Изобретение относится к области машиностроения и может быть использовано в разных отраслях промышленности для соединения между собой пластиковых или металлополимерных труб (МПТ) высокого давления или в качестве арматуры полимерных труб и МПТ для подсоединения их к различным внешним устройствам.
Известен фитинг для многослойных труб, содержащий корпус, на наружной поверхности которого выполнена резьба, резьба выполнена с большим шагом и предназначена для навинчивания на нее пластиковой трубы, внутренняя поверхность которой свободна от резьбы, буртик, выполненный снаружи корпуса, предназначенный для упора в него торца пластиковой трубы (WO 2005/012780, F 16 L 33/24, опубл. 10.02.2005).
В этом устройстве наружная резьба выполнена в виде самореза с острыми гребнями, которые вдаются в пластиковый внутренний слой МПТ. Конструкция также содержит обжимную втулку, уплотнительные кольца, расположенные в канавках со стороны заходной части корпуса, и диэлектрическое кольцо, расположенное в обжимной втулке снаружи относительно корпуса и служащее для обеспечения гальванической развязки между ним и металлическим слоем МПТ.
Основным ограничением этой конструкции является то, что при относительно высоком давлении устройство при его установке внутри пластиковой трубы создает большое дополнительное сопротивление протекающему потоку среды (жидкости или газу), поэтому при его использовании в реальных системах приходится выбирать диаметр пластиковой трубы или МПТ, больший, чем расчетный без установки такого фитинга или стенки труб, выполнять с большей толщиной, чем это было бы нужно без установки корпуса фитинга внутри трубы. Кроме того, обычно используемые пластиковые материалы для изготовления полимерных слоев МПТ - полиолефины (полиэтилен низкого давления, силанольно-сшивающийся ПЕХ, или полиэтилен низкого давления ПЭНД, или полиэтилен высокого давления ПЭВД, или полипропилен) обладают достаточно высокой текучестью, а острые гребни резьбы создают высокие напряжения в местах их контакта с полиолефиновым слоем, что вызывает разрушение пластикового слоя при относительно незначительном давлении. Высокое давление при наличии большого сопротивления потоку среды распирает стенки пластиковой трубы в области ее контакта с корпусом фитинга, поэтому на практике конструкция требует использования уплотнительных колец и обжимной наружной втулки. Устройство является сложным и недостаточно надежным.
Наиболее близким является соединительное устройство для пластиковой трубы, содержащее корпус, внутри которого выполнена резьба, причем резьба выполнена в виде впадины и гребня, а гребни резьбы выполнены скругленной формы, резьба предназначена для ввинчивания в нее пластиковой трубы, наружная поверхность которой свободна от резьбы, буртик, выполненный внутри корпуса и предназначенный для упора в него торца пластиковой трубы (Патент США №3524661, F 16 L 33/18, н.п.к. 285-239, опубл. 18.08.1970, фиг.3).
В этом устройстве использована, в общем, отрицательная особенность пластика - течь при высоком давлении, что придает свойство самим стенкам пластиковой трубы быть своеобразным уплотнением и герметиком. Поэтому на наружной поверхности пластиковой трубы резьба заранее не выполняется, а образуется при ввинчивании трубы во внутреннюю резьбу корпуса. Функцию корпуса в этом устройстве выполняет стальная труба, на наружной или внутренней поверхности которой выполнена цокольная резьба (в которой впадины и гребни резьбы в ее продольном сечении имеют волнообразную форму). Выполнение наружной резьбы, как это описывалось выше, вынуждает размещать корпус внутри пластиковой трубы, что порождает вышеперечисленные недостатки при использовании конструкции в системах с высоким давлением. Кроме того, в патенте США №3524661 описан вариант выполнения внутренней резьбы (фиг.3), однако для этого второго варианта так же, как, впрочем, и для первого, в случае использования цокольной резьбы требуется использовать дополнительную втулку, которая опирается в проточку, выполненную в пластиковой трубе. Во втором варианте дополнительная втулка расположена внутри пластиковой трубы и препятствует выходу пластиковой трубы из резьбы. Расположение дополнительной втулки внутри пластиковой трубы, как это описывалось ранее, резко увеличивает сопротивление потоку среды, заставляет использовать трубы большего диаметра, чем это было бы необходимо, если бы внутренняя поверхность пластиковой трубы переходила бы во внутреннюю поверхность корпуса одинакового или большего диаметра, чем диаметр пластиковой трубы. Кроме того, установка дополнительной втулки со стороны корпуса - стальной трубы внутри пластиковой трубы, а также в проточке ее торца вызывает большие затруднения, особенно при большой длине стальной трубы или ее изгибе.
