Изобретение относится к области электронной техники и может использоваться в технологии производства высоковольтных вакуумных герконов.
Технический результат заключается в повышение качества герконов.
Стабильная работа высоковольтных вакуумных герконов обеспечивается при давлении остаточных газов, не превышающем 10-4 Торр и его сохранении в течение всего периода их эксплуатации. В связи с этим долговечность герконов во многом зависит от условий их герметизация, которая предусматривает выполнение нескольких обязательных последовательных операций:
- присоединение герконов к вакуумной системе;
- откачка герконов до давления остаточных газов равного 10-5-10-6 Торр;
- нагрев герконов до температуры 350-450°С и выдержка при установившейся температуре в условиях постоянной откачки (обезгаживание герконов);
- отпаивание штенгеля, приваренного к стеклянному баллону геркона вблизи торцевого спая с контакт-деталью, за счет его дополнительного кратковременного локального нагрева;
- охлаждение герконов.
Известны два варианта присоединение герконов к вакуумной системе:
- индивидуальное подключение, осуществляемое с помощью штенгеля (штенгельная откачка);
- размещение партии герконов, находящихся в специальных кассетах, внутри вакуумной камеры специализированной установки (камерная откачка).
Условия герметизации герконов зависят от их конструкционных особенностей и используемых материалов.
Известен способ герметизации высоковольтных вакуумных герконов, включающий их присоединение к вакуумной системе, нагрев до максимальной температуры, выдержку при данной температуре, отпаивание штенгелей и охлаждение, при этом откачку герконов начинают после их нагрева до максимальной температуры [SU 326661, H01J 9/38, опубл. 19.01.1972].
Известный способ герметизации герконов предполагает их индивидуальное подключение к вакуумной системе и поэтому характеризуется низкой производительностью. Кроме того, применение данного способа неизбежно приведет к окислению поверхности контакт-деталей герконов за время достижения заданной температуры при отсутствии откачки.
Известен способ герметизации высоковольтных вакуумных герконов, включающий их присоединение к вакуумной системе, нагрев до температуры 500°С, выдержку при данной температуре, отпаивание штенгелей и охлаждение [В.П. Буц. Вакуумные конденсаторы. - Л.: Энергия. - 1971, с. 103-106].
Недостатки известного способа заключаются в следующем. Присоединение герконов к вакуумной системе осуществляется индивидуально, что существенно ограничивает производительность процесса их герметизации. Обезгаживание герконов выполняют при температуре 500°С, что может привести к деформации и разгерметизации их стеклянного баллона.
В описании способа отсутствует также информация об оптимальных режимах отпаивания штенгелей герконов.
Известен способ герметизации высоковольтных вакуумных герконов, включающий их присоединение к вакуумной системе, нагрев и выдержку при установившейся температуре в условиях постоянной откачки, отпаивание штенгелей и охлаждение, при этом нагрев проводят за счет возбуждения внутри герконов высокочастотный газового разряда [SU 352335, H01J 9/38, опубл. 21.09.1972].
Однако данный способ также применим только для индивидуальной обработки герконов. Кроме того, он не позволяет добиться качественного обезгаживания внутренней поверхности их стеклянного баллона. Данное обстоятельство связано с тем, что в условиях используемого газового разряда поверхность баллона будет подвергаться ионной бомбардировке и насыщаться используемым для поддержания разряда газом.
Наиболее близким способом того же назначения к заявляемому объекту по совокупности технических признаков и достигаемому результату является способ герметизации высоковольтных вакуумных герконов, включающий их присоединение к вакуумной системе, нагрев до температуры 350-380°С, выдержку при данной температуре в условиях постоянной откачки, отпаивание штенгелей и охлаждение [RU 2132582 C1, H01J 9/38, опубл. 27.06.1999]. Описанный способ принят за прототип предлагаемого изобретения.
Известный способ, принятый за прототип, содержит перечень всех технологических операций, необходимых для качественной обработки внутреннего объема герконов. Имеется, однако, несколько причин, препятствующих достижению требуемого технического результата при его использовании.
