Группа изобретений относится к оптической, электронной промышленностям и может быть использована при изготовлении стекловолоконных изделий, в частности волоконно-оптических и микроканальных блоков, фоконов, фильтрующих устройств для тонкой очистки и разделения различных сред, а также для остекловывания материалов.
Известно устройство для изготовления микроканальной пластины (см. патент РФ №2173905, по кл. МПК H01J 9/02, опубл. 20.09.2001), состоящее из стеклотрубки с герметизирующими ее верхней и нижней поверхностями, внутри которой расположен микроканальный блок, полости для откачки газов, камеры сжатия и печи для нагревания сборки. Причём, верхняя и нижняя поверхности выполнены в виде фланцев, закреплённых на цилиндрическом кожухе, а полость для откачки газов выполнена в хвостовике одного из фланцев, в торцевой части которого со стороны микроканального блока выполнены отверстия или вкладыш с отверстиями.
Недостатком данного устройства является малый выход годной продукции из-за технологических искажений в верхней и нижней части в процессе спекания блока.
Известен способ изготовления поликапиллярных стержневых структур (см. патент СССР № 1551666, по кл. МПК C03B 37/00, опубл. 23.03.1990), включающий набор пакета заготовок из единичных капилляров, помещенный в обойму из того же стекла, что и капилляры, нагрев его до температуры спекания с последующим растягиванием, причем в процессе спекания и растягивания внутри капилляров с одного из торцов пакета создают избыточное давление Р1, с другого торца пакета в полостях между капиллярами создают разрежение Р2, причем Р1+Р2 ≤ R, где R-предел прочности стекла при растяжении.
Данным способом возможно спекание набора пакета заготовок из единичных капилляров только одного вида стекла, что ограничивает его применение для изготовления волоконно-оптических блоков с несколькими видами стекол, имеющих различный предел прочности стекла при растяжении.
Известен способ изготовления микроканальных пластин с монолитным обрамлением (см. патент РФ № 2 731 755 С1, по кл. МПК C03B 37/00, опубл. 08.09.2020). Способ включает сборку многожильных световодов в блок и спекание при температуре 580-600°С в течение 0,5-1 часа при одновременном всестороннем обжатии блока с сообщением внешнего давления при нагревании цельностеклянного обрамления на основе свинцово-силикатного стекла, с последующим отжигом спеченного блока при температуре 475-485°С в течение 3,5-4,5 часа и охлаждением до 360-380°С со скоростью менее 0,5°С в минуту, а до температуры окружающей среды - в инерционном режиме. Спекание осуществляют одновременно в одной камере по крайней мере двух блоков многожильных световодов в одной стеклянной колбе при внешнем давлении (9-11) ×105 Па.
Однако при одновременном спекании в одной камере по крайней мере двух блоков многожильных световодов в одной стеклянной колбе неизбежны искажения по краям всех спекаемых блоков, затруднен процесс отвода выделяемых из блоков газов.
Известен способ изготовления микроканальных пластин с монолитным обрамлением (см. патент RU 2206530 С1, по кл. МПК C03C 25/68, опубл. 20.06.2003), включающий сборку многожильных световодов в блок и последующее спекание при одновременном всестороннем обжатии, с сообщением внешнего давления при нагревании цельностеклянного обрамления на основе свинцово силикатного стекла при температуре 580-600°С в течение 0,5 -1 часа, с последующим отжигом спеченного блока при температуре 475-485°С в течение 3,5-4,5 часа и охлаждением до 360-380°С со скоростью менее 0,5°С в минуту, а до температуры окружающей среды в инерционном режиме.
Однако данный способ не позволяет сократить время, и снизить температуру спекания структуры, влияющие на деформацию пограничных единичных элементов структуры, а также на механическую прочность изделия, и увеличивает энергетические затраты.
Наиболее близким к заявляемому является устройство для спекания микроканального блока (патент на полезную модель РФ №71651, по кл. МПК C03B37/00, опубл. 06.12.2007), содержащее корпус, в котором расположена камера спекания, четыре нагревателя с управляющими термопарами на внешней поверхности камеры, создающие четыре зоны нагрева, газо-вакуумный блок для разрежения внутри стеклянной оболочки со структурой, установленной на многократно используемую оправку. Камера спекания представляет собой жаростойкую тонкостенную трубу. Для обеспечения механической прочности стенки камеры спекания при подаче избыточного давления газообразного азота в ее внутреннюю полость, во внешнюю полость подается выравнивающее давление.
