Изобретение относится к способу изготовления сопла клапана для впуска топлива, предназначенного для двигателя внутреннего сгорания, в частности для большого двухтактного двигателя, согласно которому по существу изотропный, мелко зернистый порошок, имеющий такой состав, что готовое сопло обладает коррозионной стойкостью в горячем состоянии, размещают в форме и подвергают обработке изостатическим давлением в горячем состоянии, при этом величина давления составляет по меньшей мере 800 бар (790 кгс/см2), а температура по меньшей мере 1000oC.
При каждом цикле работы двигателя сопло в двигателе внутреннего сгорания подвергается резкому воздействию давления, когда во внутреннюю расточку сопла на выходе из клапана подается топливо под давлением, которое распыляется через отверстия сопла. В зоне вокруг отверстий сопла топливо может оказывать на сопло весьма сильное эрозионное воздействие, которое обуславливает высокие требования к прочности материала сопла, особенно в случае больших двухтактных двигателей, работающих на тяжелом жидком топливе, содержимое которого оказывает сильное эрозионное воздействие. Поскольку сопло на определенном расстоянии выступает в камеру сгорания, оно также подвергается воздействию изменяющейся температуры в этой камере. В больших двухтактных двигателях кончик сопла фактически не охлаждается. Особо высокий уровень температур при сгорании обуславливает высокие требования к материалу сопла, который должен обладать надлежащей прочностью при высоких температурах и, кроме этого, должен быть стойким к коррозии в горячем состоянии.
Известные сопла состоят из материала, который обладает стойкостью к коррозии в горячем состоянии и к эрозионному воздействию топлива. Известны сопла, изготовленные из литого Стеллита 6. Эти сопла изготавливаются посредством точного литья - так называемого литья по выплавляемым моделям, когда песчаная форма создается вокруг точной формы сопла в виде модельной восковой массы, при этом песчаная форма прокаливается одновременно с выплавлением воска, после чего отливается заготовка сопла.
Исходя из прочностных свойств отливаемого сопла, литье должно охлаждаться весьма быстро с тем, чтобы получить достаточно мелкозернистую структуру готового сопла. Быстрое охлаждение повышает опасность возникновения пор и холодного течения литья, то есть определенного вида расслоения материала при отсутствии надлежащей завершенности металлургической связи между отдельными слоями. Расслоение снижает усталостную прочность сопла. Поэтому существует ограничение в отношении количества отверстий сопла, которые могут быть выполнены в его материале посредством механической обработки, так как отверстия ослабляют материал и повышают концентрацию напряжений. Поскольку такой высокий уровень напряжений в известных соплах может привести к растрескиванию конструкции и последующему разрушению сопла, а в наихудшем случае к впрыску концентрированных струй топлива непосредственно к поверхности поршня, известные сопла не изготавливаются с отверстиями, расположенными в непосредственной близости друг от друга. Этим ограничивается количество топлива, которое может быть впрыснуто клапаном для впуска топлива за цикл двигателя.
В случае известных сопел из Стеллита 6 с расточенными отверстиями установлено, что на выходе в центральную продольную расточку сопла сопловые отверстия имеют весьма разрушенный ободочный участок, то есть из ободка отверстия выбивается большое количество осколков. Неровный ободок отверстия создает эффект прорезей, который уменьшает усталостную прочность сопла.
В европейском патенте EP-A-0569655 описано сопло, состоящее из полученного механическим сплавлением дисперсионно упрочненного суперсплава на основе никеля, то есть так называемого ОДУ сплава (оксидного, дисперсионно упрочненного). Механическое сплавление происходит в мельницах, обладающих высокой энергией, например в больших шаровых мельницах, где порошкообразный и/или хлопьевидный исходный материал, состоящий из дисперсионного компонента в виде окиси иттрия и компонента в виде сплава на основе никеля, механически перемешивается в виде материала с однородной и весьма мелкой микроструктурой. Затем в течение нескольких стадий материал может быть подвергнут холодной или горячей штамповке для получения желаемой формы, а после этого термической обработке для обеспечения дисперсионного затвердевания. Вследствие дисперсионного упрочнения окислами это известное сопло имеет относительно высокую прочность при весьма высоких температурах. Изготовление таких сопел требует значительных затрат, а формирование отверстий сопла затруднительно, поскольку мелко распределенные, весьма твердые окислы иттрия, находящиеся в материале, затрудняют его механическую обработку.
В японской заявке на патент, опубликованной за номером 1-215942, описано сопло, изготовленное способом, указанным выше во вступительной части, из спеченного материала, состоящего из интерметаллического соединения TiAl и Ni3Al, которое хорошо известно как компонент сплава с чрезвычайно твердыми выделенными частицами. Очевидно, что при изготовлении сопла из этого интерметаллического соединения его износостойкость становится весьма высокой, однако механическая обрабатываемость заготовки сопла до окончательной формы становится затруднительной и требует больших затрат. Кроме того, обработка изостатическим давлением в горячем состоянии может быть выполнена только в течение короткого периода времени, например порядка 30 минут, поскольку при более продолжительных периодах выдержки изменяется характеристика сплава. Поэтому обработка изостатическим давлением в горячем состоянии не может быть окончательной применительно к компактной заготовке сопла и должна сопровождаться штамповкой заготовки для получения желаемой формы и механической обработкой для получения готового сопла. В случае использования в двигателях, работающих на тяжелом жидком топливе, сплавов из Ni3Al и TiAl их стойкость к высоким температурам оказывается недостаточной.
