Изобретение относится к области строительства, а именно к оборудованию для производства композитной арматуры, содержащей спиральную обмотку, которая применяется для армирования бетонных конструкций и изделий.
Известна линейка оборудования TECHPRO производства ООО НПО «ТехКом», представленная сериями: линия для производства стеклопластиковой арматуры TP-1000 и, линия для производства стеклопластиковой арматуры TP-2000.
Обе включают в себя блок формирования периодического профиля композитной арматуры, состоящий из каркаса, на котором установлена рама с двумя катушками, расположенными параллельно, соединенными с электроприводом. Скрутка происходит за счет привода вращения катушек вокруг своей оси, а намотка периодического профиля за счет вращения рамы, перемещающей катушки вокруг потока нитей несущего стержня арматуры.
Известное устройство позволяет объединить устройство скрутки ровинга и устройство спиральной обмотки в один блок, однако недостатком известного устройства является необходимость использования в качестве средств спиральной обмотки потока нитей несущего стержня, специальных сменных катушек с размотом по внешнему диаметру, либо перед установкой на устройство, производить намотку ровинга на вышеуказанные катушки со стандартных бобин (с размотом по внутреннему диаметру)при помощи отдельного устройства.
Необходимость использования сменных катушек с размотом по внешнему диаметру снижает производительность оборудования, поскольку вышеуказанные сменные катушки имеют ограниченный размер, что связано с сильными колебаниями, возникающими при их вращении вокруг потока нитей несущего стержня арматуры. Таким образом, прерывать работу блока формирования периодического профиля для замены катушек необходимо чаще.
Кроме того, сменные катушки с внешним размотом не являются стандартной формой выпуска ровинга, а специально производятся для использования на оборудовании для производства композитной арматуры, в связи с этим они выпускаются ограниченным числом производителей и имеют высокую стоимость.
По патенту RU 2417889 известна технологическая линия для изготовления композитной арматуры, состоящая из двух блоков основного оборудования: блока подготовки и пропитки ровинга полимерным связующим, включающего шпулярник с бобинами ровинга, выравнивающее устройство, камеру отжига, пропиточную ванну, натяжное устройство, формующее устройство, и блока формирования структуры наружной поверхности арматуры, включающего два узла спиральной обмотки, полимеризационные камеры, ванну охлаждения, тянущее устройство, узел резки и сматывания, снабженная одним или несколькими дополнительными блоками оборудования выполнения спиральных обмоток внутренних слоев арматуры.
Недостатком данной технологической линия является низкая производительность оборудования, связанная с перерывами в работе, вызванными необходимостью частой замены катушек предварительно скрученного ровинга в узлах спиральной обмотки.
Наиболее близким к заявленному техническому решению является известная по патенту RU 2534130 технологическая линия для изготовления композитной арматуры, включающая блок формирования периодического профиля композитной арматуры, состоящий из установленных на каркасе устройства скрутки нитей ровинга для формирования несущего стержня арматуры, двух параллельных катушек с нитью для спиральной обмотки несущего стержня арматуры, оборудованных электроприводами и выполненных с возможностью синхронного вращения вокруг своей оси, при этом над каждой из параллельных катушек расположено челночное устройство для спиральной обмотки несущего стержня арматуры.
Недостатком известного устройства является необходимость перед установкой на устройство, производить намотку ровинга на вышеуказанные катушки со стандартных бобин с размотом по внутреннему диаметру при помощи отдельного устройства. Необходимость использования сменных катушек с внешним размотом, несмотря на то, что известное устройство обрабатывает два потока нитей несущего стержня арматуры, снижает производительность устройства, поскольку вышеуказанные сменные катушки имеют ограниченный размер, связанный с ограниченным объемом места для их размещения в каркасе устройства. Применение же бобин ровинга стандартного формата с размотом по внутреннему диаметру на известном устройстве невозможно в связи технологическими ограничениями оборудования, в частности с ограниченным объемом места для их размещения.
Техническим результатом заявленного изобретения является повышение производительности устройства, обеспечение возможности заправки катушек с бобины стандартного формата непосредственно в процессе работы без длительных технологических остановок в процессе производства.
Технический результат достигается тем, что в блоке формирования периодического профиля композитной арматуры, включающем каркас, катушки, электропривод, расположенное над каждой из катушек челночное устройство для спиральной обмотки потока нитей несущего стержня арматуры, согласно изобретения, в верхней части каркаса соосно друг с другом и соосно с потоком нитей несущего стержня арматуры расположены первая и вторая горизонтальные катушки с полыми сердечниками, каждая из которых имеет собственный отключаемый привод, в нижней части каркаса выполнен узел для размещения сменных вертикальных бобин ровинга под первой и второй горизонтальными катушками.