Способ спекания в соответствии с данным прототипом заключается в следующем. Из отдельных многожильных световодов собирают микроканальный блок, который помещают в герметичный объем внутри стеклянной трубки. Далее полученную сборку помещают для спекания во внутреннюю полость камеры спекания на оправку, присоединенную к системе откачки газов. Газы откачивают в течение всего процесса нагрева, а после спекания трубки и оправки в полость подают сжатый газ, который обжимает нагретую сборку из микроканального блока и стеклянной трубки в радиальном направлении. В целях предотвращения деформации стенки камеры спекания от действия сжатого газа, подают противодавление техническим газом. Затем снижают давление сжатого газа до атмосферного и производят охлаждение до комнатной температуры, после чего извлекают спеченную сборку, снимают спеченный со стеклянной трубкой микроканальный блок и разрезают его на пластины, которые подвергают обработкам для получения эмиссионно-резистивных свойств.
Недостатками данных устройства и способа являются:
- повышенный расход газа, обусловленный конструктивными особенностями устройства,
- снижение качества спекаемых изделий, поскольку показания управляющих термопар, расположенных на внешней поверхности камеры спекания в зоне повышенного давления, отличаются от истинных.
Технической проблемой заявляемой группы изобретений является изготовление монолитных структурных блоков из разных составов стекол без искажений их структуры.
Техническим результатом заявленной группы изобретений является повышение качества монолитных структурных блоков из разных составов стёкол за счёт сохранения исходных физических свойств стекол и минимальных диффузионных процессов на границе раздела.
Технический результат достигается тем, что в способе изготовления структурного блока, заключающемся в размещении блока стеклянных заготовок в стеклянной колбе, помещении колбы с блоком заготовок во внутреннюю полость камеры спекания, нагреве камеры в верхней, нижней и двух средних зонах нагрева, одна из которых является прилегающей к верхней зоне, а другая - прилегающей к нижней, откачке газа из колбы в течение всего процесса нагрева, спекании изостатическим прессованием с последующим охлаждением, согласно изобретению, нагрев камеры в верхней зоне и прилегающей к ней средней зоне осуществляют до температуры размягчения и герметизации верхней части колбы, свободной от структурного блока, одновременно с нагревом камеры в верхней зоне и прилегающей к ней средней зоне осуществляют нагрев камеры в нижней зоне и прилегающей к ней средней зоне до температуры отжига колбы, после чего проводят нагрев в нижней зоне и прилегающей к ней средней зоне до температуры, близкой к температуре перехода стекла в вязко-жидкое состояние, спекание осуществляют вначале при давлении рабочего газа 5-10 кг/см2 в течение времени, необходимом для стабилизации и выравнивания температуры в области расположения блока заготовок, после чего повышают давление и при давлении рабочего газа от 11 кг/см2 производят спекание блока до монолитного состояния.
Технический результат достигается также устройством для реализации способа, содержащем камеру спекания с размещённой внутри неё герметичной стеклянной колбой с блоком заготовок, муфельной печью с четырьмя нагревателями, образующими четыре зоны нагрева, управляющие термопары для контроля температуры каждой из зон, систему откачки газов из колбы, блок подачи сжатого газа, соединенный с камерой спекания. Согласно изобретению, устройство содержит термоаккумулятор и герметично запаянные трубки с установленными внутри них управляющими термопарами, трубки расположены в камере спекания вдоль зон нагрева между стеклянной колбой и внутренней поверхностью муфельной печи, при этом термоаккумулятор расположен над камерой спекания, причём объём термоаккумулятора составляет не менее 1/5 объёма камеры спекания.
Устройство содержит ограждение, состоящее из верхнего и нижнего фланцев и кварцевой трубы, расположенной соосно корпусу и подпружиненного опорного столика, соединенного с помощью пружины с нижним фланцем ограждения.
