Область техники, к которой относится изобретение
Настоящее изобретение относится к способу обработки стали для листа электротехнической стали с ориентированной зеренной структурой и способу получения листа электротехнической стали с ориентированной зеренной структурой для железного сердечника трансформатора и подобного.
Уровень техники
Основные магнитные свойства, необходимые для листа электротехнической стали с ориентированной зеренной структурой, включают в себя потери в материале (в сердечнике), плотность магнитного потока (магнитную индукцию) и магнитострикцию. При высокой магнитной индукции железный сердечник может быть улучшен с использованием технологии регулирования магнитного домена. По мере повышения магнитной индукции магнитострикция уменьшается и улучшается. Кроме того, по мере повышения магнитной индукции уровень тока возбуждения в трансформаторе может быть снижен, в результате чего размер трансформатора может быть уменьшен. С этих точек зрения улучшение магнитной индукции является важным. Кроме того, улучшение выравнивания ориентации Госса (увеличение резкости в ориентации Госса) во вторичной текстуре рекристаллизации способствует улучшению магнитной индукции листа из электротехнической стали с ориентированной зеренной структурой. Для улучшения резкости в ориентации Госса важным является регулирование ингибитора, поэтому были проведены различные исследования, относящиеся к регулированию ингибитора.
Более того, способы получения листа из электротехнической стали с ориентированной зеренной структурой, содержащей алюминий, в зависимости от метода регулирования ингибитора включают способы, называемые «использование только твердого раствора без азотирования», «использование достаточного осаждения с азотированием», «использование только твердого раствора с азотированием» и использование «не только твердого раствора с азотированием». Среди перечисленных способов предпочтительным с точки зрения защиты оборудования и получения хороших магнитных свойств является способ, включающий достаточное осаждение с азотированием. Согласно данному способу сляб получают посредством непрерывного литья, а затем подвергают его повторному нагреванию, горячей прокатке, отжигу, холодной прокатке, обезуглероживанию и нитрационному (азотирующему) отжигу, окончательному отжигу и подобному. Традиционно, поскольку температура повторного нагревания сляба составляет около 1150°C, сляб перемещают таким образом, чтобы избежать потерь тепла между непрерывным литьем и повторным нагреванием. Более того, охлаждение сляба до комнатной температуры иногда осуществляют до повторного нагревания с целью устранения поверхностных дефектов сляба.
Однако при осуществлении традиционного способа получения, включающего достаточное осаждение с азотированием, регулирование ингибитора не может быть достаточным, препятствуя достижению хороших магнитных свойств и вызывая разрушение сляба.
Перечень документов
Патентные источники
Патентный источник 1: публикация японского выложенного патента № 55-018566
Патентный источник 2: публикация японского выложенного патента № 59-197520
Патентный источник 3: публикация японского выложенного патента № 61-117218
Патентный источник 4: публикация японской рассмотренной заявки на патент № 40-15644
Патентный источник 5: публикация японского выложенного патента № 58-023414
Патентный источник 6: патент США № 2599340
Патентный источник 7: патент США № 5244511
Патентный источник 8: публикация японского выложенного патента № 05-112827
Патентный источник 9: публикация японского выложенного патента № 2001-152250
Патентный источник 10: публикация японского выложенного патента № 2000-199015
Патентный источник 11: публикация японской рассмотренной заявки на патент № 40-015644
Патентный источник 12: публикация японской рассмотренной заявки на патент № 46-023820
Патентный источник 13: публикация японского выложенного патента № 09-227941
Патентный источник 14: публикация японского выложенного патента № 06-051887
Патентный источник 15: публикация японского выложенного патента № 59-056522
Патентный источник 16: японский перевод публикации РСТ № 2000-503726
Патентный источник 17: публикация японского выложенного патента № 2002-212636
Непатентные источники
Непатентный источник 1: ISIJ, Vol.43 (2003), No.3, pp.400-409
Непатентный источник 2: Acta Metall., 42 (1994), 2593
Непатентный источник 3: KAWASAKI STEEL GIHO Vol.29 (1997) 3, 129-135
Непатентный источник 4: Journal of Magnetism and Magnetic Materials 304 (2006) e602-e607
Непатентный источник 5: Materials Science Forum Vols.204-206 (1996), pp.629-634
Раскрытие изобретения
Техническая задача, решаемая изобретением
Целью настоящего изобретения является разработка способа обработки стали для листа из электротехнической стали с ориентированной зеренной структурой и способа получения листа из электротехнической стали с ориентированной зеренной структурой, способных улучшить магнитные свойства.
Решение поставленной задачи
Авторы настоящего изобретения упорно работали над решением вышеописанных задач и, наконец, обнаружили, что поверхностная температура сляба, полученного в результате непрерывного литья, до начала повторного нагревания сляба влияет на магнитные свойства листа из электротехнической стали с ориентированной зеренной структурой при осуществлении способа получения, включающего азотирование с достаточным осаждением.
Настоящее изобретение было осуществлено на основании вышеупомянутого открытия, описание которого изложено ниже.
Способ обработки стали для листа из электротехнической стали с ориентированной зеренной структурой, относящийся к первому аспекту настоящего изобретения, включает: осуществление повторного нагревания сляба для листа из электротехнической стали с ориентированной зеренной структурой, полученного в результате непрерывного литья; осуществление горячей прокатки для получения горячекатаной стальной полосы; осуществление отжига горячекатаной стальной полосы для получения отожженной стальной полосы, в которой выделился первичный ингибитор; однократная или многократная холодная прокатка отожженной стальной полосы для получения холоднокатаной стальной полосы; осуществление обезуглероживающего отжига холоднокатаной стальной полосы для получения отожженной с обезуглероживанием стальной полосы, в которой была вызвана первичная рекристаллизация; азотирование отожженной обезуглероживанием стальной полосы в смеси газообразного водорода, азота и аммиака во время движения отожженной с обезуглероживанием стальной полосы для получения азотированной стальной полосы, в которую был введен вторичный ингибитор; нанесение разделительного порошка для отжига, содержащего MgO в качестве основного компонента, на азотированную стальную полосу; и осуществление окончательного отжига азотированной стальной полосы для того, чтобы вызвать вторичную рекристаллизацию, при этом температуру поверхности сляба снижают до 600°C или ниже между началом непрерывного литья и началом повторного нагревания сляба, при этом температуру поверхности сляба поддерживают на уровне 150°C или выше между началом непрерывного литья и началом повторного нагревания сляба, и при этом температуру поверхности сляба при повторном его нагревании устанавливают на уровне не менее 1080°C и не более 1200°C.