Две горизонтальные катушки с полыми сердечниками, расположенные соосно с потоком нитей несущего стержня, и узел поочередного размещения вертикальной бобины ровинга под первой и второй горизонтальными катушками, позволяют обеспечить непрерывность работы заявленного блока, поскольку при запуске работает только один его узел, где нить перематывается с вертикальной бобины ровинга, находящейся под первой верхней катушкой, оснащенной собственным электроприводом, на вышеуказанную катушку, привод которой в этот момент подключен, при этом в процессе перематывания нить скручивается, а после разматывания нити с нижней вертикальной бобины ровинга она меняется на новую и размещается под второй верхней катушкой, повторяется тот же процесс, что и с первой верхней катушкой. При этом с целью формирования периодического профиля (ребра) в первом узле режим работы меняется и происходит наматывание перемотанной (скрученной) нити челноком с первой верхней катушки непосредственно на поток нитей несущего стержня арматуры, проходящий через соосные полые сердечники верхних катушек, при этом привод первой верхней катушки отключен, при полном разматывании нити с узла, работающего на формирования периодического профиля, происходит короткая остановка для переустановки нити с уже намотанной к тому времени резервной катушки. Во время работы устройства поток нитей несущего стержня проходит сквозь сердечники горизонтальных катушек. Таким образом, оба узла работают попеременно, что обеспечивает фактическую непрерывность работы оборудования, а, следовательно, обеспечивает повышение производительности.
Заявленное изобретение позволяет исключить использование сменных катушек, поскольку соосные катушки являются частью оборудования, и использовать для заправки катушек непосредственно в процессе работы бобины ровинга стандартного формата (высотой 260 мм; диаметром 185 мм; массой 9-15 кг).
Проведенные заявителем испытания опытного образца заявленного блока формирования периодического профиля композитной арматуры показали, что он обеспечивает непрерывную намотку ребра в течение 12 и более часов, так как в процессе производства режимы работы узлов блока поочередно меняются, в устройстве используются бобины ровинга стандартного формата (высотой 260 мм; диаметром185 мм; массой 9-15 кг, с размотом по внутреннему диаметру), по причине расположения верхних катушек соосно с потоком нити несущего стержня; при работе устройства соблюдается угол нанесения ребра на ствол потока несущего стержня арамтуры, близкий к прямому, что позволяет получить высокие характеристики по вырыву арматуры из бетона; шаг намотки ребра регулируется в переделах от 10 до 30 мм.
Сущность заявленной полезной модели поясняется рисунком:
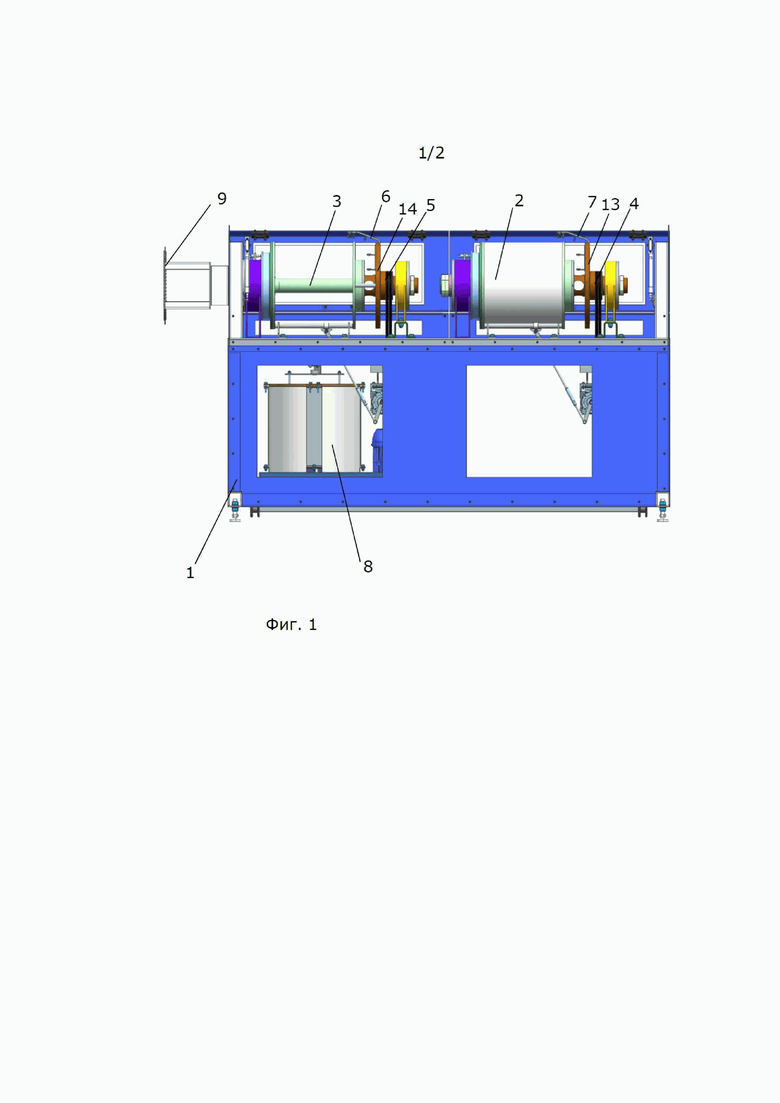
На фиг. 1 показан вид сбоку на блок формирования периодического профиля композитной арматуры.