Суть способа и устройства для изготовления структурных блоков, состоящих из разных по физико-химическим свойствам стёкол, состоит в том, что сердцевина единичных элементов остаётся в твёрдом состоянии, а их оболочки переходят в вязкое состояние (около 109 Па*с), достаточное для того, чтобы при изостатическом прессовании под давлением выше 11 кг/см2 структура стала монолитом.
Известно, что сложно подобрать стекла для структур, близких по температурному коэффициенту линейного расширения, но имеющих разную температуру размягчения. Предлагаемые способ и устройство расширяют возможности одновременного использования различных стекол в структурах, так как возможно получить монолитные блоки спеканием без искажений при температурах, соответствующих максимально высокой вязкости стекол.
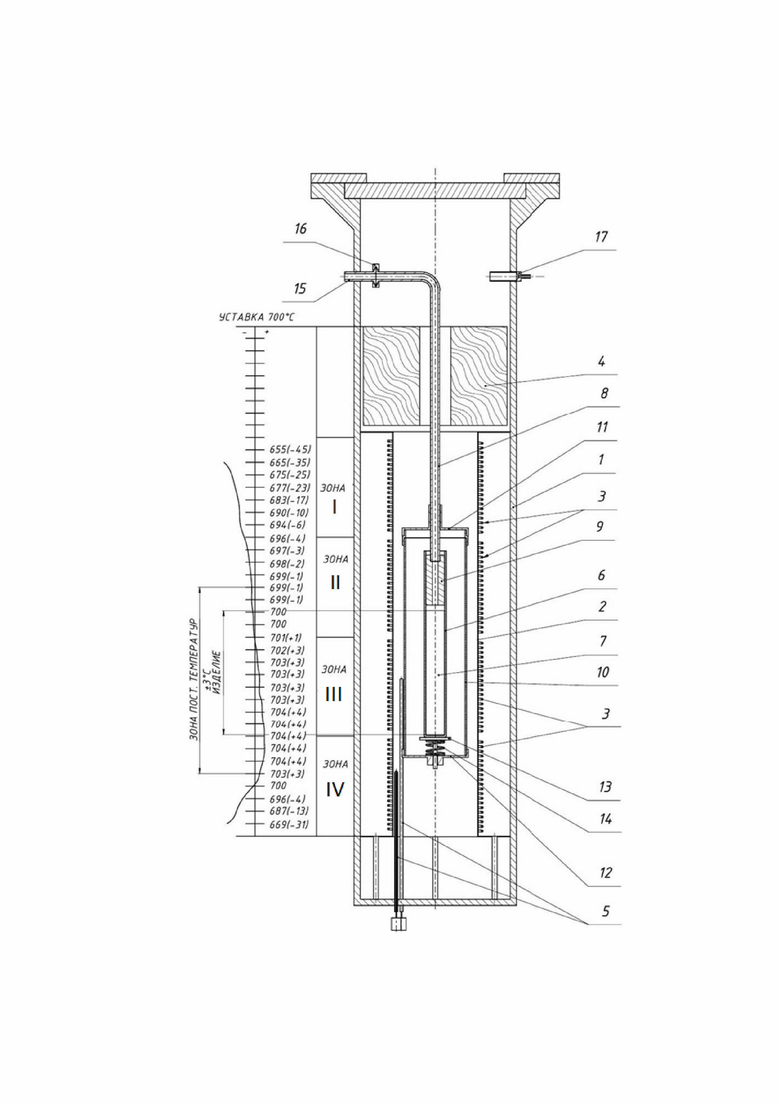
Группа изобретений поясняется чертежом, на котором изображен общий вид заявляемого устройства для изготовления структурных блоков и представлен график положения зоны постоянных температур.
Позициями на чертеже обозначено:
1 - камера спекания;
2 - муфельная печь;
3 - нагреватели;
4 - термоаккумулятор;
5 - трубки для управляющих термопар;
6 - колба;
7 - блок заготовок;
8 - штенгель;
9 - оправка;
10 - ограждение из кварцевой трубы;
11 - верхний фланец ограждения;
12 - нижний фланец ограждения;
13 - опорный столик;
14 - пружина;
15 - вакуумная магистраль;
16 - зажим хомутовый;
17 - штуцер для подачи сжатого газа.
