Изобретение относится к вакуумной технике и предназначено для изготовления и герметизации электровакуумных приборов (ЭВП).
Наиболее трудоемким, сложным и ответственным технологическим процессом, который формирует электрические и вакуумные характеристики вакуумных приборов всех типов, является откачка. Подавляющее большинство приборов откачивается через штенгели, которые герметизируются холодной диффузионной сваркой (металлические) и огневой заваркой (стеклянные) при пониженных температурах оболочки (по сравнению с температурой обезгаживания). Кроме этого, штенгели могут запаиваться припоями. Пайка узлов прибора при бесштенгельной откачке также приводит к газовыделению и напылению металла из припоя на элементы внутренней арматуры, что может вызывать токоутечки и пробои по изоляторам. Кроме того, холодносварные и паяные соединения элементов приборов не всегда выдерживают термомеханические нагрузки.
Известно устройство для изготовления фотоэлектронных приборов (А.с. СССР № 900343, опубл. 23.01.1982) в которой размещение узлов прибора производят в отдельных герметично изолированных объемах, снабженных индивидуальными средствами откачки и соединенных между собой переходным отсеком, после обработки узлов производят перемещения одного узла прибора через переходной отсек до сочленения с другим узлом.
Недостатком известного решения является сложность применяемого оборудования, его высокая трудоемкость, сложность совмещения фотокатода с корпусом прибора.
Известна вакуумная камера для изготовления вакуумного прибора (патент РФ № 144398, МПК H01J 9/40, опубл. 20.08.2014г.), содержащая откачную систему, держатель прибора, устройство прогрева прибора и устройство дозированной подачи герметизирующего материала с электромагнитным приводом.
Недостатком этого технического решения является высокая сложность и ограничение температуры обезгаживания прибора, связанное с температурой плавления и кипения герметизирующего материала. Кроме этого нагревание герметизирующего материала до его расплавления приводит к активному газовыделению и напылению частиц герметизирующего материала на элементы внутренней арматуры вакуумной камеры и деталей прибора, что понижает вакуум, а так же может вызывать токоутечки и пробои по изоляторам.
Известна конструкция вакуумного поста, предназначенного для технологической обработки электровакуумных приборов (Королев Б.И. и др. Основы вакуумной техники. Учебник для учащихся техникумов. М.: «Энергия», 1975 г., с.264, табл.13-2, схема 4). В котором проводится предварительная откачка изделий масляным форвакуумным насосом, снабженным адсорбционной ловушкой. До высокого вакуума прибор откачивается турбомолекулярным насосом. Откачной пост содержит также прогреваемую вакуумную защитную камеру, в которую помещен прибор. Защитная камера откачивается механическим масляным форвакуумным насосом.
Недостатком известного решения является то, что откачка вакуумного прибора в камере происходит через штенгель, с последующей герметизацией прибора посредством холодного отпая штенгеля. Прибор герметично через штенгель соединяют с вакуумной откачной системой, откачивают, производят температурное обезгаживание, после чего отключают нагрев, колпак вакуумной камеры поднимают, а штенгель герметизируют посредством холодной диффузионной сварки (перекусывают специальными клещами). Однако холодной диффузионной сварке по сравнению с горячей диффузионной сваркой присущи недостатки в виде повышенного процента неисправимого брака из-за недостаточной вакуумной плотности пережатого металлического штенгеля. Другим недостатком этого устройства является наличие двух вакуумных систем откачки, а именно прибора и защитной камеры, что усложняет и, соответственно, ведет к удорожанию вакуумного поста.
Известны конструкции вакуумных постов в которых реализована «бесштенгельная откачка» при которой прибор, помещенный в вакуумную камеру обезгаживается и вакуумируется одной общей вакуумной системой откачки и затем герметизируется посредством горячей диффузионной сварки металлического штенгеля (Ф.Г.Закиров, Е.А.Николаев. Откачник - вакуумщик. М.:«Высшая школа», 1975, стр.194-197, рис.64). Указанное техническое решение принято в качестве прототипа.