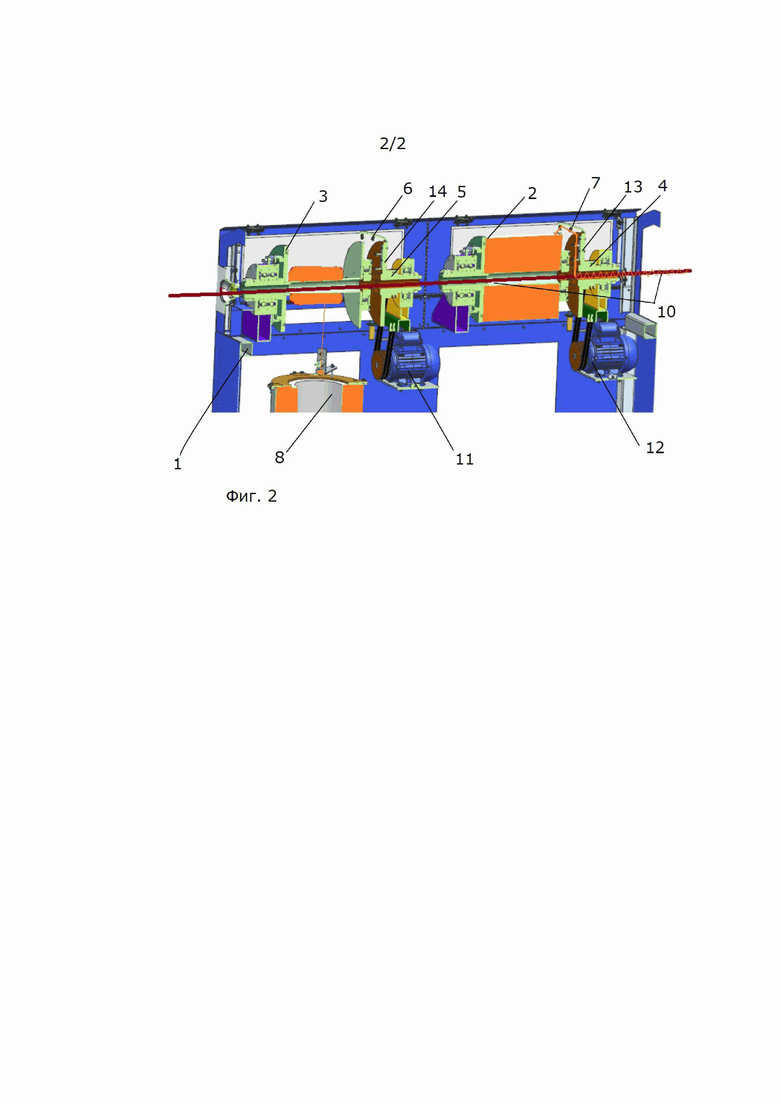
На фиг. 2 показана верхняя часть блока формирования периодического профиля композитной арматуры в разрезе.
Блок формирования периодического профиля композитной арматуры содержит каркас 1, первую 2 и вторую 3 горизонтальные катушки с полыми сердечниками, каждая из которых имеет собственный отключаемый привод 4, 5 и челночное устройство для спиральной обмотки несущего стержня 10 арматуры, в нижней части каркаса выполнен узел размещения (на чертеже не показан)сменных вертикальных бобин 8 ровинга под первой 2 и второй 3 горизонтальными катушками. Отключаемые приводы 4, 5 горизонтальных катушек 2 и 3 подключены к электромоторам 11, 12. Челночные устройства представляют собой держатели 6, 7 нити для спиральной обмотки несущего стержня 10 арматуры, жестко закрепленные на маховиках 13, 14 приводов 4, 5.