Способ получения листа из электротехнической стали с ориентированной зеренной структурой, относящийся ко второму аспекту настоящего изобретения, включает: осуществление непрерывного литья расплавленной стали для листа из электротехнической стали с ориентированной зеренной структурой для получения сляба; осуществление повторного нагревания сляба; затем осуществление горячей прокатки сляба для получения горячекатаной стальной полосы; осуществление отжига горячекатаной стальной полосы для получения отожженной стальной полосы, в которой выделился первичный ингибитор; однократная или многократная холодная прокатка отожженной стальной полосы для получения холоднокатаной стальной полосы; осуществление обезуглероживающего отжига холоднокатаной стальной полосы для получения отожженной с обезуглероживанием стальной полосы, в которой была вызвана первичная рекристаллизация; азотирование отожженной обезуглероживанием стальной полосы в смеси газообразного водорода, азота и аммиака во время движения отожженной с обезуглероживанием стальной полосы для получения азотированной стальной полосы, в которую был введен вторичный ингибитор; нанесение разделительного порошка для отжига, содержащего MgO в качестве основного компонента, на азотированную стальную полосу; и осуществление окончательного отжига азотированной стальной полосы для того, чтобы вызвать вторичную рекристаллизацию, при этом температуру поверхности сляба снижают до 600°C или ниже между началом непрерывного литья и началом повторного нагревания сляба, при этом температуру поверхности сляба поддерживают на уровне 150°С или выше между началом непрерывного литья и началом повторного нагревания сляба, и при этом температуру поверхности сляба при повторном его нагревании устанавливают на уровне не менее 1080°С и не более 1200°С.
Преимущества изобретения
Согласно настоящему изобретению, поскольку температуру поверхности сляба между началом непрерывного литья и началом повторного нагревания сляба и температуру поверхности сляба при повторном его нагревании устанавливают соответствующим образом, магнитные свойства могут быть улучшены.
Краткое описание чертежей
Фиг.1 представляет собой технологическую схему, иллюстрирующую способ получения листа из электротехнической стали с ориентированной зеренной структурой согласно одному варианту осуществления настоящего изобретения.
Описание вариантов осуществления
Далее вариант осуществления настоящего изобретения будет описан подробно со ссылкой на прилагаемые чертежи. Фиг.1 представляет собой технологическую схему, иллюстрирующую способ получения текстурованного листа из электротехнической стали согласно данному варианту осуществления настоящего изобретения.
Как проиллюстрировано на фиг.1, согласно данному варианту осуществления сталь, имеющую состав, пригодный для листа из электротехнической стали с ориентированной зеренной структурой, плавят на стадии S1. Плавка стали может быть осуществлена с использованием, например, конвертера, электрической печи или подобного. Обработку полученной стали осуществляют следующим образом.
Несмотря на то, что состав стали конкретно не ограничен, предпочтительным является использование стали, содержащей С: от 0,025% вес. до 0,09% вес., Si: от 2,5% вес. до 4,0% вес., Mn: от 0,05% вес. до 0,15% вес., кислоторастворимый Al: от 0,022% вес. до 0,033% вес., и N: от 0,005% вес. до 0,010% вес., эквивалент S: от 0,004% вес. до 0,015% вес., баланс - Fe и неизбежные примеси. Эквивалент S в данном описании представляет собой величину, определяемую с помощью выражения “[S]+0,405[Se]”, в котором содержание S равно [S], а содержание Se равно [Se]. Кроме того, вышеописанный состав может содержать от 0,02 вес. до 0,30% вес. одного или более элементов, выбранных из группы, состоящей из Sb, Sn и Р, может содержать от 0,05% вес. до 0,30% вес. Cu и/или может содержать от 0,02% вес. до 0,3% вес. Cr. Следует отметить, что содержание Ti предпочтительно составляет не более 0,005% вес.
В том случае, если содержание С составляет менее 0,025% вес., текстура первичной рекристаллизации, полученная в результате описанного ниже отжига с обезуглероживанием (обезуглероживающего отжига) (стадия S7), становится неподходящей. В том случае, если содержание С превышает 0,09% вес., отжиг с обезуглероживанием (стадия S7) затрудняется, в результате чего сталь становится неподходящей для промышленного производства.
В том случае, если содержание Si составляет менее 2,5% вес., достижение удовлетворительных потерь в материале затрудняется. В том случае, если содержание Si превышает 4,0% вес., осуществление описанной ниже холодной прокатки (стадия S6) сильно затрудняется, в результате чего сталь становится неподходящей для промышленного производства.
В том случае, если содержание Mn составляет менее 0,05% вес., стабилизация вторичной рекристаллизации во время описанного ниже окончательного отжига (стадия S9) затрудняется. В том случае, если содержание Mn превышает 0,15% вес., стальная полоса избыточно окисляется во время отжига с обезуглероживанием (стадия S7). При избыточном окислении стальной полосы стеклянная пленка, не проявляющая способности к намагничиванию, становится слишком толстой и неспособной приобрести хорошие магнитные свойства. Стеклянную пленку иногда называют форстеритной пленкой или первичной пленкой.
S и Se связываются с Mn и Cu и выделяются во время описанных ниже повторного нагревания сляба (стадия S3) и отжига сляба (стадия S5) и далее. Выделившиеся фазы (сульфид и селенид) действуют в качестве ингибиторов во время первичной рекристаллизации и вторичной рекристаллизации. Ингибитор, действующий во время первичной рекристаллизации, называют «первичным ингибитором», а ингибитор, действующий во время вторичной рекристаллизации, называют «вторичным ингибитором». Вторичные фазы также действуют как зародыши для выделения AlN, улучшая вторичную рекристаллизацию. В том случае, если содержание эквивалента S составляет менее 0,004% вес., количество ингибитора, выделившегося до описанного ниже азотирующего отжига (стадия S8), является недостаточным, поэтому вторичная рекристаллизация проявляет тенденцию к нестабильности. В том случае, если содержание эквивалента S превышает 0,015% вес., колебания распределения концентрации S и Se увеличиваются, поэтому содержание твердого раствора и выделившейся фазы становится неравномерным в зависимости от расположения. В результате сталь становится неподходящей для промышленного производства.
