Изобретение, в общем смысле, относится к устройству и способу крепления болта к основе, а также к соответствующему болту.
Известно множество устройств и способов, посредством которых различные болты крепят к основе в разных сферах практического применения. Так, например, реализуют контакт болта с основой и подают электрический ток. Как только между болтом и основой потечет электрический ток, болт отводят от основы, в результате чего возникает электрическая дуга. Вследствие высвобождения энергии материал болта и основы частично расплавляется. Затем электрический ток отключают, и болт погружают в расплавленный материал, пока последний не остынет и не затвердеет. При этом болт неразъемно соединяется с основой.
Известны устройства, которые обеспечивают энергию, необходимую для расплавления материала болта и основы, в течение достаточно короткого промежутка времени, причем подобные устройства генерируют электрический ток очень большой силы, подводимый к болту посредством электрического кабеля с надлежащими размерными параметрами. Известно также, что в место контакта болта с основой подают инертный газ, что позволяет избежать окисления расплавленного материала.
Для решения некоторых технических задач, возникающих, например, при строительстве сооружений или в судостроении, используют болты варьируемого размера, снабженные резьбой, на которую тот или иной объект навинчивают с целью его закрепления на основе. Пользователь устройства должен регулировать некоторые параметры технологии крепления, например, длительность воздействия электрического тока и его мощность, приводя их в соответствие с используемыми болтами. Посредством визуального контроля пользователь выполняет заключительную оценку качества соединения болта с основой. Таким образом, качество соединения зависит также от опыта и профессионализма пользователя.
В случае если основа имеет поверхностный слой, например, лаковое покрытие, противокоррозионный слой или слой грязи, подобный поверхностный слой перед креплением болта обычно удаляют шлифованием большого участка поверхности основы. После закрепления болта подвергнутый шлифованию участок очищают и/или снабжают новым лаковым покрытием или антикоррозионным защитным слоем, что требует значительных затрат времени.
В основу настоящего изобретения была положена задача предложить устройство и/или способ, позволяющие упростить и/или улучшить крепление болта к основе.
Указанная задача решается с помощью способа крепления болта к обладающей поверхностным слоем основе, согласно которому предоставляется в распоряжение болт, на его торце имеет диаметр болта, а также кольцеобразный защитный элемент с внутренним диаметром и наружным диаметром; в основе выполняют выемку, для чего в определенной поверхностной области, характеризующейся диаметром поверхностной области, удаляют поверхностный слой, причем диаметр поверхностной области больше диаметра болта и меньше наружного диаметра; предоставляют торцу и/или основе возможность расплавляться и затвердевать в выемке, во время затвердевания реализуют контакт торца с основой в выемке, и посредством защитного элемента закрывают выемку вокруг болта. Поверхностный слой в определенной поверхностной области удаляют тем, что его предпочтительно снимают. Благодаря защите основы улучшение поверхностного слоя в местах, где он был удален, в известных условиях не требуется или по меньшей мере упрощается.
Предпочтительный вариант осуществления изобретения отличается тем, что торец, защитный элемент и/или определенная поверхностная область обладают круглой формой.
Другой предпочтительный вариант осуществления изобретения отличается тем, что выемка является глухим отверстием.
Другой предпочтительный вариант осуществления изобретения отличается тем, что выемку предпочтительно высверливают посредством переносного (ручного) сверлильного инструмента.
Другой предпочтительный вариант осуществления изобретения отличается тем, что выемка имеет центрирующий профиль, а торец имеет оппозитный профиль, причем при установке болта в выемке в надлежащем положении центрирующий профиль и оппозитный профиль входят в зацепление друг с другом. Центрирующий профиль предпочтительно является выпуклым, а оппозитный профиль вогнутым. Также предпочтительно, если центрирующий профиль является вогнутым, а оппозитный профиль выпуклым. В особенно предпочтительном варианте осуществления изобретения оппозитный профиль охватывает весь торец.
Другой предпочтительный вариант осуществления изобретения отличается тем, что защитный элемент включает уплотнительное кольцо с внутренним диаметром уплотнительного кольца и наружным диаметром уплотнительного кольца, причем внутренний диаметр уплотнительного кольца меньше или равен диаметру болта, а наружный диаметр уплотнительного кольца больше диаметра поверхностной области. В этом случае уплотнительное кольцо обеспечивает герметизацию в радиальном направлении к болту и в осевом направлении к основе вне определенной поверхностной области, благодаря чему достигается полная непроницаемость зоны стыка между болтом и основой относительно окружающей среды.