При применении цокольной внутренней резьбы корпуса использование устройства без дополнительной втулки не представляется возможным, т.к. в силу текучести материала пластика при высоком давлении пластиковую трубу отрывает и выдирает из цокольной резьбы.
Решаемая изобретением задача - повышение качества устройства и его технико-эксплуатационных характеристик.
Технический результат, который может быть получен при реализации изобретения, - увеличение рабочего давления, расширение функциональных возможностей ее использования, упрощение конструкции и простота монтажа.
Для решения поставленной задачи с достижением указанного технического результата в известном соединительном устройстве для пластиковой трубы, содержащем корпус, внутри которого выполнена резьба, предназначенная для ввинчивания в нее пластиковой трубы, наружная поверхность которой свободна от резьбы, причем резьба в продольном сечении выполнена в виде впадин и гребней и гребни резьбы выполнены скругленной формы, буртик, выполненный внутри корпуса и предназначенный для упора в него торца пластиковой трубы, согласно изобретению дно впадины резьбы осуществлено посредством цилиндрической поверхности, обращенной в сторону наружной поверхности ввинчиваемой пластиковой трубы, при этом ширина впадины резьбы исполнена большей, чем ширина гребня резьбы.
Возможны дополнительные варианты выполнения устройства, в которых целесообразно, чтобы:
- ширина S впадины резьбы, по крайней мере, в 1,5 раза была больше, чем ширина s гребня резьбы;
- минимальный внутренний диаметр d1 резьбы был выбран на 1,0÷2,0 мм меньше, чем наружный диаметр D пластиковой трубы;
- максимальный внутренний диаметр d2 резьбы был выбран равным (1,01÷1,02)D;
- корпус был выполнен с коническим отверстием, переходящим в цилиндрическое, которые расположены перед резьбой со стороны захода в него пластиковой трубы;
- буртик был снабжен канавкой для размещения в ней торца пластиковой трубы;
- буртик был выполнен с толщиной t, выбранной не более 1,1Т, где Т - толщина стенки пластикой трубы, с возможностью размещения в канавке буртика торца пластиковой трубы заподлицо с ним;
- корпус был выполнен металлическим.
Для этого варианта целесообразно, чтобы:
- в качестве пластиковой трубы была использована труба, выполненная из полиолефина;
- в качестве пластиковой трубы была использована металлополимерная труба, выполненная из трех слоев, средний слой у которой выполнен из металла, а внутренний и наружный - из полиолефина;
- было введено диэлектрическое кольцо, установленное в канавке буртика.
Кроме того, возможен вариант, в котором корпус выполнен из пластика, твердость которого больше, чем твердость пластика пластиковой трубы.
Для последнего варианта целесообразно, чтобы:
- в качестве пластика корпуса был использован полисульфон, а в качестве пластика пластиковой трубы - полиолефин;
- в качестве пластиковой трубы была использована металлополимерная труба, выполненная из трех слоев, средний слой у которой выполнен из металла, а внутренний и наружный - из полиолефина.
Кроме того, целесообразно, чтобы:
- корпус был реализован в виде фитинга, для чего он выполнен с наружным выступом, снабжен накидной гайкой и уплотнительным кольцом, накидная гайка установлена на наружном выступе, а уплотнительное кольцо - на торце корпуса внутри накидной гайки;
- корпус был предназначен для соединения двух пластиковых труб, а резьба выполнена по обе стороны от буртика.
