другими преимуществами, она широко применяется для сварки толстых пластин, толстостенных труб и т.п., при этом толщина толстой пластины или толстой стенки составляет 20-60 мм; однако в процессе сварки электрическая дуга каждой сварочной проволоки будет подвергаться воздействию электромагнитных сил, порожденных током на других сварочных проволоках, отчего возникают отклонения и колебания электрических дуг, что влияет на стабильность в процессе сварки и отрицательно сказывается на контроле качества сварки. С другой стороны, с влиянием электромагнитных сил связаны такие технологические параметры, как способ соединения сварочного источника питания с объектом сварки, амплитуда сварочного тока, фаза сварочного тока, распределение расстояний между сварочными проволоками и т.п., при этом оптимизацией одного параметра невозможно уменьшить степень воздействия электромагнитных сил, поэтому требуется системная оптимизация всех технологических параметров.
В патентном документе CN 201911101281.9 предложено устройство высокоэффективной электродуговой сварки с применением нескольких проволок, параллельно соединенных с несколькими источниками питания, при этом в нем указано, что посредством нескольких отдельных сварочных источников питания на соответственно несколько сварочных проволок подается ток, но ничего не говорится о регулировании фазы тока, расстояния между сварочными проволоками, а также о способе соединении выходных зажимов сварочных источников питания с объектом сварки в отношении стабильности в процессе сварки. В патентном документе CN 201310363373.0 предложена технология многоэлектродной сварки под флюсом, обеспечивающая комплексные характеристики стального фитинга подводного трубопровода, при этом в нем говорится о регулировании амплитуды тока на каждом электроде при применении для сварки 3 электродов, но ничего не говорится о том, как фаза тока, расстояние между электродами и способ соединения выходных зажимов сварочных источников питания с объектом сварки влияют на обеспечение стабильности процесса сварки. В патентном документе CN 201710651806.0 предложена технология многоэлектродной сварки под флюсом, предназначенная для сварки толстостенных прямошовных стальных труб X70, при этом в нем говорится о регулировании фазы между сварочными токами на электродах и о пропорциональном увеличении фазы тока на электродах на угол 90°, но ничего не говорится об оптимизации расстояния между сварочными проволоками и способа соединения выходных зажимов сварочных источников питания с объектом сварки. В патентном документе CN 201911018373.0 предложена технология многоэлектродной сварки под флюсом тонкостенных стальных труб с низким усилением сварного шва, при этом в нем говорится об установке амплитуды тока на электродах для сварки внутренних и наружных швов при применении для сварки 3 электродов, но ничего не говорится о регулировании фазы тока и расстояния между электродами, а также об улучшении способа соединения выходных зажимов сварочных источников питания с объектом сварки. В статье периодического издания под названием  посвященной дуговой сварке под флюсом с применением 4 проволок, говорится о регулировании фаз между источниками питания с несколькими проволоками для решения проблемы взаимного воздействия электрических дуг и о пропорциональном увеличении фазы тока на электродах на угол 90°; в этом документе ничего не говорится об оптимизации расстояния между сварочными проволоками и способа соединения выходных зажимов сварочных источников питания с объектом сварки. В статье периодического издания под названием
посвященной дуговой сварке под флюсом с применением 4 проволок, говорится о регулировании фаз между источниками питания с несколькими проволоками для решения проблемы взаимного воздействия электрических дуг и о пропорциональном увеличении фазы тока на электродах на угол 90°; в этом документе ничего не говорится об оптимизации расстояния между сварочными проволоками и способа соединения выходных зажимов сварочных источников питания с объектом сварки. В статье периодического издания под названием  и
и  говорится о регулировании расстояния между сварочными проволоками для предотвращения взаимного воздействия электрических дуг, но совсем ничего не говорится о конкретных принципах и критериях регулирования, а также ничего не говорится об улучшении способа соединения выходных зажимов сварочных источников питания с объектом сварки. В статье периодического издания под названием
говорится о регулировании расстояния между сварочными проволоками для предотвращения взаимного воздействия электрических дуг, но совсем ничего не говорится о конкретных принципах и критериях регулирования, а также ничего не говорится об улучшении способа соединения выходных зажимов сварочных источников питания с объектом сварки. В статье периодического издания под названием  говорится о том, как регулирование фаз тока и расстояния между сварочными проволоками влияет на обеспечение стабильности электрических дуг, но ничего не говорится о конкретном способе регулирования, а также ничего не говорится об улучшении способа соединения выходных зажимов сварочных источников питания с объектом сварки.
говорится о том, как регулирование фаз тока и расстояния между сварочными проволоками влияет на обеспечение стабильности электрических дуг, но ничего не говорится о конкретном способе регулирования, а также ничего не говорится об улучшении способа соединения выходных зажимов сварочных источников питания с объектом сварки.
Таким образом, в аналогах, известных из предшествующего уровня техники, в случае применения нескольких проволок и общей сварочной ванны существует недостаток, заключающийся в недостаточном снижении степени воздействия электромагнитных сил на электрические дуги, и невозможно обеспечить отличную комбинацию технологических параметров, чтобы дополнительно снизить степень воздействия электромагнитных сил с обеспечением стабильности направления всех электрических дуг.
Суть изобретения
Цель настоящего изобретения заключается в решении проблемы, характерной для существующих процессов сварки с применением нескольких дуг и общей сварочной ванны, которая связана с тем, что общее электромагнитное воздействие приводит к низкой стабильности электрической дуги. Согласно настоящему изобретению предложен способ стабилизации электрической дуги для сварки толстых пластин с применением нескольких дуг и общей сварочной ванны, который обеспечивает отличную комбинацию технологических параметров, чтобы дополнительно уменьшать степень воздействия электромагнитных сил и предотвращать отклонения и колебания каждой электрической дуги.