Способ осуществляют с помощью устройства, которое содержит камеру спекания 1, внутри которой встроена муфельная печь 2, с внешней стороны которой расположены четыре нагревателя 3, создающих четыре зоны нагрева - верхняя (зона I) , нижняя (зона IV) и две средних (зона II, зона III), одна из которых является прилегающей к верхней зоне (зона II), , а другая - прилегающей к нижней (зона III).
Над камерой спекания 1 расположен термоаккумулятор 4, составляющий по крайней мере не менее 1/5 объема камеры спекания 1 и препятствующий выхолаживанию камеры спекания в верхней и прилегающей к ней средней зоны нагрева, тем самым обеспечивая точность поддержания температуры ±3°С в области расположения блока стеклянных заготовок, и, следовательно, равномерное прессование.
Полость между камерой спекания 1 и муфельной печью 2 заполнена теплоизоляцией. Через нижнюю часть устройства введены четыре герметично запаянных сверху трубки 5, внутрь которых установлены управляющие термопары. Трубки позволяют исключить влияние высокого давления внутри камеры на показания управляющих термопар.
Спекаемая колба 6 с блоком стеклянных заготовок 7 насажена на штенгель 8 с оправкой 9 и закрыта защитным ограждением, состоящим из кварцевой трубы 10, верхнего фланца 11, нижнего фланца 12, и опорного столика 13 с пружиной 14. Защитное ограждение предотвращает падение колбы 6 на дно камеры 1 в аварийных случаях, а также препятствует попаданию окалины в зону спекания (область расположения блока заготовок). Столик 13 предотвращает смещение колбы 6 с оправки 9 при нагреве и во время герметизации, а в процессе изостатического обжатия, при возможном технологическом удлинении спекаемой колбы 6, столик 13 может опускаться, тем самым предотвращая осевую деформацию спекаемого блока. Защитное ограждение 10 закрепляется на штенгеле 8 с помощью верхнего фланца 11. Штенгель 8 соединяется с вакуумной магистралью 15 при помощи хомутового зажима 16. Подача формующего газа (аргон) производится через штуцер 17, расположенный в верхней части камеры 1.
Принцип работы установки основан на нагреве, обезгаживании и последующем изостатическом (равномерном в любой точке) прессовании структурных блоков из разных составов стекол в стеклянной колбе с одновременным откачиванием из спекаемой колбы остаточных газов, причем спекание проводится при температуре, соответствующей наибольшему показателю вязкости (около 109 Па*с), при которой возможно спекание стекол до монолитного состояния. Расположение зонных нагревателей и наличие термоаккумулятора обеспечивает зону постоянных температур и, следовательно, равномерное спекание по всей длине спекаемого блока.
Колбу 6 с блоком заготовок 7 насаживают на оправку 9 штенгеля 8 закрывают защитным кварцевым ограждением 10, 11, 12 и подпирают опорным столиком 13 с пружиной 14, закрепляют на штенгеле 8 и размещают в муфельной печи 2 соосно оси камеры спекания 1 таким образом, чтобы блок заготовок 7 находился в зоне постоянных температур (см. фиг. 1). Штенгель 8 соединяют с вакуумной магистралью 15 с помощью хомутового зажима 16, над нагревателями 3 устанавливают термоаккумулятор 4. Камеру 1 герметично закрывают. Подают питание по программе на нагреватели 3. Герметизируют соединение колба-штенгель нагревом верхней зоны (зона I) и прилегающей к ней средней зоны (зона II), разогревают нижнюю зону (зона IV) и прилегающую к ней среднюю зону (зона III) до температуры спекания, формируя зону постоянных температур (показана на графике), подают через штуцер 17 сжатый газ и производят изостатическое прессование (спекание) структурного блока до монолитного состояния.
Показания датчика давления (не показан) внутри вакуумной магистрали 15, соединяющейся со спекаемой колбой 6, контролируют в течение всего процесса изостатического прессования. Температуру на нагревателях 3 отслеживают с помощью управляющих термопар, введенных в герметично запаянные сверху трубки 5. По окончании цикла прессования запускают программу отжига, а затем - охлаждения колбы 6.
