Область техники
[0001] Настоящая заявка относится к области материалов, в частности, к способу регулирования внутренних напряжений в дисковых заготовках (поковках) из жаропрочных сплавов путем предварительного вращения.
Предшествующий уровень техники
[0002] Нагревающиеся вращающиеся детали авиадвигателей в основном изготавливаются из жаропрочных сплавов, включая диски турбин высокого и низкого давления, диски компрессоров, диски со средним уплотнением и т.д. Для получения заданных механических свойств на этих дисковых заготовках из жаропрочных сплавов необходимо провести организационное регулирование на поковках с помощью системы термической обработки высокой точности. В процессе термической обработки при достижении требуемых механических свойств в дисковой заготовке неизбежно возникает определенное внутреннее напряжение. Напряжение в результате термической обработки на поковках может быть постепенно снято в ходе последующих процедур механической обработки деталей, поверхностной обработки и эксплуатации.
[0003] Чрезмерный уровень внутренних напряжений может привести к относительно высокой деформации дисковой заготовки при механической обработке, что затрудняет достижение заранее заданного точного размера детали. В то же время чрезмерное и неправильно распределенное внутреннее напряжение приведет к ухудшению стабильности размеров элементов и деталей в процессе обслуживания, что повлияет на эффективность работы двигателя или даже приведет к его выходу из строя. Поэтому эффективное регулирование внутренних напряжений при термической обработке поковки является необходимым условием и основой для обеспечения стабильности размеров дисков ротора в процессе обработки и эксплуатации.
Сущность изобретения
[0004] В настоящей заявке предлагается способ выполнения высокоскоростного вращения дисковых поковок, а именно получение заданной микропластической деформации дисковых поковок с использованием центробежной силы для эффективного регулирования и контроля уровня распределения напряжения в дисковых поковках, при допущении отсутствия влияния на последующую механическую обработку и эксплуатационные характеристики дисковых поковок. Согласно способу, избыточное внутреннее напряжение, возникшее в процессе термической обработки, может быть полностью снято, чтобы избежать возникновения опасной деформации дисковых поковок при последующей механической обработке деталей. Более того, распределение внутренних напряжений может регулироваться и оптимизироваться в зависимости от условий эксплуатации дисковых поковок, чтобы обеспечить отсутствие в них опасной деформации при состоянии повышения до 115% или 120% напряжения во время процедуры испытания на избыточное вращение детали, но при этом обеспечить долгосрочную стабильность размеров при эксплуатации. Способ предусматривает операцию вращения, выполняемую на дисковых поковках после термической обработки, перед механической обработкой деталей, и поэтому называется предварительным вращением дисковой заготовки. Это новая технология, она разработана для дисковых поковок и предназначена для активного регулирования внутренних напряжений путем создания микропластической деформации дисковых поковок под действием центробежной силы при вращении.
[0005] Для достижения вышеуказанной цели в настоящей заявке предлагается способ регулирования внутренних напряжений в дисковых поковках из жаропрочных сплавов путем предварительного вращения. Способ включает следующие этапы: этап S1, на котором выполняют определение целевого числа оборотов для регулирования внутренних напряжений в дисковых поковках и определение целевой величины пластической деформации, необходимой для регулирования внутренних напряжений, путем предварительного вращения дисковых поковок; и этап S2, на котором выполняют предварительное вращение дисковых поковок с целевым числом оборотов, контроль величины деформации дисковых поковок и прекращение предварительного вращения, когда контролируемая величина деформации дисковых поковок достигает целевого значения.
[0006] Этап S1 предпочтительно включает: этап S11, на котором выполняют получение прогнозируемого числа оборотов для регулирования внутренних напряжений в дисковых поковках путем численного моделирования; этап S12, на котором выполняют предварительное вращение дисковых поковок согласно прогнозируемому числу оборотов и контроль величины деформации дисковых поковок; и этап S13, на котором выполняют корректировку прогнозируемого числа оборотов в соответствии с контролируемой величиной деформации дисковых поковок для определения целевого числа оборотов.
[0007] Этап S13 предпочтительно включает: этап S131, на котором выполняют определение прогнозируемого числа оборотов в качестве целевого числа оборотов, если контролируемая величина деформации дисковых поковок достигает целевой величины деформации при выполнении предварительного вращения дисковых поковок согласно прогнозируемому числу оборотов; или этап S132, выполняемый, если контролируемая величина деформации дисковых поковок меньше целевой величины деформации при выполнении предварительного вращения дисковых поковок согласно прогнозируемому числу оборотов, на котором выполняют постепенное увеличение числа оборотов предварительного вращения до достижения контролируемой величиной деформации дисковых поковок целевой величины деформации при выполнении окончательного числа оборотов предварительного вращения и определение окончательного числа оборотов как целевого числа оборотов.
[0008] Этап S132 предпочтительно включает: постепенное увеличение числа оборотов предварительного вращения с шагом в диапазоне от 25 до 100 оборотов в минуту, если контролируемая величина деформации дисковых поковок меньше целевой величины деформации при выполнении предварительного вращения дисковых поковок согласно прогнозируемому числу оборотов.
[0009] Этап S11 предпочтительно включает: этап S111, на котором выполняют получение распределения внутренних напряжений в дисковых поковках путем моделирования термической обработки дисковых поковок; и этап S112, на котором выполняют моделирование предварительного вращения дисковых поковок с различным числом оборотов для определения прогнозируемого числа оборотов, при этом предварительное вращение с прогнозируемым числом оборотов позволяет регулировать внутренние напряжения в дисковых поковках на уровне 400 МПа или ниже и обеспечивает величину остаточной деформации дисковых поковок в диапазоне от 0,05% до 1,95%.
[0010] Этап S111 предпочтительно включает: получение распределения внутренних напряжений в дисковых поковках после термической обработки путем определения фактического внутреннего напряжения в дисковых поковках и корректировку результата моделирования дисковых поковок с использованием фактического внутреннего напряжения.
[0011] Этап S3 предпочтительно дополнительно включает: построение диаграммы распределения внутренних напряжений дисковых поковок после предварительного вращения. Этап S3 предпочтительно включает: этап S31, на котором выполняют моделирование предварительного вращения дисковых поковок согласно целевому числу оборотов для получения распределения внутренних напряжений дисковых поковок после предварительного вращения; и этап S32, на котором выполняют определение фактического внутреннего напряжения на участке детали дисковой поковки и корректировку результата моделирования дисковых поковок после предварительного вращения с использованием фактического внутреннего напряжения для получения распределения внутренних напряжений дисковых поковок после предварительного вращения.
[0012] Предпочтительно, целевая величина деформации составляет от 0,05% до 1,95%.
[0013] Предпочтительно, при выполнении предварительного вращения величину деформации дисковых поковок контролируют после поддержания текущего числа оборотов в течение не менее 30 секунд.
[0014] Предпочтительно, при контроле величины деформации дисковых поковок в качестве контролируемой величины деформации дисковых поковок принимается стабильное значение; и/или этап S2 включает: постепенное уменьшение числа оборотов предварительного вращения до нуля, когда при контроле обнаружено достижение величиной деформации дисковых поковок целевой величины деформации.
[0015] Предпочтительно, жаропрочный сплав представляет собой деформируемый жаропрочный сплав, порошковый жаропрочный сплав или литой жаропрочный сплав.
[0016] Предпочтительно, дисковая поковка представляет собой конструкцию в виде диска без явной концентрации напряжений до предварительного вращениея, и дисковые поковки включают в себя кольцевую дисковую поковку, поковку дисков компрессоров и поковку дисков турбин.
[0017] Предпочтительно, рабочая температура предварительного вращения составляет от 50°C до 750°C.
[0018] Предпочтительно, в способе предварительное вращение осуществляется с использованием высокоскоростной испытательной платформы для вращения и соответствующей оснастки для размещения дисковых поковок на высокоскоростной испытательной платформе для вращения.
[0019] Согласно техническому решению, можно эффективно регулировать внутреннее напряжение внутри дисковых поковок, при этом механические свойства дисковых поковок сохраняются. Таким образом, степень деформации при последующей механической обработке детали может быть снижена с целью сокращения периода такой обработки и уменьшения затрат. При последующих испытаниях при повышенных скоростях и в процессе эксплуатации обработанной детали не возникает опасных деформаций, а значит, можно гарантировать стабильность размеров детали. За счет распределения внутренних напряжений, благоприятных для рабочего состояния дисковой заготовки после предварительного вращения, в ступице создается сжимающее напряжение, и усталостная долговечность дисковой заготовки может быть существенно продлена.
Краткое описание чертежей
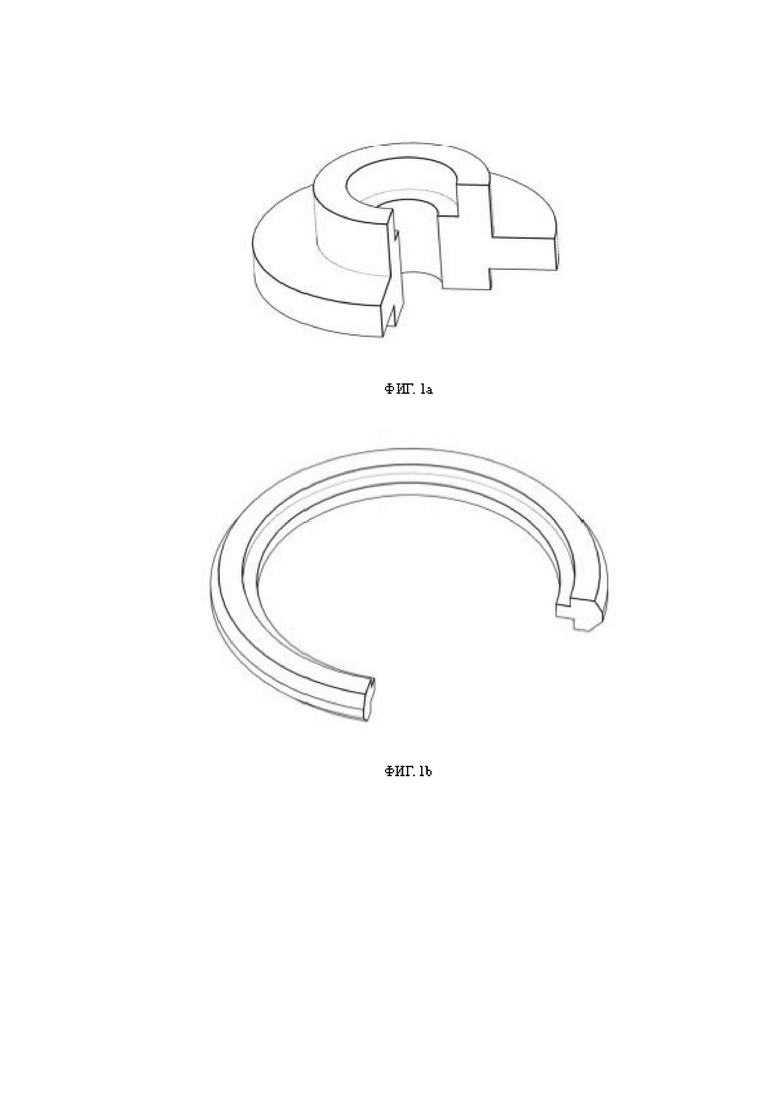
[0020] На ФИГ.1a показана схема конструкции, в которой дисковая поковка представляет собой диск турбины, и ФИГ.1b - схема конструкции, в которой дисковая поковка представляет собой кольцевой диск (в целях показа поперечного сечения ФИГ.1a и ФИГ.1b представляют собой виды с удаленным фрагментом, а дисковая поковка имеет форму полного кольца).
