Изобретение относится к межслойной пленке на основе пластифицированного поливинилацеталя, имеющего, по меньшей мере, три слоя, где внутренний слой имеет уменьшенную прозрачность.
Многослойное защитное стекло состоит обычно из двух стеклянных листов и одной адгезивной пленки, которая объединяет стеклянные листы, и основана на пластифицированном поливинилацетале, предпочтительно поливинилбутирале (PVB). Многослойное защитное стекло используется в частности как лобовое стекло в транспортных средствах.
Лобовое стекло часто снабжают так называемой затемненной (светозащитной) полосой в верхней части лобового стекла, которая защищает водителя от прямых солнечных лучей.
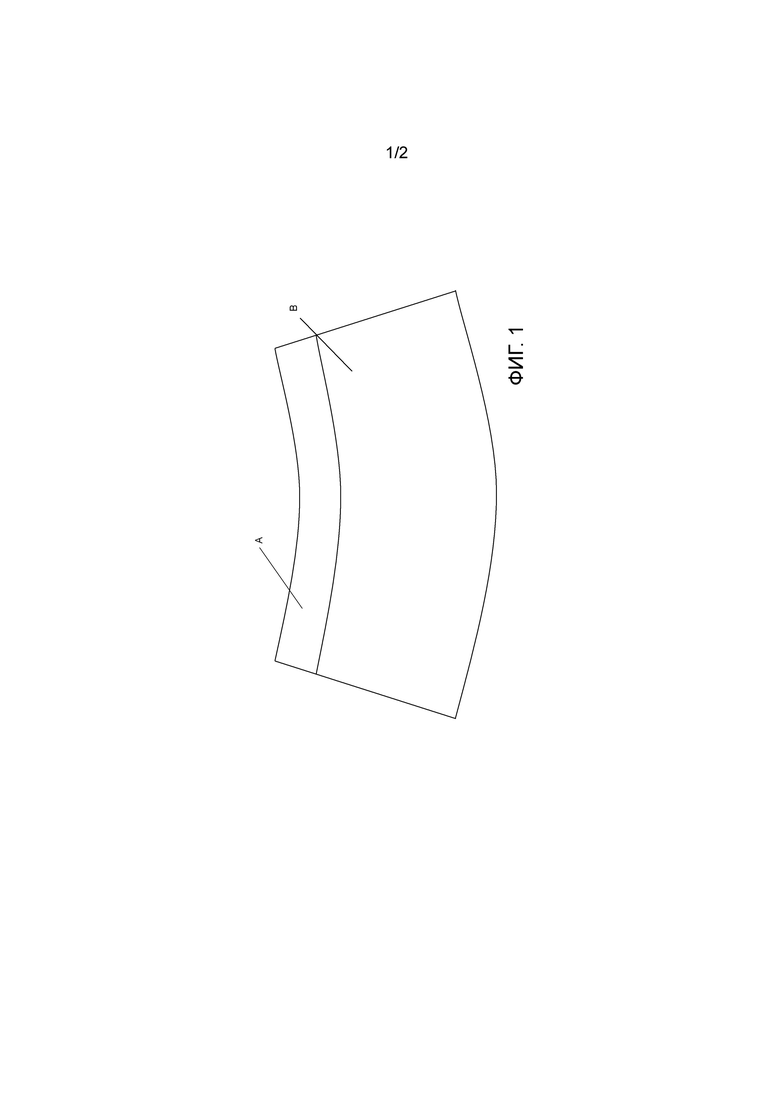
Затемненная полоса лобового стекла обеспечивается цветной или тонирoванной областью межслойной пленки. Это, в свою очередь, становится возможным в результате экструзии небольшого слоя из цветного или тонированного материала между двумя слоями прозрачного материала. Как показано на фиг. 1, цветная или тонированная область A имеет обычно ширину приблизительно от 5 см до 30 см, как видно из обрезной пленки, с уменьшающейся интенсивностью цвета к нижней части лобового стекла.