Способ осуществляют следующим образом.
В колбу 6, которая должна быть длиннее блока заготовок на 30-50 мм для того, чтобы обеспечить достаточную контактную площадь стекла с металлом, помещают собранную структуру из стеклянных стержней, плотно насаживают на оправку 9, закрывают ограждением из кварцевой трубы 10 таким образом, чтобы дно колбы со структурой касалось подпружиненного опорного столика 13, размещают в муфельной печи 2 соосно оси камеры спекания 1 таким образом, чтобы блок заготовок 7 находился в зоне постоянных температур (см. фиг. 1) и разогревают все зоны до верхней температуры отжига стекла колбы 6, соответствующей вязкости η=1012 Па*с, при которой нет деформации структуры и снимаются напряжения в стекле.
После стабилизации температуры в камере 1, равной температуре верхнего отжига колбы, повышают температуру верхней зоны I и прилегающей к ней средней зоны II до температуры размягчения стекла колбы 6. Через 2-5 минут начинают откачку из полости колбы 6 через штенгель 8 до момента герметизации соединения колба-штенгель. При этом сигналом о полной герметизации соединения колба-штенгель служат показания датчика о создании внутри колбы разряжения, которое должно быть менее 10 мм рт. ст. Во время герметизации верхней части колбы 6 блок заготовок 7, находящийся в нижней (зона IV) и прилегающей к ней средней зоне (зона III) температур, остается при температуре отжига стекла колбы. После герметизации колбы разогревают нижнюю зону (зону IV) и прилегающую к ней среднюю зону (зону III) до температуры спекания, соответствующей вязкости около η=109 Па*с, и одновременно подают газ в камеру спекания до давления 5-10 кг/см2, выдерживают некоторое время для стабилизации температуры в области расположения блока заготовок, а также для выведения остаточных газов из спекаемого блока. После выравнивания температур в камеру подается газ до давления выше 11 кг/см2, и производят спекание, во время которого возможное технологическое удлинение блока 7 корректируется опусканием подпружиненного опорного столика 13. Процесс прессования длится 10-15 минут. Показания давления внутри вакуумной магистрали 15, соединяющейся со спекаемой колбой 6, отслеживаются в течение всего процесса прессования. Если герметизация колбы во время спекания нарушается, то процесс прекращают. По окончании спекания запускается программа отжига и охлаждения спеченного блока.
Температуру спекания подбирают по кривым вязкости стекол, из которых собирают блок заготовок 7, а величину давления газа подбирают индивидуально. Индикатором процесса спекания является герметизация в колбе 6, нарушение которой приведет к дефектам структуры.
Данный способ позволяет исключить искажение структуры, свести до минимума диффузионные процессы на границе раздела единичных элементов из разных стекол, сохраняя исходные физические показатели.
Пример реализации способа.
Блок заготовок представляет собой блок из многожильных стержней из оптических стекол, где сердцевина единичных элементов выполнена из стекла марки ТБФ-10 (вязкость η=1010 Па*с, Т разм.=680°С), которое должно оставаться в твердом состоянии во время спекания. Обрамление выполнено из стекла, отличного по показателю преломления и температуре размягчения (вязкость η=1010 Па*с, Т разм.=590°С).
Блок заготовок помещают в стеклянную колбу внутренним диаметром 40 мм из электровакуумного стекла С-52-1 (вязкость η=1010 Па*с, Т разм.=580°С), насаживают на штенгель с оправкой, закрывают ограждением из кварцевой трубы таким образом, чтобы дно колбы касалось опорного столика.
Штенгель соединяют с вакуумной магистралью и размещают в муфельной печи соосно оси камеры спекания таким образом, чтобы блок заготовок находился в зоне постоянных температур.