Другой предпочтительный вариант осуществления изобретения отличается тем, что защитный элемент закрепляют на болте после крепления болта к основе. Защитный элемент предпочтительно навинчивают или насаживают на болт. Альтернативный вариант осуществления изобретения отличается тем, что защитный элемент предварительно монтируют на болте, прежде чем болт крепят к основе.
Другой предпочтительный вариант осуществления изобретения отличается тем, что защитный элемент во время расплавления и/или затвердевания материала болта, соответственно основы, также частично или полностью расплавляется и образует с болтом и/или основой неразъемноe соединение.
Другой предпочтительный вариант осуществления изобретения отличается тем, что защитный элемент после крепления болта к основе подвергают деформированию.
Другой предпочтительный вариант осуществления изобретения отличается тем, что после крепления болта к основе изменяют положение защитного элемента на болте.
Примеры
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи, на которых показано:
на фиг. 1 схематическое изображение сварочного приспособления,
на фиг. 2 поперечное сечение системы крепления,
на фиг. 3 поперечное сечение другой системы крепления,
на фиг. 4 продольное сечение приварного болта,
на фиг. 5 продольное сечение другого приварного болта,
на фиг. 6 продольное сечение другого приварного болта.
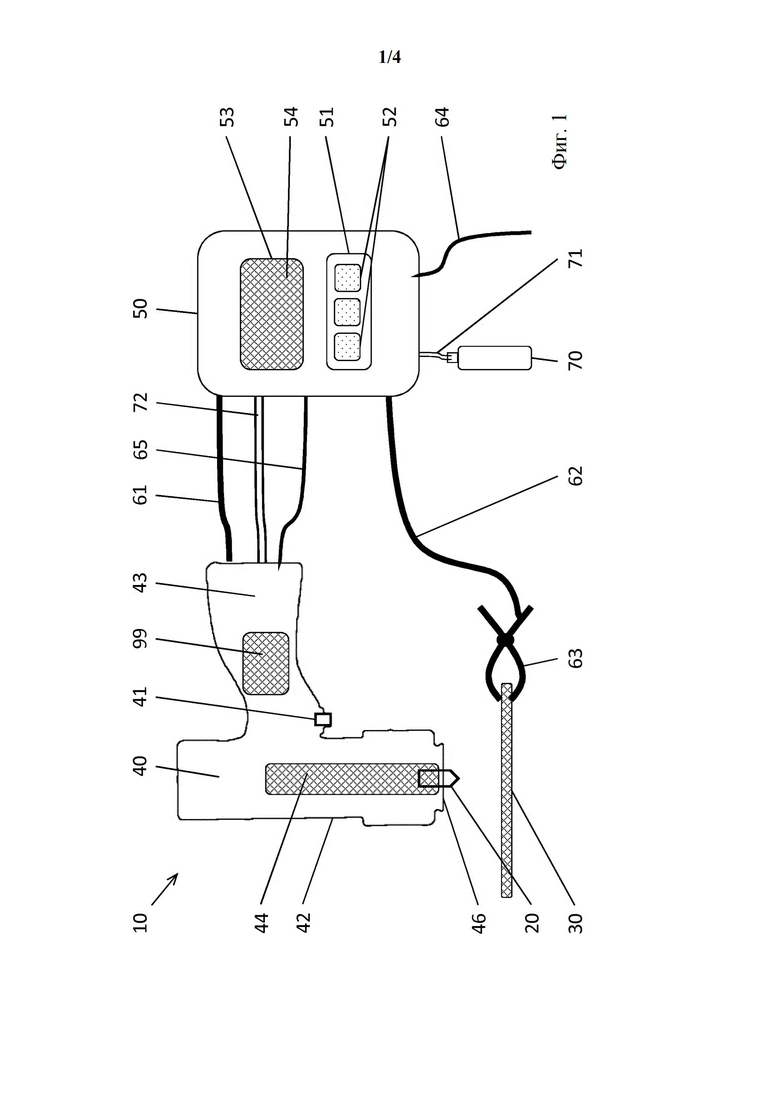
На фиг. 1 представлено схематическое изображение сварочного приспособления 10 для приваривания приварного болта 20 к основе 30. Материалом приварного болта 20 и материалом основы 30 является токопроводящий, прежде всего металлический материал. Сварочное приспособление 10 включает сварочный пистолет 40 с курковым выключателем 41 в виде кнопочного переключателя, сварочный аппарат 50, первый электрический кабель 61, второй электрический кабель 62 с контактным зажимом 63, кабель питания от электросети 64, например, в виде сетевого кабеля, электрический коммуникационный провод 65, газовый резервуар 70 в виде газового баллона, линия подачи газа 71 в виде шланга, а также газовый шланг 72.