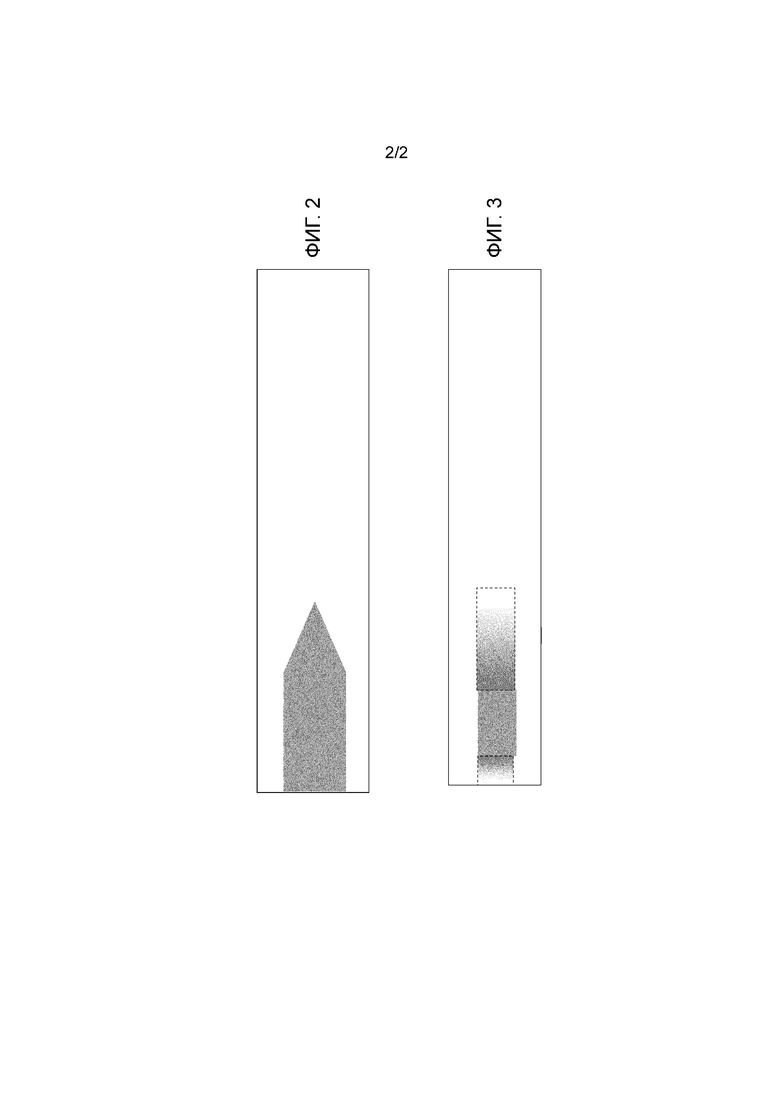
Производство межслойных пленок на основе пластифицированного поливинилацеталя, имеющего цветную или тонированную область, то есть, затемненную полосу, известно в огромном количестве различных технологий и экструзионных устройств. В большинстве случаев, цветная или тонированная область получается путем включения более или менее клиновидного среднего слоя между двумя прозрачными слоями, что приводит к уменьшению цвета (или к увеличению прозрачности) в направлении нижней части лобового стекла. На Фиг. 2 и 3 схематично показан цветной средний слой с уменьшением цветности, расположенный между двумя прозрачными слоями
Межслойные пленки для применения в автомобилях обычно производятся путем тиснения, для того чтобы обеспечить соответствующую (нестохастическую) структуру поверхности, которая проявляет хорошее вентиляционное поведение, особенно в процессе производства многослойного стекла путем формования способом вакуумного мешка. Тиснение межслойных пленок, например, описывается в патентном документе WO2016030284A1.
Однако, пленки с затемненной полосой, изображенные на Фиг. 2 и 3 показывают в цветной или тонированной области две внутренние поверхности раздела в слоях. Такие пленки, например, описаны в патентном документе EP 3070063A1. Поскольку прозрачный и окрашенный материал, имеют различный состав, они отвечают различным механическим свойствам. Такие различные механические свойства могут привести при тиснении к оптическому искажению на внутренних поверхностях раздела, даже, если остальная часть пленки, содержащая только прозрачный материал (то есть, один слой), не имеет оптических искажений.