Неровный переход между пересекающимися расточками в известных соплах также вызывает неблагоприятное течение потока, когда топливо проходит через отверстия сопла, поскольку топливо поступает в камеру сгорания в виде объединенных струй на относительно большом расстоянии, что увеличивает влияние тепла на компоненты на большем расстоянии от сопла и противодействует быстрому и мелкому распределению топлива и таким образом оказывает нежелательное влияние на работу двигателя.
Задача настоящего изобретения заключается в создании упрощенного способа изготовления сопла из материала, который, с одной стороны, обеспечивает возможность проведения простой механической обработки для получения точной желаемой геометрической формы, которая позволяет получить улучшенное впрыскивание топлива, и, с другой стороны, имеет относительно высокую прочность при высоких температурах.
Ввиду этой задачи первый упомянутый способ отличается тем, что форма представляет собой фактически желаемую наружную конфигурацию сопла, обработка изостатическим давлением в горячем состоянии продолжается по меньшей мере один час при упомянутых величинах давления и температуры, и в заготовке сопла, обработанной изостатическим давлением в горячем состоянии, растачивают канал для прохождения потока с центральной продольной расточкой и определенным количеством сопловых отверстий, посредством чего кромки отверстий сопла у перехода к центральной расточке становятся острыми.
Вследствие небольшого размера заготовки сопла масса становится плотной, когда материал в форме доведен до желаемых значений температуры и давления в течение времени выдержки, составляющего по меньшей мере 1 час. При таком времени выдержки необходимые связи между зернами порошка устанавливаются посредством диффузии, так что заготовка сопла имеет однородную структуру. Мелкозернистая, плотная и однородная структура обеспечивает возможность расточки сопловых отверстий с образованием острых кромок. Острые кромки отверстий у перехода к центральной расточке, то есть у входа в отверстия сопла, обеспечивают распределение струй топлива, распыляемых из противоположных концов отверстий сопла с его наружной стороны.
Мелкозернистый порошок при обработке сопла изостатическим давлением в горячем состоянии соединяется в прочный когезионный материал без необходимости плавления порошка. В результате того, что плавление порошка не происходит, материал сопла известным самим по себе способом сохраняет изотропную структуру мелкозернистого порошка с весьма малыми кристаллическими зернами. Мелкий размер зерен обеспечивает высокую прочность материала и в то же время не придает материалу свойств, которые затруднили бы его механическую обработку.
Изготовление сопла отличается простотой, поскольку обработка изостатическим давлением в горячем состоянии может быть осуществлена простой операцией непосредственно с мелкозернистым порошком, а сопловые отверстия могут быть расточены в заготовке без осложнений и без каких-либо промежуточных затруднений и промежуточной обработки, требующей применения инструмента. При проведении обработки изостатическим давлением в горячем состоянии материал сопла подвергается фактически одной и той же обработке во всех поперечных сечениях, что позволяет избежать местных изменений свойств материала заготовки сопла. Поскольку материал сопла не имеет внутренних местных снижений прочности, сопло достигает высокой усталостной прочности по сравнению с прочностью литого сопла из материала с таким же составом.
Преимущество также заключается и в том, что при обработке изостатическим давлением в горячем состоянии используется относительно дешевый, распыленный газом порошкообразный материал, и при указанной обработке может использоваться основная часть распыленной порошкообразной загрузки.
Если давление, температура или время выдержки будут меньше или короче указанных величин, достаточного сцепления мелкозернистого порошка можно и не получить. Мелкозернистая структура заготовки сопла может быть получена независимо от фактического состава используемого сплава.
Обработка изостатическим давлением в горячем состоянии может быть выполнена в случае исходного материала, имеющего размер зерен порошка в интервале от 0 до 1000 мм при давлении в интервале от 900 до 1100 бар (888-1085 кгс/см2) и температуре в интервале от 1100 до 1200oC. Для испытанных сплавов было установлено, что при указанных пределах интервалов обеспечивается получение заготовок сопла, обработанных изостатическим давлением в горячем состоянии, которые в значительной степени обладают изотропными свойствами, то есть однородными свойствами во всех направлениях. Для большинства сплавов давление выше 1100 бар (1085 кгс/см2) и температура выше 1200oC вызывают опасность повышенного роста зерен и начального плавления материала, которое может привести к разрушению весьма малых по размеру кристаллических зерен в порошкообразном исходном материале. Нижний предел в 900 бар (888 кгс/см2) и 1100oC, а также время выдержки порядка по меньшей мере 1 часа для большинства сплавов гарантирует, что порошок соединяется в однородное тело. Сохранение размера зерна, то есть наибольшего наружного размера порошка, самое большее составляющего 1000 мм, гарантирует, что исходный материал имеет весьма мелкие кристаллические зерна.
В дополнительной разработке, которая может быть применена в случае сплава на основе никеля с высоким содержанием хрома, способ отличается тем, что заготовка сопла содержит аустенитную никелевую фазу, и после механической обработки заготовка подвергается термической обработке при температуре в интервале 550-1100oC, а предпочтительно 700-850oC, за период порядка по меньшей мере 5 часов, при этом происходит фазовое превращение в твердом состоянии, при котором ферритная α фаза выпадает в виде частиц с весьма мелким распределением в аустенитной никелевой фазе. Таким образом желаемая высокая твердость сплава и являющаяся следствием этого низкая способность к механической обработке обеспечиваются только тогда, когда завершена механическая обработка заготовки, обработанной изостатическим давлением в горячем состоянии.