Способ стабилизации электрической дуги для сварки толстых пластин с применением нескольких дуг и общей сварочной ванны, при этом способ стабилизации электрической дуги выполняют посредством n сварочных источников питания, n сварочных горелок и n непрерывно автоматически подаваемых сварочных проволок; n сварочных источников питания и n сварочных горелок берут в соответствии один к одному; n сварочных горелок и n сварочных проволок берут в соответствии один к одному, посредством n сварочных источников питания с помощью соответствующих сварочных горелок подают ток соответственно на сварочные проволоки, которым соответствуют сварочные горелки; при этом n является целым числом, а диапазон значений n представляет собой 3≤n≤6;
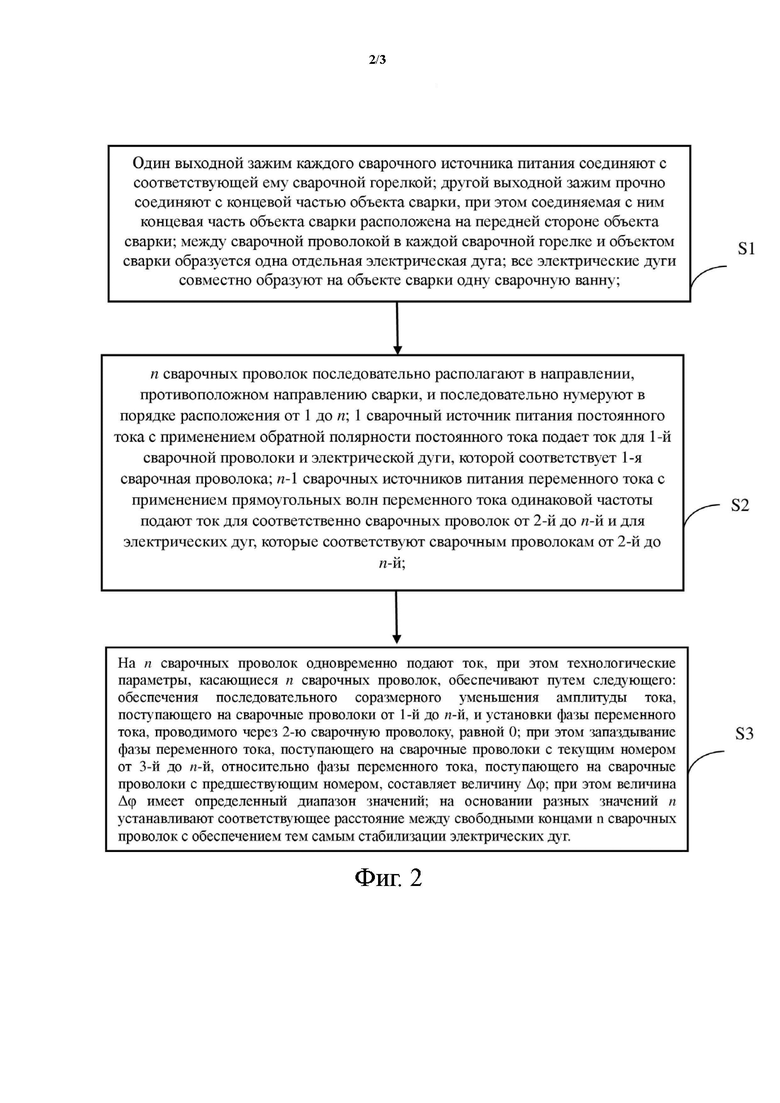
при этом способ стабилизации электрической дуги включает следующие процессы:
S1: один выходной зажим каждого сварочного источника питания соединяют с соответствующей ему сварочной горелкой; другой выходной зажим каждого сварочного источника питания прочно соединяют с концевой частью объекта сварки, при этом соединяемая с ним концевая часть объекта сварки расположена спереди по направлению сварки; между каждой сварочной проволокой, которая соответствует сварочной горелке, и объектом сварки возникает одна отдельная электрическая дуга; все электрические дуги совместно образуют на объекте сварки одну сварочную ванну;
S2: n сварочных проволок последовательно располагают в направлении, противоположном направлению сварки, и последовательно нумеруют в порядке расположения, то есть от 1-й до n-й сварочной проволоки, при этом номером сварочной проволоки, расположенной рядом с передним краем сварки, является 1, а номером сварочной проволоки, наиболее удаленной от переднего края сварки, является n;
n сварочных источников питания содержат 1 сварочный источник питания постоянного тока и n-1 сварочных источников питания переменного тока; посредством указанного сварочного источника питания постоянного тока с применением обратной полярности постоянного тока подают ток для 1-й сварочной проволоки и электрической дуги, которая соответствует 1-ой сварочной проволоке; посредством n-1 сварочных источников питания переменного тока с применением прямоугольных волн переменного тока одинаковой частоты подают ток для соответственно сварочных проволок от 2-й до n-й и электрических дуг, каждая из которых соответствует отдельной сварочной проволоке от 2-й до n-й;
S3: посредством n сварочных источников питания с применением соответственно n сварочных горелок одновременно подают ток для n сварочных проволок, при этом технологические параметры, касающиеся n сварочных проволок, обеспечивают путем следующего:
обеспечения последовательного соразмерного уменьшения амплитуды тока, поступающего на сварочные проволоки от 1-й до n-й, и установки фазы переменного тока, проводимого через 2-ю сварочную проволоку, в 0; при этом запаздывание фазы переменного тока, поступающего на сварочные проволоки с текущим номером от 3-й до n-й, относительно фазы переменного тока, поступающего на сварочные проволоки с предшествующим номером, составляет величину Δ, при этом величина Δ имеет определенный диапазон значений; в то же время на основании разных значений n устанавливают соответствующее расстояние между свободными концами n сварочных проволок с обеспечением тем самым стабилизации электрических дуг.
Предпочтительно на этапе S3 последовательное соразмерное уменьшение амплитуды тока, поступающего на сварочные проволоки от 1-й до n-й, представляет собой уменьшение в геометрической прогрессии или уменьшение в арифметической прогрессии, при этом диапазон значений Δ составляет:
3π/4≤Δ≤5π/4.
Предпочтительно на этапе S3 установка соответствующего расстояния между свободными концами n сварочных проволок на основании разных значений n включает:
установку расстояния между свободным концом 1-й сварочной проволоки и свободным концом n-й сварочной проволоки равным L, при этом если n=3, то расстояние между свободным концом каждой из n сварочных проволок и свободным концом 1-й сварочной проволоки равно:
где  означает расстояние между свободным концом 1-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 1-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
 означает расстояние между свободным концом 2-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 2-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
 означает расстояние между свободным концом 3-й сварочной проволоки и свободным концом 1-й сварочной проволоки.
означает расстояние между свободным концом 3-й сварочной проволоки и свободным концом 1-й сварочной проволоки.