Первый кабель 61 предназначен для снабжения приварного болта 20 электрическим током от сварочного аппарата 50. Второй кабель 62 предназначен для электрического соединения основы 30 со сварочным аппаратом 50 в случае, если контактный зажимной выступ 63 закреплен на основе 30. При контактировании приварного болта 20 с основой 30 происходит замыкание электрического контура, а, следовательно, от сварочного аппарата 50 к приварному болту 20 может поступать сварочный ток, например, в виде постоянного или переменного тока. Сварочный пистолет 40 включает не показанный на чертеже разъем для подключения сварочного тока. Для генерирования сварочного тока с необходимым напряжением и силой сварочный аппарат 50 включает не показанное на чертеже устройство для преобразования электрического тока, поступающего от электросети по кабелю питания 64, в сварочный ток, которое, в свою очередь, включает, например, электрический конденсатор, тиристор, биполярный транзистор с изолированным управляющим электродом или другие силовые электронныe схемные элементы, а также соответствующий прибор управления с микропроцессором.
Линия подачи газа 71 и газовый шланг 72 предназначены для подачи защитного газа из газового резервуара 70 в зону контакта приварного болта 20 с основой 30, что необходимо для защиты указанной зоны от окисления содержащимся в окружающей среде кислородом в процессе сварки. Для регулирования расхода газа, поступающего в зону контакта, газовый резервуар 70, линия подачи газа 71, сварочный аппарат 50, газовый шланг 72 или сварочный пистолет 40 включают не показанный на данном чертеже, в частности, регулируемый вентиль.
Сварочный аппарат 50 снабжен устройством ввода данных 51 с органами управления 52, а также устройством вывода данных 53 с элементом визуальной индикации 54 и беспроводным передаточным блоком. Устройство ввода 51 данных предназначено для ввода пользователем сварочного приспособления 10 параметров реализуемого с помощью этого приспособления процесса сварки, например, электрического напряжения, силы, мощности и длительности сварочного тока, положения и скорости перемещения болта, а также других показателей. Устройство вывода 53 данных предназначено для вывода информации, например, параметров процесса сварки, регистрируемых выбросов в атмосферу или других показателей процесса сварки, информации относительно качества процесса сварки и мероприятий для его оптимизации, информации относительно контролируемых свойств приварного болта, а также информации, вытекающей из указанных выше показателей, и/или рекомендаций или инструкций по очистке и/или техническому обслуживанию сварочного приспособления 10, в частности, сварочного пистолета 40, пользователем.
Коммуникационный провод 65 предназначен для обеспечения связи между сварочным пистолетом 40, в частности, не показанным на фиг. 1 управляющим устройством сварочного пистолета 40, и сварочным аппаратом 50, в частности, прибором управления, устройством ввода 51 данных и/или устройством вывода 53 данных. Благодаря подобной связи, например, осуществляется обмен информацией, относящейся к параметрам процесса сварки, что, например, позволяет обеспечивать или облегчать синхронизацию сварочного тока с перемещением приварного болта 20. Согласно не показанным примерам конструктивного исполнения сварочного приспособления между сварочным пистолетом и сварочным аппаратом существует беспроводная связь, радиосвязь или связь посредством первого электрического кабеля, проводящего сварочный ток.
Сварочный пистолет 40 имеет снабженный выходным отверстием 46 корпус 42, из которого выступает рукоятка 43 с курковым выключателем 41. Кроме того, сварочный пистолет 40 имеет держатель болта 44, в котором в процессе сварки удерживается приварной болт 20. При этом держатель 44 включает, например, два, три, четыре или более не показанных в отдельности пружинящих рычага, между которыми вставляется и удерживается посредством зажимного выступа приварной болт 20. Сварочный пистолет 40 снабжен также разъемом, например, в виде одного или нескольких пружинящих рычагов, который предназначен для подвода сварочного тока к приварному болту 20 и встроен в держатель 44.