Изобретение также относится к соплу клапана для впуска топлива, предназначенного для двигателя внутреннего сгорания, в частности для большого двухтактного двигателя, с центральной продольной расточкой и определенным количеством сопловых отверстий, расположенных в боковой стенке сопла и совместно с продольной расточкой образующих канал для прохождения топлива под давлением, при этом сопло изготавливают из материала, который обладает стойкостью к коррозии в горячем состоянии, а также к эрозионному и кавитационному воздействию топлива. В случае большого двухтактного двигателя может использоваться тяжелое жидкое топливо, которое оказывает на сопло значительное эрозионное воздействие своим содержимым и т.д., и, кроме того, сернистый нефтепродукт часто приводит к созданию в камере сгорания весьма корроизионной среды. В больших двухтактных двигателях сопло имеет большую длину и фактически не охлаждается у своего нижнего конца.
В одном из вариантов осуществления сопло согласно изобретению отличается тем, что его изготавливают посредством обработки изостатическим давлением в горячем состоянии сплава на основе кобальта, содержащего хром и вольфрам, например сплава Стеллит 6, а канал для прохождения топлива растачивают после упомянутой обработки. При обработке материала сопла изостатическим давлением в горячем состоянии высокая стойкость к условиям, преобладающим в камере сгорания, которая свойственна известному самому по себе сплаву на основе кобальта, сочетается со значительно повышенной усталостной прочностью и превосходными новыми свойствами, когда материал подвергнут механической обработке.
В случае альтернативного варианта осуществления сопло изготавливают из подвергнутого обработке изостатическим давлением в горячем состоянии сплава на основе никеля, который без учета обычно имеющихся примесей в процентах по весу содержит от 20 до 30% Cr, от 0 до 8% W, от 4 до 8% Al, от 0,2 до 0,55% C, от 0 до 2% Hf, от 0 до 1,5% Nb , от 0 до 8% Mo, от 0 до 1% Si, от 0 до 1,5% Y и от 0 до 5% Fe.
Этот материал демонстрирует необычайно высокую способность к механической обработке и высокую усталостную прочность, а также стойкость как к коррозии в горячем состоянии, так и к эрозионному воздействию топлива. При растачивании отверстий сопла не наблюдалось какого-либо откалывания чешуек на концах расточек. Испытания также показали, что имеющие острую, как у ножа, кромку входы в сопловые отверстия сохраняются даже после весьма продолжительного периода работы.
Содержание Cr в сплаве представляется важным с точки зрения способности сопла противостоять коррозии в горячем состоянии; кроме того, содержание Cr обеспечивает эффект концентрации раствора, который наряду с мелкозернистой структурой способствует повышению прочности сплава. Если желательно, этот эффект может быть усилен добавлением к сплаву Mo и/или W.
Совместно с Cr, Al формирует комбинированный поверхностный слой из Al3O3 и Cr2O3, который защищает сопло от коррозии при высоких температурах. К тому же содержание Al обеспечивает j фазу, состоящую из интерметалла Ni3Al, которая вызывает дисперсионное затвердевание сплава, но представляет собой относительно хрупкую фазу. Содержание Al более 8% предполагает опасность того, что j фаза становится когезионной вместо того, чтобы быть охваченной пластичной аустенитной фазой, что гарантировало бы высокую усталостную прочность и хорошую способность к механической обрабатываемости. Содержание Al в сплаве может быть надлежащим образом ограничено максимально до 6%, поскольку большая часть положительных свойств Al далее используется без какой-либо опасности потери прочности вследствие неполного охвата j фазы.
В случае содержания Cr в количестве менее 20% сопло не может противостоять воздействию коррозии при высоких температурах. Можно добавить к сплаву более 30% Cr, однако это не приведет к какому-либо заметному повышению стойкости к коррозии при высокой температуре. Напротив, высокое содержание Cr ухудшает способность сопла поддаваться механической обработке, а поэтому предпочтительно, чтобы сплав содержал самое большее 24% хрома.
Для предотвращения ухудшения коррозионных свойств сопла возможное содержание Fe в сплаве удерживается на уровне, максимально составляющем 5%.
Мелкозернистая структура порошка, используемого в качестве исходного материала при обработке изостатическим давлением в горячем состоянии, обеспечивается распылением расплавленного материала под давлением в относительно холодный газ, где распыленные капли подвергаются резкому охлаждению в течение одновременного образования в материале чрезвычайно малых кристаллических зерен. Резкое охлаждение также приводит к чрезвычайно малому расстоянию между дендритными осями кристаллических зерен. Содержание в сплаве Si, доходящее до 1%, не обеспечивает каких-либо особых преимуществ готовому соплу, но оказывает раскисляющее воздействие в течение производства порошка, так что удается избежать загрязнения порошка нежелательными окислами. Как вариант, в небольших количествах могут быть использованы другие раскисляющие компоненты.
Содержание в сплаве C сохраняется на максимальном уровне порядка 0,55%, с тем чтобы предотвратить выделение игольчатых и пластинчатых карбидов, которые могут понизить пластичность сплава. При содержании C, составляющем менее 0,2%, сплав не достигает твердости, необходимой для стойкости к эрозионному воздействию топлива. Добавление до 2% Hf может привести к изменению неудачных карбидных выделений, так чтобы они имели более закругленную форму. Добавление Nb в количестве до 1,5% может привести к более мелким выделениям карбидов металла, что предпочтительно, так как придает сплаву большую пластичность.
Коррозионная стойкость сопла при высоких температурах может быть повышена посредством добавления Y в количестве до 1,5%. Дальнейшее добавление Y не приводит к дополнительному улучшению.
Когда сопло предназначено для тех случаев применения, при которых велико эрозионное воздействие, содержание C из соображений твердости сплава предпочтительно составляет по меньшей мере 0,35%.