Таким образом, целью изобретения является создание межслойной пленки с затемненной полосой путем тиснения без оптических искажений на внутренних границах раздела области затемненной полосы.
Было обнаружено, что оптические искажения, создаваемые в результате тиснения области затемненной полосы, можно избежать, когда структура поверхности, созданная путем тиснения, обладает определенными свойствами.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является межслойная пленка с прозрачной и непрозрачной областью, в которой непрозрачная область обеспечена двумя наружными слоями, содержащими первую смесь, по меньшей мере, из одного пластификатора и, по меньшей мере, из одного поливинилацеталя, и одного внутреннего слоя, содержащего вторую смесь, по меньшей мере, из одного пластификатора и, по меньшей мере, из одного поливинилацеталя; прозрачная область обеспечена одним слоем, содержащим третью смесь, по меньшей мере, из одного пластификатора и, по меньшей мере, из одного поливинилацеталя, где первая и третья смесь, имеют передачу света с длиной волны от 380 нм до 780 нм, по меньшей мере, 85%, а вторая смесь имеет передачу света с длиной волны от 380 нм до 780 нм менее чем 80%, причем, по меньшей мере, непрозрачная область обеспечена шероховатой поверхностью с отношением Rz/Rv от 1,6 до 2,5, измеренным в соответствии со стандартом EN ISO 4287.
Предпочтительно, чтобы, по меньшей мере, непрозрачная область была снабжена шероховатостью поверхности с отношением Rz/Rv от 1,6 до 2,3, или от 1,7 до 2,3; более предпочтительным является отношение Rz/Rv от 1,9 до 2,1. Если отношение Rz/Rv больше чем 2,5, тогда происходит плохое вакуумирование, и получаются оптические искажения. С другой стороны, если отношение Rz/Rv составляет меньше чем 1,6, каналы будут слишком глубокими и результатом этого будет плохое запечатывание края.
Шероховатость поверхности пленки дополнительно может подвергаться тиснению с множеством каналов, имеющих глубину Rz от 20 мкм до 100 мкм.
Rz и Rv используются в настоящем описании в соответствии со стандартом EN ISO 4287. Rz обозначает среднюю глубину шероховатости поверхностных структур, а Rv обозначает глубину самой глубокой впадины профиля шероховатой поверхности в пределах длины осуществления выборки. Измерение шероховатости поверхности пленки со значением шероховатости Rz и максимальной глубиной впадины профиля Rv проводится в соответствии со стандартом DIN EN ISO 4287. Измерительные устройства, используемые для измерения шероховатости поверхности, должны соответствовать стандарту EN ISO 3274. Используемые фильтры профиля должны соответствовать стандарту DIN EN ISO 11562.
Шероховатость поверхности непрозрачной области пленки может быть идентична шероховатости поверхности прозрачной области пленки и может быть обеспечена начальной экструзией пленки в условиях растрескивания расплава с последующей стадией тиснения.
Соответственно, другой задачей настоящего изобретения является способ производства межслойной пленки с прозрачной и непрозрачной областью, где непрозрачная область обеспечена двумя наружными слоями, содержащими первую смесь, по меньшей мере, из одного пластификатора и, по меньшей мере, из одного поливинилацеталя и одного внутреннего слоя, содержащего вторую смесь, по меньшей мере, из одного пластификатора и, по меньшей мере, из одного поливинилацеталя; и прозрачная область обеспечена одним слоем, содержащим третью смесь, по меньшей мере, из одного пластификатора и, по меньшей мере, из одного поливинилацеталя, где первая и третья смесь имеют передачу света с длиной волны от 380 нм до 780 нм, по меньшей мере, 85%, а вторая смесь имеет передачу света с длиной волны от 380 нм до 780 нм менее чем 80%, причем непрозрачная область обеспечена, по меньшей мере, шероховатостью поверхности с отношением Rz/Rv от 1,6 до 2,5 с помощью экструзии пленки в условиях растрескивания расплава с последующей стадией тиснения.
В предпочтительных вариантах осуществления настоящего изобретения передача света с длиной волны от 380 нм до 780 нм из внутреннего слоя составляет от 3% до 75%, более предпочтительно от 8% до 70% и особенно предпочтительно от 15% до 60%.