В соответствии с уравнением Менделеева - Клапейрона (уравнение состояния идеального газа) видно, что в замкнутом объеме чем ниже температура газа, тем ниже давление:
p⋅V =  R⋅ T,
R⋅ T,
где p - давление газа;
V - объем газа;
m - масса газа;
М - молярная масса;
R - универсальная газовая постоянная, R ≈ 8,314 Дж/(моль ⋅ К);
Т - термодинамическая температура, К.
По этому, при горячем пережиме штенгеля и, соответственно, при нагретом электровакуумном приборе (ЭВП), достигается более высокий вакуум после остывании ЭВП. В соответствии с изложенным температура отпаивания каждого конкретного прибора должна быть максимально возможной с учетом потока газоотделения прибора при этой температуре
и состояния вакуумной системы вакуумного поста. Оптимальные температуры отпаивания для некоторых ЭВП в металлокерамическом исполнении лежат в интервале 300 - 500°С.
В тех случаях, когда отпаивание ЭВП осуществляется при высоких температурах, рабочие элементы механизма герметизации вводятся непосредственно в объем печи. Гидравлический привод механизма герметизации выносится за пределы рабочего пространства печи. Механизмы герметизации с гидравлическим приводом выпускаются отечественной промышленностью двух типоразмеров: ИО 96.005 и ИО 96.006. Эти механизмы обеспечивают диффузионную сварку штенгелей при температуре до 500 - 600°С.
Недостатком известного устройства является высокий процент брака, получающегося из-за отсутствия осесимметричной нагрузки на металлический штенгель при его перекусывании призмами гидромеханического привода. При установке ЭВП внутри камеры практически невозможно выставить штенгель на одинаковом расстоянии от пережимных призм гидромеханического привода. При смыкании призм, вначале происходит касание одной из призм штенгеля, что приводит к его перекосу и изгибанию относительно продольной оси. Изгибание штенгеля приводит к нарушению вакуумной плотности места сочленения штенгеля с корпусом ЭВП, а также к неравномерному пережиму самого штенгеля, что влечет неустранимый брак.
Техническим результатом изобретения являются повышение надежности и качества откачки, вакуумирования и диффузионной сварки штенгеля ЭВП, снижение неустранимого брака, упрощение конструкции вакуумного поста.
Указанные задачи решаются следующим образом.
Вакуумный пост для изготовления электровакуумного прибора, содержащий одну откачную вакуумную систему, вакуумную камеру с нагревателем и приспособлением для закрепления электровакуумного прибора, гидравлический механизм для диффузионной сварки металлического штенгеля, отличающийся тем, что гидравлический механизм для диффузионной сварки выполнен в виде жесткой самоцентрирующейся рамы с двумя гидроцилиндрами, передающими усилия через сильфонные герметичные узлы на пережимные призмы, размещенные в вакуумной камере, а штанги самоцентрирующейся рамы размещены снаружи вакуумной камеры c возможностью перемещения в продольных подшипниках скольжения, неподвижно закрепленных относительно вакуумной камеры в плоскости, перпендикулярной продольной оси металлического штенгеля электровакуумного прибора.
Заявленное техническое решение поясняется чертежами, где на фиг.1 схематически показана термовакуумная камера поста с размещенным внутри электровакуумным прибором; на фиг.2 схематически показана конструкция поста и термовакуумной камеры по разрезу А-А, на котором показана самоцентрирующая рама с гидроцилиндрами, штанги которой размещены в подшипниках скольжения.