Нити после узла пропитки и отжима протянуты узел 9 формирования потока несущего стержня 10 арматуры, на выходе из которого нити собираются в основной пучок (ствол потока нитей несущего стержня), скрученный против направления нанесения периодического профиля (ребра).
Узел размещения сменных вертикальных бобин ровинга под первой и второй горизонтальными катушками может быть выполнен, например, в виде двух отдельных установочных устройств, оборудованных приводами и вращающими устройствами и расположенными непосредственно под первой и второй горизонтальными катушками или в виде автоматизированного устройства перемещения бобины ровинга, оборудованного отдельным вращающим устройством. Сменная бобина ровинга размещается непосредственно под первой и второй горизонтальными катушками поочередно, при этом, наличие в узле для размещения сменных вертикальных бобин ровинга под первой и второй горизонтальными катушками вращающего устройства позволяет производить скрутку нитей ровинга непосредственно в процессе его перематывания на катушки. Скрутка осуществляется за счет вращения бобин, а катушки заправляются уже скрученным ровингом. Может так же использоваться бобина с заранее скрученным ровингом.
Приводы горизонтальных катушек замыкаются, например, при помощи шпилек, через отверстия в боковых стенках катушек и маховиках приводов. Приводы содержат отдельные электромоторы.
Защита работающего персонала от механических воздействий обеспечивается каркасом с защитным кожухом. Все электрические контакты в конструкции заизолированы и закрыты от случайного доступа внутри специальных электрических ящиков. Элементы пневмооборудования находятся внутри защитного кожуха (на чертеже не показан).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления композитного стержня | 2023 |
|
RU2822110C1 |
| Композитный стержень | 2023 |
|
RU2825906C1 |
| Технологическая линия для изготовления неметаллической композитной арматурной сетки | 2022 |
|
RU2788691C1 |
| УСТРОЙСТВО ПОДКРУТКИ НИТЕЙ РОВИНГА НЕСУЩЕГО СТЕРЖНЯ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ ПОДКРУТКИ | 2013 |
|
RU2531711C2 |
| УСТРОЙСТВО СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2534130C2 |
| УСТРОЙСТВО СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2547036C2 |
| Технологическая линия для изготовления арматуры из композитных материалов | 2020 |
|
RU2770724C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2008 |
|
RU2389853C1 |
| УСТРОЙСТВО И СПОСОБ СПИРАЛЬНОЙ ОБМОТКИ В ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ АРМАТУРЫ | 2018 |
|
RU2693979C1 |
| Устройство размотки и скручивания ровинга | 2024 |
|
RU2829693C1 |
Изобретение относится к области строительства, а именно к оборудованию для производства композитной арматуры, содержащей спиральную обмотку, которая применяется для армирования бетонных конструкций и изделий. Технический результат - повышение производительности устройства, обеспечение возможности заправки катушек с бобины стандартного формата непосредственно в процессе работы без длительных технологических остановок в процессе производства. В блоке формирования периодического профиля композитной арматуры, включающем каркас, катушки, электропривод, расположенное над каждой из катушек челночное устройство для спиральной обмотки несущего стержня арматуры, в верхней части каркаса соосно друг с другом и соосно с потоком нитей несущего стержня арматуры расположены первая и вторая горизонтальные катушки с полыми сердечниками. Каждая из катушек имеет собственный отключаемый привод. В нижней части каркаса выполнен узел для размещения сменных вертикальных бобин ровинга под первой и второй горизонтальными катушками. 2 ил.
Блок формирования периодического профиля композитной арматуры, включающий каркас, катушки, электропривод, расположенное над каждой из катушек челночное устройство для спиральной обмотки потока нитей несущего стержня арматуры, отличающийся тем, что в верхней части каркаса соосно друг с другом и соосно с потоком нитей несущего стержня арматуры расположены первая и вторая горизонтальные катушки с полыми сердечниками, каждая из которых имеет собственный отключаемый привод, в нижней части каркаса выполнен узел для размещения сменных вертикальных бобин ровинга под первой и второй горизонтальными катушками.
| УСТРОЙСТВО СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2534130C2 |
| Способ нанесения гидроизоляционного слоя на наружную поверхность тюбинговой обделки туннелей | 1952 |
|
SU93736A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2015 |
|
RU2620804C1 |
| EP 733465 A1, 25.09.1996 | |||
| EP 3544796 A4, 22.07.2020 | |||
| US 6485660 B1, 26.11.2002 | |||
| CN 204826415 U, 02.12.2015. | |||