Кроме того, сварочный пистолет 40 имеет управляющее устройство 99, предназначенное для управления различными составными частями и устройствами сварочного пистолета и сварочного аппарата 50. Управляющее устройство 99 служит для управления одним или несколькими параметрами процесса сварки. Управляющее устройство 99 включает необходимые для этого электронныe детали, например, один или несколько микропроцессоров, один или несколько запоминающих устройств для временного или долговременного хранения данных и так далее.
Сварочный пистолет 40 имеет также механизм подъема болта в виде первого подъёмного электромагнита, причем в случае если механизм подъема болта активирован, он с определенным усилием отводит держатель 44 от выходного отверстия 46 (на фиг. 1 вверх). Посредством не показанного на чертеже сигнального провода управляющее устройство 99 связано с механизмом подъема болта, что позволяет управлять этим механизмом, в частности, активировать и деактивировать его.
Кроме того, сварочный пистолет 40 имеет механизм погружения болта, выполненный в виде пружинящего элемента или второго подъёмного электромагнита, причем в случае если механизм погружения болта активирован, он с определенным усилием подводит держатель 44 к выходному отверстию 46 (на фиг. 1 вниз). Посредством не показанного на чертеже сигнального провода управляющее устройство 99 связано с механизмом погружения болта, что позволяет управлять этим механизмом, в частности, активировать и деактивировать его. В случае если механизм погружения болта выполнен в виде пружинящего элемента, подобный пружинящий элемент при перемещении держателя 44 в направлении от механизма подъема болта предпочтительно напряжен, а, следовательно, как только механизм подъема болта деактивируется, пружинящий элемент перемещает держатель 44 вперед.
При осуществлении процесса сварки с использованием сварочного приспособления 10 сначала предоставляются в распоряжение основа 30 и болт 20. На следующей стадии пользователь посредством устройства ввода данных вводит информацию, например, необходимые параметры последующего процесса сварки. На следующей стадии к приварному болту 20 от сварочного аппарата 50 посредством первого кабеля 61 и второго кабеля 62 подают сварочный ток, проходящий между приварным болтом 20 и основой 30. На следующей стадии приварной болт 20 посредством механизма подъема отводят от основы при сохранении протекающего между приварным болтом 20 и основой 30 сварочного тока, причем между приварным болтом 20 и основой 30 возникает электрическая дуга. При этом прежде всего вследствие создаваемой электрической дугой высокой температуры происходит частичное расплавление материала приварного болта 20 и/или основы 30. На следующей стадии приварной болт 20 посредством механизма погружения погружается в расплавленный материал приварного болта 20, соответственно основы 30. После этого расплавленный материал приварного болта 20, соответственно основы 30, затвердевает, а, следовательно, приварной болт 20 неразъемно соединяется с основой 30.