Над нагревателями устанавливают термоаккумулятор и герметично закрывают камеру. Разогревают все зоны до верхней температуры отжига стекла колбы 540°С, соответствующей вязкости η=1012 Па*с, при которой нет деформации структуры и снимаются напряжения в стекле. Нагревают верхнюю зону (зона I) и прилегающую к ней среднюю зоны (зона II) до 670°С, герметизируют соединение колба-штенгель, далее разогревают нижнюю зону (зона IV) и прилегающую к ней среднюю зону (зона III) до температуры спекания 645°С, соответствующей вязкости спекаемого стекла (около η=109 Па*с) и одновременно подают газ в камеру спекания предварительно давлением 10 кг/см2, выдерживают 15 минут для стабилизации и выравнивания температуры в области расположения блока заготовок, а также для выведения остаточных газов из спекаемого блока. Далее повышают давление до 120 кг/см2 в течение 4 минут и производят изостатическое прессование (спекание) структурного блока до монолитного состояния в течение 10 минут.
По показаниям датчика давления (не показан) внутри вакуумной магистрали, соединяющейся со спекаемой колбой, контролируют весь процесс.
По окончании спекания устанавливают температуру отжига, выдерживают и охлаждают спеченый блок.
Как показали испытания изостатического прессования, давлением до 11 кг/см2 получить монолитную качественную структуру при температуре, соответствующей вязкости более 109 Па*с, не удалось. Для таких давлений нужно повышать температуру спекания, увеличивая вероятность появления дефектных структур из-за размягчения сердцевины элементов. При давлении свыше 120 кг/см2 заметного улучшения качества изделий не наблюдали.
Для эффективного изостатического прессования при давлении ниже 11 кг/см2 требуется повышение температуры, что приводит к увеличению затрат на электроэнергию, так как спекание нужно проводить на 20-40°С выше и более продолжительное время.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНОГО СТРУКТУРНОГО БЛОКА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2024 |
|
RU2838697C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОКАНАЛЬНЫХ ПЛАСТИН С МОНОЛИТНЫМ ОБРАМЛЕНИЕМ | 2001 |
|
RU2206530C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОКАНАЛЬНОЙ ПЛАСТИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2177187C1 |
| Способ изготовления микроканальных пластин с монолитным обрамлением | 2020 |
|
RU2731755C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУЛЬТИКАПИЛЛЯРНЫХ СТРУКТУР ДЛЯ ХРАНЕНИЯ ГАЗА | 2023 |
|
RU2809396C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МИКРОКАНАЛЬНЫХ ПЛАСТИН | 2010 |
|
RU2441851C1 |
| СПОСОБ СПЕКАНИЯ ВОЛОКОННЫХ ПАКЕТОВ | 1991 |
|
RU2010774C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ АТОМНЫХ ЯЧЕЕК С ПАРАМИ АТОМОВ ЩЕЛОЧНЫХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2554358C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОКАНАЛЬНОЙ ПЛАСТИНЫ С ИСКРИВЛЕННЫМИ КАНАЛАМИ | 1994 |
|
RU2087989C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МИКРОКАНАЛЬНОЙ ПЛАСТИНЫ | 2000 |
|
RU2173905C1 |
Группа изобретений относится к оптической, электронной промышленностям и может быть использована при изготовлении стекловолоконных изделий, в частности волоконно-оптических и микроканальных блоков. Технической проблемой заявляемой группы изобретений является изготовление монолитных структурных блоков из разных составов стекол без искажений их структуры. Техническим результатом является повышение качества монолитных структурных блоков из разных составов стёкол за счёт сохранения исходных физических свойств стекол и минимальных диффузионных процессов на границе раздела. Способ изготовления структурного блока заключается в размещении блока стеклянных заготовок в стеклянной колбе, помещении колбы с блоком заготовок во внутреннюю полость камеры спекания, нагреве камеры в верхней, нижней и двух средних зонах нагрева. Откачивают газ из колбы в течение всего процесса нагрева. Осуществляют спекание изостатическим прессованием с последующим охлаждением. Нагрев камеры в верхней зоне и прилегающей к ней средней зоне осуществляют до температуры размягчения и герметизации верхней части колбы, свободной от структурного блока. Одновременно с нагревом камеры в верхней зоне и прилегающей к ней средней зоне осуществляют нагрев камеры в нижней зоне и прилегающей к ней средней зоне до температуры отжига колбы. После чего проводят нагрев в нижней зоне и прилегающей к ней средней зоне до температуры, близкой к температуре перехода стекла в вязко-жидкое состояние. Спекание осуществляют вначале при давлении рабочего газа 5-10 кг/см2 в течение времени, необходимом для стабилизации и выравнивания температуры в области расположения блока заготовок, после чего повышают давление и при давлении рабочего газа от 11 кг/см2 производят спекание блока до монолитного состояния. Устройство для реализации способа содержит камеру спекания с размещённой внутри неё герметичной стеклянной колбой с блоком заготовок, муфельной печью с четырьмя нагревателями, управляющие термопары систему откачки газов из колбы, блок подачи сжатого газа, соединенный с камерой спекания. Устройство содержит также термоаккумулятор и герметично запаянные трубки с установленными внутри них управляющими термопарами, трубки расположены в камере спекания вдоль зон нагрева между стеклянной колбой и внутренней поверхностью муфельной печи, при этом термоаккумулятор расположен над камерой спекания. 2 н. и 1 з.п. ф-лы, 1 ил.