Вакуумный пост содержит вакуумную камеру 1 совмещенную с откачной вакуумной системой. На вакуумной камере 1 размещены сильфонные герметичные узлы 2 для передачи усилий на пережимные призмы 3 посредством штоков 4 гидроцилиндров 5. Для функционирования гидроцилиндров 5 в их рабочие полости под давлением Р подается масло от общего гидронасоса (на фиг. не показан). Внутри вакуумной камеры 1 размещены пережимные призмы 3, электронагревательный элемент 6 и электровакуумный прибор 7. Металлический штенгель 8 электровакуумного прибора 7 размещен между пережимными призмами 3. Гидроцилиндры 5 размещены на жесткой самоцентрирующейся раме 9. При этом штанги 10 самоцентрирующейся рамы 9 проходят через подшипники скольжения 11, которые закреплены неподвижно относительно вакуумной камеры 1 в плоскости, перпендикулярной продольной оси штенгеля 8. Для размещения и фиксации электровакуумного прибора 7 внутри вакуумной камеры камеры 1 служит приспособление 12.
Пример. Разработана и изготовлена термовакуумная камера для изготовления электровакуумных приборов, работающая следующим образом. На начальном этапе внутрь вакуумной камеры 1 помещали электровакуумный прибор 7 и закрепляли его на фиксирующем приспособлении 12. При этом металлический штенгель 8 размещали между пережимными призмами 3. Далее производили вакуумирование камеры 1 и, соответственно, электровакуумного прибора 7, поскольку внутренняя полость прибора 7 через штенгель 8 соединена с вакуумной полостью камеры 1. Далее производили термическое обезгаживание электровакуумного прибора 7 путем повышения температуры внутри камеры 1 посредством электронагревательного элемента 6. Далее, без понижения температуры электровакуумного прибора 7 переходили к технологической операции горячей диффузионной вакуумноплотной сварки штенгеля 8. Для этого одновременно повышали давление масла в рабочих полостях гидроцилиндров 5. При этом пережимные призмы 3 начинали двигаться навстречу друг другу до касания со штенгелем 8. В момент касания одной из пережимных призм 3 со штенгелем 8 в точке касания возникает сила реакции, направленная в противоположную сторону и передвигающая в подшипниках скольжения 11, раму 9 с гидроцилиндрами 5 до касания второй пережимной призмы 3 штенгеля 8. После этого силы реакции обоих пережимных призм 3 взаимоуравновешивались и, далее, при дальнейшем смыкании пережимных призм 3 происходило «перекусывание» штенгеля 8 и горячая диффузионная вакуумноплотная сварка штенгеля 8. Проверка на вакуумную плотность штенгеля после его горячей диффузионной сварки методом масспектометрического течеискания показало его хорошую герметичность и соответствовало Q = 0,5 × 10-13 Пам3/c.
Предложенное устройство позволяет упростить конструкцию технологического оборудования и, соответственно, снизить ее стоимость за счет применения одной общей откачной вакуумной системы, повысить надежность и качество откачки и вакуумирования электровакуумного прибора, а также снизить процент неустранимого брака электровакуумных приборов за счет устранения не осесимметричного пережима штенгеля при его горячей диффузионной сварке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТКАЧКИ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 2001 |
|
RU2185676C1 |
| Отсечной клапан | 1990 |
|
SU1762335A1 |