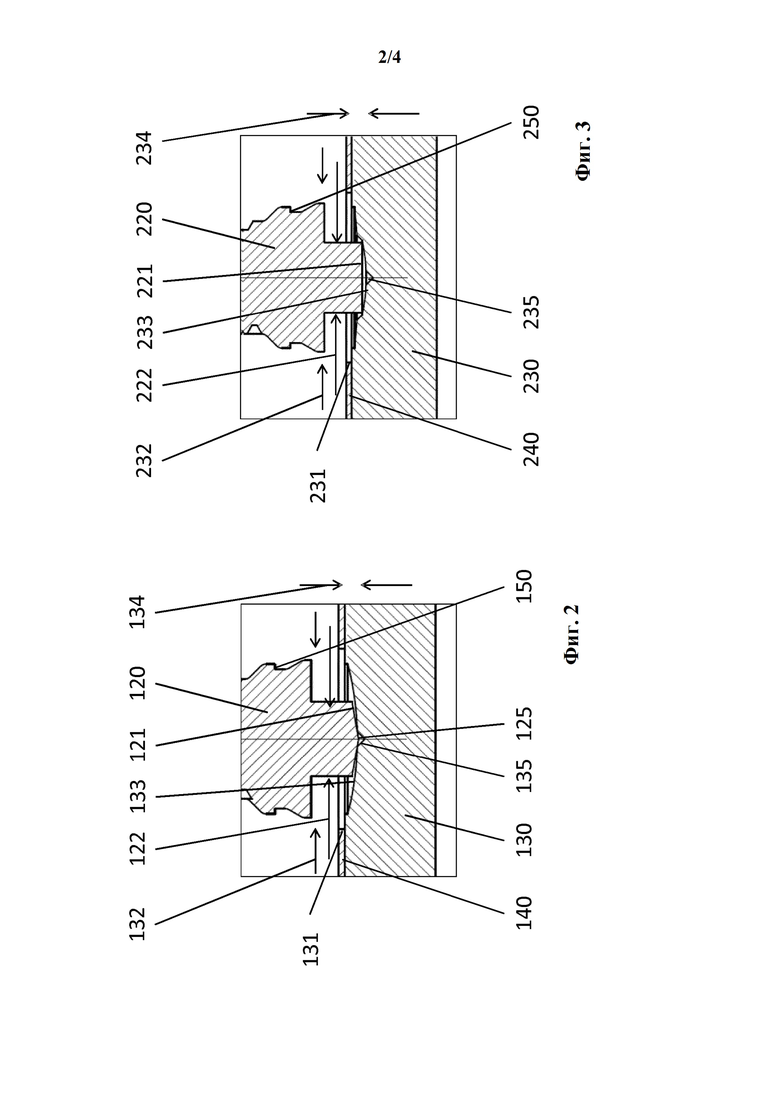
На фиг. 2 показана система крепления, включающая приварной болт 120 и основу 130, при осуществлении процесса сварки. Основа 130 обладает поверхностным слоем 140, который является, например, защитным слоем, в частности, антикоррозионным слоем, оксидным слоем, в частности, металлоксидным слоем, или слоем грязи. Диаметр 122 приварного болта 120 у его торца 121 составляет, например, 8 мм, причем торец 121 является выпуклым и имеет плоскую конусообразную поверхность и/или круглое поперечное сечение. Основа 130 в определенной круглой поверхностной области 131, обладающей диаметром 132, снабжена выемкой 133 в виде глухого отверстия глубиной 134. Диаметр 132 поверхностной области 131 составляет, например, 20 мм и превышает диаметр 122 приварного болта 122.
Выемка 133 в ее радиально-наружной краевой зоне обладает постоянной глубиной, равной толщине поверхностного слоя 140. Выемка 133 в ее радиально-внутренней центральной зоне выполнена вогнутой и имеет центрирующий профиль 135, который также является вогнутым. Вершина конусообразного торца 121 приварного болта 120 образует выпуклый оппозитный профиль 125, а, следовательно, при установлении приварного болта 120 в выемке 133 в надлежащем положении центрирующий профиль 135 и оппозитный профиль 125 входят в зацепление друг с другом. В не показанном на чертежах примере осуществления изобретения центрирующий профиль является выпуклым, а оппозитный профиль вогнутым. Вогнутое исполнение выемки 133 облегчает отыскание надлежащего места сварки, выполняемое ощупыванием снабженной выемкой 133 поверхности основы посредством приварного болта.
Для выполнения выемки 133 в определенной поверхностной области 131 удаляют поверхностный слой 140, снимая его посредством сверления сверлильным инструментом. Под сверлильным инструментом предпочтительно подразумевается ступенчатое сверло с проходящей по его периметру ступенью, осевое расстояние которой до острия сверла соответствует необходимой глубине 134 глухого отверстия.
Приварной болт 120 имеет опорное средство 150 в виде проходящего по периметру болта углубления, которое предназначено для размещения не показанного на чертеже защитного элемента относительно основы 130 в случае, если защитный элемент закрепляют на приварном болте 120 после крепления приварного болта 120 к основе 130. Защитный элемент, конструкция которого показана, например, на фиг. 4-6, обладает наружным диаметром, например, 30 мм, превышающим диаметр 132 поверхностной области 131, что позволяет полностью закрывать подобным защитным элементом зону стыка между приварным болтом 120 и основой 130, а также выемку 133 вокруг приварного болта 120. Защитный элемент навинчивают на приварной болт 120.