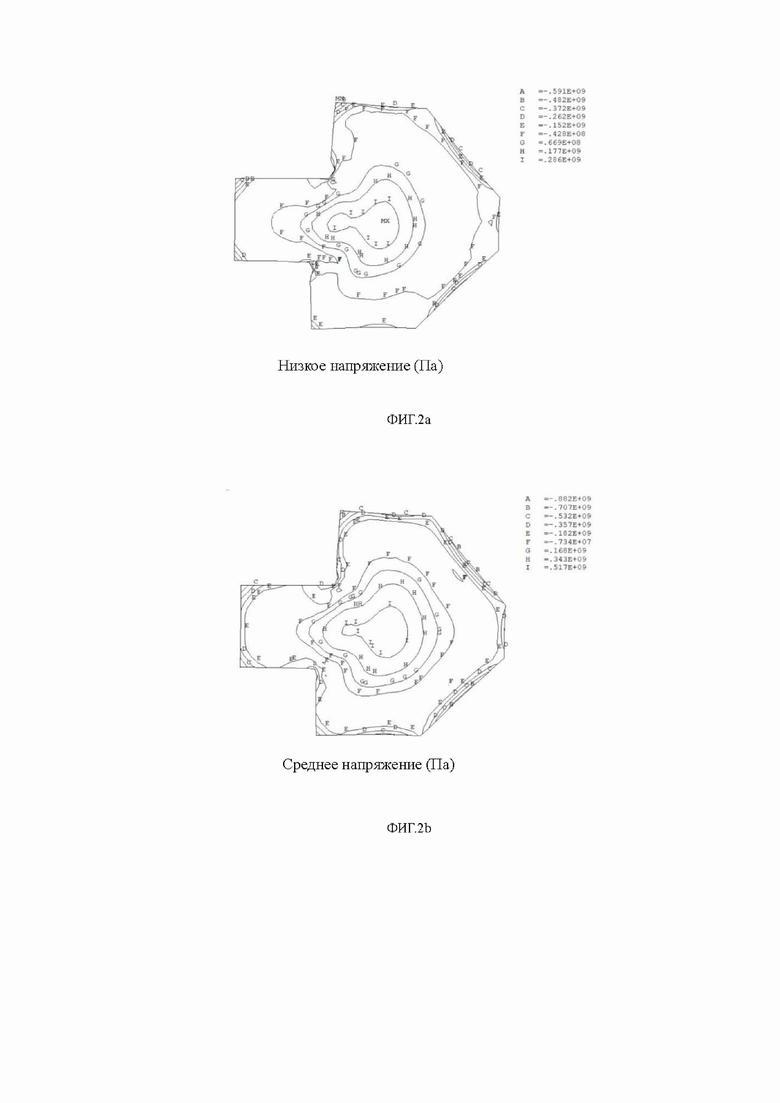
[0021] На ФИГ.2a - ФИГ.2c соответственно показаны результаты моделирования распределения внутренних напряжений при различных параметрах процесса термической обработки в соответствии с Примером 1 настоящей заявки, при этом на ФИГ.2a показано распределение при низком уровне внутренних напряжений: максимальное растягивающее напряжение в центральной области поперечного сечения дисковой поковки составляет 286 МПа; на ФИГ.2b показано распределение при среднем уровне внутренних напряжений: максимальное растягивающее напряжение в центральной области поперечного сечения дисковой поковки составляет 517 МПа; и на ФИГ.2c показано распределение при высоком уровне внутренних напряжений: максимальное растягивающее напряжение в центральной области поперечного сечения дисковой поковки составляет 681 Мпа.
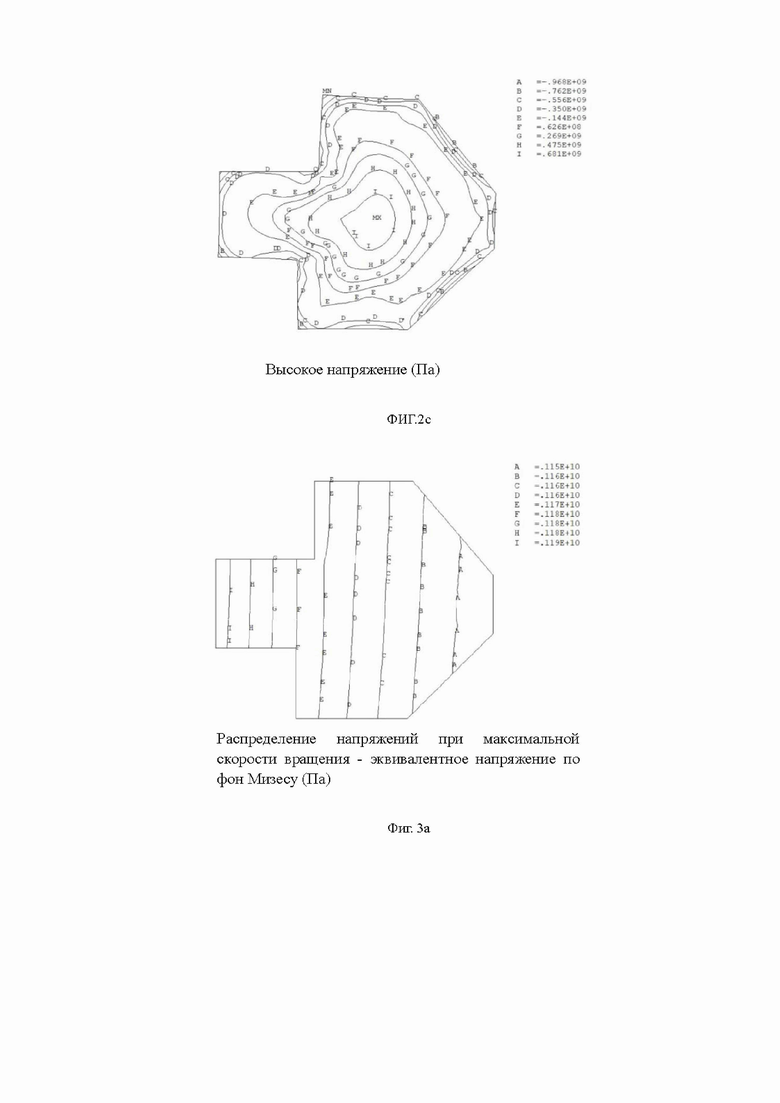
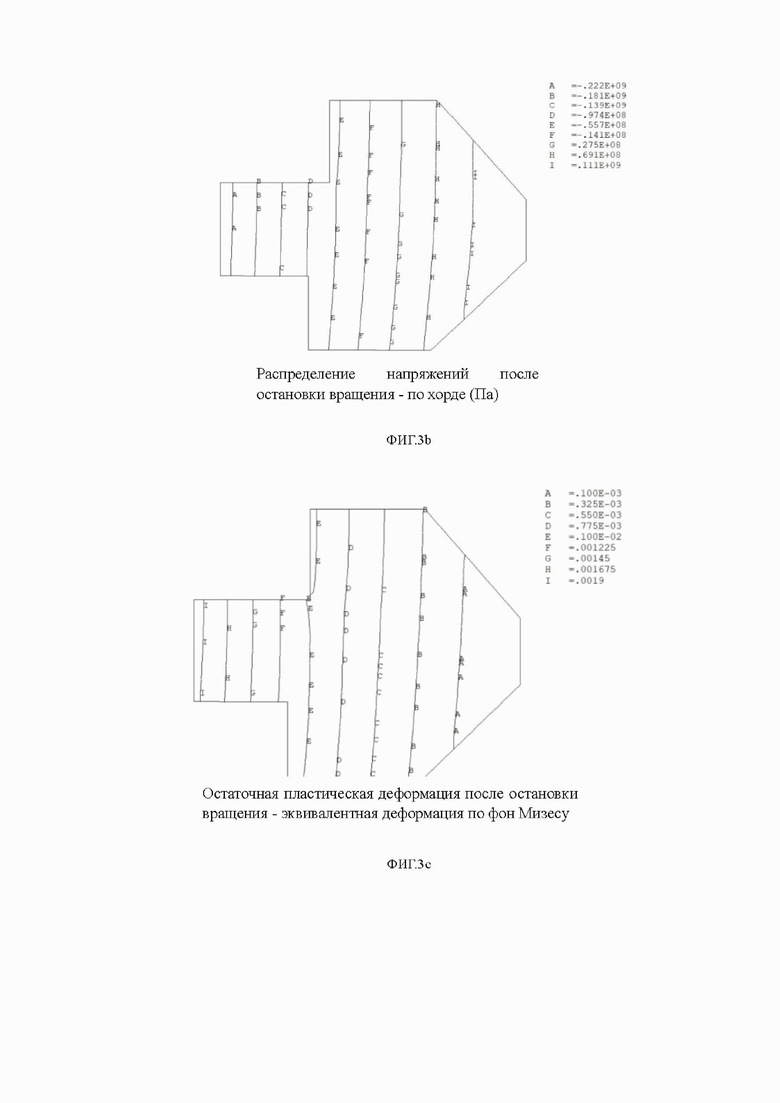
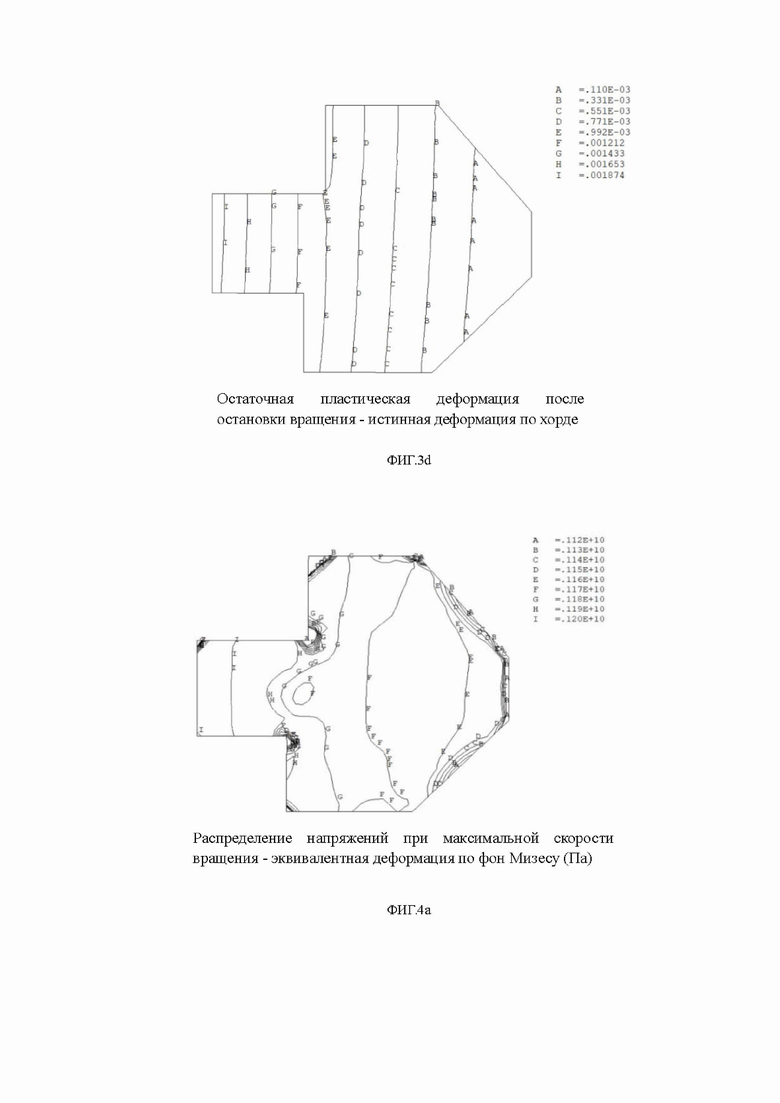
[0022] На ФИГ.3a - ФИГ.3d показаны результаты моделирования распределения напряжения и деформации дисковой поковки во время предварительного вращения в условиях нулевого внутреннего напряжения в соответствии со способом настоящей заявки, при этом на ФИГ.3a показано распределение эквивалентного напряжения по фон Мизесу в дисковых поковках при достижении максимальной скорости вращения; на ФИГ.3b показано распределение внутренних напряжений по хорде в дисковых поковках после прекращения вращения; на ФИГ.3c показано распределение эквивалентной пластической деформации по фон Мизесу в дисковых поковках после прекращения вращения; на ФИГ.3d показана составляющая по хорде остаточной пластической деформации после прекращения вращения.