Предпочтительно на этапе S3 установка соответствующего расстояния между свободными концами n сварочных проволок на основании разных значений n включает:
установку расстояния между свободным концом 1-й сварочной проволоки и свободным концом n-й сварочной проволоки равным L, при этом если n=4, то расстояние между свободным концом каждой из n сварочных проволок и свободным концом 1-й сварочной проволоки равно:
где означает расстояние между свободным концом 1-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 2-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 3-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
 означает расстояние между свободным концом 4-й сварочной проволоки и свободным концом 1-й сварочной проволоки.
означает расстояние между свободным концом 4-й сварочной проволоки и свободным концом 1-й сварочной проволоки.
Предпочтительно на этапе S3 установка соответствующего расстояния между свободными концами n сварочных проволок на основании разных значений n включает:
установку расстояния между свободным концом 1-й сварочной проволоки и свободным концом n-й сварочной проволоки равным L, при этом если n=5, то расстояние между свободным концом каждой из n сварочных проволок и свободным концом 1-й сварочной проволоки равно:
где означает расстояние между свободным концом 1-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 2-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 3-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 4-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
 означает расстояние между свободным концом 5-й сварочной проволоки и свободным концом 1-й сварочной проволоки.
означает расстояние между свободным концом 5-й сварочной проволоки и свободным концом 1-й сварочной проволоки.
Предпочтительно на этапе S3 установка соответствующего расстояния между свободными концами n сварочных проволок на основании разных значений n включает:
установку расстояния между свободным концом 1-й сварочной проволоки и свободным концом n-й сварочной проволоки равным L, при этом если n=6, то расстояние между свободным концом каждой из n сварочных проволок и свободным концом 1-й сварочной проволоки равно:
где означает расстояние между свободным концом 1-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 2-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 3-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 4-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
 означает расстояние между свободным концом 5-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 5-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
 означает расстояние между свободным концом 6-й сварочной проволоки и свободным концом 1-й сварочной проволоки.
означает расстояние между свободным концом 6-й сварочной проволоки и свободным концом 1-й сварочной проволоки.
Предпочтительно оптимальное значение Δ равно π.
Полезные эффекты настоящего изобретения следующие: предложенный согласно настоящему изобретению способ стабилизации электрической дуги для сварки толстых пластин с применением нескольких дуг и общей сварочной ванны характеризуется следующими преимуществами: уменьшением негативного влияния на стабильность электрической дуги, вызванного электромагнитным взаимодействием между всеми электрическими дугами, а также между сварочным током, проходящим через объект сварки, и электрической дугой; предотвращением отклонений и колебаний каждой электрической дуги в процессе сварки; обеспечением глубины проплавления и эффективности выполнения сварки; обеспечением качества формирования шва.
Описание прилагаемых графических материалов
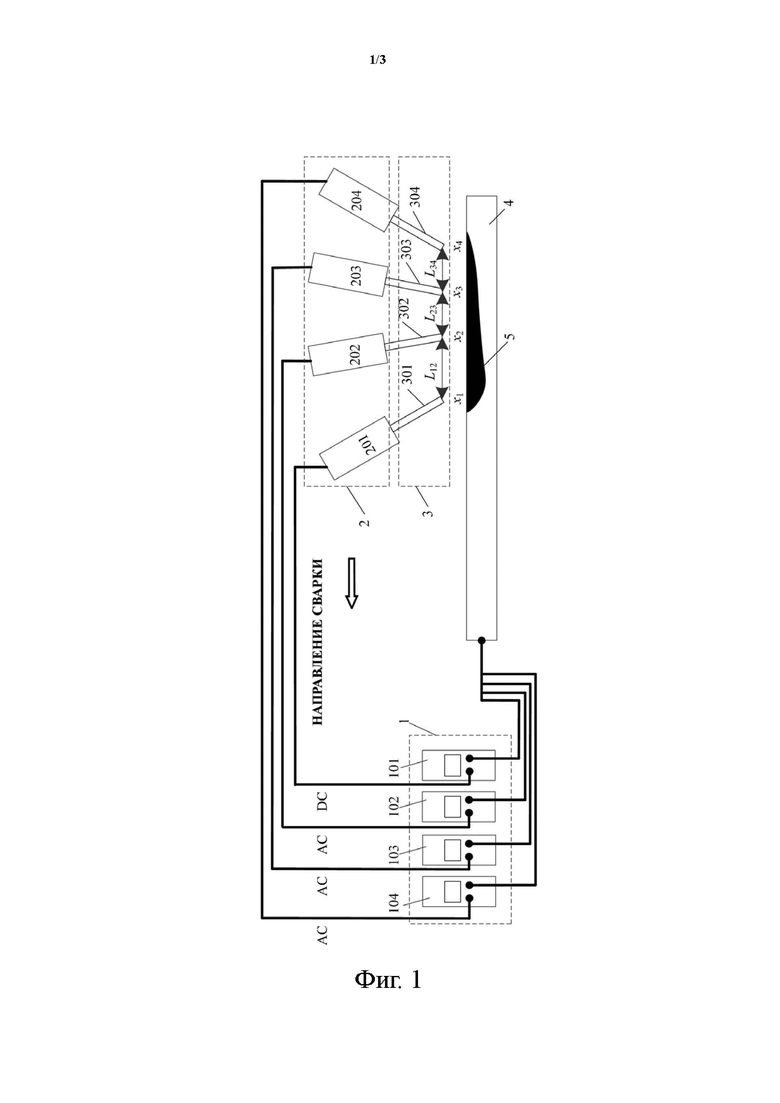
На фиг. 1 представлено схематическое изображение соединения компонентов, необходимых для выполнения указанного способа стабилизации электрической дуги для сварки толстых пластин с применением нескольких дуг и общей сварочной ванны согласно настоящему изобретению, когда значение n равно 4; при этом
в прилагаемых графических материалах номером 1 обозначен сварочный блок источников питания; сварочный блок источников питания состоит из 4 отдельных сварочных источников питания, при этом 4 отдельных сварочных источника питания обозначены соответствующими номерами 101-104; в прилагаемых графических материалах номером 101 обозначен сварочный источник питания постоянного тока; в прилагаемых графических материалах номерами 102-104 обозначены соответственно сварочные источники питания переменного тока с первого по третий;