Внутренний слой, встроенный между наружными слоями, может иметь площадь от 5% до 40%, предпочтительно от 5% до 25% от общей площади межслойной пленки.
Как правило, термополированное листовое стекло и/или ламинированное остекление для использования в автомобиле, имеет передачу света с длиной волны от 380 нм до 780 нм, по меньшей мере, 88%.
Для окраски, красящие вещества, пигменты и красители могут использоваться без особых ограничений.
Примеры пигмента включают органические пигменты, такие как азо тип, фталоцианиновый тип, хинакридоновый тип, периленовый тип, диоксазиновый тип, тип антрахинона, изоиндолиноновый тип и т. д, оксиды, гидроксиды, сульфиды, хромовую кислоту, карбонаты, силикаты, неорганические пигменты, такие как арсенат, ферроцианид, углерод, металлический порошок и тому подобное.
Примеры красителя включают красители, такие как азо, антрахинон, фталоцианин, хинакридон, перилен, диоксазин, индолинон, изоиндолинон, хинонимин, трифенилметан, тиазол, нитро- и нитрозокрасители. Среди них в качестве красителей предпочтительно используются азо тип и тип антрахинона, которые почти не блокируют световые лучи с длиной волны близкой к инфракрасному излучению (от 750 нм до 1000 нм).
Пленка с затемненной полосой PVB, то есть, пленка, содержащая пластифицированный поливинилацеталь, имеющая непрозрачную область и прозрачную область, может, например, быть экструдирована в соответствии со способом, описанным в патентном документе WO 2005090054A1. Наружные слои непрозрачной области объединяются вне затемненной полосы (то есть, в прозрачной области) в единственный слой. Предпочтительно, чтобы наружные слои имели одинаковые составы. Внутренний слой может иметь такой же состав, помимо цвета, как наружные слои.
Стохастический характер поверхности на высотах между каналами создается во время экструзии пленки и должен оставаться в ходе тиснения по существу таким же, как полученный во время экструзии.
Предпочтительно, чтобы шероховатость поверхности возвышений между каналами, полученными после тиснения, была самое большее на 20%, более предпочтительно самое большее на 10%, ниже, чем получено после экструзии. В лучшем случае, шероховатость поверхности возвышений между каналами, полученная после экструзии и тиснения является идентичной. Это может быть достигнуто с помощью приспособления для тиснения, которое не имеет или не полностью имеет контакт с пленкой в областях возвышений.
Экструзия расплава, содержащего пластифицированный поливинилацеталь, предпочтительно выполняется в условиях растрескивания расплава с помощью экструзионной головки, имеющей губки, температура которых может регулироваться. Такой экструзионный способ известен специалисту, работающему в данной области, например, из патентного документа EP 30 0 185 863 B1.
Стохастический характер (рельеф) поверхности на возвышениях между каналами может быть таким же или другим на поверхностях пленки. Различные рельефы поверхности или уровни шероховатости могут быть получены путем изменения ширины разрядного промежутка и температуры губок экструзионной головки непосредственно на выходе из экструзионной головки в условиях экструзии растрескивания расплава.
Предпочтительно проводить процесс экструзии для получения пленки со стохастической шероховатостью поверхностей Rz= от 10 мкм до 70 мкм и более предпочтительно для пленки со стохастической шероховатостью поверхностей Rz=от 25 мкм до 60 мкм.
В первом варианте настоящего изобретения экструзия проводится в условиях растрескивания расплава с помощью экструзионной головки, имеющей температуру губок от 100°C до 270°C, предпочтительно от 100°C до 240°C.
Во втором варианте настоящего изобретения экструзия проводится в условиях растрескивания расплава со скоростью течения расплава от 500 кг/ч до 3500 кг/ч.
После экструзии пленку подвергают тиснению в стадии b) на одной или обеих сторонах, независимо друг от друга в каждом случае, с поверхностной структурой и глубиной шероховатости Rz= от 20 мкм до 100 мкм, предпочтительно Rz= от 20 мкм до 80 мкм, и особенно предпочтительно Rz= от 25 мкм до 70 мкм.