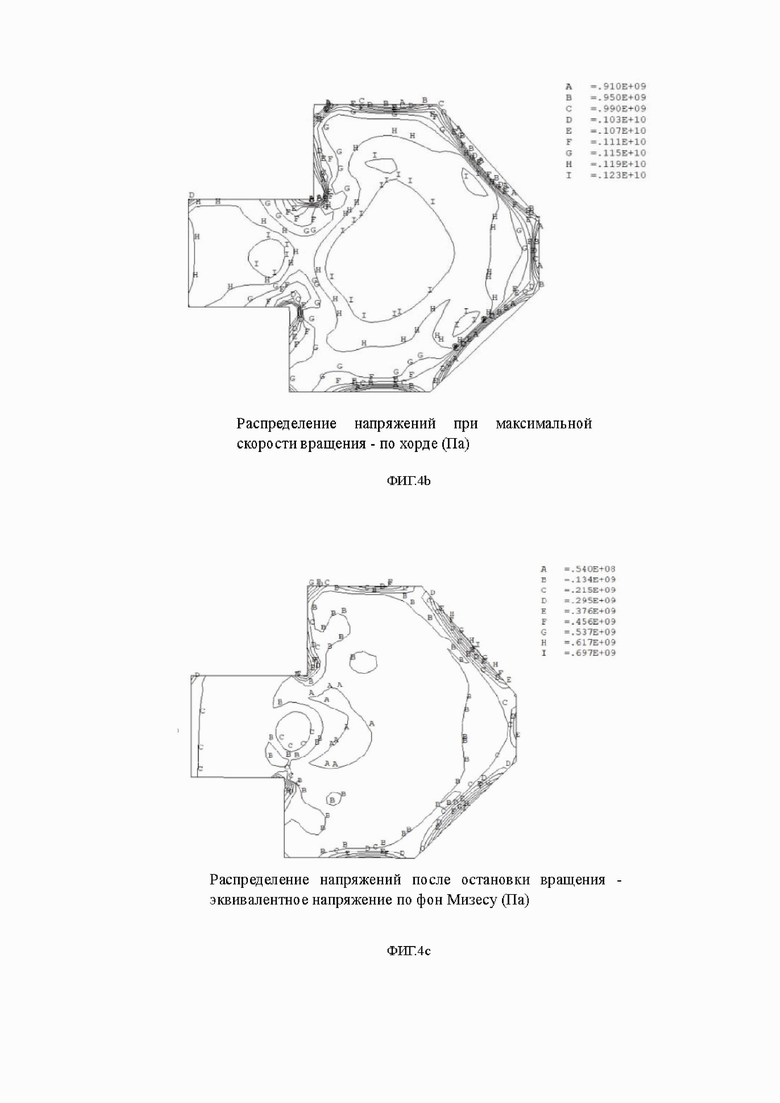
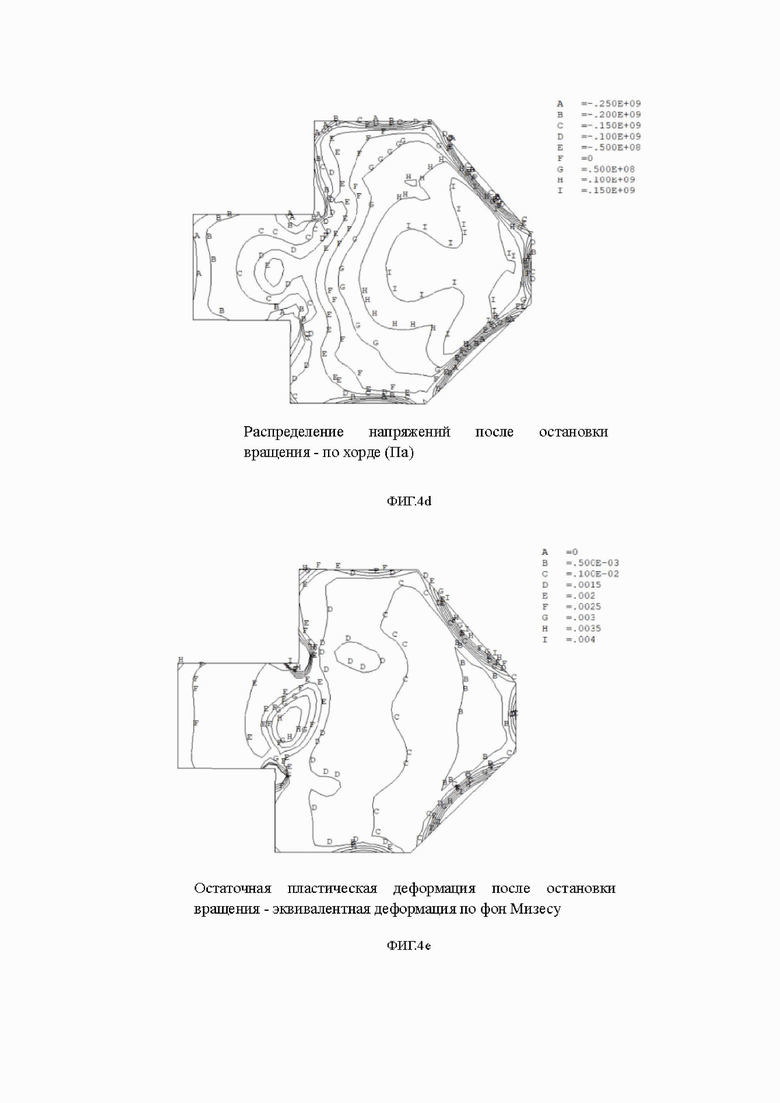
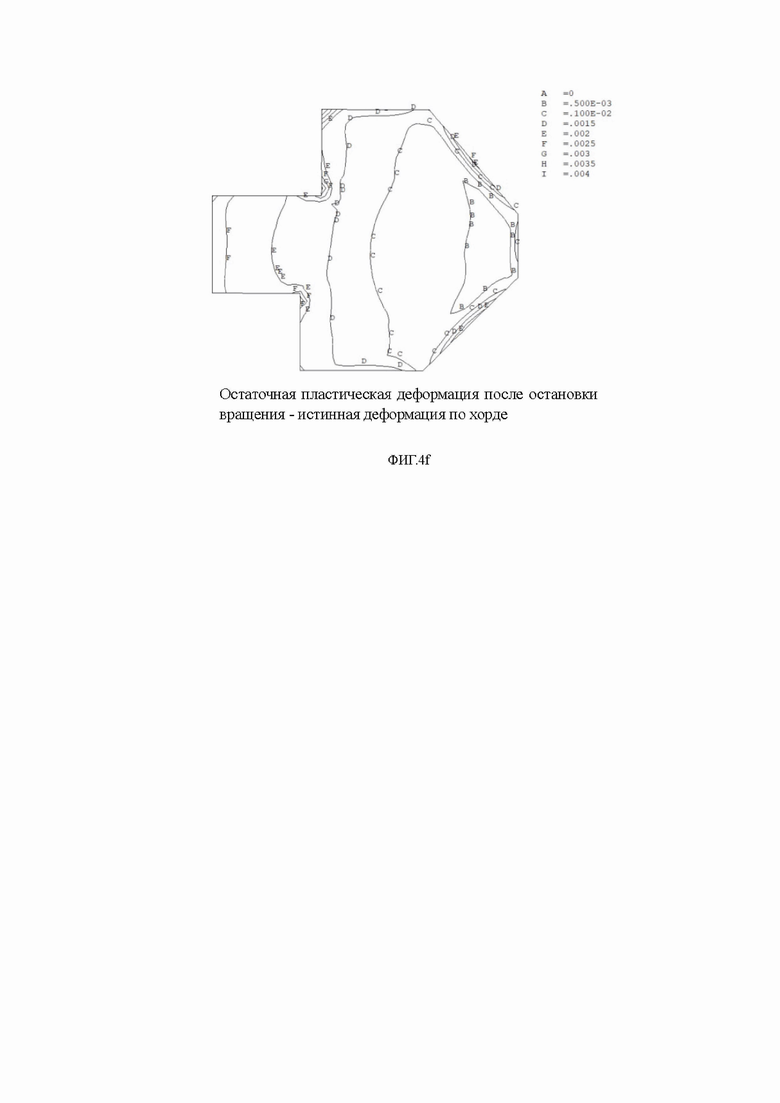
[0023] На ФИГ.4a - ФИГ.4f показано распределение напряжения и деформации дисковой поковки во время предварительного вращения в условиях наложенного внутреннего напряжения, вызванного термической обработкой, в соответствии со способом настоящей заявки, при этом на ФИГ.4a показано распределение эквивалентного напряжения по фон Мизесу в дисковой поковке со средним напряжением, вызванным термической обработкой, при достижении максимальной скорости вращения; на ФИГ.4b показано распределение напряжения по хорде в дисковой поковке со средним напряжением, вызванным термической обработкой, при максимальной скорости вращения; на ФИГ.4c показано распределение эквивалентного напряжения по фон Мизесу в дисковой поковке после прекращения вращения; на ФИГ.4 d показана составляющая напряжения по хорде после прекращения вращения, переходящая от сжимающего напряжения -250 МПа на внутреннем диаметре к растягивающему напряжению 150 МПа на внешнем диаметре; на ФИГ.4e показано распределение эквивалентной пластической деформации по фон Мизесу в дисковых поковках после прекращения вращения; на ФИГ.4f показана небольшая пластическая деформация в размере 0,05%-0,25%, введенная в область фактической детали дисковой поковки в результате предварительного вращения.
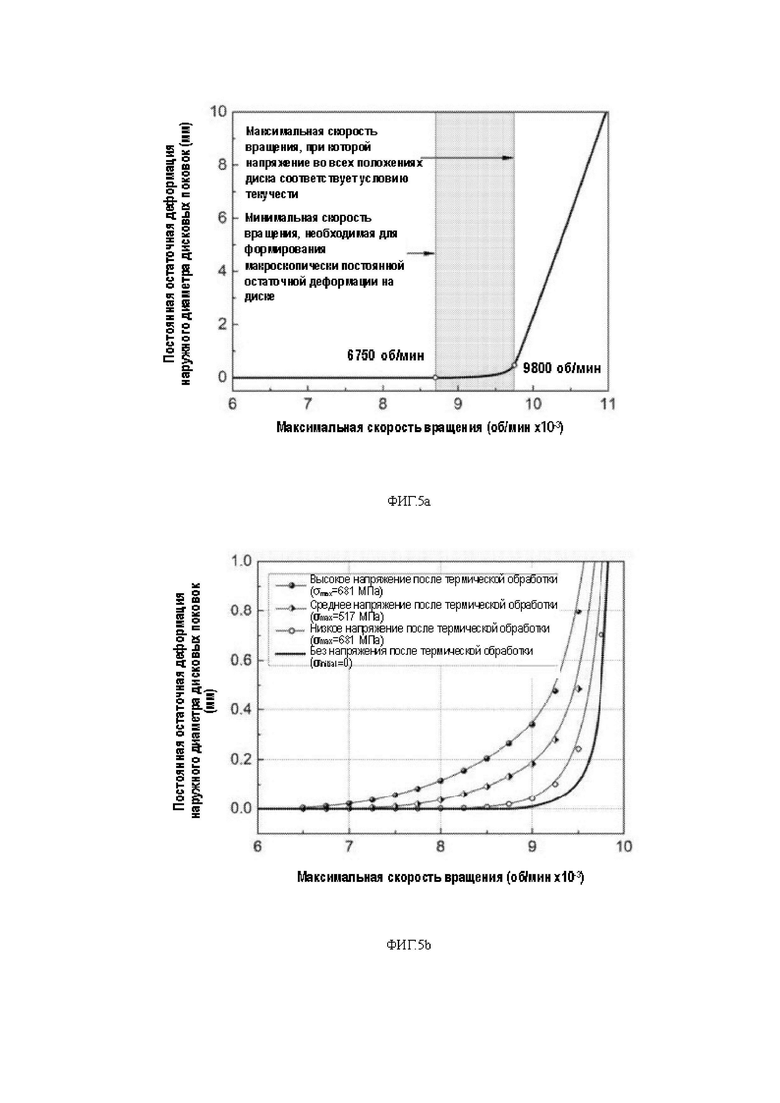
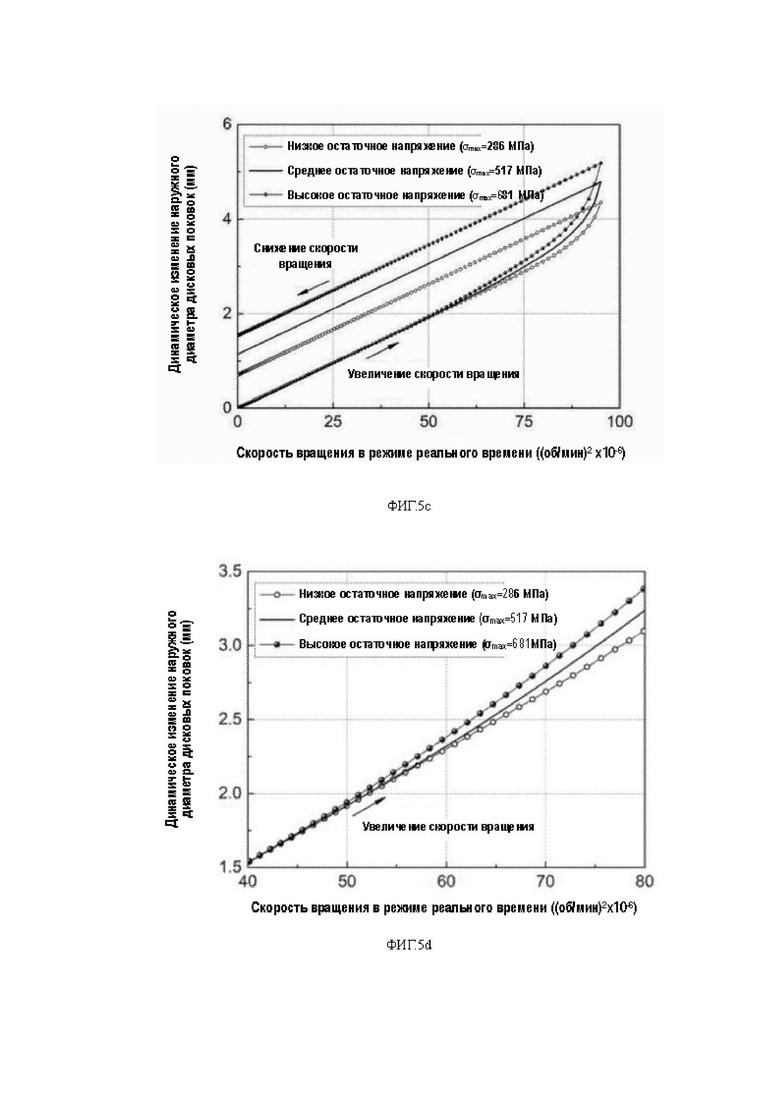
[0024] На ФИГ.5a - ФИГ.5d показано изменение размеров элемента дисковой поковки во время предварительного вращения в соответствии со способом настоящей заявки, при этом на ФИГ.5a показана зависимость между изменением размеров дисковых поковок и максимальной скоростью вращения при предварительном вращении при отсутствии начального напряжения, вызванного термической обработкой (σinitial=0); на ФИГ.5b показано влияние напряжения, вызванного термической обработкой, на изменение наружного диаметра дисковых поковок, при котором чем больше начальное напряжение, тем меньше критическая скорость вращения, необходимая для текучести; на ФИГ.5c показано изменение размеров дисковых поковок во время вращения при различных начальных напряжениях; на ФИГ.5d показано, что напряжение, вызванное термической обработкой, уже начало оказывать значительное влияние на изменение наружного диаметра дисковых поковок при увеличении скорости вращения.