Указанные преимущества, а также особенности настоящего изобретения поясняются лучшими вариантами его осуществления со ссылками на прилагаемые фигуры.
Фиг.1 изображает соединительное устройство, продольное сечение;
Фиг.2 - то же, что фиг.1, в сборе;
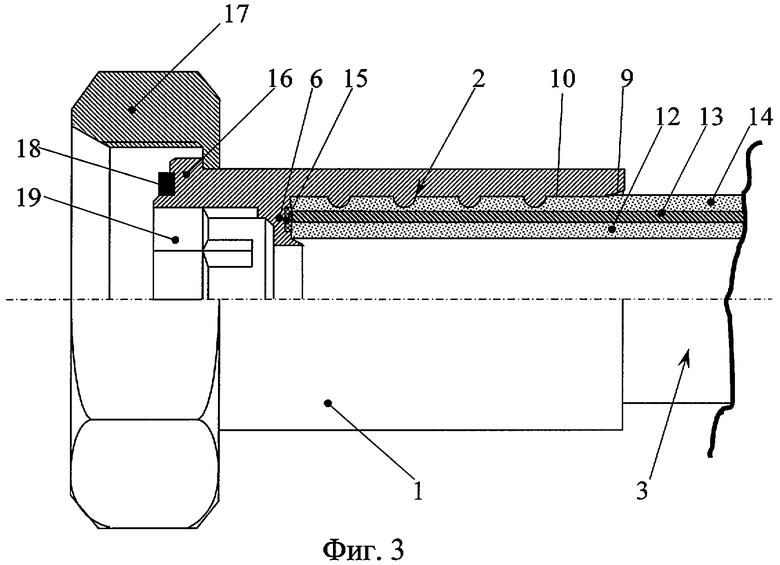
Фиг.3 - то же, что фиг.1, корпус выполнен в виде фиттинга;
Фиг.4 - то же, что фиг.1, упрощенно, корпус выполнен для соединения двух пластиковых труб.
Соединительное устройство для пластиковой трубы (фиг.1-4) содержит корпус 1, внутри которого выполнена резьба 2. Резьба 2 предназначена для ввинчивания в нее пластиковой трубы 3, наружная поверхность которой свободна от резьбы, т.е. выполнена цилиндрической. Резьба 2 выполнена в виде впадин 4 и гребней 5. Гребни 5 резьбы 2 выполнены скругленной формы, например, в поперечном сечении профиль гребеня 5 выполнен в виде полуокружности или в виде выступа с прямыми стенками и закругленной вершиной и т.п. Буртик 6 выполнен внутри корпуса 1 и предназначен для упора в него торца 7 пластиковой трубы 3. Дно впадины 4 резьбы 2 осуществлено посредством цилиндрической поверхности 8, обращенной в сторону наружной поверхности ввинчиваемой пластиковой трубы 3. По существу впадины 4 образованы внутренней цилиндрической поверхностью 8, снаружи которой выполнен гребень 5 - выступ с закругленной стенкой. Ширина S впадины 4 резьбы 2 исполнена большей, чем ширина s гребня 5 резьбы 2.
Ширина S впадины 4 резьбы (фиг.1) выбрана, по крайней мере, в 1,5 раза больше, чем ширина s гребня 5 резьбы.
Минимальный внутренний диаметр d1 резьбы - расстояние между поверхностями противоположных гребней 5 выбран на 1,0÷2 мм меньше, чем наружный диаметр D пластиковой трубы 3.
Максимальный внутренний диаметр d2 резьбы 2 выбран равным (1,01÷1,02)D, где D - наружный диаметр пластиковой трубы 3.
Корпус 1 выполнен с коническим отверстием 9, переходящим в цилиндрическое отверстие 10. Коническое отверстие 9 и цилиндрическое отверстие 10 расположены перед резьбой 2 со стороны захода в него пластиковой трубы 3.
Буртик 6 снабжен канавкой 11 для размещения в ней торца пластиковой трубы 3.