Кислоторастворимый Al связывается с N и выделяется в виде AlN во время повторного нагревания (стадия S3) сляба и подобного, и азотирующего отжига (стадия S8). Выделившаяся AlN фаза действует в качестве первичного ингибитора и вторичного ингибитора. В том случае, если содержание кислоторастворимого Al составляет менее 0,022% вес., резкость ориентации Госса после вторичной рекристаллизации проявляет тенденцию к существенному расширению. С другой стороны, в том случае, если содержание кислоторастворимого Al превышает 0,033% вес., вторичная рекристаллизации проявляет тенденцию к ухудшению. Это объясняется тем, что в обоих случаях достаточное количество выделившейся AlN фазы не может быть обеспечено.
N выделяется в виде AlN фазы согласно вышеприведенному описанию. Выделившаяся AlN фаза действует в качестве первичного ингибитора и вторичного ингибитора. В том случае, если содержание N составляет менее 0,005% вес., проявляется тенденция к ухудшению вторичной рекристаллизации. В том случае, если содержание N превышает 0,010% вес., может произойти вспучивание, называемое «раковиной», вызывающее поверхностные дефекты.
Sn, Sb и Р эффективно улучшают текстуру первичной рекристаллизации и формирование качественной стеклянной пленки. В том случае, если общее содержание данных элементов составляет менее 0,02% вес., упомянутое действие становится труднодостижимым. В том случае, если общее содержание данных элементов превышает 0,30% вес., стабильное формирование стеклянной пленки затрудняется. Следует отметить, что Sn, Sb и Р сегрегируются на границу зерен и также оказывают действие по регулированию действия азота для стабилизации вторичной рекристаллизации.
Cu связывается с S и Se и выделяется согласно вышеприведенному описанию. Выделившаяся фаза действует в качестве первичного ингибитора и вторичного ингибитора. Далее выделившаяся фаза также действует как зародыш для выделения AlN, улучшая вторичную рекристаллизацию. В том случае, если содержание Cu составляет менее 0,05% вес., такое действие становится труднодостижимым. В том случае, если содержание Cu превышает 0,30% вес., данное действие становится насыщенным и во время горячей прокатки (стадия S4) может вызвать образование поверхностного дефекта, называемого «медная плена».
Cr является эффективным для формирования стеклянной пленки. В том случае, если содержание Cr составляет менее 0,02% вес., кислород с трудом удерживается, затрудняя формирование качественной стеклянной пленки. В том случае, если содержание Cr превышает 0,30% вес., формирование стеклянной пленки иногда становится затруднительным. Следует отметить, что более предпочтительным является содержание Cr, равное 0,03% вес. или более.
В том случае, если содержание Ti превышает 0,005% вес., количество связывающегося с Ti N повышается, таким образом, возможно, затрудняя выделение достаточного количества AlN, действующего как ингибитор. В таком случае может произойти недостаточная вторичная рекристаллизация.
Кроме того, сталь может содержать Ni, Mo и/или Cd. При плавлении в электрической печи примесь данных элементов является неизбежной. Ni оказывает положительное действие на равномерное диспергирование выделившихся фаз как первичный ингибитор и вторичный ингибитор. Соответственно, при наличии Ni в стали, ее магнитные свойства еще больше улучшаются и стабилизируются. В том случае, если содержание Ni составляет менее 0,02% вес., данное действие становится труднодостижимым. В том случае, если содержание Ni превышает 0,3% вес., обогащение кислородом затрудняется после обезуглероживающего отжига (стадия S7), таким образом, возможно, затрудняя формирование стеклянной пленки. Мо и Cd выделяются в виде сульфида или селенида и способствуют упрочнению ингибитора. В том случае, если общее содержание данных элементов составляет менее 0,008% вес., данное действие становится труднодостижимым. В том случае, если общее содержание данных элементов превышает 0,3% вес., выделившаяся фаза укрупняется и ее действие в качестве ингибитора затрудняется, таким образом, возможно, препятствуя стабилизации магнитных свойств.
Может быть использована сталь, имеющая вышеописанный состав.
После плавления, на стадии S2 осуществляют непрерывное литье расплавленной стали, получая сляб. Первоначальную толщину сляба устанавливают на уровне, например, от 150 мм до 300 мм, предпочтительно, не менее 200 мм и не более 250 мм. Следует отметить, что перед непрерывным литьем можем быть осуществлена вакуумная дегазация. Кроме того, после непрерывного литья может быть осуществлена прокатка слябов.
Затем, на стадии S3, повторное нагревание сляба осуществляют, используя печь для повторного нагревания. Во время повторного нагревания образуется часть выделившейся фазы, действующей как первичный ингибитор. Следует отметить, что повторное нагревание осуществляют при температуре поверхности сляба, составляющей не менее 1080°C и не более 1200°C. «Температура поверхности» в данном описании означает «температуру поверхности в средней части боковой поверхности сляба», измеряемую термометром для измерения температуры поверхности. Когда температура поверхности превысит 1200°C, локально вновь образуется твердый раствор выделившейся фазы, действующей как первичный ингибитор. В результате происходят колебания в распределении первичного ингибитора. Колебаний трудно избежать даже с помощью горячей прокатки (стадия S4) и отжига (стадия S5), поэтому они вызывают неравномерность магнитных свойств, так называемый «(обратный) след кисти». Кроме того, температура поверхности предпочтительно составляет 1500°С или менее. С другой стороны, в том случае, если температура поверхности составляет менее 1080°С или менее, горячая прокатка (стадия S4) затрудняется. Кроме того, температура поверхности предпочтительно составляет 1100°С или более.
Кроме того, продолжительность повторного нагревания (стадия S3) сляба предпочтительно составляет 6 часов с точки зрения производительности.
Кроме того, согласно данному варианту осуществления температуру сляба понижают до 600°С или менее между началом непрерывного литья сляба (стадия S2) и началом повторного нагревания (стадия S3) сляба. Температура внутри сляба выше, чем температура поверхности сляба. Поэтому в том случае, если температура поверхности сляба превышает 600°С между началом непрерывного литья и началом повторного нагревания сляба, выделившаяся фаза, действующая как первичный ингибитор, не выделяется в достаточной степени. В результате размер зерен первичной кристаллизации, полученный благодаря отжигу с обезуглероживанием (стадия S7), становится слишком малым для того, чтобы обеспечить получение хороших магнитных свойств.