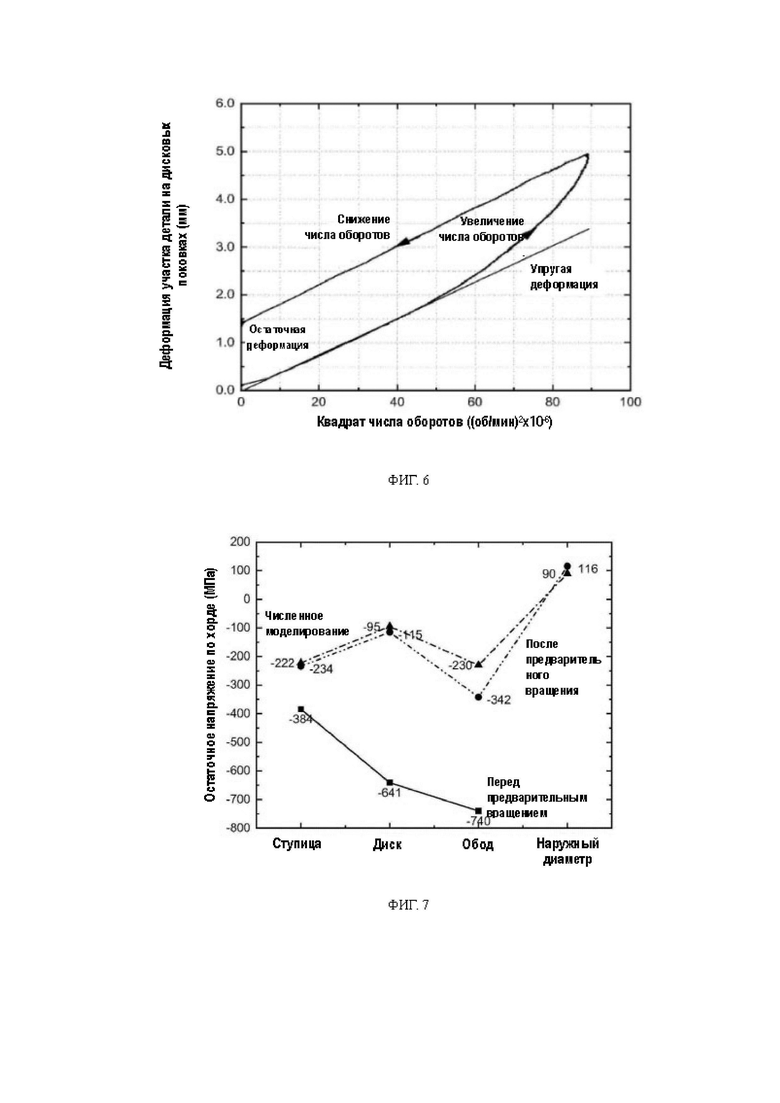
[0025] На ФИГ.6 показана кривая снятия напряжения во время предварительного вращения в соответствии с Примером 1 настоящей заявки.
[0026] На ФИГ.7 показан результат определения внутренних напряжений, полученный при моделировании предварительного вращения согласно прогнозируемому числу оборотов до и после предварительного вращения в соответствии с Примером 1 настоящей заявки.
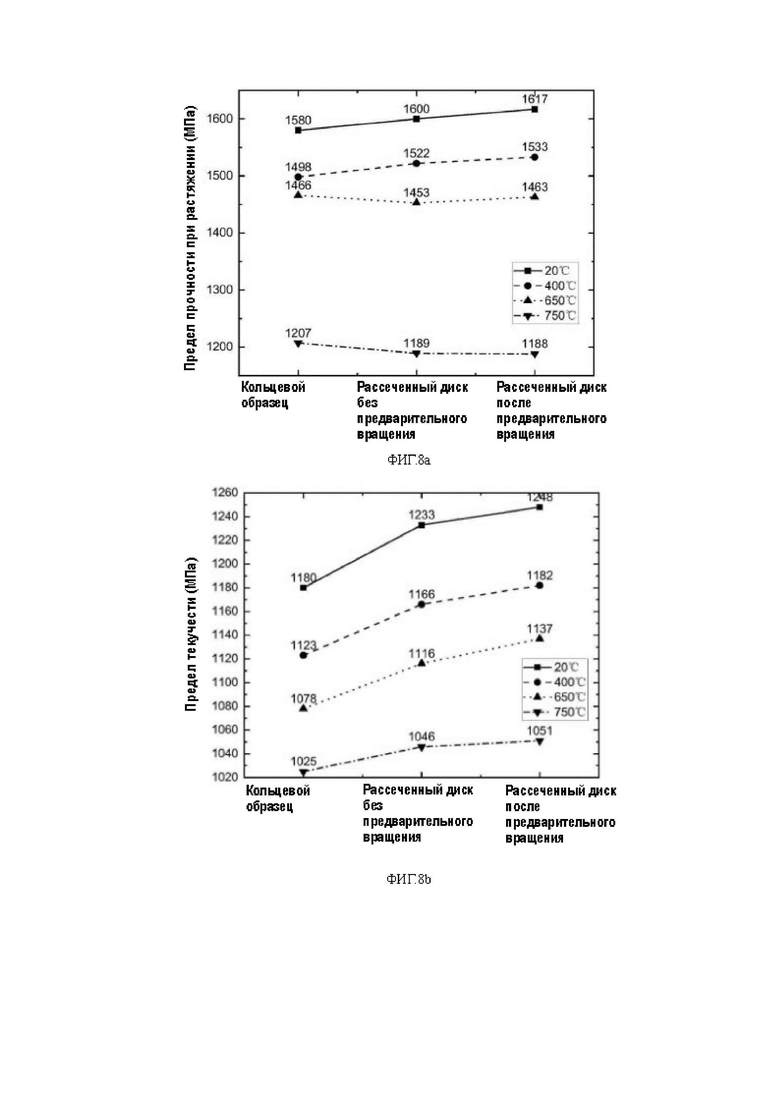
[0027] На ФИГ.8a и ФИГ.8b показано изменение механических свойств до и после предварительного вращения в соответствии с Примером 1 настоящей заявки.
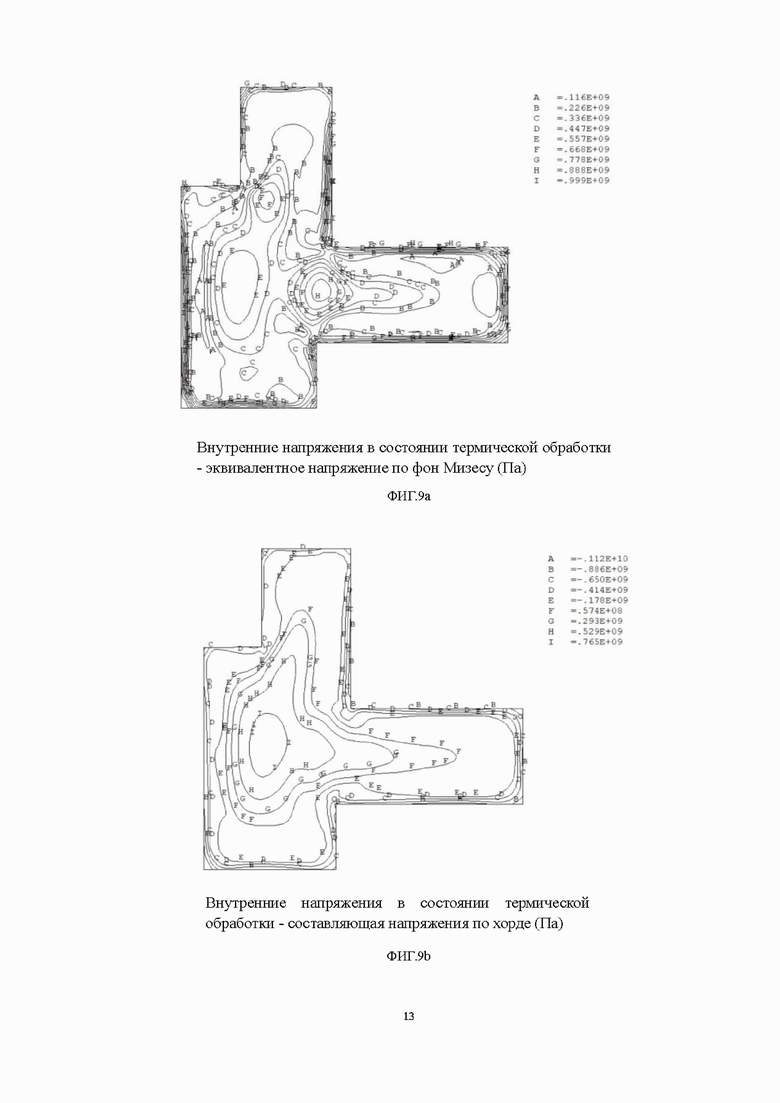
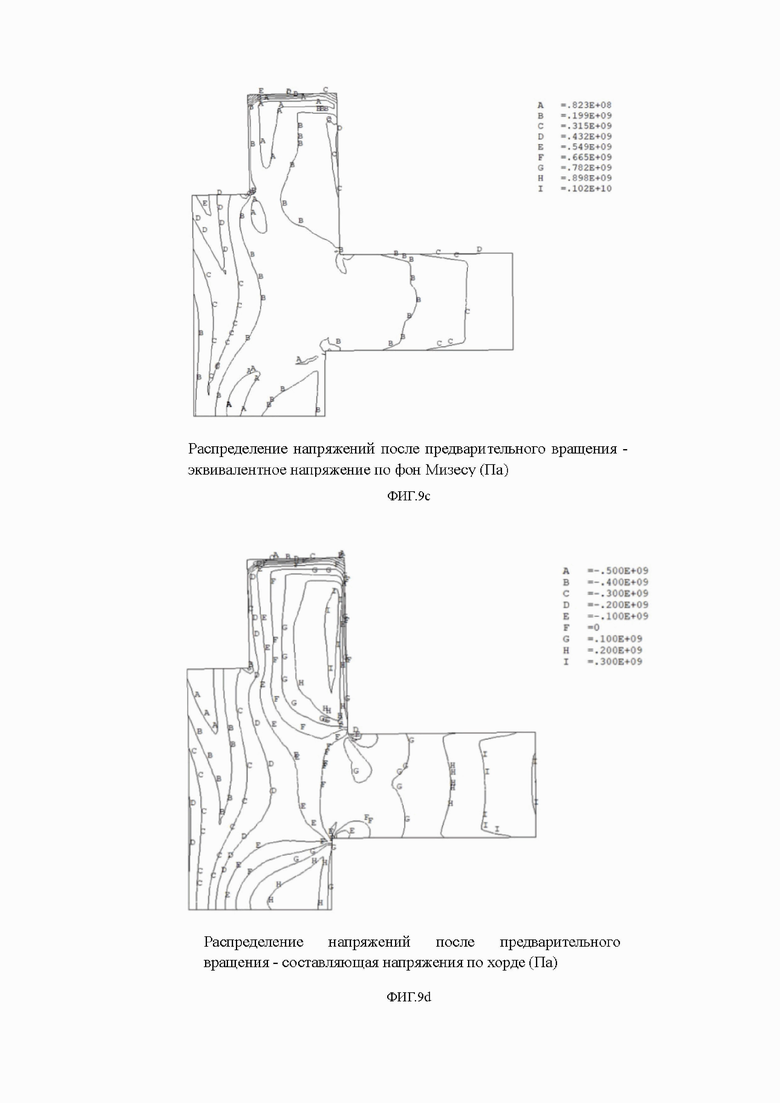
[0028] На ФИГ.9a - ФИГ.9d показано регулирующее влияние предварительного вращения на напряженное состояние широкой кольцевой заготовки в соответствии с Примером 2 настоящей заявки.