в прилагаемых графических материалах номером 2 обозначен блок сварочных горелок; блок сварочных горелок содержит 4 сварочные горелки, при этом 4 сварочные горелки обозначены соответствующими номерами 201-204; в прилагаемых графических материалах номерами 201-204 обозначены соответственно сварочные горелки с первой по четвертую; каждой сварочной горелке соответствует одна сварочная проволока;
в прилагаемых графических материалах номером 3 обозначен блок сварочных проволок; блок сварочных проволок содержит 4 сварочные проволоки; 4 сварочные проволоки действуют на одну и ту же сварочную ванну; 4 сварочные проволоки обозначены соответствующими номерами 301-304; в прилагаемых графических материалах номерами 301-304 обозначены соответственно сварочные проволоки с 1-й по 4-ю;
в прилагаемых графических материалах номером 4 обозначен объект сварки;
в прилагаемых графических материалах номером 5 обозначена сварочная ванна;
 соответственно представляют собой положения, когда свободные концы сварочных проволок 301-304 с 1-й по 4-ю последовательно располагают в направлении, противоположном направлению сварки;
соответственно представляют собой положения, когда свободные концы сварочных проволок 301-304 с 1-й по 4-ю последовательно располагают в направлении, противоположном направлению сварки;
L 12 представляет собой расстояние между свободным концом 1-й сварочной проволоки 301 и свободным концом 2-й сварочной проволоки 302;
L 23 представляет собой расстояние между свободным концом 2-й сварочной проволоки 302 и свободным концом 3-й сварочной проволоки 303;
L 34 представляет собой расстояние между свободным концом 3-й сварочной проволоки 303 и свободным концом 4-й сварочной проволоки 304;
AC означает переменный ток, а DC означает постоянный ток;
на фиг. 2 представлена блок-схема указанного способа стабилизации электрической дуги для сварки толстых пластин с применением нескольких дуг и общей сварочной ванны согласно настоящему изобретению;
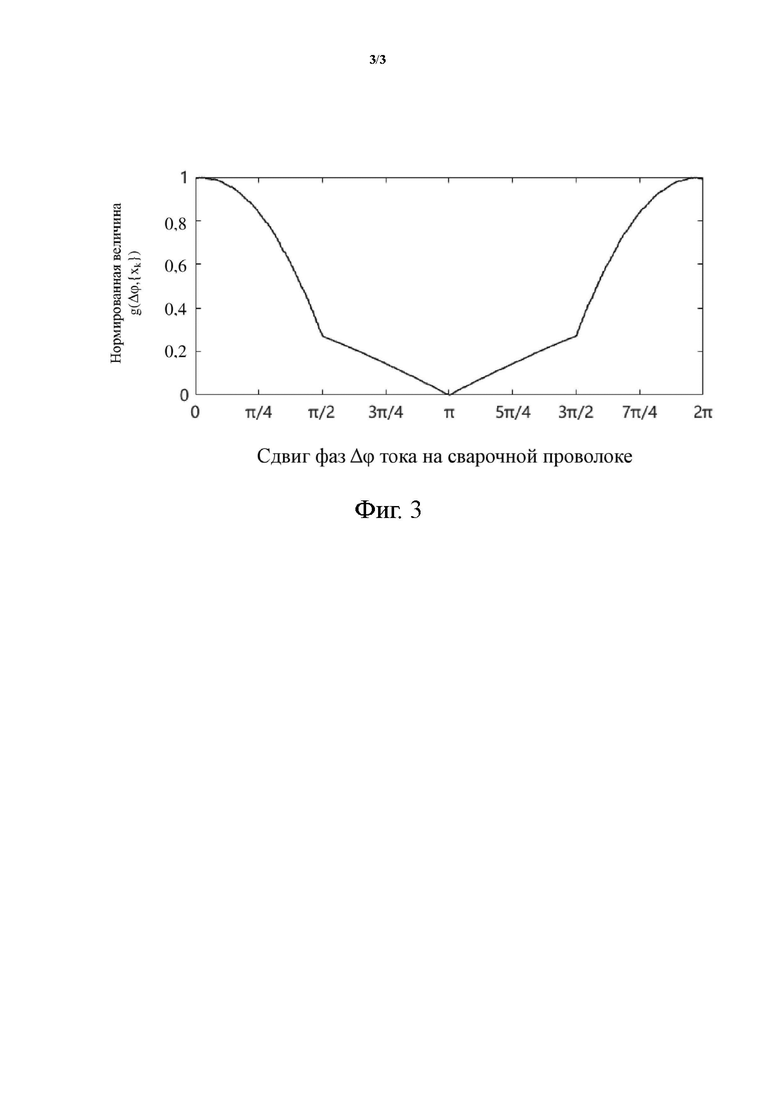
на фиг. 3 представлено схематическое изображение изменений суммы квадратов стандартного отклонения электромагнитных сил на единицу длины электрических дуг всех сварочных проволок, которая получена при количестве сварочных проволок, равном 4, и уменьшении амплитуды тока на сварочной проволоке в геометрической прогрессии с применением коэффициента 0,85 согласно вариантам осуществления настоящего изобретения для выполнения электромагнитных расчетов, в зависимости от сдвига фаз Δ.
Конкретные варианты осуществления
Ниже со ссылками на прилагаемые графические материалы, касающиеся вариантов осуществления настоящего изобретения, ясно и в полной мере описаны технические решения, представленные в вариантах осуществления настоящего изобретения; разумеется, описанные варианты осуществления являются лишь частью вариантов осуществления настоящего изобретения, а не всеми вариантами его осуществления. Все другие варианты осуществления, основанные на вариантах осуществления настоящего изобретения и полученные специалистами в данной области техники без каких-либо творческих усилий, входят в объем защиты настоящего изобретения.
Необходимо отметить, что в случае отсутствия противоречий признаки в одних вариантах осуществления и в других вариантах осуществления настоящего изобретения могут быть скомбинированы друг с другом.
В частности, со ссылкой на фиг. 2 описан вариант осуществления; вариант осуществления касается способа стабилизации электрической дуги для сварки толстых пластин с применением нескольких дуг и общей сварочной ванны, при этом способ стабилизации электрической дуги выполняют посредством n сварочных источников питания, n сварочных горелок и n непрерывно автоматически подаваемых сварочных проволок; n сварочных источников питания и n сварочных горелок берут в соответствии один к одному; n сварочных горелок и n сварочных проволок берут в соответствии один к одному, посредством n сварочных источников питания с помощью соответствующих сварочных горелок подают ток соответственно на сварочные проволоки, которым соответствуют сварочные горелки; при этом n является целым числом, а диапазон значений n представляет собой 3≤n≤6.