Буртик 6 выполнен с толщиной t, выбранной не более 1,1Т, где Т - толщина стенки пластикой трубы 3, с возможностью размещения в канавке 11 буртика 6 торца 7 пластиковой трубы 3 заподлицо с ним. То есть практически вровень с ним, так чтобы край буртика 6 чуть выступал за торец 7 внутренней поверхности пластиковой трубы 3 (фиг.1-4).
Корпус 1 может быть выполнен металлическим (фиг.2, 3), например из стали или латуни.
В качестве пластиковой трубы 3 (фиг.1, 4) может быть использована труба, выполненная из полиолефина (полиэтилен низкого давления - силанольно-сшивающийся ПЕХ, или полиэтилен низкого давления ПЭНД, или полиэтилен высокого давления ПЭВД, или полипропилен).
В качестве пластиковой трубы 3 (фиг.2, 3) может быть использована металлополимерная труба (МПТ), выполненная из трех слоев 12, 13, 14. Средний слой 13 МПТ выполнен из металла, например из алюминия или меди, а внутренний слой 12 и наружный слой 14 - из полиолефина. (Слои адгезива между слоем 12 и 13, а также между слоем 13 и 14 для простоты у МПТ на фиг.2, 3 не показаны).
В случае использования МПТ и выполнения корпуса 1 металлическим в устройство может быть введено диэлектрическое кольцо 15 (фиг.2, 3), установленное в канавке 11 буртика 6 и предназначенное для исключения электрического контакта между средним слоем 13 и корпусом 1.
Корпус 1 может быть выполнен из пластика (фиг.1, 4), твердость которого больше, чем твердость пластика пластиковой трубы 3.
В качестве пластика корпуса 1 может быть использован полисульфон (или другой пластик, обладающий необходимой прочностью и термостойкостью), а в качестве пластика пластиковой трубы 3 - полиолефин.
В качестве пластиковой трубы 3 использована металлополимерная труба, выполненная из трех слоев 12, 13, 14. Поскольку корпус 1 выполнен из пластика, то в этом случае при использовании МПТ диэлектрическое кольцо 15 не требуется (фиг.1, 4).
Для соединения с другими внешними устройствами корпус 1 может быть реализован в виде фитинга (фиг.3), для чего он выполнен с наружным выступом 16, снабжен накидной гайкой 17 и уплотнительным кольцом 18. Накидная гайка 17 установлена на наружном выступе 16, а уплотнительное кольцо 18 - на торце корпуса 1 внутри накидной гайки 17. На фиг.3 также показан внутренний держатель 19 под шестигранный внутренний ключ, при этом грани для ключа "вписаны" под внутренний диаметр буртика 6, т.е. сопряжены с поверхностью окружности буртика 6 с внешней стороны этой окружности, чтобы не уменьшать проходное сечение сочленения. Кроме того, сама наружная поверхность наружного выступа 16 может быть выполнена в форме шестигранника для использования накидного шестигранного ключа. Возможны и другие различные конструктивные исполнения фитинга.
Кроме того, корпус 1 (фиг.4) может быть предназначен для соединения двух пластиковых труб 3 и в этом случае резьба 2 выполнена по обе стороны от буртика 6. На фиг.4 также показан выступ 20 корпуса 1, наружная поверхность которого выполнена под накидной шестигранный ключ. Возможны и другие различные конструктивные варианты соединительных устройств.
Работает соединительное устройство (фиг.1-4) следующим образом.
Пластиковую трубу 3 с усилием при вращении корпуса 1 или самой трубы вводят в коническое отверстие 9 и цилиндрическое отверстие 10 корпуса 1, где сглаживаются все неровности наружной поверхности пластиковой трубы 3 и устраняется возможная эллиптичность ее формы, доходя торцом 7 пластиковой трубы 3 до начала резьбы 2. Гребень 5 резьбы 2 при вращении осуществляет деформацию наружного слоя пластиковой трубы 3 или наружного слоя 14 МПТ. В силу того, что материал пластиковой трубы 3 или наружного слоя 14 МПТ является текучим, то происходит уплотнение полиолефина. При дальнейшем вращении корпуса 1 материал пластиковой трубы 3 полностью заполняет все пространство между гребнями 5 и наружной поверхностью трубы 3, полностью наполняет все впадины 4 резьбы 2. Затем торец 7 пластиковой трубы 3 упирается в буртик 6 и происходит фиксация пластиковой трубы 3 в корпусе 1.