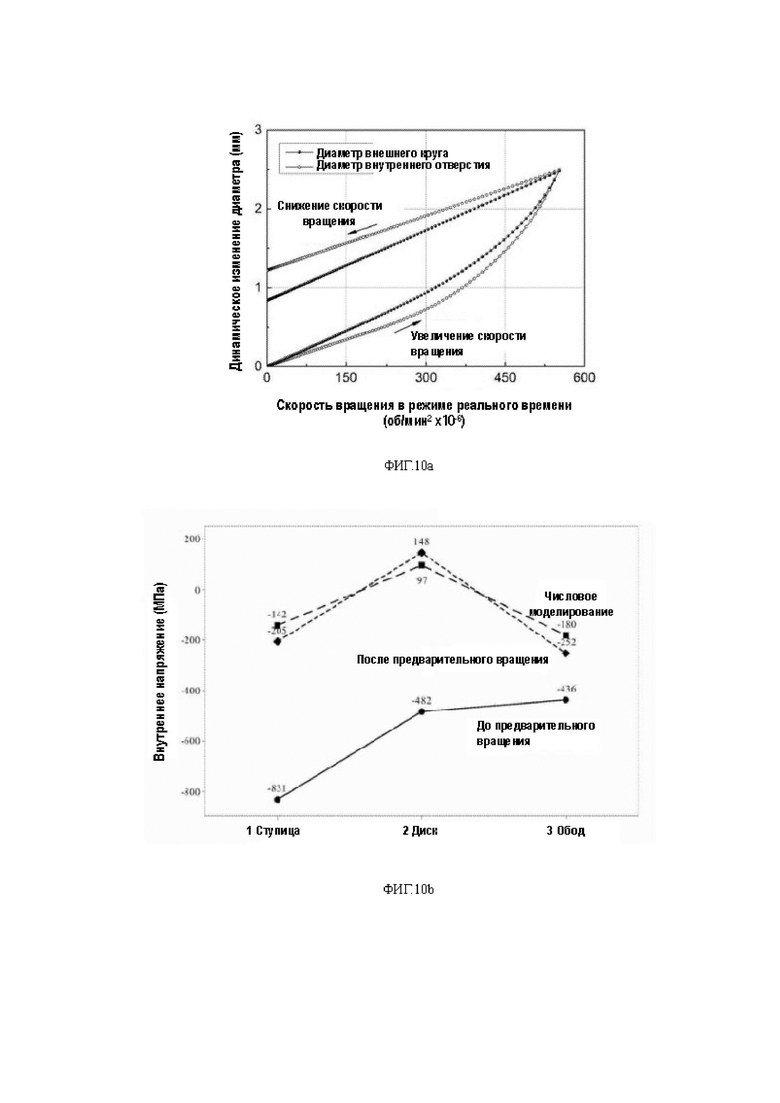
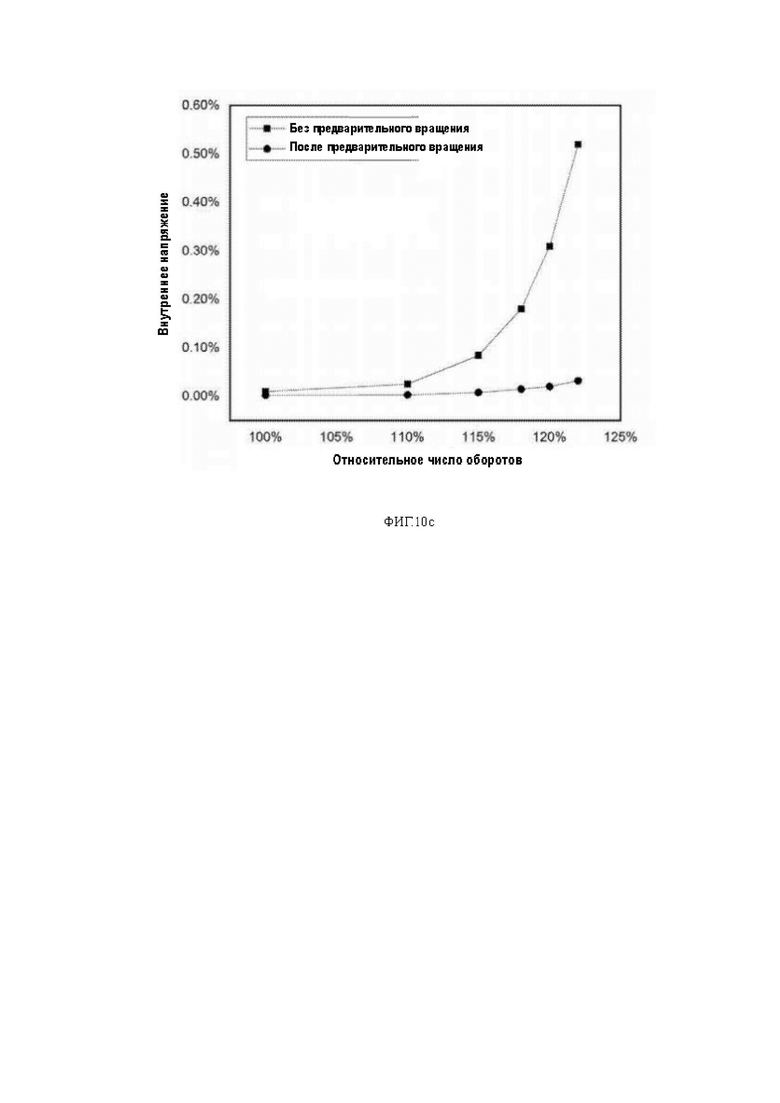
[0029] На ФИГ.10a и ФИГ.10b показаны кривая снятия напряжения во время предварительного вращения и результат определения внутреннего напряжения, полученный при моделировании предварительного вращения согласно прогнозируемому числу оборотов до и после предварительного вращения в соответствии с Примером 2 настоящей заявки, а на ФИГ.10c показано изменение размеров в Примере 2 во время испытания на вращение при повышенных скоростях.
Подробное описание изобретения
[0030] Конкретные варианты осуществления настоящей заявки будут подробно описаны ниже со ссылкой на сопутствующие чертежи. Следует понимать, что описанные здесь конкретные варианты осуществления являются иллюстративными и пояснительными только для настоящей заявки и не являются ограничивающими настоящую заявку.
[0031] В настоящей заявке ориентировочные формулировки, такие как «верхний, нижний, левый, правый», обычно используются для обозначения верхнего, нижнего, левого и правого, как показано со ссылкой на чертежи, если не описано обратное; под «внутренний, внешний» подразумевается внутренний и внешний относительно контуров самих элементов. Здесь и далее настоящая заявка будет подробно описана со ссылкой на сопутствующие чертежи и варианты осуществления.
[0032] В настоящей заявке представлен способ регулирования внутренних напряжений в дисковых поковках из жаропрочных сплавов путем предварительного вращения. Способ включает:
[0033] этап S1, на котором выполняют определение целевого числа оборотов для регулирования внутренних напряжений в дисковых поковках, и определение целевой величины пластической деформации, необходимой для регулирования внутренних напряжений путем предварительного вращения дисковых поковок; и
[0034] этап S2, на котором выполняют предварительное вращение дисковых поковок согласно целевому числу оборотов, контроль величины деформации дисковых поковок и прекращение предварительного вращения при достижении контролируемой величиной деформации дисковых поковок целевой величины.
[0035] Согласно способу, раскрытому в настоящей заявке, можно эффективно регулировать внутреннее напряжение в дисковых поковках, при этом механические свойства дисковых поковок сохраняются. Таким образом, степень деформации при последующей механической обработке детали может быть снижена с целью сокращения периода такой обработки и уменьшения затрат. При последующих испытаниях при повышенных скоростях и в процессе эксплуатации обработанной детали не возникает опасных деформаций, а значит, можно гарантировать стабильность размеров детали. За счет распределения внутренних напряжений, благоприятного для рабочего состояния дисковой поковки после предварительного вращения, в ступице создается сжимающее напряжение, и усталостная долговечность дисковой поковки может быть существенно продлена.
[0036] В частности, согласно способу, представленному в настоящей заявке, предварительное вращение может быть выполнено на высокоскоростной платформе для вращения таким образом, что вся дисковая поковка подвергается текучести, что приводит к микропластической деформации, при этом регулируется внутреннее напряжение в дисковой поковке.
[0037] Кроме того, благодаря регулированию внутренних напряжений в дисковых поковках, исключается вероятность коробления и деформации деталей при последующей механической обработке, что способствует повышению ее эффективности и точности размеров.
[0038] Кроме того, поскольку для предварительного вращения используется дисковая поковка без явной концентрации напряжений, для достижения текучести всего диска внутреннее напряжение регулируется при числе оборотов предварительного вращения, значительно превышающем число оборотов в процессе эксплуатации. Таким образом, при последующем испытании на прочность при повышенных скоростях можно быть уверенным, что в условиях повышенного до величины 115% или 120% напряжения не возникнет опасной деформации, превышающей расчетные требования. Кроме того, во время эксплуатации не возникает опасной деформации, что облегчает контроль размеров деталей.
[0039] Более того, при прекращении предварительного вращения скорость вращения дисковых поковок снижается, в результате чего вдоль радиального направления дисковых поковок формируется распределение внутреннего давления и внешнего напряжения, что благоприятно сказывается на условиях работы во время эксплуатации (сжимающее напряжение вводится в ступицу дисковой заготовки), тем самым эффективно продлевается усталостная долговечность дисковых поковок.
[0040] По сравнению с традиционным способом снижения внутренних напряжений в дисковых поковках только за счет регулирования скорости охлаждения при термической обработке настоящий способ может не только решить проблему деформации при механической обработке, но и гарантировать, что в состоянии испытания на прочность при повышенных скоростях и в последующей эксплуатации не возникнет опасной деформации, превышающей расчетную деформацию благодаря тому, что внутреннее напряжение регулируется заранее.
[0041] В настоящей заявке целевое число оборотов для регулирования внутренних напряжений в дисковых поковках может быть определено соответствующим способом, например, моделированием. Согласно предпочтительному варианту осуществления настоящей заявки, целевое число оборотов может быть получено путем коррекции в соответствии с результатом моделирования. В частности, этап S1 включает: этап S11, на котором выполняют получение прогнозируемого числа оборотов для регулирования внутренних напряжений в дисковых поковках путем численного моделирования; этап S12, на котором выполняют предварительное вращение дисковых поковок согласно прогнозируемому числу оборотов и контроль величины деформации дисковых поковок; и этап S13, на котором выполняют корректировку прогнозируемого числа оборотов в соответствии с контролируемой величиной деформации дисковых поковок для определения целевого числа оборотов.