На фиг. 3 показан другой пример системы крепления, включающей приварной болт 220 и основу 230, при осуществлении процесса сварки. Основа 230 обладает поверхностным слоем 240, который является, например, защитным слоем, в частности, антикоррозионным слоем, оксидным слоем, в частности, металл-оксидным слоем, или слоем грязи. Диаметр 222 приварного болта 220 у его торца 121 составляет, например, 6 мм, причем торец 221 является плоским и обладает круглым поперечным сечением. В определенной круговой поверхностной области 231, обладающей диаметром 232, основа 230 снабжена выемкой 233 в виде глухого отверстия глубиной 234. Диаметр 232 поверхностной области 231 составляет, например, 18 мм и превышает диаметр 222 приварного болта.
Выемка 233 в ее радиально-наружной краевой зоне обладает постоянной глубиной, равной толщине поверхностного слоя 240. В радиально-внутренней центральной зоне выемка 233 выполнена вогнутой и имеет центрирующий профиль 235, который также является вогнутым, причем диаметр центрирующего профиля 235 по существу соответствует диаметру 222 болта, а, следовательно, при установлении приварного болта 220 в выемке 233 в надлежащем положении центрирующий профиль 235 и торец 221 входят в зацепление друг с другом. Это облегчает отыскание надлежащего места сварки, выполняемое ощупыванием снабженной выемкой 233 поверхности основы посредством приварного болта.
Приварной болт 220 имеет опорное средство 250 в виде проходящего по периметру болта углубления, которое предназначено для размещения не показанного на чертеже защитного элемента относительно основы 230 в случае, если защитный элемент закрепляют на приварном болте 220 после крепления приварного болта 220 к основе 230. Защитный элемент обладает наружным диаметром, например, 25 мм, превышающим диаметр 232 поверхностной области 231, что позволяет полностью закрывать подобным защитным элементом зону стыка между приварным болтом 220 и основой 230, а также выемку 233 вокруг приварного болта 220. Защитный элемент насаживают на приварной болт 220.
На фиг. 4 показано продольное сечение приварного болта 320, снабженного защитным элементом 300. Приварной болт 320 имеет вогнутый торец 321 в виде плоской конусообразной поверхности, который обладает круглым поперечным сечением. Кроме того, приварной болт 320 имеет соединительное средство 390 в виде наружной резьбы соответствующего диаметра, которое предназначено для присоединения подлежащего монтажу элемента к приварному болту 320. Кроме того, приварной болт 320 имеет опорное средство 350 в виде проходящего по периметру болта углубления, которое предназначено для базирования защитного элемента 300 относительно не показанной на чертеже основы в случае, если приварной болт 320 закреплен на основе.
Защитный элемент 300 включает круглое уплотнительное кольцо 360, которое обладает внутренним диаметром 361 и наружным диаметром, а также кольцеобразный защитный диск 370. Внутренний диаметр 361 уплотнительного кольца 360 превышает диаметр резьбы соединительного средства 390, а, следовательно, уплотнительное кольцо 360 можно удалять посредством его перемещения вдоль соединительного средства 390. Защитный элемент 300, в частности, защитный диск 370, имеет контропорное средство 380, которое для базирования защитного элемента 300 относительно основы находится в зацеплении с опорным средством 350 приварного болта 320. Контропорное средство 380 включает один или несколько упорядоченных вдоль окружности выступов, радиально выступающих из защитного диска 370 вовнутрь.
Защитный элемент 300 предварительно смонтирован на приварном болте 320 еще до крепления приварного болта 320 к основе таким образом, что уплотнительное кольцо 360 с внутренним диаметром 361 прилегает к приварному болту 320. Согласно не показанному на чертеже примеру осуществления изобретения защитный элемент 300 не смонтирован на приварном болте 320 до крепления приварного болта 320 к основе, но переводится в свое окончательное положение лишь после крепления приварного болта 320 к основе (подобный перевод осуществляется, например, посредством перемещения защитного элемента 300 в направлении крепления). После крепления приварного болта 320 к основе уплотнительное кольцо 360 обеспечивает герметизацию в радиальном направлении к приварному болту 320 и в осевом направлении к основе, благодаря чему достигается полная непроницаемость зоны стыка между приварным болтом 320 и основой относительно окружающей среды.
Для более эффективной герметизации в осевом направлении к основе уплотнительное кольцо 360 имеет два проходящих по его периметру осевых выступа 362, причем в случае, если болт закреплен на основе, выступы 362 находятся в деформированном состоянии. Дополнительно или в качестве альтернативы во время расплавления и/или застывания материала приварного болта 320, соответственно основы, материал уплотнительного кольца 360 также частично или полностью расплавляется и при застывании образует с приварным болтом 320, защитным диском 370 и/или основой неразъемноe соединение.