Еще в одном альтернативном варианте осуществления сопло изготавливают из обработанного изостатическим давлением в горячем состоянии сплава на основе никеля, который без учета обычно имеющихся примесей в процентах по весу содержит от 40 до 50% Cr, от 0 до 55% C, менее 1,0% Si, от 0 до 5% Mn, менее 1,0% Mo, от 0 до менее 0,5% B, от 0 до 8,0% Al, от 0 до 1,5% Ti, от 0 до 0,2% Zr, от 0 до 3,0% Nb, максимально 0,01% O, максимально 0,03% N, максимально 2% Hf, максимально 1,5% Y и при общем содержании Co и Fe максимально 5,0%, а остальное приходится на никель.
Этот материал имеет высокую усталостную прочность и чрезвычайно высокое сопротивление как к коррозии в горячем состоянии, так и к эрозионному воздействию топлива.
Содержание Cr в сплаве представляется важным с точки зрения способности сопла противостоять коррозии в горячем состоянии, при этом содержание Cr дополнительно обеспечивает эффект повышения концентрации раствора, который в дополнение к мелкозернистой структуре способствует повышению прочности сплава. Если желательно, этот эффект может быть усилен добавлением к сплаву Mo и/или W.
Совместно с Cr Al формирует комбинированный поверхностный слой из Al2O3 и Cr2O3, который защищает сопло от коррозии при высоких температурах. Содержание Al, кроме того, приводит к образованию j фазы, состоящей из интерметалла Ni3Al, которая вызывает дисперсионное затвердевание сплава, но представляет собой относительно хрупкую фазу. Предпочтительно, чтобы содержание Al составляло более 2,5% с тем, чтобы получить приемлемые величины желаемого поверхностного слоя. Содержание Al в количестве более 8% предполагает опасность образования β фазы, которая снижает пластичность сплава при комнатной температуре, а также снижает прочность сплава при высоких температурах. Содержание Al в сплаве надлежащим образом может быть ограничено максимально 6-ю процентами, поскольку большая часть положительных свойств Al далее используется без какой-либо опасности потери прочности вследствие неприемлемых структурных компонентов.
Для того, чтобы воспрепятствовать ухудшению коррозионных свойств сопла, возможно содержание в сплаве Fe сохраняется на уровне, максимально составляющем 5%. Как Fe, так и Co представляют собой примеси сплава, поэтому желательно ограничить их общее содержание максимально 5,0%.
Мелкозернистая структура порошка, используемого в качестве исходного материала при обработке изостатическим давлением в горячем состоянии, обеспечивается распылением расплавленного материала под давлением в относительно холодный газ, где распыленные капли подвергаются резкому охлаждению в течение одновременного образования в материале чрезвычайно малых кристаллических зерен. Быстрое охлаждение также приводит к чрезвычайно малому расстоянию между дендритными осями кристаллических зерен. Содержание в сплаве Si до 1% не придает готовому соплу каких-либо особых преимуществ, однако оказывает раскисляющее действие в течение производства порошка, так что удается избежать загрязнения порошка нежелательными окислами. Как вариант, в небольших количествах могут быть использованы другие раскисляющие компоненты, такие как Ti или Mn. Mn не представляет собой весьма эффективный раскисляющий агент, поэтому желательно ограничить его количество максимально 5-ю процентами с тем, чтобы не разбавить эффективные компоненты в готовом сплаве. В случае добавления Ti, например, в количестве, составляющем по меньшей мере 0,5%, опасность образования так называемых предварительных границ частиц может быть увеличена, особенно если сплав содержит C и примеси из O и N, и по этой причине одновременно с Ti предпочтительно добавление к сплаву порядка 0,5% Hf, с тем чтобы противодействовать этой тенденции.
Содержание B неожиданным образом оказывается важным для достижения никелевым сплавом с высоким содержанием Cr высокой пластичности, что выгодно для обеспечения усталостной прочности. Уже при таком небольшом количестве, как 0,05%, В приводит к затвердеванию расплавленного материала с переходом от ячеистого затвердевания к дендритному затвердеванию, когда оси блокируются и обеспечивают геометрическое блокирование структурных компонентов. В в значительной степени растворим в j и α фазах, при этом можно считать, что затвердевание предполагает наличие эвтектики с определенным количеством боридов. Большее содержание В может вызывать выделение хорошо известных и нежелательных низкоплавких эвтектик с невысокой прочностью.
При термообработке с периодами выдержки, составляющими более 1 часа, а предпочтительно более 5 часов, сплав подвергается фазовому превращению в твердом состоянии, когда хромосодержащая ферритная α фаза выделяется в аустенитной никелевой фазе в виде весьма мелко распределенных частиц. Nb оказывает такое влияние на фазовое превращение в твердом состоянии, что скорее получается шаровидное, чем пластичное выделение, а это повышает пластичность сплава.
Содержание в сплаве C сохраняется на уровне, максимально составляющем 0,55%, с тем чтобы противодействовать выделению игольчатых и пластинообразных карбидов, которые могут уменьшить пластичность сплава. Добавление Hf в количестве до 2% может привести к изменению нежелательных карбидных выделений с приданием им более закругленных форм, и в то же время может уменьшить введение возможного содержания Nb в карбидную формацию. Добавление Nb в количестве до 3,0% может привести к более мелкому выделению карбидов металла, что, вероятно, придает сплаву большую пластичность, в то же время остальное количество свободного Nb будет присутствовать для влияния на фазовое превращение в твердом состоянии.