Кроме того, в том случае, если температура поверхности сляба превышает 600°С между началом непрерывного литья и началом повторного нагревания сляба, как упомянуто выше, первичный ингибитор не выделяется в достаточной степени, вызывая таким образом необходимость увеличения продолжительности повторного нагревания сляба для получения достаточного состояния выделения фазы. Это приводит к снижению производительности и к повышению потребления энергии. Иными словами, при осуществлении повторного нагревания сляба в течение более 6 часов при низкой температуре и тщательном регулировании температуры во время повторного нагревания сляба равновесное состояние может быть достигнуто даже в том случае, если температуру поверхности не понижают до 600°С или менее до повторного нагревания сляба, однако осуществление такой обработки на реальной производственной площадке затруднительно. С другой стороны, в том случае, если температура поверхности сляба понижена до 600°С или менее между началом непрерывного литья и началом повторного нагревания сляба, выделившаяся фаза, действующая как первичный ингибитор, выделяется в достаточной степени, поэтому равномерное повторное нагревание сляба в течение 6 часов способно обеспечить хорошие магнитные свойства.
Следует отметить, что при повторном нагревании сляба с использованием печи для повторного нагревания начало повторного нагревания сляба может совпадать с загрузкой сляба в печь для повторного нагревания.
Кроме того, согласно данному варианту осуществления температуру поверхности сляба поддерживают на уровне 150°С или более между началом непрерывного литья и началом повторного нагревания сляба. В том случае, если температура поверхности сляба составляет менее 150°С между началом непрерывного литья и началом повторного нагревания сляба, сляб может разрушиться при обычной обработке (способ охлаждения). Это происходит потому, что сталь для листа из электротехнической стали с ориентированной зеренной структурой обычно содержит 2,5% вес. или более Si. Следует отметить, что температуру сляба предпочтительно поддерживают на уровне, составляющем 260°С или более, более предпочтительно - на уровне, составляющем 280°С или более, а еще более предпочтительно - на уровне, составляющем 300°С или более. Это объясняется тем, что при содержании Si в слябе в более высокой концентрации сляб подвержен разрушению при более высокой температуре, и количество энергии, расходуемой для повторного нагревания сляба, повышается при более низкой температуре поверхности сляба.
Следует отметить, что прокатка сляба может быть осуществлена после непрерывного литья и до повторного нагревания сляба. В этом случае температуру поверхности сляба также понижают до 600°С или менее между началом непрерывного литья и началом повторного нагревания, и температуру поверхности сляба поддерживают на уровне, составляющем 150°С или более, между началом непрерывного литья и началом повторного нагревания сляба.
После повторного нагревания сляба на стадии S4 осуществляют горячую прокатку сляба. При горячей прокатке, например, вначале осуществляют черновую прокатку, а затем осуществляют чистовую прокатку. В данном случае температуру на входе в прокатный стан для чистовой прокатки предпочтительно устанавливают на уровне, составляющем 960°С или менее, а температуру намотки предпочтительно устанавливают на уровне, составляющем 600°С или менее. С точки зрения стабилизации вторичной рекристаллизации уровень данных температур предпочтительно ниже. Однако температура на входе, равная 820°С или менее, затрудняет осуществление горячей прокатки, а температура намотки, равная 500°С или менее, затрудняет осуществление намотки. Также при такой горячей прокатке образуется выделившаяся фаза, действующая как первичный ингибитор. В результате горячей прокатки получают горячекатаную стальную полосу.
Затем на стадии S5 осуществляют отжиг горячекатаной стальной полосы с целью униформизации структуры горячекатаной стальной полосы и регулирования выделения ингибитора. Такой отжиг представляет собой важный вид обработки для устойчивого получения качественной текстуры вторичной рекристаллизации в ориентации Госса. Несмотря на то, что условия отжига конкретно не ограничены, максимальную температуру при отжиге предпочтительно устанавливают на уровне от 980°С до 1180°С. Как описано ниже, температура, поддерживаемая при отжиге, может быть изменена на многих стадиях, поэтому при изменении температуры на многих стадиях предпочтительно устанавливать более высокий температурный интервал, чем 980°С-1180°С. Кроме того, продолжительность температурного периода, поддерживаемого при данных температурах, предпочтительно устанавливают на уровне 90 секунд. В том случае, если температура при отжиге превышает 1180°С, часть выделившееся фазы, действующей как первичный ингибитор, растворяется в твердом растворе и иногда вновь выделяется в виде мелких частиц. В результате диаметр зерен при первичной рекристаллизации становится слишком малым, затрудняя получение хороших магнитных свойств. Кроме того, при отжиге иногда происходит обезуглероживание и рост зерен, что делает качество нестабильным. В том случае, если температура при отжиге составляет менее 980°С, неравномерность выделившейся фазы, неравномерно диспергируемой во время повторного нагревания сляба и горячей прокатки, иногда невозможно устранить. В результате иногда происходят колебания магнитных свойств (след кисти) в продольном направлении катушки. В том случае, если длительность периода выдержки при данных температурах, превышает 90 секунд, диаметр зерен при первичной рекристаллизации становится слишком малым в зависимости от температуры, затрудняя получение хороших магнитных свойств. В результате такого отжига (стадия S5) получают отожженную стальную полосу.
Следует отметить, что, как упомянуто выше, температура, поддерживаемая при отжиге, может быть изменена на многих стадиях. Например, после достижения температуры, составляющей от 980°С до 1180°С, температура может поддерживаться на уровне, близком к 900°С, для ускорения процесса выделения фаз. Для получения текстуры вторичной рекристаллизации в ориентации Госса важным фактором является регулирование диаметра зерен первичной рекристаллизации. Для регулирования диаметра зерен первичной рекристаллизации также возможно, в принципе, регулировать температуру отжига с обезуглероживанием (стадия S7), вызывающего первичную рекристаллизацию. Однако для получения желаемого диаметра зерен первичной рекристаллизации при фактическом производстве иногда необходимо повышать температуру отжига с обезуглероживанием (стадия S7) до очень высокого уровня, составляющего более 900°С, либо необходимо понижать ее до очень низкого уровня, составляющего 800°С или менее. При таких температурных интервалах обезуглероживание затрудняется или качество стеклянной пленки ухудшается, что затрудняет формирование качественной стеклянной пленки. И наоборот, при поддержании температуры на уровне, близком к 900°С, при охлаждении после отжига (стадия S5) для ускорения выделения фаз, получение желаемого диаметра зерен становится легко достижимым.