На фиг. 5 показано продольное сечение приварного болта 420, снабженного защитным элементом 400. Приварной болт 420 имеет вогнутый торец 421 в виде плоской конусообразной поверхности, который обладает круглым поперечным сечением. Кроме того, приварной болт 420 имеет соединительное средство 490 в виде наружной резьбы соответствующего диаметра, которое предназначено для присоединения подлежащего монтажу элемента к приварному болту 420. Кроме того, приварной болт 420 имеет опорное средство 450, выполненное в виде проходящего по периметру болта углубления и предназначенное для базирования защитного элемента 400 относительно не показанной на чертеже основы в случае, если приварной болт 420 закреплен на основе.
Защитный элемент 400 включает круглое уплотнительное кольцо 460, которое обладает внутренним диаметром 461 и наружным диаметром, а также кольцеобразный защитный диск 470. Защитный элемент 400, в частности, защитный диск 470, имеет контропорное средство 480 в виде проходящего по периметру, радиально выступающего от защитного элемента 400 вовнутрь выступа, которое для базирования защитного элемента 400 относительно основы находится в зацеплении с опорным средством 450 приварного болта 420.
Защитный элемент 400 предварительно смонтирован на приварном болте 420 еще до крепления последнего к основе таким образом, что уплотнительное кольцо 460 с внутренним диаметром 461 прилегает к приварному болту 420. После крепления приварного болта 420 к основе уплотнительное кольцо 460 обеспечивает герметизацию в радиальном направлении к приварному болту 420 и в осевом направлении к основе, благодаря чему достигается полная непроницаемость зоны стыка между приварным болтом 420 и основой относительно окружающей среды.
Для более эффективной герметизации в осевом направлении к основе уплотнительное кольцо 460 имеет два проходящих по его периметру осевых выступа 462, причем в случае, если болт закреплен на основе, выступы 462 находятся в деформированном состоянии. Дополнительно или в качестве альтернативы во время расплавления и/или застывания материала приварного болта 420, соответственно основы, материал уплотнительного кольца 460 также частично или полностью расплавляется и при застывании образует с приварным болтом 420, защитным диском 470 и/или основой неразъемноe соединение.
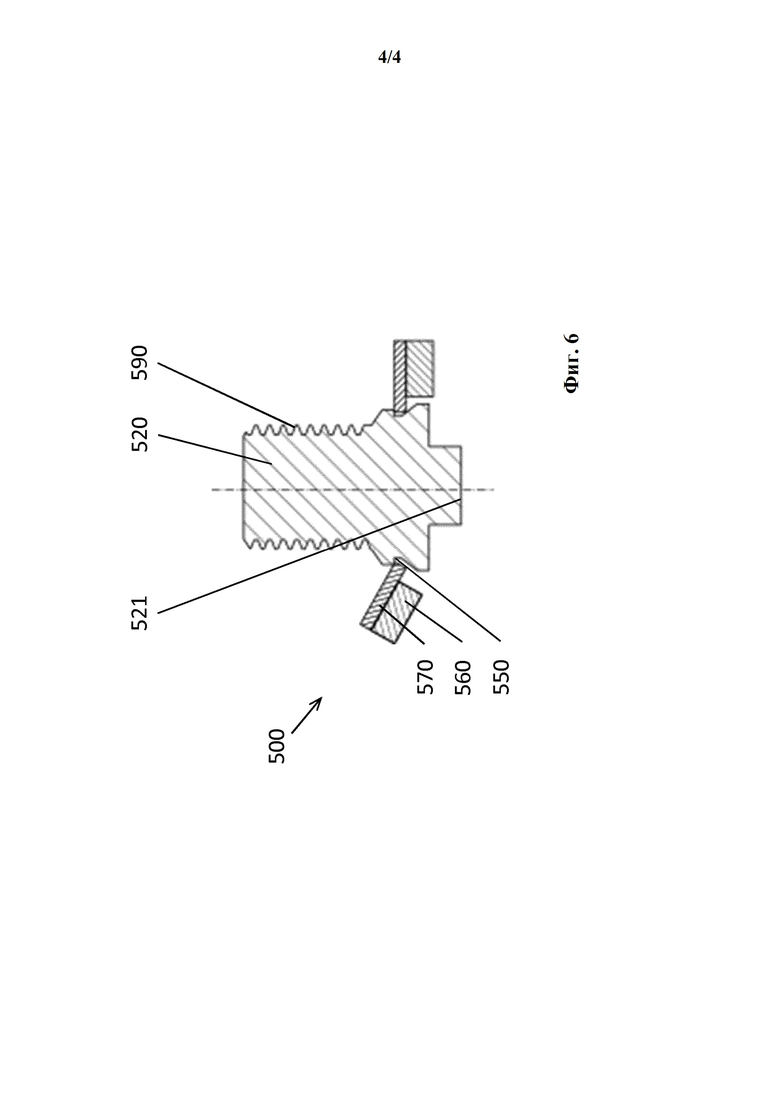
На фиг. 6 показано продольное сечение приварного болта 520, снабженного защитным элементом 500. Приварной болт 520 обладает плоским торцем 521 с круглым поперечным сечением. Кроме того, приварной болт 520 имеет соединительное средство 590 в виде наружной резьбы соответствующего диаметра, которое предназначено для присоединения подлежащего монтажу элемента к приварному болту 520. Кроме того, приварной болт 520 имеет опорное средство 550 в виде проходящего по периметру болта углубления, которое предназначено для базирования защитного элемента 500 относительно не показанной на чертеже основы в случае, если приварной болт 520 закреплен на основе. Защитный элемент 500 включает круглое уплотнительное кольцо 560, а также кольцеобразный защитный диск 570.