В варианте осуществления, в котором твердость сплава достигается главным образом посредством фазового превращения в твердом состоянии, содержание С максимально составляет 0,1%, а содержание Hf составляет менее 0,5%, поскольку нет необходимости в избытке модификаторов карбида. Время выдержки при обработке изостатическим давлением в горячем состоянии или при последующей термообработке при температуре более 550oC, а предпочтительно в интервале 700-850oC, в этом случае может составлять более 5 часов, так что в процессе превращения имеется время для диффузии.
Коррозийная стойкость при высоких температурах может быть повышена посредством добавления Y в количестве до 1,5%. Добавление большего количества Y не приводит к дальнейшему улучшению.
В предпочтительном варианте осуществления сплав содержит максимально 0,45% Al, максимально 0,1% C и максимально 0,1% Ti. В случае такой композиции выделение карбидных цепочек и/или интерметаллов, например Ni3Al( j ), в базовой матрице сплава в значительной степени подавляется, а поэтому после обработки изостатическим давлением в горячем состоянии сплав будет обладать высокой пластичностью и низкой твердостью, так что заготовка, обработанная изостатическим давлением в горячем состоянии, может без каких-либо проблем быть подвергнута механической обработке для получения желаемой геометрии. Затем обработанная заготовка подвергается термообработке при температуре в интервале 550-1100oC, а предпочтительно 700-850oC, за период, составляющий по меньшей мере 5 часов. При термообработке происходит фазовое превращение в твердом состоянии, посредством чего ферритная α фаза выделяется в виде частиц с весьма мелким распределением в аустенитной никелевой j фазе, при этом сплав затвердевает и получает желаемую высокую твердость, которая обеспечивает достаточную износостойкость сопла. Фазовые выделения распределены настолько мелко, что микротвердость матрицы повышена весьма равномерно, чем обеспечивается как износостойкость, так и коррозийная стойкость. Время выдержки при термообработке может быть и более продолжительным, например составлять по меньшей мере 20 или по меньшей мере 40-50 часов.
Еще в одном варианте осуществления сплав содержит по меньшей мере 45% Cr и от 0,15 до 0,40% B, но предпочтительно, чтобы максимальное количество В составляло 0,25%. Верхний предел содержания B, составляющий порядка 0,4%, соответственно гарантирует, что при затвердевании сплава количество боридов, повышающих твердость, не превышает уровень, при котором сплав становится ломким, а нижний предел порядка 0,15% приемлем при содержании Cr порядка 45%.