Кроме того, как показывает опыт авторов настоящего изобретения, предпочтительно, чтобы зависимость следующего выражения 1, в котором температура при отжиге (стадия S5) представляет собой Та (°С), а температура поверхности при повторном нагревании сляба (стадия S3) представляет собой Ts (°С), была удовлетворена. При условии удовлетворения данной зависимости могут быть получены особенно хорошие магнитные свойства (потеря в материале и магнитная индукция). Следует отметить, что при изменении поддерживаемой при отжиге температуры на многих стадиях Та имеет максимальное значение поддерживаемой температуры.
Ts-Та≤70 (выражение 1)
(выражение 1)
Кроме того, способ охлаждения после отжига конкретно не ограничен, и, например, для охлаждения отожженной стальной полосы может быть использован способ, описанный в патентном источнике 11, патентном источнике 12 или патентном источнике 13. Кроме того, скорость охлаждения желательно устанавливают на уровне, составляющем 15°С/сек или более, для того, чтобы удержать состояние равномерного распределения ингибитора и сохранить упрочненную твердую фазу (в основном, бейнитную фазу).
После отжига, на стадии S6 осуществляют холодную прокатку отожженной стальной полосы. Холодная прокатка может быть осуществлена всего лишь один раз либо несколько раз с промежуточным отжигом между ними. В результате такой холодной прокатки (стадия S6) получают холоднокатаную стальную полосу.
Степень конечной холодной прокатки (обжатие) предпочтительно устанавливают на уровне от 80% до 92%. В том случае, если степень конечной холодной прокатки составляет менее 80%, острота пика текстуры {110}<001> становится широкой в рентгеновском профиле текстуры первичной рекристаллизации, затрудняя достижение высокой магнитной индукции после вторичной рекристаллизации. В том случае, если степень конечной холодной прокатки превышает 92%, текстура {110}<001> очень слаба, поэтому вторичная рекристаллизации, вероятно, будет нестабильной.
Кроме того, несмотря на то, что температура конечной холодной прокатки конкретно не ограничена и может быть установлена на уровне комнатной температуры, предпочтительно осуществлять, по меньшей мере, один ее проход при температуре от 100°С до 300°С в течение одной минуты или более. Это объясняется тем, что текстура первичной рекристаллизации улучшается, обеспечивая получение очень хороших магнитных свойств. Одна минута или более является достаточной в качестве поддерживающего периода времени, и на фактической производственной площадке поддерживающий период времени может часто составлять 10 минут или более, поскольку холодную прокатку осуществляют с использованием реверсивного стана. Удлинение поддерживающего периода времени никогда не ухудшает, а улучшает магнитные свойства.
Следует отметить, что при осуществлении промежуточного отжига, отжиг горячекатаной стальной полосы до холодной прокатки может быть пропущен, а отжиг (стадия S5) может быть осуществлен во время промежуточного отжига. Иными словами, отжигу (стадия S5) может быть подвергнута горячекатаная стальная полоса, либо отжиг стальной полосы может быть осуществлен до окончательной холодной прокатки после одной холодной прокатки стальной полосы. В качестве таких отжигов, например, осуществляют непрерывные отжиги при разматывании стальной полосы, смотанной в виде рулона (непрерывный отжиг).
После холодной прокатки на стадии S7 осуществляют отжиг с обезуглероживанием холоднокатаной стальной полосы. Отжиг с обезуглероживанием вызывает первичную рекристаллизацию. И в результате такого отжига с обезуглероживанием получают обезуглероженную отожженую стальную полосу.
Несмотря на то, что условия отжига с обезуглероживанием конкретно не ограничены, предпочтительно, чтобы скорость нагревания от комнатной температуры до температуры, равной от 650°С до 850°С, составляла 100°С/сек или более. Это объясняется тем, что текстура первичной рекристаллизации улучшается, улучшая магнитные свойства. Кроме того, способы нагревания со скоростью 100°С/сек или более включают, например, нагрев сопротивлением, индукционный нагрев, прямой нагрев потребляемой энергией и подобное. При повышении скорости нагрева, зерна в ориентации Госса в текстуре первичной рекристаллизации увеличиваются, а диаметр зерен вторичной рекристаллизации становится небольшим. Следует отметить, что предпочтительной является скорость нагревания, составляющая 150°С/сек или более.
Кроме того, средний диаметр зерен первичных зерен кристаллов, получаемых в результате обезуглероживающего отжига, предпочтительно составляет от 20 мкм до 28 мкм. Средний диаметр зерен может быть отрегулирован, например, температурой обезуглероживающего отжига. Средний диаметр зерен, составляющий менее 20 мкм, вряд ли обеспечивает получение хороших магнитных свойств. Средний диаметр зерен более 28 мкм повышает температуру, при которой происходит вторичная рекристаллизация, возможно, являясь причиной ухудшения вторичной рекристаллизации. Следует отметить, что в том случае, когда температура загрузки сляба в печь для повторного нагревания превышает 600°С, диаметр зерен первичной рекристаллизации, вероятно, составляет менее 20 мкм.
После обезуглероживающего отжига на стадии S8 осуществляют азотирующий отжиг отожженной обезуглероживанием стальной полосы. Азотирование формирует выделяющуюся фазу, такую как AlN или подобное, действующую как вторичный ингибитор. Затем в результате азотирующего отжига получают азотированную стальную полосу. Согласно данному варианту осуществления отожженную обезуглероживанием стальную полосу азотируют в атмосфере, содержащей аммиак, например, во время движения отожженной с обезуглероживанием стальной полосы. Способы азотирующего отжига также включают способ осуществления высокотемпературного отжига с нитридом (CrN и MnN и подобным), смешанного с разделяющим порошком для отжига, однако легче сохранить стабильность промышленного производства при помощи предыдущего способа. Следует отметить, что содержание N в азотированной стальной полосе, а именно общее количество N, содержащееся в расплавленной стали, и N, введенного посредством азотирующего отжига, предпочтительно составляет от 0,018% вес. до 0,024% вес. В том случае, если содержание N в азотированной стальной полосе составляет менее 0,018% вес., иногда происходит неудовлетворительная вторичная рекристаллизация. В том случае, если содержание N в азотированной стальной полосе превышает 0,024% вес., затрудняется формирование хорошей стеклянной пленки во время окончательного отжига (стадия S9) и возникает возможность обнажения основного железа (оголенный участок). Кроме того, сильно ухудшается резкость ориентации Госса, затрудняя получение хороших магнитных свойств.