Способ стабилизации электрической дуги включает следующие процессы:
S1: один выходной зажим каждого сварочного источника питания соединяют с соответствующей ему сварочной горелкой; другой выходной зажим каждого сварочного источника питания прочно соединяют с концевой частью объекта сварки, при этом соединяемая с ним концевая часть объекта сварки расположена спереди по направлению сварки; между каждой сварочной проволокой, которая соответствует сварочной горелке, и объектом сварки возникает одна отдельная электрическая дуга; все электрические дуги совместно образуют на объекте сварки одну сварочную ванну;
S2: n сварочных проволок последовательно располагают в направлении, противоположном направлению сварки, и последовательно нумеруют в порядке расположения, то есть от 1-й до n-й сварочной проволоки, при этом номером сварочной проволоки, расположенной рядом с передним краем сварки, является 1, а номером сварочной проволоки, наиболее удаленной от переднего края сварки, является n;
n сварочных источников питания содержат 1 сварочный источник питания постоянного тока и n-1 сварочных источников питания переменного тока; посредством указанного сварочного источника питания постоянного тока с применением обратной полярности постоянного тока подают ток для 1-й сварочной проволоки и электрической дуги, которая соответствует 1-ой сварочной проволоке; посредством n-1 сварочных источников питания переменного тока с применением прямоугольных волн переменного тока одинаковой частоты подают ток для соответственно сварочных проволок от 2-й до n-й и электрических дуг, каждая из которых соответствует отдельной сварочной проволоке от 2-й до n-й;
S3: посредством n сварочных источников питания с применением соответственно n сварочных горелок одновременно подают ток для n сварочных проволок, при этом технологические параметры, касающиеся n сварочных проволок, обеспечивают путем следующего:
обеспечения последовательного соразмерного уменьшения амплитуды тока, поступающего на сварочные проволоки от 1-й до n-й, и установки фазы переменного тока, проводимого через 2-ю сварочную проволоку, в 0; при этом запаздывание фазы переменного тока, поступающего на сварочные проволоки с текущим номером от 3-й до n-й, относительно фазы переменного тока, поступающего на сварочные проволоки с предшествующим номером, составляет величину Δ, при этом величина Δ имеет определенный диапазон значений; в то же время на основании разных значений n устанавливают соответствующее расстояние между свободными концами n сварочных проволок с обеспечением тем самым стабилизации электрических дуг.
При этом конкретные значения величины Δ и расстояние размещения свободных концов n сварочных проволок получают путем оптимизации электромагнитного моделирования электрических дуг сварочных проволок.
В ходе конкретного применения разные значения n получают на основании толщины подвергаемой сварке пластины, а также с учетом имеющейся фактической производственной обстановки.
В этой заявке электрическая дуга каждой сварочной проволоки является предметом анализа; при соединении n сварочных источников питания с объектом сварки так, как определено в отношении вышеуказанного этапа S1, электрическая дуга каждой сварочной проволоки подвергается воздействию электромагнитной силы, порождаемой током в других сварочных проволоках, и одновременно также подвергается воздействию электромагнитной силы, порождаемой сварочным током внутри объекта сварки. На основании закона Био-Савара и уравнения для силы Ампера можно получить электромагнитную силу  для сварочного тока других сварочных проволок и тока внутри объекта сварки, действующую на единицу длины в нижней части электрической дуги k-й сварочной проволоки:
для сварочного тока других сварочных проволок и тока внутри объекта сварки, действующую на единицу длины в нижней части электрической дуги k-й сварочной проволоки:

где  - магнитная постоянная;
- магнитная постоянная;  - амплитуда сварочного тока на k-й сварочной проволоке;
- амплитуда сварочного тока на k-й сварочной проволоке;  - расстояние между свободным концом k-й сварочной проволоки и свободным концом первой сварочной проволоки;
- расстояние между свободным концом k-й сварочной проволоки и свободным концом первой сварочной проволоки;  - расстояние между свободным концом j-й сварочной проволоки и свободным концом первой сварочной проволоки;
- расстояние между свободным концом j-й сварочной проволоки и свободным концом первой сварочной проволоки;  - длина дуги j-й сварочной проволоки;
- длина дуги j-й сварочной проволоки;  - длина k-й сварочной проволоки; k, j - номера сварочных проволок, при этом
- длина k-й сварочной проволоки; k, j - номера сварочных проволок, при этом  и
и  ; D - толщина объекта сварки; при этом положительное направление электромагнитной силы
; D - толщина объекта сварки; при этом положительное направление электромагнитной силы  установлено как направление, противоположное направлению сварки, и в случае установленных толщины объекта сварки, длины каждой сварочной проволоки и длины дуги это значение зависит от конфигурации тока каждой сварочной проволоки и положения свободных концов сварочных проволок.
установлено как направление, противоположное направлению сварки, и в случае установленных толщины объекта сварки, длины каждой сварочной проволоки и длины дуги это значение зависит от конфигурации тока каждой сварочной проволоки и положения свободных концов сварочных проволок.
Поскольку сварочный ток на сварочных проволоках от 2-й сварочной проволоки до n-й представляет собой переменный ток, который периодически изменяется во времени, то также будет периодически изменяться во времени. Для стандартное отклонение  за один период представляет степень колебаний электромагнитной силы, действующей в нижней части электрической дуги k-й сварочной проволоки; чем больше колебания равнодействующей электромагнитных сил, тем больше предел колебания электрических дуг; следовательно, в отношении уменьшения колебаний электрических дуг, чем меньше , тем лучше.
за один период представляет степень колебаний электромагнитной силы, действующей в нижней части электрической дуги k-й сварочной проволоки; чем больше колебания равнодействующей электромагнитных сил, тем больше предел колебания электрических дуг; следовательно, в отношении уменьшения колебаний электрических дуг, чем меньше , тем лучше.