Данный способ не учитывает конструкционные особенности герконов. Они заключаются в том, что в герконе имеется два спая контакт-деталей со стеклянным баллоном, а также штенгель, который изготовлен, как правило, из материала, отличного от материала баллона. Эти обстоятельства накладывают особые требования к температурным воздействиям на герконы, отклонения от которых может привести к разрушению баллонов.
В известном способе реализуется индивидуальная обработка каждого геркона. Переход к групповой камерной откачке одновременно нескольких десятков герконов накладывает дополнительные требования к условиям их герметизации.
Таким образом, непосредственное использование известного способа герметизации высоковольтных вакуумных герконов, принятого за прототип, в условиях производства не представляется возможным.
Технический результат изобретения заключается в повышении производительности и качества герметизации герконов за счет оптимизации режима вакуумно-термической обработки герконов.
Данный технический результат достигается тем, что в способе герметизации вакуумных герконов, включающем их присоединение к вакуумной системе, нагрев до температуры 350-380°С, выдержку при данной температуре в условиях постоянной откачки, отпаивание штенгелей и охлаждение, партию герконов размещают в кассетах внутри вакуумной камеры, нагрев герконов осуществляют со скоростью 10-15 град./мин, установившуюся температуру поддерживают в течение 40-90 минут до достижения в камере давления остаточных газов не хуже 10-5 Торр, отпаивание штенгелей производят их локальным нагревом до температуры 900-1000°С в течение 30-40 секунд, а охлаждение герконов выполняют со скоростью 3-5 град./мин.
Заявляемые диапазоны используемых температур, скоростей нагрева и охлаждения герконов обеспечивают возможность эффективной камерной откачки и герметизации партии герконов. Данные параметры подбирались экспериментальным путем с учетом достижения максимально возможного положительного результата.
Использование максимальной температуры нагрева герконов равной 350-380°С вызвано следующими обстоятельствами. При отпаивании штенгелей температура стеклянных баллонов герконов увеличивается на 100-120°С и достигает соответственно (450-500)°С. Это предельно допустимая температура, превышение которой приводит к размягчению стекол, используемых для изготовления баллонов, и нарушению геометрии герконов.
Нагрев герконов осуществляется со скоростью 10-15 град./мин, а их охлаждения со скоростью 3-5 град./мин. Выбор данных скоростей обеспечивает решение двух задач: снижение общего времени герметизации и обеспечение минимального внутреннего напряжения в спаях герконов.
Применяемые температура и время нагрева штенгелей герконов обеспечивают гарантированное расплавление их верхней части и последующее превращение ее в герметизирующий шаровидный затвор, не содержащий газовых пузырей. Диапазон условий нагрева штенгелей зависит от свойств стекол, из которых они изготовлены, а также конструкции кассет и герконов.
Положительный эффект от использования предлагаемого способа обусловлен тем, что он обеспечивает повышение производительности процесса герметизации герконов и повышение их качества.
Таким образом, сопоставительный анализ предложенного технического решения и уровня техники позволил установить, что заявленное изобретение соответствует требованию «новизна» и «изобретательский уровень».