Окончательная структура поверхностей пленки может быть выполнена тиснением в единственной стадии или предпочтительно в двух разных стадиях тиснения. В единственной стадии тиснения, используются два ролика для тиснения, в то время как в многократной стадии тиснения используется ролик тиснения и прижимной ролик. Прижимной ролик имеет предпочтительно резиновую поверхность с твердостью по Шору A от 20 до 80.
Стадия тиснения в соответствии с настоящим изобретением может проводиться таким способом, при котором две стороны структурированной пленки имеют различные глубины шероховатости Rz. Это может быть достигнуто, например, с помощью различных приспособлений тиснения или температур приспособлений тиснения и/или прижимных роликов.
Каналы на обеих поверхностях пленки могут находиться под углом друг к другу от 70° до 90° или от 5° до 45°. В другом аспекте, каналы, по меньшей мере, на одной поверхности пленки имеют угол от 5° до 45°, предпочтительно от 35°до 45° к направлению экструзии.
Шаг каналов может быть таким же или другим на поверхностях пленки, где отклонение в 5% между поверхностями считается как то же самое. Шаг каналов может быть от 100 мкм до 1500 мкм, предпочтительно от 200 мкм до 1000 мкм.
Перед и/или после процесса тиснения, пленка может быть охлаждена до -10°C до +40°C, чтобы, таким образом, зафиксировать структуру поверхности пленки. Охлаждение предпочтительно происходит через соответствующие охлаждающие ролики с регулировкой температуры.
Предпочтительно, чтобы ролики тиснения были изготовлены из металла или керамики и имели поверхности с профильным рисунком негатива структуры, представленной в дальнейшем на поверхности пленки. Более высокая глубина канала роликов тиснения, чем предполагаемая шероховатость пленки, предпочтительна для сохранения поверхности расплава растрескивания после тиснения.
Температуры роликов тиснения составляют от 80°C до 200°C, в частности от 80°C до 170°C, предпочтительно от 100°C до 160°C и в особенности от 110°C до 155 °C. Особенно предпочтительно, чтобы ролики тиснения имели покрытие стальной поверхности (например, полимером или керамикой) для того, чтобы уменьшить адгезию пленки.
В первом варианте осуществления экструдированная пленка штампуется между двумя роликами тиснения, имеющими одинаковое или различное поверхностное рельефное изображение.
В другом варианте осуществления настоящего изобретения пленку направляют между роликом тиснения и прижимным роликом, вращающимся в противоположном направлении. Предпочтительно, чтобы пленка между роликами тиснения и/или роликом тиснения и прижимным роликом подвергалась линейному давлению от 10 Н/мм до 400 Н/мм, в особенности от 10 Н/мм до 150 Н/мм, предпочтительно от 30 Н/мм до 130 Н/мм и в частности от 40 Н/мм до 110 Н/мм. Линейное давление может быть одинаковым или различным, если выполняются несколько стадий процесса b). Линейное давление означает силу сжатия пары роликов основанную на ширине пленки.
Прижимные ролики имеют предпочтительно температуру от 0°C до 50°C, предпочтительно от 5°C до 30°C, то есть, они являются активным охлаждением по отношению к ролику тиснения. Температура прижимных роликов может быть одинаковой или различной в стадиях процесса b).
Прижимные ролики прижимают пленку к структурированной поверхности роликов тиснения и слегка nestle против ролика тиснения. Изменяя линейное давление, могут быть изменены поверхность зоны тиснения и, следовательно, время пребывания пленки в зазоре между роликами.
Путем выбора параметров процесса: линейного давления, температуры пленки и/или температуры валка, скорости ролика и угла охвата пленочного полотна на роликах, на глубину шероховатости тиснения пленки может влиять данная глубина шероховатости роликов тиснения.
В этом случае, пленку также можно направлять непосредственно через зазор между температурно-регулирующими роликами, то есть, не огибая их.
В частности, можно использовать поливинилбутираль (PVB), в сшитой или несшитой форме, в виде частично ацетилированного поливинилового спирта в смеси, по меньшей мере, с одним пластификатором, солями металлов для регулирования адгезии, органическими добавками и/или неорганическими наполнителями.