Следовательно, сумма квадратов  стандартных отклонений электромагнитных сил, действующих на единице длины нижней части электрических дуг всех сварочных проволок, является объектом оптимизации, при этом:
стандартных отклонений электромагнитных сил, действующих на единице длины нижней части электрических дуг всех сварочных проволок, является объектом оптимизации, при этом:
 ;
;
представляет собой функцию сдвига фаз  и положения свободных концов сварочных проволок
и положения свободных концов сварочных проволок  ; с помощью численных вычислений находят соответствующие сдвиг фаз и относительное положение свободных концов сварочных проволок с получением минимальной . Кроме того, согласно практическому применению технологии сварки плавящимся электродом с применением нескольких дуг и общей сварочной ванны амплитуда сварочного тока от 1-й сварочной проволоки до n-й сварочной проволоки уменьшается, и это можно аппроксимировать как уменьшение в геометрической прогрессии или уменьшение в арифметической прогрессии; поэтому на основании вышеизложенной идеи согласно настоящему изобретению для дополнительного снижения электромагнитного воздействия осуществляются действия, предусмотренные на этапе S3, с обеспечением стабильности направления электрических дуг.
; с помощью численных вычислений находят соответствующие сдвиг фаз и относительное положение свободных концов сварочных проволок с получением минимальной . Кроме того, согласно практическому применению технологии сварки плавящимся электродом с применением нескольких дуг и общей сварочной ванны амплитуда сварочного тока от 1-й сварочной проволоки до n-й сварочной проволоки уменьшается, и это можно аппроксимировать как уменьшение в геометрической прогрессии или уменьшение в арифметической прогрессии; поэтому на основании вышеизложенной идеи согласно настоящему изобретению для дополнительного снижения электромагнитного воздействия осуществляются действия, предусмотренные на этапе S3, с обеспечением стабильности направления электрических дуг.
В качестве примера взята ситуация, когда количество сварочных проволок составляет 4; результаты электромагнитного моделирования представлены на фиг. 3. На фиг. 3 представлен график изменений , полученной при соразмерном уменьшении амплитуды тока на сварочной проволоке в геометрической прогрессии с применением коэффициента 0,85 и распределении свободных концов сварочных проволок на основании относительных положений 0, 0,417, 0,667, 1,0 согласно вариантам осуществления настоящего изобретения для выполнения электромагнитных расчетов, в зависимости от сдвига фаз Δ, при этом можно заметить, что при  имеет минимальное значение, а если
имеет минимальное значение, а если  то относительно небольшая. По существу, что касается другого количества сварочных проволок, другого распределения относительных положений свободных концов сварочных проволок, других коэффициентов ослабления тока, остается справедливым то, что «при
то относительно небольшая. По существу, что касается другого количества сварочных проволок, другого распределения относительных положений свободных концов сварочных проволок, других коэффициентов ослабления тока, остается справедливым то, что «при  имеет минимальное значение и если
имеет минимальное значение и если  то относительно небольшая».
то относительно небольшая».
С учетом разного количества сварочных проволок n аналогично является объектом оптимизации, чтобы обеспечивалась минимизация с получением оптимального значения относительного положения свободных концов всех сварочных проволок и обеспечением стабильности электрической дуги, при этом, в частности:
предположим, расстояние между свободным концом 1-й сварочной проволоки и свободным концом n-й сварочной проволоки равно L, при этом L устанавливают исходя из фактических требований к сварке, положение свободного конца 1-й сварочной проволоки относительно направления, противоположного направлению сварки, берут как 0, а положение свободного конца n-й сварочной проволоки относительно свободного конца 1-й сварочной проволоки берут как L.
Расстояние между свободным концом k-й проволоки и свободным концом 1-й сварочной проволоки полагают равным , где 1≤k≤n; проводят электромагнитные расчеты, при этом если n=3, то расстояние между свободным концом каждой из n сварочных проволок и свободным концом 1-й сварочной проволоки составляет:
если n=4, то расстояние между свободным концом каждой из n сварочных проволок и свободным концом 1-й сварочной проволоки равно:
если n=5, то расстояние между свободным концом каждой из n сварочных проволок и свободным концом 1-й сварочной проволоки равно:
если n=6, то расстояние между свободным концом каждой из n сварочных проволок и свободным концом 1-й сварочной проволоки равно:
где означает расстояние между свободным концом 1-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 2-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 3-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 4-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
 означает расстояние между свободным концом 5-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 5-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 6-й сварочной проволоки и свободным концом 1-й сварочной проволоки.
В целях конкретного применения в качестве примера значение n взято равным 4; компоненты, необходимые для выполнения указанного способа стабилизации электрической дуги для сварки толстых пластин с применением нескольких дуг и общей сварочной ванны согласно настоящему изобретению, соединены так, как показано на фиг. 1; как показано на фиг. 1, блок 1 сварочных источников питания состоит из 4 отдельных сварочных источников 101-104 питания; блок 2 сварочных горелок содержит 4 сварочные горелки 201-204; блок 3 сварочных проволок содержит 4 сварочные проволоки 301-304; объект 4 сварки представляет собой две стальные пластины толщиной 20 мм для соединения встык; длина дуги составляет 6 мм; каждый из 4 сварочных источников 101-104 питания одним концом соединен с одной из сварочных горелок 201-204, а другим концом прочно соединен с концевой частью объекта сварки вперед в направлении сварки вперед.
Как видно на фиг. 1, в процессе сварки 4 сварочные проволоки последовательно расположены в направлении, противоположном направлению сварки, при этом амплитуда тока на каждой сварочной проволоке регулируется отдельно; фаза тока на каждой сварочной проволоке регулируется отдельно.
На основании направления, противоположного направлению сварки, каждая из сварочных проволок последовательно пронумерована от 1 до 4; 1 сварочный источник питания постоянного тока подает ток для 1-й сварочной проволоки 301 и ее электрической дуги с применением обратной полярности постоянного тока, а 3 сварочных источника питания переменного тока подают ток для соответственно 2-й сварочной проволоки 302, 3-й сварочной проволоки 303, 4-й сварочной проволоки 304 и для электрических дуг, каждой из которых соответствует одна из сварочных проволок от 1 до 4-й, с применением прямоугольных волн переменного тока одинаковой частоты.
Амплитуду тока на сварочных проволоках от 1-й до 4-й последовательно соразмерно уменьшают, при этом применяют уменьшение в геометрической прогрессии, и амплитуда тока на 2-й, 3-й и 4-й сварочных проволоках соответственно составляет 0,85 амплитуды тока на предыдущей сварочной проволоке. Если амплитуду тока на 1-й сварочной проволоке 301 устанавливают равной 1000 A, то амплитуда тока на 2-й, 3-й и 4-й сварочных проволоках соответственно составляет 850 A, 723 A и 614 A.