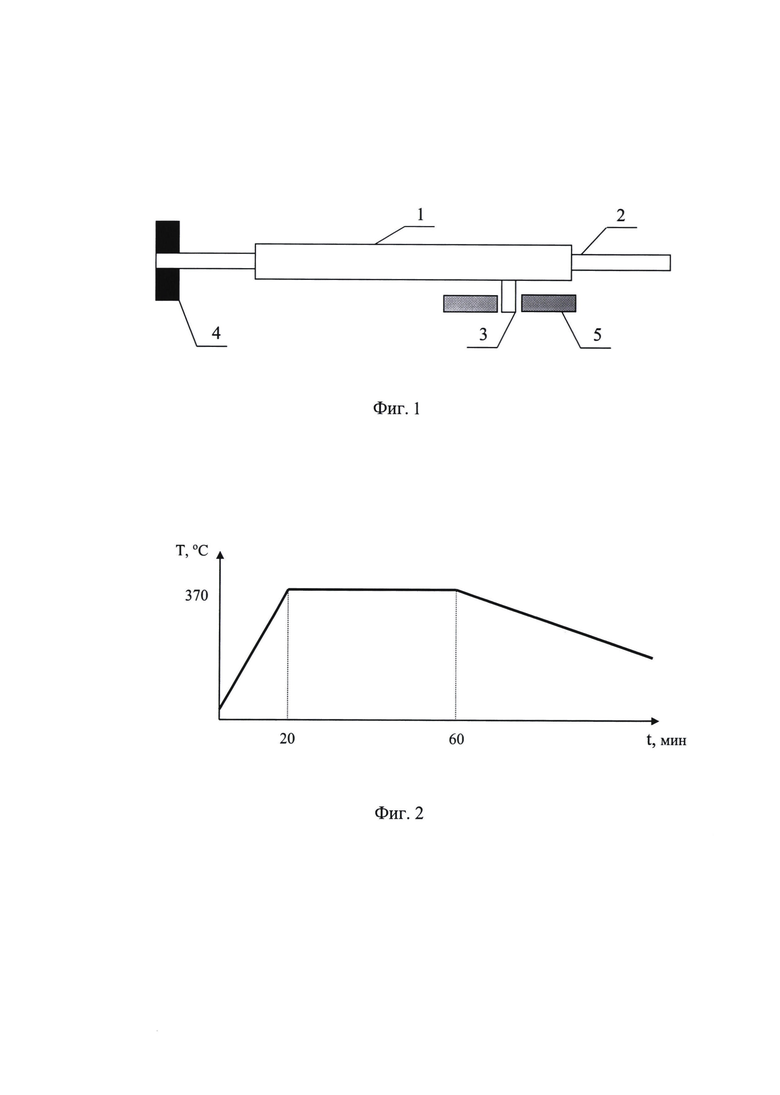
Предложенный способ групповой откачки и герметизации высоковольтных вакуумных герконов поясняется фиг. 1-2, где на фиг. 1 схематично изображены основные элементы кассеты, в которой закреплен один из герконов, а на фиг. 2 представлен график временной зависимости температуры герконов.
Способ реализуется следующим образом.
В вакуумной камере установки размещается в специальных кассетах партия из 100-120 герконов. Каждый геркон, состоящий из стеклобаллона 1, контакт-деталей 2 и штенгеля 3, неподвижно закрепляется в кассете с помощью узла 4 таким образом, что штенгель геркона 3 оказывается расположенным внутри отверстия резистивного нагревателя 5, изготовленного из графита.
После этого производится откачка вакуумной камеры установки до давления остаточных газов, не превышающего 10-5 Торр. За счет пропускания тока через нагреватель 5 (фиг. 1) осуществляется нагрев герконов в соответствии с графиком, представленным на фиг. 2. Нагрев герконов сопровождается выделением из контакт-деталей и стеклянного баллона герконов связанных газов, что приводит к повышению давления остаточных газов в вакуумной камере установки. Процесс обезгаживания герконов заканчивается через 40-90 минут после снижения этого давления до 10-5 Торр.
На заключительной стадии обезгаживания герконов ток нагревателя увеличивают в 1,5-2,0 раза до уровня, при котором температура штенгелей герконов достигает 900-1000°С, и поддерживают его в течение 30-45 секунд. Материал штенгеля при этом плавится и тем самым осуществляется герметизация герконов.
Качество герметизации герконов оценивалось по нескольким критериям:
- количество герконов с не полностью закрытым (не проваренным) штенгелем;
- количество герконов, в штенгеле которых имеются газовые пузыри;
- количество герконов с напряжением пробоя, меньшим 7,0 кВ;
- количество герконов с повышенными внутренними напряжениями в их спаях.
Установлено, что при использовании предлагаемого способа суммарный брак герконов по данным показателям не превышает 10%, что сопоставимо с индивидуальной (штенгельной) откачкой герконов, осуществляемой с помощью «гребенок».
Полученные результаты доказывают эффективность предлагаемого способа.