Все пластификаторы, известные в данной области для этой цели, в частности, сложные эфиры многовалентных кислот, многоатомные спирты или олигоэфирные гликоли, такие как, например, сложные эфиры адипиновой кислоты, сложные эфиры себациновой кислоты или сложные эфиры фталевой кислоты, в частности, ди-н-гексиладипат, дибутилсебацинат, диоктилфталат, сложные эфиры дигликоля, тригликоля или тетрагликоля с линейными или разветвленными алифатическими карбоновыми кислотами и смесями этих сложных эфиров, являются подходящими, с одной стороны, как пластификаторы для частично ацетилированных поливиниловых спиртов. Сложные эфиры алифатических диолов с длинноцепочечными алифатическими карбоновыми кислотами, в частности, сложные эфиры триэтиленгликоля с алифатическими карбоновыми кислотами, содержащими от 6 до 10 атомов С, например, 2-этилмасляная кислота или н-гептановая кислота, предпочтительно используются в качестве стандартных пластификаторов для частично ацетилированных поливиниловых спиртов, в частности поливинилбутираля. Один или несколько пластификаторов из группы, состоящей из ди-н-гексиладипата (DHA), дибутилсебацината (DBS), диоктилфталата (DOP), сложных эфиров дигликоля, тригликоля или тетрагликоля с линейными или разветвленными алифатическими карбоновыми кислотами, в частности, триэтиленгликоль-бис-2-этилбутират (3GH), триэтиленгликоль-бис-н-гептаноат (3G7), триэтиленгликоль-бис-2-этилгексаноат (3G8), тетраэтиленгликоль-бис-н-гептаноат (4G7), используются особенно предпочтительно.
В специфическом варианте осуществления настоящего изобретения адгезия пленки к приспособлениям для тиснения может быть дополнительно уменьшена путем добавления вещества, снижающего адгезию, к материалу пленки.
Пластифицированная частично ацетилированным поливиниловым спиртом смола предпочтительно содержит от 25 до 45 частей по массе и особенно предпочтительно от 30 до 40 частей по массе пластификатора в расчете на 100 частей по массе смолы.
Частично ацетилированные поливиниловые спирты получаются известным способом путем ацетилирования гидролизованных поливиниловых эфиров. Формальдегид, ацетальдегид, пропиональдегид, бутиральдегид и тому подобные, предпочтительно бутиральдегид, например, используются в качестве альдегидов
Предпочтительная поливинилбутиральная смола содержит от 10% до 25% по массе, предпочтительно от 17% до 23% по массе и особенно предпочтительно от 19% до 21% по массе виниловых спиртовых радикалов и/или от 0% до 20% по массе, предпочтительно от 0,5% до 2,5% по массе ацетатных радикалов.
Еще в одном варианте процесса PVB, частично сшитый с полиальдегидом (в частности, глутаральдегидом) и оксокарбоновой кислотой (в частности, глиоксиловой кислотой), используется в качестве полимера в соответствии с патентным документом WO 2004/063231 A1. Такой, частично сшитый PVB, имеет вязкость, которая на 10-50% выше, чем у аналогичного несшитого PVB.
Содержание воды в пленке предпочтительно регулируется от 0,15% до 0,8% по массе, особенно до 0,3%-0,5% по массе.
Пленки, полученные в соответствии с настоящим изобретением, могут быть использованы, в частности, для производства слоистых материалов из одного или нескольких листов стекла и/или одной или нескольких полимерных панелей остекления и, по меньшей мере, одной структурированной пленки.
Во время изготовления этих слоистых материалов предварительное соединение сначала произведено из стеклянных /полимерных панелей и пленки прессованием с помощью вакуумного мешка или вакуумного кольца. Как правило, предварительно соединенные слоистые материалы являются слегка мутными в результате воздушных включений. Конечное производство слоистых материалов происходит в автоклаве, например, согласно патентному документу WO 03/033583.
ПРИМЕРЫ
Пример в соответствии с настоящим изобретением.