При подаче давления материал стенки пластиковой трубы 3 подвергается усилию расширения, воздействующему изнутри на внутреннюю поверхность и направленному в сторону наружной поверхности пластиковой трубы 3. Как видно из фиг.1-4, при этом происходит еще большее уплотнение материала пластиковой трубы 3 в резьбе 2. Так как гребень 5 резьбы 2 имеет полукруглую поверхность, обращенную в сторону ввинчиваемой пластиковой трубы 3, а ширина S впадины 4 выбрана большей, чем ширина s гребня 5 резьбы 2, то при подаче давления улучшается контакт пластиковой трубы 3 на большой и развитой цилиндрической поверхности 8 резьбы 2, препятствующей перемещению текучего материала - полиолефина через впадины 4 резьбы 2. Таким образом, при подаче давления качество такого соединения только улучшается и использование каких-либо дополнительных жестких или обжимных втулок не требуется.
Как показали испытания различных конструкций соединителей, выполненных в соответствии с настоящим изобретением, разрыв пластиковой трубы 3 для заявленного устройства происходит не в области расположения корпуса 1, как это обычно происходит в устройствах-аналогах, а в месте, удаленном от корпуса 1, при этом заявленное техническое решение позволяет использовать максимально возможные величины давлений, характерные для самой пластиковой трубы 3 (зависящие от материала пластиковой трубы 3, толщины ее стенки, толщины слоев 13, 14, 15 МПТ, диаметра трубы и т.п.).
Для получения развитой цилиндрической поверхности 8 ширина S впадин 4 резьбы (фиг.1) выбрана, по крайней мере, в 1,5 раза больше, чем ширина s гребня резьбы. Для МПТ с толщиной наружного слоя около 1 мм преимущественно в 1,5 раза больше. Для сплошных пластиковых труб 3 с толщиной стенки около 3 мм преимущественно в 2 раза больше, но с большей глубиной впадины 4.
Внутренний диаметр d1 цилиндрической поверхности корпуса 1 выбран на 1-2 мм меньше, чем наружный диаметр D пластиковой трубы 3. Это позволяет, как показали экспериментальные исследования, осуществить наилучшую прочность соединения.
Так, например, для пластиковой трубы 3 диаметром D 20 мм, целиком выполненной из полипропилена, диаметр d1 (фиг.1) был выбран на 0,8 мм меньше, т.е. 19,2 мм. Указанная пластиковая труба выдержала рабочее давление 9,5 МПа, что близко к расчетному максимальному давлению для самой трубы. Для МПТ диаметром D 16 мм с толщиной среднего слоя 13 из алюминия 0,2 мм и с толщиной внутреннего и наружного слоев 12 и 14 из полипропилена 0,9 мм минимальный диаметр d1 резьбы был выбран на 1,0 мм меньше (т.е. глубина впадины 4 составляла около 0,5 мм). Эта МПТ с заявленным соединительным устройством выдержала рабочее давление 10 МПа. Эта величина рабочего давления превышает необходимое эксплуатационное давление, характерное для указанного типоразмера труб, равное 5,8 МПа.
Максимальный внутренний диаметр d2 резьбы 2 может быть выбран равным (1,01÷1,02)D, где D - наружный диаметр пластиковой трубы 3. Это условие характерно для пластиковых труб 3 с относительно небольшим диаметром в диапазоне 16-32 мм.
Буртик 6 снабжен канавкой 11 для размещения в ней торца 7 пластиковой трубы 3. Канавка 11 в случае использования пластиковой трубы 3, целиком выполненной из пропилена, может иметь форму, способствующую деформации торца 7 для улучшения уплотнения и надежной фиксации пластиковой трубы 3.