Еще в одном варианте осуществления сплав содержит от 1,0 до 2,0% свободного Nb. Предпочтительное изменение механизма затвердевания, если содержание свободного Nb составляет по меньшей мере 1,0%, причем по финансовым соображениям содержание относительно дорогостоящего Nb надлежащим образом может быть ограничено до 2,0%, поскольку более высокое содержание Nb обычно лишь незначительно улучшает свойства сплава.
Вследствие высокой усталостной прочности сопел согласно изобретению, подвергнутых обработке изостатическим давлением в горячем состоянии, определенное количество отверстий сопла может быть выполнено ближе друг к другу, чем это было возможно ранее. Давление топлива воздействует на центральную расточку сопла с избыточным значением, которое создает в материале сопла растягивающие напряжения. Более высокая усталостная прочность сопла обеспечивает возможность повышения уровня усталостных напряжений, а следовательно, предпочтительную возможность создания более высокого давления впрыска, которое может быть применено для впрыска большего количества топлива в течение цикла работы двигателя. Таким образом, способ и сопло согласно изобретению обеспечивают возможность изготовления двигателей с более высокой эффективной мощностью цилиндров.
Ниже изобретение будет разъяснено более подробно со ссылкой на чертежи, на которых:
на фиг. 1 представлено продольное сечение сопла, установленного в клапане для выпуска топлива;
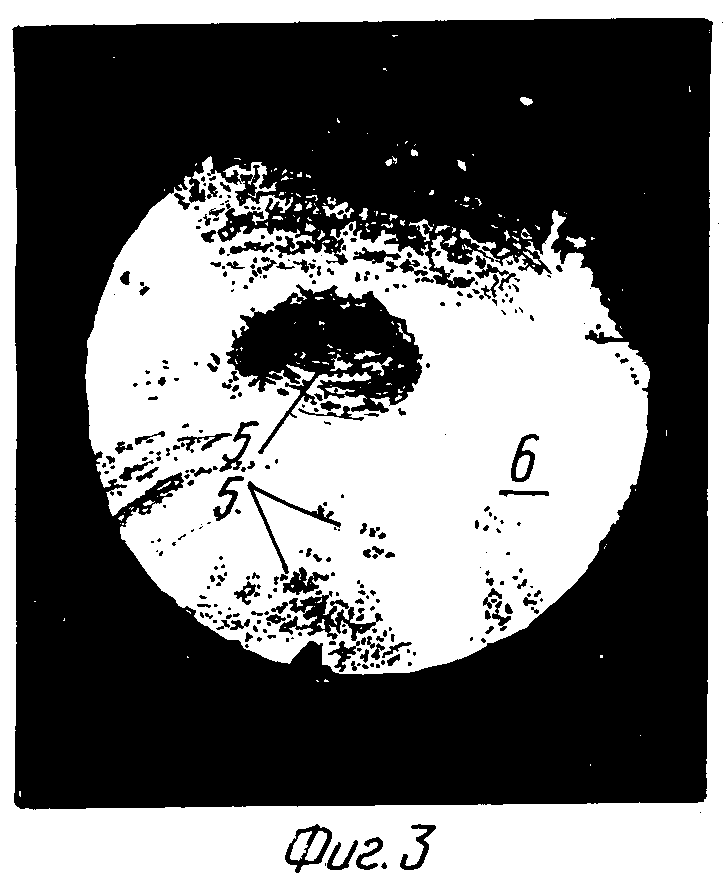
на фиг. 2 и 3 представлены фотографии сопловых отверстий в двух разных известных соплах;
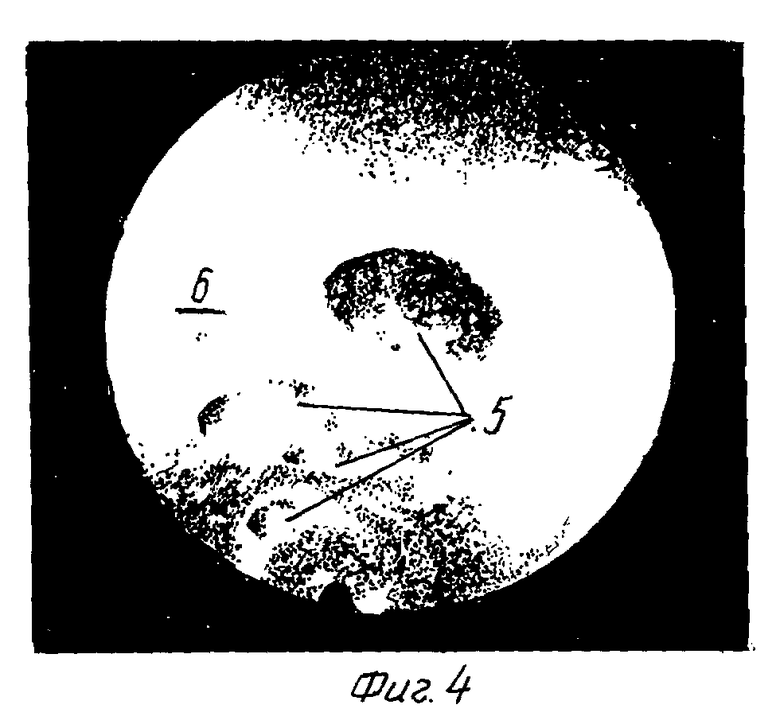
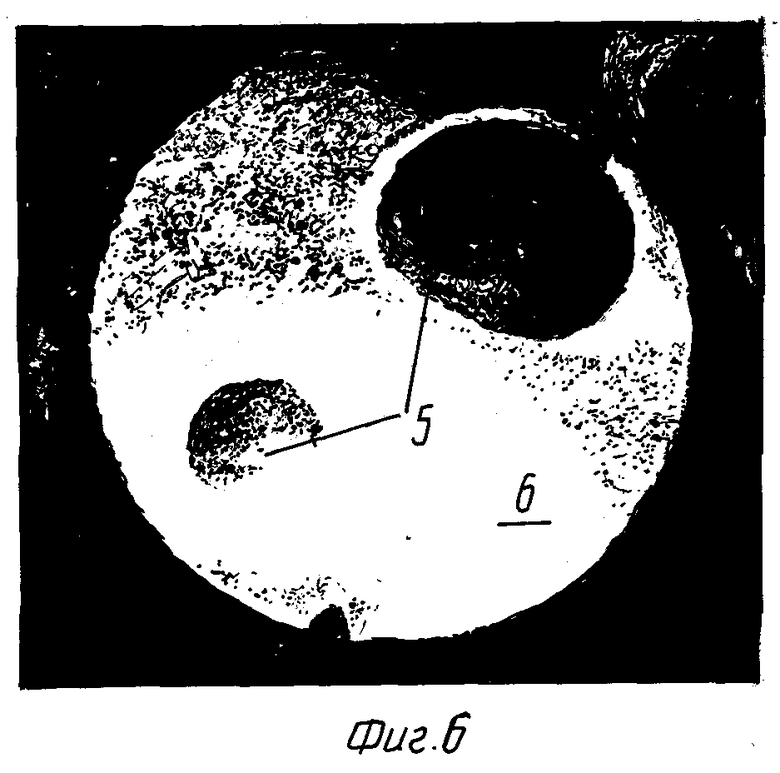
на фиг. 4-6 представлены соответствующие фотографии отверстий сопла, выполненного согласно изобретению.
На фиг. 1 представлен нижний конец клапана 1 для выпуска топлива, имеющего корпус 2 для установки в крышке цилиндра, которая не показана, таким образом, что кольцевая наклонная поверхность 3 в нижнем конце корпуса запрессовывается так, чтобы она упиралась в соответствующую поверхность на крышке. Сопло 4 проходит через центральное отверстие в корпусе 2 и выступает вниз в камеру сгорания, так что отверстия 5 в боковой стенке сопла располагаются в камере сгорания на соответствующем расстоянии в нижнем направлении. На уровнях под наклонной поверхностью 3 сопло фактически не охлаждается, поэтому кончик сопла с отверстиями 5 нагревается до высокой температуры посредством горячих газов в камере сгорания.
Сопло имеет центральную расточку 6, проходящую от канала 7 в клапане для впуска топлива к кончику сопла, находящемуся на более низком уровне, чем отверстия 5 сопла. Расточка 6 и отверстия 5 формируют внутри сопла канал для прохождения топлива, который может быть нефтепродуктом или газом.