Пленка PVB толщиной 0,76 мм с синей затененной полосой, содержащая номинальный уровень из 38 частей пластификатора на 100 частей PVB смолы, экструдировалась в соответствии со способом, описанным в патентном документе WO2005090054A1 со следующими условиями.
Температура губ: 195 °C.
Скорость течения расплава: 1000 кг/ч.
Линейная скорость: 15 м/мин
Эта пленка PVB имела шероховатость поверхности расплава растрескивания на каждой стороне, характеризуемую значением Rz растрескивания расплава 33 мкм (микрон). Толщина слоя затемненной полосы составляла 300 мкм со светопропусканием 7%, измеренным на краю промежуточного слоя в области затемненной полосы.
Наружные слои непрозрачной области объединялись вне затемненной полосы (то есть в прозрачной области) в один слой и имели идентичные составы. Внутренний слой имел помимо цвета тот же состав, что и наружные слои.
Пленка PVB подвергалась тиснению между двумя наборами роликов для прессования и тиснения со следующими свойствами:
Параметры приспособления:
Твердость обрезиненного ролика: 70±5 по Шору A
Шероховатость ролика тиснения: приблизительно 200 мкм
Шаг ролика тиснения: приблизительно 500 мкм
Угол канала: 45°
Покрытие поверхности: полимер
Температура обрезиненного ролика: 10°C
Прижимные ролики и ролики тиснения двух стадий тиснения имели идентичные свойства.
Свойства пленки показаны в следующих таблицах, где ʺRz по фракции расплаваʺ означает шероховатость после экструзии в условиях растрескивания расплава. ʺRz конечныйʺ означает шероховатость после тиснения. ʺRv конечныйʺ означает шероховатость глубины канавки после тиснения. Все значения были измерены в соответствии со стандартом DIN ISO 10 4287.
Примеры 1-5 соответствуют изобретению, в то время как примеры 6 и (7) являются сравнительными примерами.
Оптическое искажение непрозрачной области оценивается визуально. Любое оптическое искажение рассматривается как пятнистый рисунок.
Пленки согласно (сравнительному) примеру 6 практически не имеют рисунка тиснения из-за низкой температуры тиснения. В результате плохая деаэрация и, как следствие, оптическое искажение. Пленки согласно (сравнительному) примеру 7 показывали слишком много рисунка тиснения из-за высокой температуры тиснения. В связи с чем, плохая герметизация кромки и в результате оптическое искажение.
При помощи способа настоящего изобретения пленки пластифицированного поливинилацеталя с затемненной полосой могут быть произведены с хорошим оптическим искажением и результатом лучшей слоистости.
Группа изобретений относится к межслойной пленке с прозрачной и непрозрачной областью и к способу ее изготовления. Межслойная пленка с прозрачной и непрозрачной областью, где непрозрачная область обеспечена двумя наружными слоями, содержащими первую смесь по меньшей мере из одного пластификатора и по меньшей мере из одного поливинилацеталя, и одним внутренним слоем, содержащим вторую смесь по меньшей мере из одного пластификатора и по меньшей мере из одного поливинилацеталя. Прозрачная область обеспечена одним слоем, содержащим третью смесь по меньшей мере из одного пластификатора и по меньшей мере из одного поливинилацеталя. Первая и третья смеси имеют передачу света с длиной волны от 380 нм до 780 нм по меньшей мере 85% и вторая смесь имеет передачу света с длиной волны от 380 нм до 780 нм менее чем 80%. Непрозрачная область обеспечена шероховатостью поверхности с отношением Rz/Rv от 1,6 до 2,5, измеренной в соответствии со стандартом EN ISO 4287. Группа изобретений направлена на обеспечение межслойной пленки с затемненной полосой путем тиснения без оптических искажений на внутренних границах раздела области затемненной полосы. 2 н. и 9 з.п. ф-лы, 3 пр., 3 ил.