Фаза переменного тока, проводимого через 2-ю сварочную проволоку 302, равна 0; фазы переменного тока, проводимого через 3-ю сварочную проволоку 303 и 4-ю сварочную проволоку 304, относительно фазы переменного тока, проводимого через предыдущую сварочную проволоку, запаздывают на величину π.
На основании требований к сварке расстояние между свободными концами 1-й сварочной проволоки и 4-й сварочной проволоки устанавливают равным 60 мм, то есть:  ; в направлении, обратном направлению сваривания, положение свободного конца 1-й сварочной проволоки 301 выбирают равным 0 мм; положение свободного конца 4-й сварочной проволоки 304 относительно свободного конца 1-й сварочной проволоки выбирают равным 60 мм.
; в направлении, обратном направлению сваривания, положение свободного конца 1-й сварочной проволоки 301 выбирают равным 0 мм; положение свободного конца 4-й сварочной проволоки 304 относительно свободного конца 1-й сварочной проволоки выбирают равным 60 мм.
Расстояние между свободными концами k-й сварочной проволоки и свободным концом 1-й сварочной проволоки полагают равным , где ,
,
Кроме того, поскольку , то расстояние между свободными концами сварочных проволок 1-4 и свободным концом 1-й сварочной проволоки равно:
Расстояния L12, L23 и L34 между соседними сварочными проволоками соответственно составляют 25 мм, 15 мм и 20 мм.
Хотя для описания настоящего изобретения в этом документе представлены конкретные варианты осуществления, следует понимать, что эти варианты осуществления представляют собой лишь примеры принципов и применений настоящего изобретения. Поэтому следует понимать, что без отклонения от идеи и объема настоящего изобретения, определенных прилагаемой формулой изобретения, в представленные в качестве примера варианты осуществления может быть внесено много изменений, а также может быть предложена другая компоновка. Следует понимать, что признаки, приведенные в разных зависимых пунктах формулы и этом описании, можно комбинировать путем их описания, отличного от представленного в первоначальной формуле изобретения. Кроме того, следует понимать, что признаки, описанные в связи с отдельными вариантами осуществления, могут применяться и в других вариантах осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОЭЛЕКТРОДНОЙ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ, СВАРНОЕ СОЕДИНЕНИЕ И СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 2016 |
|
RU2674501C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| Аппарат и способ применения сварки вращающейся дугой | 2013 |
|
RU2662279C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩЕЙСЯ ПРОВОЛОКОЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2474487C1 |
| СПОСОБ ЧЕТЫРЕХДУГОВОЙ СВАРКИ | 1992 |
|
RU2080224C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2087283C1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
Изобретение может быть использовано для сварки толстых пластин с применением нескольких отдельных дуг, которые совместно образуют на свариваемом объекте общую сварочную ванну. Используют 3-6 сварочных проволок и такое же количество сварочных источников питания. По первой сварочной проволоке подают ток с применением обратной полярности постоянного тока, а по другим – с применением прямоугольных волн переменного тока одинаковой частоты, при этом амплитуда тока на каждой сварочной проволоке последовательно соразмерно уменьшается. Размещение сварочных источников питания относительно объекта сварки обеспечивает оптимальное распределение фаз сварочного тока на всех сварочных проволоках и оптимальное положение их свободных концов с уменьшением общего воздействия электромагнитных сил на каждую электрическую дугу, обусловливающего низкую стабильность их горения. 6 з.п. ф-лы, 3 ил.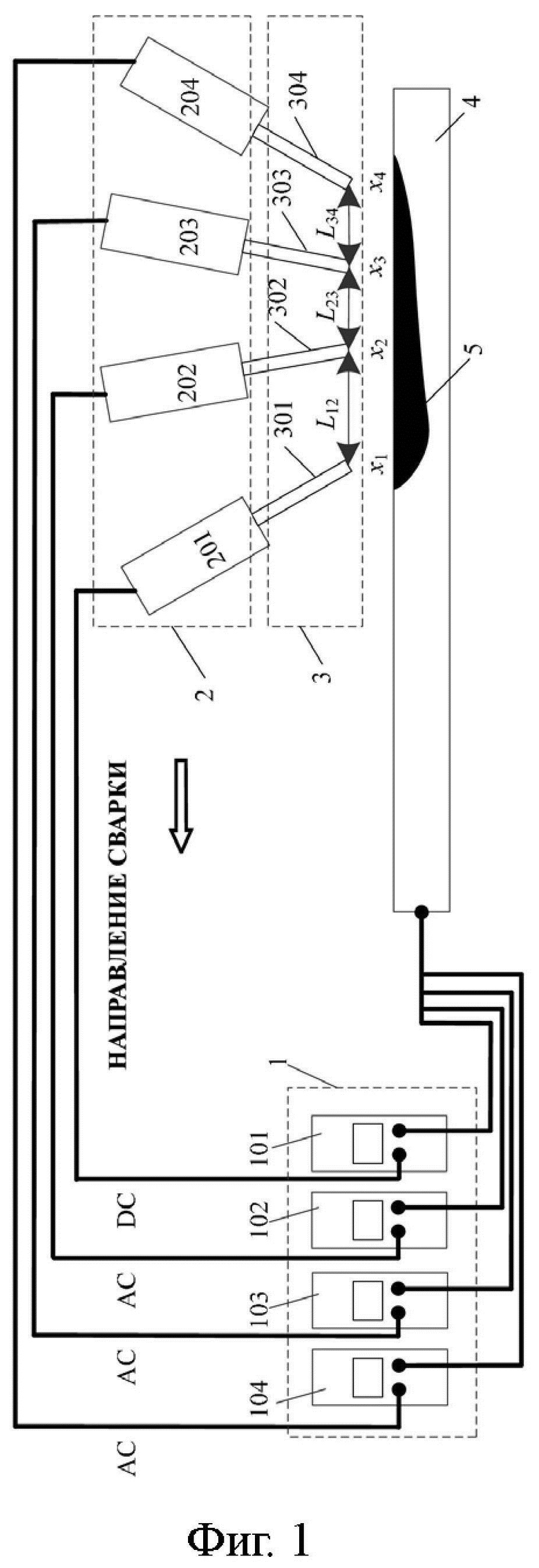
1. Способ стабилизации электрических дуг при многодуговой сварке толстых пластин в одну сварочную ванну, включающий подачу тока от n сварочных источников питания на n сварочных горелок с n непрерывно автоматически подаваемыми сварочными проволоками, причем n сварочных источников питания и n сварочных горелок берут в соотношении один к одному, n сварочных горелок и n сварочных проволок берут в соотношении один к одному, при этом n является целым числом, диапазон значений которого составляет 3≤n≤6,
отличающийся тем, что осуществляют следующие этапы:
S1: один выходной зажим каждого сварочного источника питания соединяют с соответствующей ему сварочной горелкой, другой выходной зажим каждого сварочного источника питания соединяют с концевой частью свариваемых пластин, которая расположена спереди по направлению сварки; между каждой сварочной проволокой, которая соответствует сварочной горелке, и упомянутыми пластинами возбуждают отдельную электрическую дугу, при этом все электрические дуги совместно образуют одну сварочную ванну;
S2: n сварочных проволок последовательно располагают в направлении, противоположном направлению сварки, и нумеруют в порядке расположения от 1-й до n-й сварочной проволоки, при этом номером сварочной проволоки, расположенной рядом с передним краем сварки, является 1, а номером сварочной проволоки, наиболее удаленной от переднего края сварки, является n; причем n сварочных источников питания содержат 1 сварочный источник питания постоянного тока и n-1 сварочных источников питания переменного тока; посредством указанного сварочного источника питания постоянного тока подают ток обратной полярности на 1-ую сварочную проволоку с получением электрической дуги; а посредством n-1 сварочных источников питания переменного тока подают переменный ток с получением прямоугольных волн одинаковой частоты на сварочные проволоки от 2-й до n-й с получением соответствующих электрических дуг;