После азотирующего отжига разделяющий порошок для отжига, содержащий MgO в качестве основного компонента, наносят на поверхность азотированной стальной полосы, тем самым осуществляя окончательный отжиг. Во время такого окончательного отжига происходит вторичная рекристаллизация, и на поверхности стальной полосы образуется стеклянная пленка, содержащая форстерит в качестве основного компонента, и происходит очистка. В результате вторичной рекристаллизации получают текстуру вторичной рекристаллизации в ориентации Госса. Несмотря на то что условия окончательного отжига конкретно не ограничены, предпочтительно повышать температуру, до близкой к 1200°С, со скоростью, составляющей от 5°С/час до 25°С/час, в смешанной атмосфере из газообразного водорода и азота, заменить атмосферный газ 100% водородом при температуре около 1200°С, а затем охладить стальную полосу. В результате такого окончательного отжига получают окончательно отожженную стальную полосу.
После окончательного отжига на стадии S10 осуществляют формирование изолирующего слоя покрытия на поверхности окончательно отожженной стальной полосы, ее правку и подобное.
Таким образом, может быть получен лист из электротехнической стали с ориентированной зеренной структурой.
ПРИМЕР
Ниже приведено описание экспериментов, проведенных авторами настоящего изобретения. Условия и подобное в экспериментах представляют собой примеры, используемые для подтверждения осуществимости и результатов настоящего изобретения, при этом настоящее изобретение не ограничивается приведенными примерами.
Первый эксперимент
В первом эксперименте вначале плавят сталь, содержащую С: 0,060% вес., Si: 3,37% вес., Mn: 0,99% вес., Р: 0,025% вес., S: 0,0067% вес., Cr: 0,12% вес., кислоторастворимый Al: 0,0284% вес., N: 0,0081% вес., Sn: 0,06% вес. и Ti: 0,0017% вес., баланс - Fe и неизбежные примеси. Затем расплавленную сталь непрерывно отливают, получая слябы толщиной 250 мм. После этого, как проиллюстрировано в таблице 1, при температуре от 1070°С до 1230°С осуществляют повторное нагревание сляба. Продолжительность повторного нагревания сляба составляет от 5 часов до 5,5 часов. Следует отметить, что температуру слябов между началом непрерывного литья и началом повторного нагревания сляба постоянно понижают, и, как проиллюстрировано в таблице 1, при температуре от 1070°С до 1230°С слябы загружают в печь для повторного нагревания тогда, когда температура поверхности слябов падает от 98°С до 625°С. После повторного нагревания сляба горячую прокатку начинают по достижении 890°С, а полосы из горячекатаной стали толщиной 2,8 мм сматывают в рулоны по достижении 560°С. Однако имеются слябы, которые не могут быть подвергнуты горячей прокатке.
После этого горячекатаные стальные полосы отжигают в течение 30 секунд, при этом температуру горячекатаных стальных полос устанавливают на уровне 1130°С, выдерживают при 900°С в течение 3 минут, охлаждают до комнатной температуры со скоростью 25°С/сек и подвергают очистке кислотой, получая отожженные стальные полосы. Затем осуществляют холодную прокатку отожженных стальных полос, получая холоднокатаные стальные полосы толщиной 0,285 мм. В качестве холодной прокатки осуществляют реверсивную холодную прокатку, включающую обработку на старение между тремя проходами при 235°С. После холодной прокатки осуществляют отжиг с обезуглероживанием при 850°С в течение 150 секунд во влажной водородной атмосфере для того, чтобы вызвать первичную рекристаллизацию с получением отожженных с обезуглероживанием стальных полос. Затем осуществляют азотирующий отжиг отожженных с обезуглероживанием стальных полос, получая азотированные стальные полосы. В качестве азотирующего отжига осуществляют азотирующую обработку в смеси газов, состоящей из водорода, азота и аммиака, во время движения отожженных обезуглероживанием полос таким образом, чтобы общее содержание N в азотированных стальных полосах составляло около 0,021% вес. После азотирующего отжига на поверхность азотированных стальных полос наносят разделяющий порошок для отжига, содержащий MgO в качестве основного компонента, тем самым осуществляя окончательный отжиг. Это вызывает вторичную рекристаллизацию с получением окончательно отожженных стальных полос. При окончательном отжиге температуру азотированных стальных полос поднимают до 1200°С со скоростью, составляющей от 10°С/час до 20°С/час, в атмосфере, содержащей 25% газообразного N2 и 75% газообразного Н2. Затем, после повышения температуры, азотированные стальные полосы подвергают очистке при 1200°С в течение 20 часов или более в атмосфере с концентрацией газообразного Н2, составляющей 100%. После окончательного отжига на поверхности окончательно отожженной стальной полосы формируют тонкий слой изолирующего покрытия и осуществляют обработку для выравнивания.
Затем измеряют потерю в материале W17/50 и магнитную индукцию В8 в виде магнитных свойств образца, полученных описанным выше способом. Полученные результаты проиллюстрированы в таблице 1.
Как проиллюстрировано в таблице 1, хорошие магнитные свойства, удовлетворяющие условиям, описанным в настоящем изобретении, были получены в примерах №№ А1-А6.
С другой стороны, в сравнительном примере № а1 из-за охлаждения до температуры ниже 150°С перед повторным нагреванием сляба произошло разрушение, делающее невозможной горячую прокатку. В сравнительном примере № а2 благодаря тому, что сляб не охлаждали до 600°С или ниже перед его повторным нагреванием, хорошие магнитные свойства могли быть получены. В сравнительном примере № а3 из-за того, что температура повторного нагревания сляба составляла менее 1080°С, горячая прокатка не могла быть осуществлена. В сравнительном примере № а4 из-за того, что температура повторного нагревания сляба превышала 1200°С, образовался след кисти.