Когда сопло предназначено для двукратного двигателя с определенным количеством клапанов на цилиндр, каждый клапан 1 для впуска топлива обычно располагается вблизи от вертикальной боковой стенки камеры сгорания. В этом случае топливо должно впрыскиваться в виде веерообразного облака, направленного к середине камеры сгорания, а это означает, что все отверстия 5 сопла формируются с одной его стороны и продольные оси отверстий сопла образуют друг с другом угол, максимальная величина которого составляет 100o. Когда для одного цилиндра используются два или три клапана для впуска топлива, сферический угол часто ограничивается величиной, составляющей менее 80o. Отверстия 5 растачивают через боковую стенку к центральной расточке 6. Отверстия также могут быть образованы иным способом, например посредством искровой механической обработки, однако растачивание предпочтительно, поскольку оно представляет собой быструю и простую механическую обработку.
Два разных сопла из литого Стеллита 6 были исследованы посредством эндоскопа, который известен, например, по гастроскопическим исследованиям человека. Посредством эндоскопа были сделаны фотографии выходов отверстий сопла в центральную расточку. Фотография центральной расточки каждого сопла показана соответственно на фиг. 2 и 3. На всем протяжении ободка отверстий 5 сопла от боковой стенки центральной расточки 6 отколоты чешуйки, поэтому переход между двумя пересекающимися расточками неровный и шероховатый.
Сопло согласно изобретению изготавливают посредством обработки изостатическим давлением в горячем состоянии изотропного, мелкозернистого порошка из Стеллита 6, при этом размер зерен порошка составляет менее 300 мм. Стеллит 6 состоит приблизительно: 1,14% C, 1,06% Si, 28,5% Cr, 0,43% Fe, 4,65% W, а остальное составляет Co. Обработка изостатическим давлением в горячем состоянии осуществлялась при температуре между 1100 и 1200oC и давлении между 900 и 1100 бар (888-1085 кгс/см2), при этом время выдержки составляло 2 часа. В заготовке, подвергнутой обработке изостатическим давлением в горячем состоянии, была выполнена центральная расточка 6, после чего снаружи к центральной расточке были проточены отверстия 5 сопла. Сопло было исследовано посредством эндоскопа, который показал равные края на выходах отверстий сопла в центральную расточку. Таким образом Стеллит 6, обработанный изостатическим давлением в горячем состоянии, обладает значительно лучшей способностью к механической обработке, чем литой Стеллит 6. Более ровные кромки отверстий обеспечивают меньшие концентрации напряжений внутри сопла.
Таким же образом, как указано выше, было изготовлено сопло из сплава на основе никеля, содержащего 23% Cr, 7% W, 5,6% Al, 1% Si, 0,5% C и 0,4% Y, все в процентах по весу, с обработкой изостатическим давлением в горячем состоянии. Результаты исследования сопла посредством эндоскопа представлены на фиг. 4-6, где можно видеть, что кромки отверстий сопла на выходе в центральную расточку 6 сохранены острыми и не имеют сколов.
Затем сопла, полученные обработкой изостатическим давлением в горячем состоянии, были испытаны путем рабочих испытаний в экспериментальном двигателе, которые показали, что оба типа сопел, обработанных изостатическим давлением в горячем состоянии, обладают более высокой стойкостью к коррозии в горячем состоянии и к образованию микротрещин, чем известные сопла из литого Стеллита 6. Когда сопло было изготовлено из Стеллита 6, обработанного изостатическим давлением в горячем состоянии, в зоне между двумя наиболее близкими друг к другу отверстиями сопла в материале было обнаружено несколько весьма незначительных трещин, в то время как сопло на основе никеля, подвергнутое такой же обработке, вообще не содержало трещин.
Рабочие испытания сопла из литого Стеллита 6 с расположением отверстий сопла вблизи друг от друга, соответствующим их расположению у сопла, обработанного изостатическим давлением в горячем состоянии, продемонстрировали образование в материале больших сквозных трещин и нескольких незначительных трещин. Таким образом сравнительные испытания показали, что сопло из Стеллита 6, обработанного изостатическим давлением в горячем состоянии, обладает значительно увеличенной усталостной прочностью.
Также были изготовлены и подвергнуты обработке изостатическим давлением в горячем состоянии сопла из сплава Celsit 50-Р на основе кобальта, который приблизительно состоял из 2% C, 28% Cr, 6,5% Ni, 10% W, 3,7% Mo, 1,6% Cu, а остальное составлял кобальт. Рабочие испытания этих сопел показали, что усталостная прочность и стойкость к коррозии в горячем состоянии были такими же, что и у сопел из Стеллита 6, подвергнутого обработке изостатическим давлением в горячем состоянии.
Сравнительные испытания способности к механической обработке были проведены с обработанными изостатическим давлением в горячем состоянии сплавом Стеллит 6 и с вышеупомянутым сплавом на основе никеля. В пластинообразных заготовках были расточены отверстия, после чего были проведены исследования качества кромки отверстия на задней стороне пластины, при этом были получены такие же результаты, что и в случае вышеупомянутых сопел, а именно, что кромка отверстия в пластинах, подвергнутых обработке изостатическим давлением в горячем состоянии, не была разрушена, когда пластина изготавливалась из Стеллита 6, а у пластин из материала на основе никеля отверстия имели острую кромку.