[0042] Другими словами, в предпочтительном варианте осуществления настоящей заявки на этапе S11 сначала определяют прогнозируемое число оборотов, затем на этапе S12 выполняют предварительное вращение согласно прогнозируемому числу оборотов, и, наконец, на этапе S13 выполняют регулировку числа оборотов в соответствии с величиной деформации дисковых поковок для корректировки прогнозируемого числа оборотов и получения целевого числа оборотов. После определения целевого числа оборотов тестовых дисковых поковок (которые были использованы для определения целевого числа оборотов) дисковые поковки, имеющие те же технические характеристики и состояние, что и тестовые дисковые поковки, могут быть подвергнуты предварительному вращению согласно определенному целевому числу оборотов.
[0043] На этапе S11, чтобы получить прогнозируемое число оборотов, может быть получено внутреннее напряжение в дисковых поковках путем численного моделирования, и может быть установлено, как требуется, целевое внутреннее напряжение, подлежащее регулированию. В частности, при регулировании внутренних напряжений необходимо контролировать величину микропластической деформации, чтобы сохранить механические свойства дисковых поковок. С этой целью этап S11 может включать: этап S111, на котором выполняют моделирование термической обработки дисковых поковок для получения распределения внутренних напряжений дисковых поковок; и этап S112, на котором выполняют моделирование предварительного вращения дисковых поковок с различным числом оборотов для определения прогнозируемого числа оборотов, при этом предварительное вращение с прогнозируемым числом оборотов позволяет регулировать внутренние напряжения в дисковых поковках на уровне 400 МПа или ниже и обеспечивает величину деформации дисковых поковок в диапазоне от 0,05% до 1,95%.
[0044] В частности, для получения более точного распределения внутренних напряжений в дисковых поковках результат моделирования может быть скорректирован по фактически определенному распределению внутренних напряжений в дисковых поковках. Этап S111, в частности, может включать получение распределения внутренних напряжений путем определения фактического внутреннего напряжения в дисковой поковке и корректировку результата моделирования дисковой поковки с использованием фактического внутреннего напряжения.
[0045] Специалисты в данной области оценят, что термическая обработка и предварительное вращение дисковых поковок могут быть смоделированы различными подходящими способами. Например, можно задать материал, размеры и процесс термической обработки дисковых поковок, а также выполнить моделирование методом конечных элементов (например, с помощью программного обеспечения Ansys) для моделирования термической обработки дисковых поковок. Например, термообработка может быть смоделирована со ссылкой на работу «Успехи в исследовании численного моделирования термической обработки стали» (Journal of Tianjin University of Technology and Education, том 24, № 3, сентябрь 2014). Соответственно, предварительное вращение дисковых поковок может быть смоделировано путем увеличения движений вращения в соответствии с такими параметрами, как число оборотов предварительного вращения и т.п.
[0046] В условии без учета начального напряжения, возникающего при термической обработке (σinitial=0), во всем процессе моделирования обработки предварительным вращением и после прекращения вращения по завершении обработки, значения напряжения-деформации в отдельных положениях дисковой поковки в целом зависят от диаметра дисковой поковки, а не от конкретного геометрического размера поперечного сечения дисковой поковки, как показано на ФИГ. 3A-3d. Когда предварительное вращение достигает максимальной скорости вращения, как показано на ФИГ.3a, напряжение текучести достигнуто в области между внутренним диаметром Dinner и контурной линией, обозначенной A (предел текучести материала при комнатной температуре установлен равным 1150 МПа). В процессе увеличения числа оборотов пластическая деформация сначала начинается с внутреннего диаметра Dinner дисковой поковки и постепенно расширяется в радиальном направлении. Соответственно, за счет точного контроля максимальной скорости предварительного вращения можно точно контролировать диапазон, в котором достигается напряжение текучести на дисковых поковках, и получить конкретную величину пластической деформации. Как видно из ФИГ. 3c и 3d, для узких колец с (Douter-Dinner)/Dinner<<1, величина пластической деформации дисковых поковок от внутреннего диаметра Dinner до наружного диаметра Douter, т.е. общая величина пластической деформации дисковых поковок, может контролироваться в небольшом диапазоне от 0,05% до 0,25%.
[0047] На ФИГ. 4a - 4f показаны результаты моделирования предварительного вращения в присутствии напряжения при термической обработке (т.е. фактическое состояние дисковых поковок). При сравнении видно, что в присутствии внутренних напряжений при термической обработке распределение напряжений и деформационные свойства дисковых поковок во время предварительного вращения значительно отличаются от тех, которые наблюдаются в идеальном состоянии без начальных напряжений, представленных на ФИГ. 3a - 3d. Причина кроется в том, что из-за наличия внутренних напряжений при начальной термической обработке начальное растягивающее напряжение по хорде накладывается на центробежную силу предварительного вращения в месте формирования растягивающего напряжения внутри дисковой поковки, так что критическая скорость предварительного вращения, необходимая для достижения соответствующей области напряжения текучести, намного ниже, чем в ситуации, когда начальное напряжение отсутствует, как показано на ФИГ.5b. Чем больше начальное растягивающее напряжение по хорде, создаваемое при термической обработке, тем меньше критическая скорость вращения, необходимая дисковым поковкам для достижения напряжения текучести во время предварительного вращения. Кроме того, место на дисковой поковке, в котором достигается напряжение текучести в самое раннее время, находится уже не на внутреннем диаметре Dinner, а в месте с начальным максимальным растягивающим напряжением, образовавшимся во внутренней области поперечного сечения в результате термической обработки. По мере увеличения скорости вращения диапазон, в котором достигается напряжение текучести, постепенно расширяется от положения с максимальным растягивающим напряжением к соседним областям. При постоянной максимальной скорости вращения с увеличением внутреннего напряжения при термической обработке изменение наружного диаметра дисковых поковок после обработки вращением увеличивается. Причина заключается в том, что чем больше регулируемое напряжение при термической обработке в целом, тем больше величина упругой деформации отдельных положений в дисковых поковках, восстановленных вследствие потери ограничения на напряжение. В частности, наряду с напряжением при термической обработке дисковых поковок, растягивающее напряжение в области растягивающего напряжения регулируется путем создания локальной пластической деформации, а область сжимающего напряжения, которая находится в равновесном состоянии с областью растягивающего напряжения благодаря взаимному ограничению, может синхронно и упруго растягиваться из-за потери ограничения, макроскопическим проявлением чего является то, что чем выше внутреннее напряжение при термической обработке, тем больше постоянное увеличение значения наружного диаметра Douter дисковых поковок после предварительного вращения. На ФИГ.5c изображено динамическое изменение наружного диаметра Douter дисковых поковок в зависимости от скорости вращения в течение всего процесса нагрузки и разгрузки при предварительном вращении с максимальной скоростью вращения 9750 оборотов в минуту. Для одного конкретного предварительного вращения наружный диаметр дисковой поковки прямо пропорционален квадрату скорости вращения на стадии упругой деформации. При сравнении ФИГ.5c и ФИГ.5d видно, что скорость увеличения наружного диаметра дисковых поковок увеличивается после начала текучести, однако на стадии разгрузки после достижения максимальной скорости вращения наружный диаметр дисковых поковок остается в линейной зависимости от квадрата скорости вращения. С увеличением внутреннего напряжения при термической обработке при одинаковых условиях предварительного вращения время начальной текучести дисковых поковок уменьшается, а величина постоянной деформации наружного диаметра после разгрузки увеличивается. В частности, ФИГ.5d, представляющий собой частично увеличенный вид этапа увеличения скорости вращения на ФИГ.5c, показывает, что величина внутреннего напряжения при термической обработке оказывает значительное влияние на деформационные свойства дисковых поковок на раннем этапе увеличения скорости вращения.
[0048] Когда дисковая поковка имеет форму узкого кольца, как показано на ФИГ.1b, где дисковая поковка имеет такую размерную особенность, что диаметр Dinner внутреннего отверстия близок к диаметру Douter внешней окружности, и оба они относительно велики, а именно (Douter-Dinner)/Dinner<<1, отдельные градиенты величины напряжения-деформации, образовавшиеся на поперечном сечении дисковой поковки в результате предварительного вращения, относительно малы, и общее распределение относительно равномерно. Такая особенность конфигурации узкого кольца позволяет реализовать полную текучесть дисковых поковок и получить незначительное количество постоянной пластической деформации по технологии предварительного вращения дисковых поковок, благодаря чему состояние распределения внутренних напряжений «внутреннее давление и внешнее напряжение», вызванное термической обработкой, может быть полностью восстановлено. Фактически, все конфигурации токарных заготовок с кольцевыми элементами, такими как узкое кольцо, подходят для регулирования состояния распределения напряжений в дисковых поковках путем применения способа предварительного вращения.
[0049] По сравнению с деталями, такими как узкое кольцо, лабиринтный диск, перегородка или т.п., имеющими небольшое поперечное сечение, когда дисковая поковка имеет форму широкого кольца, как показано на ФИГ.1a, во время термической обработки в дисковой поковке часто образуется более высокий уровень внутренних напряжений из-за особенностей обычно большого веса широкого кольца и большой толщины на участке детали, таком как ступица или т.п. Общие конструктивные свойства детали с формой широкого кольца заключаются в том, что внешний контур относительно толстый и большой, а конструкция обладает высокой жесткостью, поэтому проблема влияния на размер детали внутреннего напряжения при термической обработке в процессе механической обработки часто не такая серьезная, как в других тонкостенных дисковых деталях.
[0050] Однако во время процедуры испытания при повышенных скоростях и эксплуатации на машине, если на внутреннее растягивающее напряжение при термической обработке накладывается эксплуатационная нагрузка, то возможно, что определенное положение дисковой поковки достигнет напряжения текучести в диапазоне скоростей вращения намного ниже номинальной нагрузки. В процессе работы дисковых поковок, как только в области остаточного напряжения возникает локальное явление текучести, происходит общее регулирование внутренних напряжений термической обработки, что проявляется в виде опасной деформации в макроскопических размерах дисковых поковок сверх ожидаемого. Фактически, чрезмерное внутреннее напряжение при термической обработке является одной из ведущих причин потери стабильности размеров для широкого кольца в условиях эксплуатации при прочности, значительно меньшей, чем расчетная прочность.
[0051] Разница между внутренним и наружным диаметром широкого кольца велика, а именно (Douter-Dinner)/Dinner>>1. Поэтому, если для предварительной обработки принята скорость вращения, обеспечивающая текучесть всего широкого кольца, то величина пластической деформации в области внутреннего диаметра будет слишком большой, что отрицательно скажется на формообразующих характеристиках материала.
[0052] Однако из-за высокого растягивающего напряжения при термической обработке, присутствующего в конкретной области положения ступицы широкого кольца, положение максимального растягивающего напряжения на дисковой поковке достигает напряжения текучести в диапазоне низкой скорости вращения даже при скорости вращения ниже той, которая требуется для текучести на внутреннем отверстии Dinner, благодаря чему эффективно регулируется внутреннее напряжение при термической обработке.
[0053] Как видно из ФИГ. 9a и 9b, прошедшее термическую обработку широкое кольцо имеет очень высокое внутреннее напряжение, максимальное растягивающее напряжение в ней возникает во внутренней области ступицы, максимальное растягивающее напряжение достигает от 700 до 900 МПа, и, соответственно, максимальное сжимающее напряжение на поверхности дисковой поковки может достигать 1000 МПа или выше. Если предел текучести материала составляет 1200 МПа при комнатной температуре, то при рабочей нагрузке на ступицу в рабочем состоянии 500 МПа или выше ступица фактически переходит в состояние текучести, таким образом регулируется внутреннее напряжение на дисковой поковке. В это время в дисковых поковках в условиях работы с пределом текучести намного ниже номинального предела текучести возникает опасная деформация, превышающая ожидаемую.
[0054] В отличие от предварительного вращения узкого кольца, которое может достичь текучести для всей дисковой поковки, для предотвращения чрезмерной величины пластической деформации, пластическая деформация обычно вводится в широкое кольцо только в месте ступицы при самой высокой скорости предварительного вращения, чтобы обеспечить достаточное регулирование растягивающего напряжения в области ступицы. Диск и область обода не подвергаются пластической деформации во время предварительного вращения, поэтому состояние микроструктуры, такое как плотность дислокаций и т. п. в области обода, не подвергается влиянию. Таким образом, обеспечивается улучшение пределов текучести и усталостных характеристик положения ступицы, при этом характеристики выносливости при высокотемпературной ползучести положения обода не снижаются.