S3: подают ток посредством n сварочных источников питания одновременно на n сварочных проволок, при этом обеспечивают последовательное уменьшение амплитуды тока, поступающего на сварочные проволоки от 1-й до n-й, причем устанавливают нулевую фазу переменного тока, подаваемого на 2-ю сварочную проволоку, а на сварочные проволоки с текущим номером от 3-й до n-й подают переменный ток с запаздыванием фазы относительно фазы переменного тока, подаваемого на сварочные проволоки с предшествующим номером, на величину Δϕ, составляющую 3π/4≤Δϕ≤5π/4, при этом расстояние между свободными концами n сварочных проволок для разного их количества устанавливают с учетом оптимизации электромагнитного моделирования электрических дуг.
2. Способ по п. 1, отличающийся тем, что на этапе S3 амплитуду тока, подаваемого на сварочные проволоки от 1-й до n-й, уменьшают в геометрической или в арифметической прогрессии.
3. Способ по п. 2, отличающийся тем, что на этапе S3 установка соответствующего расстояния между свободными концами n сварочных проволок на основании разных значений n включает:
установку расстояния между свободным концом 1-й сварочной проволоки и свободным концом n-й сварочной проволоки равным L, при этом если n=3, то расстояние между свободным концом каждой из n сварочных проволок и свободным концом 1-й сварочной проволоки равно:
где  означает расстояние между свободным концом 2-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 2-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
 означает расстояние между свободным концом 3-й сварочной проволоки и свободным концом 1-й сварочной проволоки.
означает расстояние между свободным концом 3-й сварочной проволоки и свободным концом 1-й сварочной проволоки.
4. Способ по п. 2, отличающийся тем, что на этапе S3 установка соответствующего расстояния между свободными концами n сварочных проволок на основании разных значений n включает:
установку расстояния между свободным концом 1-й сварочной проволоки и свободным концом n-й сварочной проволоки равным L, при этом если n=4, то расстояние между свободным концом каждой из n сварочных проволок и свободным концом 1-й сварочной проволоки равно:
где означает расстояние между свободным концом 2-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 3-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
 означает расстояние между свободным концом 4-й сварочной проволоки и свободным концом 1-й сварочной проволоки.
означает расстояние между свободным концом 4-й сварочной проволоки и свободным концом 1-й сварочной проволоки.
5. Способ по п. 2, отличающийся тем, что на этапе S3 установка соответствующего расстояния между свободными концами n сварочных проволок на основании разных значений n включает:
установку расстояния между свободным концом 1-й сварочной проволоки и свободным концом n-й сварочной проволоки равным L, при этом если n=5, то расстояние между свободным концом каждой из n сварочных проволок и свободным концом 1-й сварочной проволоки равно:
где означает расстояние между свободным концом 2-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 3-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 4-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
 означает расстояние между свободным концом 5-й сварочной проволоки и свободным концом 1-й сварочной проволоки.
означает расстояние между свободным концом 5-й сварочной проволоки и свободным концом 1-й сварочной проволоки.
6. Способ по п. 2, отличающийся тем, что на этапе S3 установка соответствующего расстояния между свободными концами n сварочных проволок на основании разных значений n включает:
установку расстояния между свободным концом 1-й сварочной проволоки и свободным концом n-й сварочной проволоки равным L, при этом если n=6, то расстояние между свободным концом каждой из n сварочных проволок и свободным концом 1-й сварочной проволоки равно:
где означает расстояние между свободным концом 2-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 3-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 4-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
 означает расстояние между свободным концом 5-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
означает расстояние между свободным концом 5-й сварочной проволоки и свободным концом 1-й сварочной проволоки;
 означает расстояние между свободным концом 6-й сварочной проволоки и свободным концом 1-й сварочной проволоки.
означает расстояние между свободным концом 6-й сварочной проволоки и свободным концом 1-й сварочной проволоки.
7. Способ по одному из пп. 3–6, отличающийся тем, что оптимальное значение Δϕ равно π.
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ИЛИ НАПЛАВКИ В ЗАЩИТНОМ ГАЗЕ | 2007 |
|
RU2362659C2 |
| Пурка | 1928 |
|
SU10627A1 |
| Способ многодуговой сварки | 1972 |
|
SU440223A1 |
| Способ многоэлектродной дуговой сварки плавящимися электродами | 1983 |
|
SU1142242A1 |
| JP 2000326142 A, 28.11.2000. | |||