1. Межслойная пленка для изготовления лобового стекла с прозрачной и непрозрачной областью, где непрозрачная область обеспечена двумя наружными слоями, содержащими первую смесь по меньшей мере из одного пластификатора и по меньшей мере из одного поливинилацеталя, и одним внутренним слоем, содержащим вторую смесь по меньшей мере из одного пластификатора и по меньшей мере из одного поливинилацеталя, и прозрачная область обеспечена одним слоем, содержащим третью смесь по меньшей мере из одного пластификатора и по меньшей мере из одного поливинилацеталя, отличающаяся тем, что первая и третья смеси имеют передачу света с длиной волны от 380 нм до 780 нм по меньшей мере 85% и вторая смесь имеет передачу света с длиной волны от 380 нм до 780 нм менее чем 80%, где по меньшей мере непрозрачная область обеспечена шероховатостью поверхности с отношением Rz/Rv от 1,6 до 2,5, измеренной в соответствии со стандартом ISO 20 4287.
2. Межслойная пленка по п. 1, отличающаяся тем, что пленка обеспечена множеством каналов, имеющих глубину от 20 мкм до 100 мкм.
3. Межслойная пленка по п. 2, отличающаяся тем, что каналы имеют глубину от 5 мкм до 50 мкм, a ширину от 10 мкм до 200 мкм и шаг от 50 мкм до 2500 мкм.
4. Межслойная пленка по п. 1, отличающаяся тем, что каналы обеспечивают путем тиснения пленки, имеющей стохастическую шероховатость по меньшей мере непрозрачной области Rz от 1 мкм до 70 мкм, между по меньшей мере одним роликом тиснения и по меньшей мере одним прижимным роликом.
5. Межслойная пленка по п. 1, отличающаяся тем, что стохастическая шероховатость по меньшей мере непрозрачной области обеспечивается экструзией пленки в условиях растрескивания расплава.
6. Межслойная пленка по меньшей мере по одному из пп. 1-4, отличающаяся тем, что внутренний слой содержит краситель или пигмент.
7. Межслойная пленка по меньшей мере по одному из пп. 1-5, отличающаяся тем, что область внутреннего слоя, заключенного между наружными слоями, составляет от 5 до 40% общей площади пленки.
8. Способ изготовления межслойной пленки, предназначенной для изготовления лобового стекла с прозрачной и непрозрачной областью, где непрозрачная область обеспечена двумя наружными слоями, содержащими первую смесь по меньшей мере из одного пластификатора и по меньшей мере из одного поливинилацеталя, и одним внутренним слоем, содержащим вторую смесь по меньшей мере из одного пластификатора и по меньшей мере из одного поливинилацеталя, и прозрачная область обеспечена одним слоем, содержащим третью смесь по меньшей мере из одного пластификатора и по меньшей мере из одного поливинилацеталя, где первая и третья смеси имеют передачу света с длиной волны от 380 нм до 780 нм по меньшей мере 85% и вторая смесь имеет передачу света с длиной волны от 380 нм до 780 нм менее чем 80%, отличающийся тем, что по меньшей мере непрозрачная область обеспечена шероховатостью поверхности с отношением Rz/Rv от 1,6 до 2,5 путем экструзии пленки в условиях растрескивания расплава с последующей стадией тиснения.
9. Способ по п. 8, отличающийся тем, что пленка с прозрачной и непрозрачной областью со стохастической шероховатостью поверхностей с Rz=от 1 мкм до 70 мкм экструдируется и затем подвергается тиснению между по меньшей мере одним роликом тиснения и по меньшей мере одним прижимным роликом.
10. Способ по пп. 8-9, отличающийся тем, что пленка рельефна со множеством каналов, имеющих глубину от 20 мкм до 100 мкм.
11. Способ по любому пп.8-10, отличающийся тем, что каналы имеют глубину от 5 мкм до 50 мкм, ширину от 10 мкм до 200 мкм и шаг от 50 мкм до 2500 мкм.
| ПРОМЕЖУТОЧНАЯ ПЛЕНКА ДЛЯ МНОГОСЛОЙНОГО СТЕКЛА И МНОГОСЛОЙНОЕ СТЕКЛО | 2007 |
|
RU2405744C2 |
| WO 2001019747 A1, 22.03.2001 | |||
| WO 2001042158 A1, 14.06.2001 | |||
| JPH 08295541 A, 12.11.1996. | |||