Для исключения значительного увеличения сопротивления потоку протекающей среды буртик 6 выполнен с толщиной t (t - толщина кольца буртика 6 в поперечном направлении корпуса 1), выбранной не более 1,1Т, где Т - толщина стенки пластикой трубы 3. За счет деформации при ввинчивании наружного слоя пластиковой трубы 3 или наружного слоя 14 МПТ в резьбу 2 с натягом при выборе t=Т край буртика 6 расположен несколько ближе к продольной оси корпуса 1 относительно края торца 7 пластиковой трубы 3, что позволяет выполнить в буртике канавку и установить пластиковую трубу 3 практически заподлицо с буртиком 6 (фиг.3-4).
В случае использования МПТ и выполнения корпуса 1 металлическим в устройство может быть введено диэлектрическое кольцо 15 (фиг.2, 3). Диэлектрическое кольцо 15 практически не выполняет функцию уплотнения, а служит для исключения электрического контакта между средним слоем 13 - алюминиевым и корпусом 1 - металлическим.
Корпус 1 может быть выполнен из пластика (фиг.1, 4), твердость которого больше, чем твердость пластика пластиковой трубы 3.
В качестве пластика корпуса 1 целесообразно использован полисульфон, обладающий высокой твердостью, прочностью и достаточной термостойкостью для перекачки текучих сред при повышенных температурах. Корпус 1 из полисульфона достаточно легко отливается, его себестоимость значительно ниже, чем стоимость металлических корпусов. Поэтому в массовом производстве, например, фитингов могут быть легко изготовлены заявленные соединительные устройства для большой номенклатуры различных диаметров пластиковых труб 3. Кроме того, при изготовлении корпуса 1 из пластика при использовании МПТ не требуется установка диэлектрического кольца 15, что упрощает конструкции и улучшает фиксирование МПТ в канавке 11 буртика 6.
При реализации соединительного устройства в виде фитинга (фиг.3) пластиковая труба 3, как описано выше, вводится в коническое отверстие 9 и цилиндрическое отверстие 10 вворачивается в резьбу 2, например, за счет вращения корпуса 1 при помощи шестигранного ключа.
Кроме того, корпус 1 (фиг.4) может быть предназначен для соединения двух пластиковых труб 3 и в этом случае резьба 2 выполняется по обе стороны от буртика 6. Выступ 20 корпуса 1 может быть выполнен с наружной поверхностью под накидной шестигранный ключ. Для улучшения фиксации двух пластиковых труб 3 и исключения отвинчивания резьба 2 с одной стороны от буртика 6 может быть выполнена правой, а с другой стороны - левой. Возможны также различные более сложные конструкции соединительных устройств, не требующие вращения одной из пластиковых труб 3, с одной из сторон устройства (фиг.4), например, использующие две накидные гайки, накидную гайку и резьбовую втулку и т.п.
Использование заявленных соединительных устройств возможно как для соединения пластиковых труб 3 небольших диаметров, например 16 мм, так средних и больших диаметров 75 мм. Особенно важна возможность применения заявленных соединительных устройств для больших диаметров пластиковых труб 3, т.к. в настоящее время существует проблема пристыковки этих труб к внешним устройствам или соединения пластиковых труб 3 с большим диаметром между собой. В отличие от металлических труб они практически не могут быть соединены обычной сваркой. Изобретение позволяет устранить эту проблему и соединять полимерные трубы 3 как малых, так и больших диаметров, что расширяет функциональные возможности устройств, базирующихся на заявленном техническом решении. Изобретение также позволяет повысить рабочее давление. Устройство, особенно при использовании в качестве материала корпуса 1 пластика, характеризуется простотой конструкции и, как описано выше, монтаж устройства осуществляется без затруднений.
В то же время специалистам понятно, что заявленное техническое решение не исчерпывает всех конкретных возможностей реализации изобретения, существенные основные признаки которого охарактеризованы в формуле изобретения.