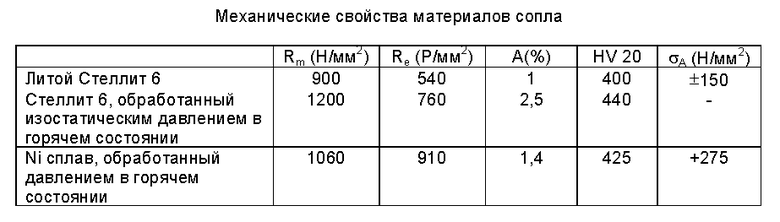
Механические свойства материалов сопел исследовались посредством вышeупoмянутыx пластин, а также посредством круглых стержнеобразных заготовок из литого Стеллита 6 и сплава на основе никеля, подвергнутого обработке изостатическим давлением в горячем состоянии. Результаты этого исследования приведены ниже в таблице. Испытания, связанные с размером твердости и прочности на расстояние, выполнялись совершенно обычным образом. Кроме того, стержневидные заготовки были подвергнуты усталостным испытаниям, при которых каждая заготовка была закреплена с обоих концов и подвергнута пульсационным растягивающим нагрузкам с величиной P±P, то есть сила растяжения изменялась между 0 и 2P. Заготовки были подвергнуты 10 миллионам циклов. Если в заготовке не были выявлены разрушения, то нагрузка P была увеличена на 10% и подвергалась 10 миллионам циклов. Если происходило разрушение, то устанавливалась новая заготовка и нагрузка P уменьшалась на 10%, после чего процесс продолжался так, как описано выше. После испытаний определенного количества заготовок из каждой композиции материалов усталостная прочность σA была определена как нижнее значение нагрузки, которая вызывает разрушение после 107 циклов. Табл.1 показывает, что усталостная прочность литого Стеллита 6 составила σA = ± 150 Н/мм2, в то время как усталостная прочность сплава на основе никеля, обработанного изостатическим давлением в горячем состоянии, составила σA = ± 275 Н/мм2.
Как видно, материал сопла, подвергнутый обработке изостатическим давлением в горячем состоянии, значительно прочнее и значительно пластичнее, чем литой материал сопла, и, кроме того, материал, подвергнутый указанной обработке, обладает увеличенной усталостной прочностью.


Изобретение относится к машиностроению, а именно к способам изготовления сопла клапана для впуска топлива, предназначенного для двигателя внутреннего сгорания, в частности для большого двухтактного двигателя. Сопло клапана для впуска топлива изготавливают посредством воздействия на изотропный, мелкозернистый порошок, находящийся в форме, имеющей желаемую наружную конфигурацию сопла, давления порядка по меньшей мере 800 бар (790 кгс/см2) и температуры порядка по меньшей мере 1000oC в течение по меньшей мере 1 ч. После этого в заготовке сопла, обработанной изостатическим давлением в горячем состоянии, посредством механической обработки создают канал для прохождения потока с определенным количеством отверстий сопла. Сопло мажет быть выполнено из обработанного давлением в горячем состоянии сплава на основе кобальта, например Стеллита 6, или сплава на основе никеля, содержащего 20 - 30% Сr , 4 -8% Аl и 0,2- 0,55%С, а возможно и W, Нf , Nb , Мо, Si , Y и/или Fе в количествах порядка 1,8%. Сопло с обработкой изостатическим давлением в горячем состоянии обладает значительно увеличенной усталостной прочностью, при этом оно доводится до окончательной конфигурации посредством механической обработки. 4 с. и 12 з.п.ф-лы, 6 ил.,1 табл.
Хром - 20 - 30
Алюминий - 4,0 - 8,0
Углерод - 0,2 - 0,55
и по выбору содержащего один и более компонентов из вольфрама, гафния, ниобия, молибдена, иттрия, кремния и железа при следующем соотношении компонентов, мас.%:
Вольфрам - До 8,0
Гафний - До 2,0
Ниобий - До 1,5
Молибден - До 8,0
Иттрий - До 1,5
Кремний - До 1,0
Железо - До 5,0
Остальное - Неизбежные примеси и никель
при этом после обработки изостатическим давлением в горячем состоянии канал для потока топлива расточен с образованием острых кромок отверстий у перехода к центральной продольной расточке сопла.
Хром - 40 - 50
и по выбору содержащего один и более компонентов из углерода, марганца, бора, алюминия, титана, циркония, гафния, ниобия, молибдена, кислорода, азота, иттрия, кремния, кобальта и железа при следующем соотношении компонентов, мас.%:
Углерод - До 0,55
Кремний - До 1,0
Марганец - До 5,0
Молибден - Менее 1,0
Бор - Менее 0,5
Алюминий - До 8,0
Титан - До 1,5
Цирконий - До 0,2
Ниобий - До 3,0
Кислород - До 0,01
Азот - До 0,03
Гафний - До 2,0
Иттрий - До 1,5
Железо и кобальт (общее содержание) - До 5,0
Остальное - Неизбежные примеси и никель
при этом после обработки изостатическим давлением в горячем состоянии канал для потока топлива расточен с образованием острых кромок отверстий у перехода к центральной продольной расточке сопла.
Приоритет по пунктам:
10.03.94 по пп.1, 3 - 7;
13.12.94 по пп.2, 8 - 15.1
| Способ маркирования металлов и сплавов | 1975 |
|
SU569655A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ устранения деформации плоскости горизонтального разъема корпуса турбины | 1972 |
|
SU446673A1 |
| Электропривод с автономным питанием | 1972 |
|
SU516165A1 |
| RU 2003436 C1, 30.11.93 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ НА ОСНОВЕ ВОЛЬФРАМА С ДОБАВКАМИ НИКЕЛЯ | 1991 |
|
RU2007273C1 |
| RU 2000464 C1, 07.09.93 | |||
| US 4251273 A, 17.02.81 | |||
| GB 2058209 A1, 08.04.81 | |||
| Устройство для электроснабжения потребителей | 1977 |
|
SU614495A1 |
| ПИСТОЛЕТ-ПУЛЕМЕТ | 1997 |
|
RU2113674C1 |