| ВЫСОКОВАКУУМНЫЙ ПОСТ ДЛЯ ОТКАЧКИ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 2012 |
|
RU2515937C1 |
| Высоковакуумная система промышленных и лабораторных установок | 2022 |
|
RU2789162C1 |
| Способ обработки электровакуумных приборов | 1979 |
|
SU898536A1 |
| СПОСОБ РЕСТАВРАЦИИ ЭЛЕКТРОВАКУУМНЫХ СВЧ-ПРИБОРОВ БОЛЬШОЙ МОЩНОСТИ | 2003 |
|
RU2244979C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ВЫСОКОВОЛЬТНЫХ ВАКУУМНЫХ ГЕРКОНОВ | 2021 |
|
RU2766570C1 |
| Устройство для герметизации электровакуумных приборов с помощью заглушки | 1978 |
|
SU686102A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОРАЗРЯДНОЙ ИНДИКАТОРНОЙ ПАНЕЛИ ПЕРЕМЕННОГО ТОКА | 2005 |
|
RU2285974C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОГО ПРИБОРА, КОРПУС ВАКУУМНОГО ПРИБОРА И ВАКУУМНАЯ КАМЕРА | 2014 |
|
RU2558380C1 |

Изобретение относится к вакуумной технике и предназначено для изготовления и герметизации электровакуумных приборов (ЭВП). Технический результат - повышение надежности и качества откачки, вакуумирования и диффузионной сварки штенгеля ЭВП, снижение неустранимого брака, упрощение конструкции поста. Вакуумный пост для изготовления электровакуумного прибора содержит одну откачную вакуумную систему, вакуумную камеру с нагревателем и приспособлением для закрепления электровакуумного прибора, гидравлический механизм для диффузионной сварки металлического штенгеля. Гидравлический механизм для диффузионной сварки выполнен в виде жесткой самоцентрирующейся рамы с двумя гидроцилиндрами, передающими усилия через сильфонные герметичные узлы на пережимные призмы, размещенные в вакуумной камере, а штанги самоцентрирующейся рамы размещены снаружи вакуумной камеры c возможностью перемещения в продольных подшипниках скольжения, неподвижно закрепленных относительно вакуумной камеры в плоскости, перпендикулярной продольной оси металлического штенгеля электровакуумного прибора. 2 ил.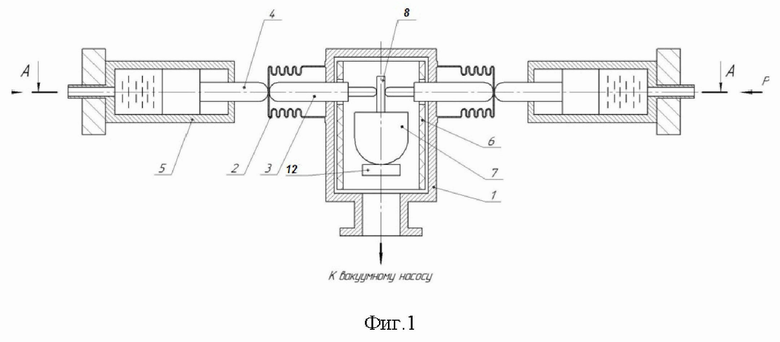
Вакуумный пост для изготовления электровакуумного прибора, содержащий одну откачную вакуумную систему, вакуумную камеру с нагревателем и приспособлением для закрепления электровакуумного прибора, гидравлический механизм для диффузионной сварки металлического штенгеля, отличающийся тем, что гидравлический механизм для диффузионной сварки выполнен в виде жесткой самоцентрирующейся рамы с двумя гидроцилиндрами, передающими усилия через сильфонные герметичные узлы на пережимные призмы, размещенные в вакуумной камере, а штанги самоцентрирующейся рамы размещены снаружи вакуумной камеры c возможностью перемещения в продольных подшипниках скольжения, неподвижно закрепленных относительно вакуумной камеры в плоскости, перпендикулярной продольной оси металлического штенгеля электровакуумного прибора.
| ЗАКИРОВ Ф.Г | |||
| Откачник - вакуумщик | |||
| М.: Высшая школа, 1975, с.194-197, рис.64 | |||
| Устройство дистанционного гидроуправления передвижным насосным агрегатом | 1960 |
|
SU144398A1 |
| ВЫСОКОВАКУУМНЫЙ ПОСТ ДЛЯ ОТКАЧКИ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 2012 |
|
RU2515937C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОГО ПРИБОРА, КОРПУС ВАКУУМНОГО ПРИБОРА И ВАКУУМНАЯ КАМЕРА | 2014 |
|
RU2558380C1 |
| KR 100858702 B1, 17.09.2008 | |||
| CN 201266590 Y, 01.07.2009 | |||
| JP 2005259591 A, 22.09.2005. | |||