[0055] В результате предварительного вращения, как показано на ФИГ. 9c и 9d, область растягивающих напряжений по хорде во внутренней области ступицы в значительной степени исключается, внутреннее напряжение при термической обработке в дисковых поковках эффективно регулируется, а сжимающее напряжение, которое распределяется по градиенту от внутреннего отверстия вдоль направления диаметра, распространяется на область, соответствующую центральной части дисковых поковок. Состояние распределения внутренних напряжений, скорректированное предварительным вращением, особенно сжимающее напряжение по хорде, создаваемое в области ступицы, может значительно улучшить усталостные характеристики дисковых поковок. Более того, благодаря исключению чрезмерного растягивающего напряжения по хорде в ступице можно предотвратить слишком раннее достижение напряжения текучести дисковых поковок при последующей эксплуатации из-за остаточного напряжения, наложенного на рабочее напряжение, которое в противном случае привело бы к опасной деформации дисковых поковок из-за регулирования внутренних напряжений. Поэтому обработка дисковых поковок предварительным вращением является эффективным средством регулирования напряжений и имеет очень важное прикладное значение для обеспечения стабильности размеров широкого кольца в последующем периоде эксплуатации.
[0056] Кроме того, на этапе S112 для правильного задания прогнозируемого числа оборотов требуемая степень регулирования может быть установлена в соответствии с распределением внутренних напряжений, полученным в результате моделирования, то есть внутренние напряжения прошедшей предварительное вращение дисковой поковки регулируется так, чтобы оно составляло 400 МПа или ниже. В частности, для моделирования предварительного вращения можно задавать различное число оборотов предварительного вращения, и окончательно определенное прогнозируемое число оборотов должно быть таким, которое позволяет регулировать внутренние напряжения прошедших предварительное вращение дисковых поковок на уровне 400 МПа или ниже. В частности, прогнозируемое число оборотов, определенное с помощью моделируемого предварительного вращения, дополнительно обеспечивает величину деформации дисковых поковок в диапазоне от 0,05% до 1,95%, благодаря чему предотвращается образование чрезмерной пластической деформации, влияющей на механические свойства дисковых поковок.
[0057] На вышеуказанном этапе S13 число оборотов предварительного вращения можно адаптивно регулировать в соответствии с результатом сравнения между контролируемой величиной деформации дисковых поковок и целевой величиной деформации. В частности, этап S13 включает этап S131, на котором выполняют определение прогнозируемого числа оборотов в качестве целевого числа оборотов, если контролируемая величина деформации дисковых поковок достигает целевой величины деформации при выполнении предварительного вращения дисковых поковок согласно прогнозируемому числу оборотов, или этап S132, выполняемый, если контролируемая величина деформации дисковых поковок меньше целевой величины деформации при выполнении предварительного вращения дисковых поковок согласно прогнозируемому числу оборотов, на котором выполняют постепенное увеличение числа оборотов предварительного вращения до достижения контролируемой величиной деформации дисковых поковок целевой величины деформации при выполнении предварительного вращения согласно окончательному числу оборотов и определение окончательного числа оборотов как целевого числа оборотов.
[0058] Этап S131 применим в случае, когда прогнозируемое число оборотов является относительно точным, т.е. требуемая целевая величина деформации может быть достигнута путем предварительного вращения согласно прогнозируемому числу оборотов. Этап S132 применим в случае, когда прогнозируемое число оборотов недостаточно точно (т.е. предварительное вращение согласно прогнозируемому числу оборотов не может достичь целевой величины деформации) и требуется модификация, при которой конкретное изменение заключается в постепенном увеличении числа оборотов предварительного вращения. Для точного определения целевого числа оборотов можно правильно установить число оборотов, увеличиваемое каждый раз. Этап S132 предпочтительно включает постепенное увеличение числа оборотов предварительного вращения с шагом в диапазоне от 25 до 100 оборотов в минуту, если контролируемая величина деформации дисковых поковок меньше целевой величины деформации при выполнении предварительного вращения дисковых поковок согласно прогнозируемому числу оборотов.
[0059] Кроме того, во избежание влияния чрезмерной пластической деформации дисковых поковок, вызванной предварительным вращением, на механические свойства, целевая величина деформации может быть правильно установлена таким образом, чтобы происходила лишь незначительная пластическая деформация дисковых поковок, и предпочтительно, целевая величина деформации составляет от 0,05% до 1,95%. При контроле величины деформации дисковых поковок часто контролируется величина деформации в конкретном положении (например, на наружном диаметре) на дисковой поковке. Однако величина деформации различна в разных местах общей дисковой поковки. Например, величина деформации на внутреннем диаметре больше, чем на наружном. Поэтому диапазон величины деформации в отдельных положениях должен гарантированно находиться в пределах диапазона целевой величины деформации.
[0060] Далее, для того чтобы точно контролировать величину деформации дисковых поковок, предпочтительно контролировать величину деформации дисковых поковок после поддержания текущего числа оборотов предварительного вращения в течение по меньшей мере 30 секунд, чтобы гарантировать, что контроль осуществляется в момент стабилизации пластической деформации, создаваемой предварительным вращением.
[0061] Кроме того, во время пластической деформации дисковых поковок в результате предварительного вращения дисковые поковки подвергаются переходу от упругой деформации к пластической деформации, поэтому величина деформации дисковых поковок будет постоянно изменяться до достижения стабильного значения. Для точного контроля величины деформации при контроле величины деформации дисковых поковок предпочтительно, чтобы в качестве контролируемой величины деформации дисковых поковок принималось стабильное значение. В частности, когда контролируемая величина деформации колеблется в диапазоне ±0,01 мм в течение 15 с, можно считать, что достигнуто стабильное значение.
[0062] Согласно способу настоящей заявки, чтобы окончательно сформировать состояние распределения напряжений внутреннего давления и внешнего напряжения, благоприятное для рабочего состояния во время эксплуатации вдоль радиального направления дисковых поковок, этап S2 включает постепенное уменьшение числа оборотов предварительного вращения до нуля, когда определено достижение величиной деформации дисковых поковок целевого показателя. В частности, число оборотов может постепенно уменьшаться на величину от 1 до 200 оборотов в секунду до тех пор, пока предварительное вращение не прекратится.
[0063] Способ настоящей заявки применим к различным дисковым поковкам из жаропрочных сплавов с высоким внутренним напряжением. В частности, жаропрочный сплав включает в себя деформируемый жаропрочный сплав, порошковый жаропрочный сплав или литой жаропрочный сплав.
[0064] Кроме того, для проверки действия способа, предусмотренного настоящей заявкой, включен этап S3: на котором выполняют построение диаграммы распределения внутренних напряжений дисковых поковок после предварительного вращения. Построение диаграммы распределения внутренних напряжений после предварительного вращения позволяет более наглядно увидеть технический потенциал настоящей заявки. В частности, диаграмма распределения внутренних напряжений после предварительного вращения может быть построена различными подходящими способами, например, путем моделирования. Предпочтительно, для повышения эффективности этап S3 включает: S31, на котором выполняют моделирование предварительного вращения дисковых поковок согласно целевому числу оборотов для получения распределения внутренних напряжений дисковых поковок после предварительного вращения; и S32: на котором выполняют определение фактического внутреннего напряжения на участке детали дисковой поковки (например, положение с небольшими колебаниями распределения напряжений, выбранное в соответствии с результатом моделирования) и корректировку смоделированного результата моделирования дисковой поковки после предварительного вращения с использованием фактического внутреннего напряжения для получения распределения внутренних напряжений дисковых поковок после предварительного вращения.
[0065] В настоящей заявке фактическое внутреннее напряжение в месте расположения элементов дисковой поковки может быть определено соответствующим образом. Например, напряжение на глубине 0,2 мм или более под поверхностью участка детали дисковой поковки может быть измерено рентгенодифракционным методом.
[0066] Для обеспечения окончательного результата дисковая поковка, согласно настоящей заявке, представляет собой дисковую конструкцию без явной концентрации напряжений перед предварительным вращением, включая, но не ограничиваясь, кольцевые дисковые поковки, поковки дисков компрессоров, поковки дисков турбин и т.п. Кроме того, рабочая температура предварительного вращения, подходящая для изобретения по настоящей заявке, составляет от -50°C до 750°C, в частности, возможна комнатная температура. Конкретная рабочая температура зависит в первую очередь от отношения предела прочности материала на растяжение к пределу текучести материала.
[0067] В настоящей заявке для предварительного вращения можно использовать различное подходящее высокоскоростное оборудование для вращения, если только обеспечивается соблюдение условий регулирования скорости вращения, температуры и т.п., необходимых для предварительного вращения дисковых поковок. Величина деформации в процессе предварительного вращения может контролироваться с помощью соответствующего оборудования, например, с помощью инфракрасного прибора обнаружения смещения.
[0068] Способ настоящей заявки будет проиллюстрирован следующими Примерами.
[0069] Пример 1
[0070] Была использована кольцевая дисковая поковка турбины низкого давления из сплава GH4065, конструкция которой показана на ФИГ.1b. Внутренний диаметр - 618 мм, наружный диаметр - 829 мм, высота - 85 мм, вес - 130 кг. После стандартной термической обработки основным напряжением в дисковых поковках было внутреннее напряжение по хорде. Для определения напряжения на глубине 0,2 мм и более под поверхностью участка детали был использован рентгенодифракционный метод. Внутреннее напряжение по хорде в ступице составило -384 МПа, внутреннее напряжение по хорде в диске -641 МПа, а внутреннее напряжение по хорде в ободе -740 МПа, что свидетельствует о высоком уровне напряжения.
[0071] Распределение внутренних напряжений в дисковых поковках было получено путем моделирования термической обработки дисковых поковок, и, как показано на ФИГ.2c, результат моделирования соответствовал результату обнаружения.
[0072] Затем было смоделировано предварительное вращение. Для узкого кольца с (Douter-Dinner)/Dinner<<1, величина пластической деформации дисковых поковок от внутреннего диаметра Dinner до наружного диаметра Douter, т.е. общая величина пластической деформации дисковых поковок, контролировалась в небольшом диапазоне от 0,05% до 0,25%.
[0073] Как показано на ФИГ. 4a-4f, было смоделировано распределение напряжения и деформации дисковых поковок во время предварительного вращения при различном числе оборотов в присутствии напряжения термической обработки, максимальное растягивающее напряжение по хорде в дисковых поковках регулировалось на уровне 400 МПа или ниже, а прогнозируемое число оборотов, соответствующее общей деформации от 0,15% до 0,25%, составляло 9400 оборотов в минуту.
[0074] Предварительное вращение проводилось на дисковых поковках при 9400 оборотах в минуту в течение 60 секунд. Как показано на ФИГ.6, величина деформации дисковых поковок контролировалась, остаточная деформация на наружном диаметре была обнаружена на уровне 0,75 мм, а общая величина деформации, соответствующая дисковым поковкам, составляет от 0,18% до 0,24%, достигая целевой величины деформации, поэтому прогнозируемое число оборотов было определено как целевое число оборотов. Внутреннее напряжение можно регулировать путем предварительного вращения при 9400 оборотах в минуту для партии дисковых поковок с одинаковыми техническими характеристиками.
[0075] Чтобы проверить технический результат изобретения по настоящей заявке, был использован рентгенодифракционный метод для измерения внутреннего напряжения (результат показан на ФИГ.7) на глубине 0,2 мм или более под поверхностью участка детали (например, участка с небольшими колебаниями распределения напряжения, выбранного в соответствии со смоделированным результатом) дисковых поковок до и после предварительного вращения. Результат испытаний в значительной степени совпал с результатом моделирования. Наконец, после предварительного вращения была построена диаграмма распределения внутренних напряжений, готовая для последующей обработки дисковой заготовки.
[0076] Ультразвуковой контроль не выявил никаких отклонений в прошедших предварительное вращение дисковых поковках. Дальнейшее препарирование было проведено на дисковой заготовке и показало, что микроструктура дисковой заготовки и механические свойства в различных положениях (результаты показаны на ФИГ. 8a и 8b) существенно не отличались от микроструктуры дисковой заготовки, не подвергавшейся предварительному вращению.
[0077] Пример 2
[0078] Стандартная поковка диска турбины из порошкового жаропрочного сплава FGH96 (далее также упоминается как широкое кольцо) была обработана по способу Примера 1. Конструкция показана на ФИГ.1a, внутренний диаметр 125 мм, наружный диаметр 550 мм, высота ступицы 215 мм и высота обода 60 мм. Дисковые поковки были подвергнуты стандартной термической обработке. Распределение внутренних напряжений в дисковых поковках было получено путем моделирования термической обработки дисковых поковок. Результат показан на ФИГ. 9a и 9b, на которых максимальное растягивающее напряжение по хорде в дисковой заготовке достигло более 700 МПа, что является относительно высоким показателем.