Второй эксперимент
Во втором эксперименте вначале плавят сталь, содержащую С: 0,064% вес., Si: 3,48% вес., Mn: 0,11% вес., Р: 0,023% вес., S: 0,0070% вес., Cr: 0,12% вес., кислоторастворимый Al: 0,0280% вес., N: 0,0083% вес., Cu: 0,15% вес., Sn: 0,065% вес. и Ti: 0,0017% вес., баланс - Fe и неизбежные примеси. Затем расплавленную сталь непрерывно отливают, получая слябы толщиной 250 мм. После этого, как проиллюстрировано в таблице 2, при температуре от 1070°С до 1195°С осуществляют повторное нагревание сляба. Продолжительность повторного нагревания сляба составляет от 5 часов до 5,5 часов. Следует отметить, что температуру слябов между началом непрерывного литья и началом повторного нагревания сляба постоянно понижают, и, как проиллюстрировано в таблице 2, слябы загружают в печь для повторного нагревания тогда, когда температура поверхности слябов падает от 224°С до 552°С. После повторного нагревания сляба горячую прокатку начинают по достижении 890°С, а полосы из горячекатаной стали толщиной 2,6 мм сматывают в рулоны по достижении 560°С. Однако имеются слябы, которые не могут быть подвергнуты горячей прокатке.
После этого, как проиллюстрировано в таблице 2, горячекатаные стальные полосы отжигают в течение 25 секунд, при этом температуру горячекатаных стальных полос устанавливают на уровне от 1080°С до 1140°С, выдерживают при 900°С в течение 3 минут, охлаждают до комнатной температуры со скоростью 20°С/сек и подвергают очистке кислотой, получая отожженные стальные полосы. Затем осуществляют холодную прокатку отожженных стальных полос, получая холоднокатаные стальные полосы толщиной 0,220 мм. В качестве холодной прокатки осуществляют реверсивную холодную прокатку, включающую обработку на старение между тремя проходами при 240°С. После холодной прокатки осуществляют отжиг обезуглероживанием при 850°С в течение 110 секунд во влажной водородной атмосфере для того, чтобы вызвать первичную рекристаллизацию с получением отожженных с обезуглероживанием стальных полос. Затем осуществляют азотирующий отжиг отожженных с обезуглероживанием стальных полос, получая азотированные стальные полосы. В качестве азотирующего отжига осуществляют азотирующую обработку в смеси газов, состоящей из водорода, азота и аммиака, во время движения отожженных с обезуглероживанием полос таким образом, чтобы общее содержание N в азотированных стальных полосах составляло около 0,021% вес. После азотирующего отжига на поверхность азотированных стальных полос наносят разделяющий порошок для отжига, содержащий MgO в качестве основного компонента, тем самым осуществляя окончательный отжиг. Это вызывает вторичную рекристаллизацию с получением окончательно отожженных стальных полос. При окончательном отжиге температуру азотированных стальных полос поднимают до 1200°С со скоростью, составляющей от 10°С/час до 20°С/час, в атмосфере, содержащей 25% газообразного N2 и 75% газообразного Н2. Затем, после повышения температуры, азотированные стальные полосы подвергают очистке при 1200°С в течение 20 часов или более в атмосфере с концентрацией газообразного Н2, составляющей 100%. После окончательного отжига на поверхности окончательно отожженной стальной полосы формируют тонкий слой изолирующего покрытия и осуществляют обработку для выравнивания.
Затем измеряют потерю в материале W17/50 и магнитную индукцию В8 в виде магнитных свойств образца, полученных описанным выше способом. Полученные результаты проиллюстрированы в таблице 2.
повторном нагревании сляба (°С)
Как проиллюстрировано в таблице 2, хорошие магнитные свойства были получены в примерах №№ В1-В8, удовлетворяющие условиям, описанным в настоящем изобретении. В примерах №№ В7 и В8 отношение выражения 1 не удовлетворено, поэтому потеря в материале W17/50 несколько выше, а потеря в магнитной индукции В8 несколько ниже по сравнению с примерами №№ В1-В6.
С другой стороны, в сравнительном примере № b1 из-за того, что температура поверхности при повторном нагревании сляба превышала 1200°С, образовался след кисти. В сравнительном примере № b2 из-за того, что температура поверхности при повторном нагревании сляба составляла менее 1080°С, горячая прокатка не могла быть осуществлена.
Промышленная применимость
Настоящее изобретение применимо, например, в промышленности по изготовлению листов из электротехнической стали и промышленности по использованию листов из электротехнической стали.
Изобретение относится к области металлургии, в частности к получению листа из электротехнической стали с ориентированной зеренной структурой. Для улучшения магнитных свойств листа осуществляют непрерывную разливку расплавленной стали для получения сляба и повторный нагрев непрерывнолитого сляба, при этом температуру поверхности сляба понижают до 600°C или менее между началом непрерывного литья (стадия S2) и началом повторного нагрева сляба (стадия S3). Температуру поверхности сляба удерживают на уровне 150°C или более между началом непрерывного литья (стадия S2) и началом повторного нагрева сляба (стадия S3). Температуру поверхности сляба при повторном нагреве (стадия S3) устанавливают на уровне не менее 1080°C и не более 1200°C. После повторного нагрева проводят горячую прокатку сляба, отжиг полосы, холодную прокатку, обезуглероживающий отжиг, азотирование, нанесение изолирующего покрытия и окончательный отжиг. 2 н. и 10 з.п. ф-лы, 2 табл., 1 ил., 2 пр.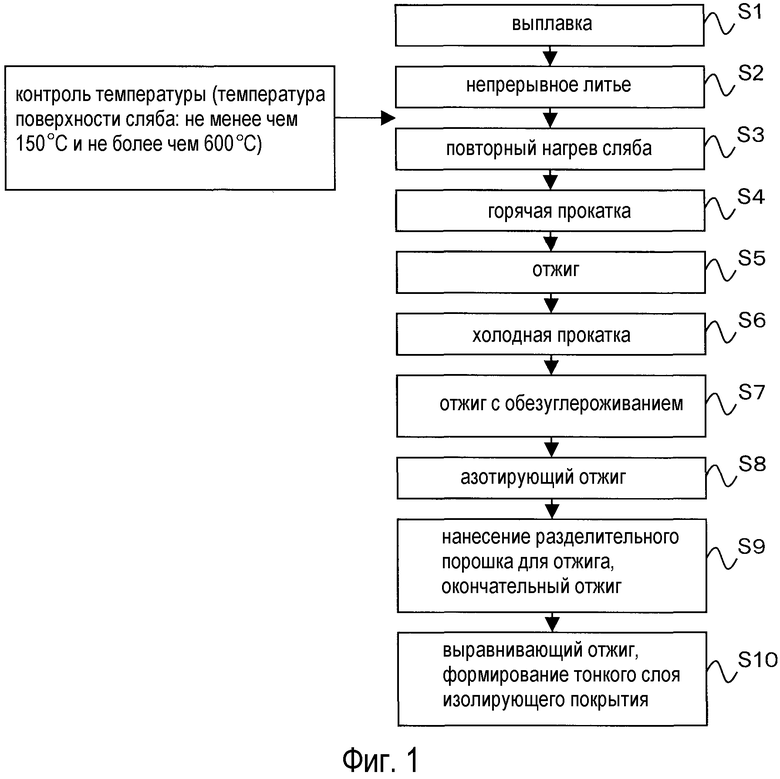
1. Способ обработки стали для получения листа электротехнической стали с ориентированной зеренной структурой, включающий:
- осуществление повторного нагрева, полученного в результате непрерывного литья сляба для листа электротехнической стали с ориентированной зеренной структурой,