Способ изготовления структурного блока, заключающийся в размещении блока стеклянных заготовок в стеклянной колбе, помещении колбы с блоком заготовок во внутреннюю полость камеры спекания, нагреве камеры в верхней, нижней и двух средних зонах нагрева, одна из которых является прилегающей к верхней зоне, а другая – прилегающей к нижней, откачке газа из колбы в течение всего процесса нагрева, спекании изостатическим прессованием с последующим охлаждением, отличающийся тем, что нагрев камеры в верхней зоне и прилегающей к ней средней зоне осуществляют до температуры размягчения и герметизации верхней части колбы, свободной от структурного блока, одновременно с нагревом камеры в верхней зоне и прилегающей к ней средней зоне осуществляют нагрев камеры в нижней зоне и прилегающей к ней средней зоне до температуры отжига колбы, после чего проводят нагрев в нижней зоне и прилегающей к ней средней зоне до температуры, близкой к температуре перехода стекла в вязко-жидкое состояние, спекание осуществляют вначале при давлении рабочего газа 5-10 кг/см2 в течение времени, необходимом для стабилизации и выравнивания температуры в области расположения блока заготовок, после чего повышают давление и при давлении рабочего газа от 11 кг/см2 производят спекание блока до монолитного состояния.
2. Устройство для реализации способа по п.1, содержащее камеру спекания с размещённой внутри неё герметичной стеклянной колбой с блоком заготовок, муфельной печью с четырьмя нагревателями, образующими четыре зоны нагрева, управляющие термопары для контроля температуры каждой из зон, систему откачки газов из колбы, блок подачи сжатого газа, соединенный с камерой спекания, отличающееся тем, что устройство содержит термоаккумулятор и герметично запаянные трубки, внутри которых установлены управляющие термопары, трубки расположены в камере спекания вдоль зон нагрева между стеклянной колбой и внутренней поверхностью муфельной печи, при этом термоаккумулятор расположен над камерой спекания, причём объём термоаккумулятора составляет не менее 1/5 объёма камеры спекания.
3. Устройство по п.2, отличающееся тем, что оно содержит ограждение, состоящее из верхнего и нижнего фланцев, и кварцевой трубы, расположенной соосно корпусу и подпружиненного опорного столика, соединенного с помощью пружины с нижним фланцем ограждения.
| Способ получения железо-молибденового катализатора для разложения аммиака | 1943 |
|
SU71651A1 |
| Способ изготовления микроканальных пластин с монолитным обрамлением | 2020 |
|
RU2731755C1 |
| Способ изготовления поликапиллярных стержневых структур | 1988 |
|
SU1551666A1 |
| СПОСОБ ФОРМИРОВАНИЯ РАСТРУБА СТЕКЛЯННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2745785C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ НАГРЕВА ОБЪЕКТА В МЕТАЛЛУРГИЧЕСКИХ ПЕЧАХ И СПОСОБ РАБОТЫ УСТРОЙСТВА | 2007 |
|
RU2357217C1 |
| RU2002107625A, 20.11.2003 | |||
| СПОСОБ ИОНИЗАЦИИ АТМОСФЕРНОГО ВОЗДУХА | 0 |
|
SU115834A1 |
| CN209989246U, 24.01.2020. | |||