Положительный эффект от его использования обусловлен снижением брака герконов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумный пост для изготовления электровакуумного прибора | 2021 |
|
RU2768364C1 |
| Способ изготовления малогабаритных атомных ячеек с парами атомов щелочных металлов | 2018 |
|
RU2676296C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРНОГО БЛОКА ИЗ СТЁКОЛ РАЗНЫХ СОСТАВОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2772026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ОПТИЧЕСКИХ РЕЗОНАНСНЫХ ЯЧЕЕК С ПАРАМИ АТОМОВ ЩЕЛОЧНЫХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2578890C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОРАЗРЯДНОЙ ИНДИКАТОРНОЙ ПАНЕЛИ ПЕРЕМЕННОГО ТОКА | 2005 |
|
RU2285974C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНЫХ ДУГОГАСИТЕЛЬНЫХ КАМЕР (ВДК) | 2012 |
|
RU2532627C2 |
| Способ изготовления малогабаритных атомных ячеек с парами атомов щелочных металлов | 2018 |
|
RU2677154C1 |
| СПОСОБ ЗАПОЛНЕНИЯ УСКОРИТЕЛЬНОЙ НЕЙТРОННОЙ ТРУБКИ РАБОЧИМ ГАЗОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2044419C1 |
| Малогабаритная атомная ячейка | 2018 |
|
RU2683455C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОРАЗРЯДНОЙ ИНДИКАТОРНОЙ ПАНЕЛИ ПЕРЕМЕННОГО ТОКА | 1998 |
|
RU2133065C1 |
Изобретение относится к области электронной техники и может использоваться в технологии производства высоковольтных вакуумных герконов. Технический результат - повышение производительности процесса изготовления и качества герконов. Способ герметизации высоковольтных вакуумных герконов включает их присоединение к вакуумной системе, нагрев до температуры 350-380°С и выдержку при данной температуре, отпаивание штенгелей и охлаждение. Партию герконов размещают в кассетах внутри вакуумной камеры, нагрев герконов осуществляют со скоростью 10-15 град./мин, установившуюся температуру поддерживают в течение 40-90 минут до достижения в камере давления остаточных газов не хуже 10-5 Торр, отпаивание штенгелей производят их локальным нагревом до температуры 900-1000°С в течение 30-40 секунд, а охлаждение герконов выполняют со скоростью 3-5 град./мин. 2 ил.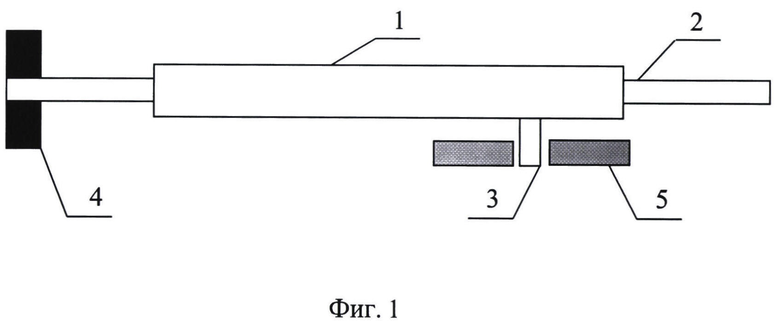
Способ герметизации высоковольтных вакуумных герконов, включающий их присоединение к вакуумной системе, нагрев до температуры 350-380°С и выдержку при данной температуре, отпаивание штенгелей и охлаждение, отличающийся тем, что партию герконов размещают в кассетах внутри вакуумной камеры, нагрев герконов осуществляют со скоростью 10-15 град./мин, установившуюся температуру поддерживают в течение 40-90 минут до достижения в камере давления остаточных газов не хуже 10-5 Торр, отпаивание штенгелей производят их локальным нагревом до температуры 900-1000°С в течение 30-40 секунд, а охлаждение герконов выполняют со скоростью 3-5 град./мин.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОРАЗРЯДНОЙ ИНДИКАТОРНОЙ ПАНЕЛИ ПЕРЕМЕННОГО ТОКА | 1998 |
|
RU2132582C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНОВ | 2018 |
|
RU2696510C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОУПРАВЛЯЕМЫХ ГЕРМЕТИЗИРОВАННЫХ КОНТАКТОВ | 2004 |
|
RU2274919C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2018 |
|
RU2665689C1 |
| US 5909163 A1, 01.06.1999 | |||
| US 3857175 A, 31.12.1974. | |||