- осуществление горячей прокатки сляба для получения горячекатаной стальной полосы,
- осуществление отжига горячекатаной стальной полосы для получения отожженной стальной полосы, в которой выделился первичный ингибитор,
- однократную или многократную холодную прокатку отожженной стальной полосы для получения холоднокатаной стальной полосы,
- осуществление отжига с обезуглероживанием холоднокатаной стальной полосы для получения отожженной с обезуглероживанием стальной полосы, в которой была вызвана первичная рекристаллизация,
- азотирование отожженной с обезуглероживанием стальной полосы в смеси газообразного водорода, азота и аммиака во время движения отожженной с обезуглероживанием стальной полосы для получения азотированной стальной полосы, в которую был введен вторичный ингибитор,
- нанесение разделительного порошка для отжига, содержащего MgO в качестве основного компонента, на азотированную стальную полосу,
- осуществление окончательного отжига азотированной стальной полосы для того, чтобы вызвать вторичную рекристаллизацию,
при этом температуру поверхности сляба понижают до 600°C или ниже между температурой начала непрерывного литья и температурой начала повторного нагрева сляба,
при этом температуру поверхности сляба удерживают на уровне 150°C или выше между температурой начала непрерывного литья и температурой начала повторного нагрева сляба,
при этом температуру поверхности сляба при повторном его нагреве устанавливают на уровне не менее 1080°C и не более 1200°C.
2. Способ по п.1, в котором в том случае, если температура при отжиге горячекатаной стальной полосы равна Та (°C), температура поверхности сляба при его повторном нагреве равна Ts (°C), выполняется соотношение: Ts-Ta≤70.
3. Способ по п.2, в котором продолжительность выдержки при температуре, установленной на уровне Та при отжиге горячекатаной стальной полосы, составляет 90 с.
4. Способ по п.1, в котором температуру при отжиге горячекатаной стальной полосы устанавливают на уровне не менее 980°C и не более 1180°C.
5. Способ по п.2, в котором температуру при отжиге горячекатаной стальной полосы устанавливают на уровне не менее 980°C и не более 1180°C.
6. Способ по п.3, в котором температуру при отжиге горячекатаной стальной полосы устанавливают на уровне не менее 980°C и не более 1180°C.
7. Способ получения листа электротехнической стали с ориентированной зеренной структурой, включающий:
- осуществление непрерывного литья расплавленной стали для листа электротехнической стали с ориентированной зеренной структурой для получения сляба,
- осуществление повторного нагрева сляба,
- затем осуществление горячей прокатки сляба для получения горячекатаной стальной полосы,
- осуществление отжига горячекатаной стальной полосы для получения отожженной стальной полосы, в которой выделился первичный ингибитор,
- однократную или многократную холодную прокатку отожженной стальной полосы для получения холоднокатаной стальной полосы,
- осуществление отжига с обезуглероживанием холоднокатаной стальной полосы для получения отожженной с обезуглероживанием стальной полосы, в которой была вызвана первичная рекристаллизация,
- азотирование отожженной с обезуглероживанием стальной полосы в смеси газообразного водорода, азота и аммиака во время движения отожженной с обезуглероживанием стальной полосы для получения азотированной стальной полосы, в которую был введен вторичный ингибитор,
- нанесение разделительного порошка для отжига, содержащего MgO в качестве основного компонента, на азотированную стальную полосу,
- осуществление окончательного отжига азотированной стальной полосы для того, чтобы вызвать вторичную рекристаллизацию,
при этом температуру поверхности сляба понижают до 600°C или ниже между температурой начала непрерывного литья и температурой начала повторного нагрева сляба,
при этом температуру поверхности сляба удерживают на уровне 150°C или выше между температурой начала непрерывного литья и температурой начала повторного нагревания сляба, и
при этом температуру поверхности сляба при повторном его нагреве устанавливают на уровне не менее 1080°C и не более 1200°C.
8. Способ по п.7, в котором в том случае, если температура при отжиге горячекатаной стальной полосы равна Та (°C), температура поверхности сляба при его повторном нагреве равна Ts (°C), выполняется зависимость: Ts-Та≤70.
9. Способ по п.8, в котором продолжительность выдержки при температуре, установленной на уровне Та при отжиге горячекатаной стальной полосы, составляет 90 с.
10. Способ по п.7, в котором температуру при отжиге горячекатаной стальной полосы устанавливают на уровне не менее 980°C и не более 1180°C.
11. Способ по п.8, в котором температуру при отжиге горячекатаной стальной полосы устанавливают на уровне не менее 980°C и не более 1180°C.
12. Способ по п.9, в котором температуру при отжиге горячекатаной стальной полосы устанавливают на уровне не менее 980°C и не более 1180°C.
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТА ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ | 1997 |
|
RU2193603C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 1998 |
|
RU2125102C1 |
| DE 19745445 C1, 08.07.1999 | |||
| WO 200701486 A1, 08.02.2007 | |||
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ЗЕРНОМ, ОРИЕНТИРОВАННЫМ В ПЛОСКОСТЯХ (110) [001], С ИСПОЛЬЗОВАНИЕМ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ | 2002 |
|
RU2285058C2 |
| Способ получения производных хинолина, их фармацевтически приемлемых сложных эфиров, или их фармацевтически приемлемых солей | 1987 |
|
SU1627086A3 |