[0079] Было смоделировано предварительное вращение дисковых поковок на различных оборотах, максимальное растягивающее напряжение по хорде в дисковых поковках было снижено до 400 МПа или ниже, а прогнозируемый оборот, соответствующий общей деформации от 0,15% до 1,0%, составил 23500 оборотов в минуту.
[0080] Испытательный образец дисковой поковки был предварительно раскручен при 23500 оборотах в минуту в течение 60 секунд. Контролировалась величина деформации испытательного образца. Было измерено, что остаточная деформация составляет 0,70 мм, а соответствующая величина деформации составила от 0,12% до 0,88%, поэтому целевая величина деформации не может быть достигнута. Каждый раз число оборотов увеличивалось на 50 оборотов. Когда окончательное число оборотов составило 23550 оборотов в минуту, остаточная деформация достигла 0,82 мм, что соответствует целевой величине деформации в диапазоне от 0,15% до 0,98%, поэтому окончательное число оборотов было определено как целевое. Внутреннее напряжение можно регулировать путем предварительного вращения при 23550 оборотах в минуту для партии дисковых заготовок с одинаковыми техническими характеристиками.
[0081] Чтобы проверить технический результат изобретения по настоящей заявке, было измерено внутреннее напряжение на глубине 0,2 мм или более под поверхностью участка детали дисковой поковки до и после предварительного вращения (результат показан на ФИГ.10b). Результат испытаний совпал с результатом моделирования. При ультразвуковом контроле прошедшей предварительное вращение дисковой заготовки и испытании эффективности разложения дисковых поковок значительных изменений не было обнаружено.
[0082] Кроме того, чтобы проверить технический результат изобретения по настоящей заявке с точки зрения стабильности размеров, было проведено испытание на повышенных скоростях для заготовки, прошедшей предварительное вращение, и заготовки, не прошедшей предварительное вращение. Результат испытаний представлен на ФИГ.10c. При испытании при повышенных на 122% скоростях размер заготовки, прошедшей предварительное вращение, существенно не изменился.
[0083] Предпочтительные варианты осуществления изобретения по настоящей заявке подробно описаны выше со ссылкой на сопутствующие чертежи, однако настоящая заявка этим не ограничивается. В рамках технической идеи настоящей заявки возможно множество простых вариаций технической схемы настоящей заявки. Настоящая заявка включает в себя комбинацию различных конкретных технических признаков любым подходящим способом. Во избежание ненужных повторений в настоящей заявке не будут описываться различные возможные комбинации. Тем не менее, такие простые вариации и комбинации также следует рассматривать как раскрытое содержание настоящей заявки, входящее в объем настоящей заявки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ТУРБИНЫ, ИНТЕГРИРОВАННОГО С ВАЛОМ | 2024 |
|
RU2829982C1 |
| СПОСОБ И УСТРОЙСТВО ПОДАВЛЕНИЯ ВЛИЯНИЯ КОМПЕНСАТОРА НА ДИСТАНЦИОННУЮ ЗАЩИТУ ЛИНИЙ | 2018 |
|
RU2733785C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕВЫБОРА СОТЫ | 2016 |
|
RU2681198C2 |
| ВЫСОКОСКОРОСТНАЯ СИСТЕМА КАЛИБРОВКИ ПОЛНОСТЬЮ ЦИФРОВОГО ПРИЕМНИКА И СПОСОБ НА ОСНОВЕ ЧЕРЕДУЮЩЕГОСЯ КОДИРОВАНИЯ | 2017 |
|
RU2704238C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК ИЗ ЖАРОПРОЧНЫХ ГРАНУЛИРОВАННЫХ СПЛАВОВ | 2014 |
|
RU2583564C1 |
| СПОСОБ И ОБОРУДОВАНИЕ ОБРАБОТКИ ДЛЯ РЕАЛИЗАЦИИ ВЫСОКОЧАСТОТНОЙ СВЯЗИ И УСТРОЙСТВО | 2015 |
|
RU2667145C2 |
| СТАЛЬ С КОНТРОЛИРУЕМЫМ ОТНОШЕНИЕМ ПРЕДЕЛА ТЕКУЧЕСТИ К ПРЕДЕЛУ ПРОЧНОСТИ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2806255C1 |
| СПОСОБ СВЯЗИ И УСТРОЙСТВО СВЯЗИ | 2020 |
|
RU2801116C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК ТУРБИННЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2017 |
|
RU2679157C1 |
| СПОСОБ И ЭЛЕКТРОННОЕ УСТРОЙСТВО ПОСТОЯННОГО ОТОБРАЖЕНИЯ НА ДИСПЛЕЕ | 2022 |
|
RU2811483C1 |
Изобретение относится к регулированию внутренних напряжений в дисковых поковках из жаропрочных сплавов путем предварительного вращения. Выполняют определение целевого числа оборотов для регулирования внутренних напряжений в дисковых поковках и определение целевой величины пластической деформации, необходимой для регулирования внутренних напряжений, путем предварительного вращения дисковых поковок. Выполняют предварительное вращение дисковых поковок согласно целевому числу оборотов, контроль величины деформации дисковых поковок и прекращение предварительного вращения при достижении контролируемой величиной деформации дисковых поковок целевой величины. Выполняют построение диаграммы распределения внутренних напряжений дисковых поковок после предварительного вращения. В результате обеспечивается создание микропластической деформации дисковых поковок под действием центробежной силы при вращении. 7 з.п. ф-лы, 10 ил., 2 пр.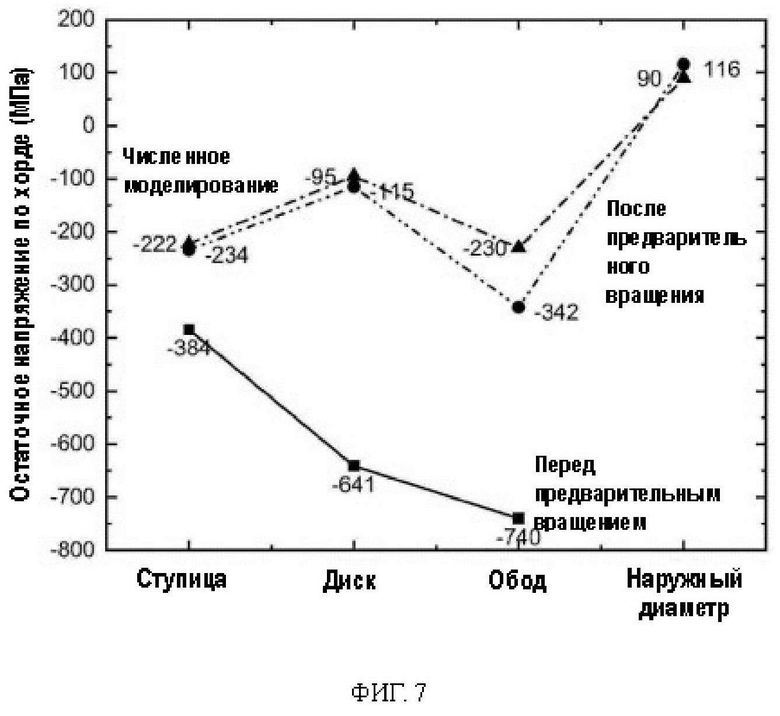
1. Способ регулирования внутренних напряжений в дисковых поковках из жаропрочных сплавов путем предварительного вращения, включающий:
этап S1, на котором выполняют определение целевого числа оборотов для регулирования внутренних напряжений в дисковых поковках и определение целевой величины пластической деформации, необходимой для регулирования внутренних напряжений, путем предварительного вращения дисковых поковок;
при этом этап S1 включает:
этап S11, на котором выполняют получение прогнозируемого числа оборотов для регулирования внутренних напряжений в дисковых поковках путем численного моделирования; этап S11 включает:
этап S111, на котором выполняют получение распределения внутренних напряжений в дисковых поковках путем моделирования термической обработки дисковых поковок; этап S111 включает:
получение распределения внутренних напряжений в дисковых поковках после термической обработки путем определения фактического внутреннего напряжения в дисковых поковках и корректировку результата моделирования дисковых поковок с использованием фактического внутреннего напряжения; и
этап S112, на котором выполняют моделирование предварительного вращения дисковых поковок с различным числом оборотов для определения прогнозируемого числа оборотов; при этом предварительное вращение с прогнозируемым числом оборотов позволяет регулировать внутренние напряжения в дисковых поковках на уровне 400 МПа или ниже и обеспечивает величину остаточной деформации дисковых поковок в диапазоне от 0,05 до 1,95%;
этап S12, на котором выполняют предварительное вращение дисковых поковок согласно прогнозируемому числу оборотов и контроль величины деформации дисковых поковок; и
этап S13, на котором выполняют корректировку прогнозируемого числа оборотов в соответствии с контролируемой величиной деформации дисковых поковок для определения целевого числа оборотов; этап S13 включает:
этап S131, на котором выполняют определение прогнозируемого числа оборотов как целевого числа оборотов, если контролируемая величина деформации дисковых поковок достигает целевой величины деформации при выполнении предварительного вращения дисковых поковок согласно прогнозируемому числу оборотов; или
этап S132, выполняемый, если контролируемая величина деформации дисковых поковок меньше целевой величины деформации при выполнении предварительного вращения дисковых поковок согласно прогнозируемому числу оборотов, и на котором выполняют постепенное увеличение числа оборотов предварительного вращения до достижения контролируемой величиной деформации дисковых поковок целевой величины деформации при выполнении окончательного числа оборотов предварительного вращения и определение окончательного числа оборотов как целевого числа оборотов; этап S132 включает:
постепенное увеличение числа оборотов предварительного вращения с шагом в диапазоне от 25 до 100 оборотов в минуту, если контролируемая величина деформации дисковых поковок меньше целевой величины деформации при выполнении предварительного вращения дисковых поковок согласно прогнозируемому числу оборотов;
этап S2, на котором выполняют предварительное вращение дисковых поковок согласно целевому числу оборотов, контроль величины деформации дисковых поковок и прекращение предварительного вращения при достижении контролируемой величиной деформации дисковых поковок целевой величины; и
этап S3, на котором выполняют построение диаграммы распределения внутренних напряжений дисковых поковок после предварительного вращения, предпочтительно этап S3 включает:
этап S31, на котором выполняют моделирование предварительного вращения дисковых поковок согласно целевому числу оборотов для получения распределения внутренних напряжений в дисковых поковках после предварительного вращения; и
этап S32, на котором выполняют определение фактического внутреннего напряжения на участке детали дисковой поковки и корректировку смоделированного результата моделирования дисковых поковок после предварительного вращения с использованием фактического внутреннего напряжения для получения распределения внутренних напряжений дисковой поковки после предварительного вращения.
2. Способ регулирования внутренних напряжений по п.1, в котором целевая величина деформации составляет от 0,05 до 1,95%.
3. Способ регулирования внутренних напряжений по п.1, в котором при выполнении предварительного вращения величину деформации дисковых поковок контролируют после поддержания текущего числа оборотов в течение по меньшей мере 30 секунд.
4. Способ регулирования внутренних напряжений по п.1, в котором:
при контроле величины деформации дисковых поковок в качестве контролируемой величины деформации дисковых поковок принимают стабильное значение; и/или
этап S2 включает: постепенное уменьшение числа оборотов предварительного вращения до нуля, когда при контроле обнаружено достижение величиной деформации дисковых поковок целевой величины деформации.
5. Способ регулирования внутренних напряжений по п.1, в котором жаропрочный сплав представляет собой деформируемый жаропрочный сплав, порошковый жаропрочный сплав или литой жаропрочный сплав.
6. Способ регулирования внутренних напряжений по п.1, в котором дисковая поковка представляет собой конструкцию в виде диска без явной концентрации напряжений до предварительного вращения, и дисковые поковки включают кольцевые дисковые поковки, поковки дисков компрессоров и поковки дисков турбин.
7. Способ регулирования внутренних напряжений по п.1, в котором рабочая температура предварительного вращения составляет от -50 до 750°C.
8. Способ регулирования внутренних напряжений по п.1, в котором предварительное вращение осуществляют с использованием высокоскоростной испытательной платформы для вращения и соответствующей оснастки для размещения дисковых поковок на высокоскоростной испытательной платформе для вращения.
| Способ снятия остаточных напряжений в трубных заготовках | 1978 |
|
SU774904A1 |
| Вибрационная установка для снижения остаточных напряжений | 1977 |
|
SU733957A1 |
| СПОСОБ РЕЛАКСАЦИИ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2011 |
|
RU2478031C2 |
| JP 2005060735 A, 10.03.2005. | |||