Наиболее успешно заявленное соединительное устройство промышленно применимо для пластиковых труб 3, выполненных из полиолефина, или для МПТ, у которых наружный слой 14 выполнен из полиолефина.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНАЯ КОНСТРУКЦИЯ ТРУБЫ | 2001 |
|
RU2204757C2 |
| СПОСОБ СОЕДИНЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2432517C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА И УСТРОЙСТВО ДЛЯ СМЕЩЕНИЯ И ФИКСАЦИИ ДОРНА | 2000 |
|
RU2197383C2 |
| УЗЕЛ СОЕДИНЕНИЯ ПОЛИМЕРНОЙ ТРУБЫ | 2012 |
|
RU2484353C1 |
| СОЕДИНИТЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ТРУБ, СПОСОБ СОЕДИНЕНИЯ ТРУБЫ С ФИТИНГОМ, ГАЙКА И ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2482373C1 |
| ТОПЛИВНЫЙ БАК МОТОРНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2009 |
|
RU2467889C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА С ЦЕНТРИРУЮЩИМ УСТРОЙСТВОМ | 2003 |
|
RU2245248C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЭКСТРУДИРОВАННОЙ МНОГОСЛОЙНОЙ ТРУБЫ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ТРУБА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2001 |
|
RU2182868C1 |
| Узел заделки гофрированного эластичного шланга | 1980 |
|
SU896309A1 |
| СОЕДИНЕНИЕ РЕМОНТНОЕ ТРУБОПРОВОДА ИЗ ПОЛИМЕРНЫХ ТРУБ | 2019 |
|
RU2734297C1 |


Изобретение относится к области машиностроения и может быть использовано для соединения между собой пластиковых или металлополимерных труб. Соединительное устройство содержит корпус, внутри которого выполнена резьба, предназначенная для ввинчивания в нее пластиковой трубы, при этом наружная поверхность пластиковой трубы свободна от резьбы. Резьба выполнена в виде впадины и гребня и гребень резьбы выполнен скругленной формы. Внутри корпуса выполнен буртик, предназначенный для упора в него торца пластиковой трубы. Дно впадин резьбы выполнено с цилиндрической поверхностью, обращенной в сторону наружной поверхности ввинчиваемой пластиковой трубы. Ширина впадины резьбы выбрана большей, чем ширина гребня резьбы. Изобретение позволяет увеличить рабочее давление, расширить функциональные возможности, упростить конструкцию и монтаж соединения. 15 з.п. ф-лы, 4 ил.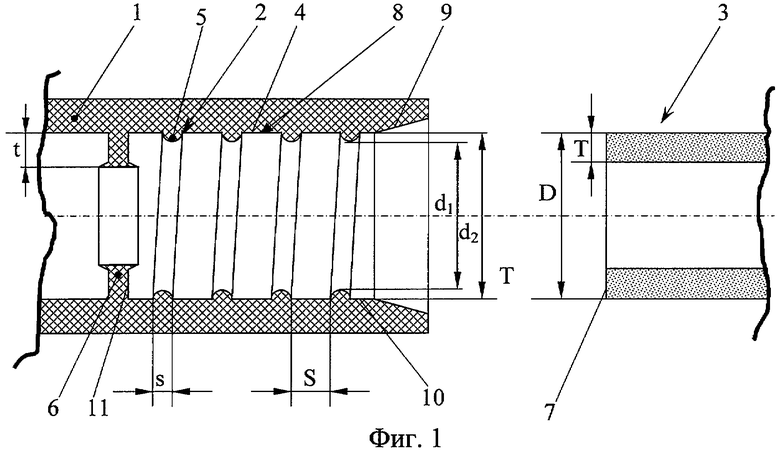
| US 3524661 А, 18.08.1970 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Рукав высокого давления | 1988 |
|
SU1601450A1 |
| МУФТА ДЛЯ СОЕДИНЕНИЯ ЭЛАСТИЧНЫХ ТРУБОПРОВОДОВ | 0 |
|
SU325452A1 |
| Способ расппознавания речевых сигналов в каналах связи | 1976 |
|
SU568964A1 |
| US 4729583 А, 08.03.1988. | |||