Защитный элемент 500 предварительно смонтирован на приварном болте 520 в положении, показанном на фиг. 6 слева, еще до крепления приварного болта 520 к основе. После крепления приварного болта 520 к основе защитный элемент 500 переводят в окончательное положение, показанное на фиг. 6 справа, например, посредством опускания в направлении крепления или деформирования. Деформирование защитного элемента 500 осуществляется, например, пользователем, в частности, с помощью инструмента, происходит уже в процессе крепления, в частности, вследствие воздействия высокой температуры, или выполняется посредством устройства, предусмотренного для этой цели в сварочном пистолете.
Уплотнительное кольцо в одном или нескольких примерах осуществления изобретения выполнено из эластомера, а защитный диск выполнен из металла или керамики.
Изобретение рассмотрено на примерах устройства для крепления первого объекта ко второму объекту, а также технологии изготовления подобного устройства. При этом возможны любые комбинации отличительных признаков устройства, соответственно технологии его изготовления согласно описанным выше вариантам. Следует отметить, что предлагаемое в изобретении устройство и предлагаемый в изобретении способ пригодны также для иных целей.
| название | год | авторы | номер документа |
|---|---|---|---|
| БОЛТ И СИСТЕМА КРЕПЛЕНИЯ | 2018 |
|
RU2796312C2 |
| ВРАЩАЮЩИЙСЯ ДАТЧИК ДУГИ | 2019 |
|
RU2762899C1 |
| ЗАПОРНОЕ УСТРОЙСТВО | 2006 |
|
RU2410591C2 |
| СПОСОБ И СИСТЕМА ДЛЯ СВАРКИ РЕЛЬСОВ ДЛЯ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1999 |
|
RU2185266C2 |
| Устройство для сварных соединений труб | 2016 |
|
RU2717463C1 |
| УСТРОЙСТВО для СВАРКИ ТРУБ | 1967 |
|
SU197829A1 |
| Устройство для смазки задвижек фонтанной арматуры на устье скважин | 2021 |
|
RU2752201C1 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛЯЦИОННЫЙ РЕЗЕРВУАР | 2019 |
|
RU2763100C1 |
| ГИДРОЦИЛИНДР | 2001 |
|
RU2219385C2 |
| ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2230699C2 |

Изобретение относится к способу крепления болта к имеющей поверхностный слой основе. В определенной поверхностной области основы, которая больше диаметра болта, удаляют поверхностный слой. Выполняют выемку, например, в виде глухого отверстия. В частности, выемка имеет центрирующий профиль, а торец имеет оппозитный профиль, который при установке болта в выемке входит с ней в зацепление. При соединении болта с основой его торец и/или основа расплавляется и затвердевает. Посредством защитного элемента закрывают выемку вокруг болта. Защитный элемент может содержать защитный диск из металла или керамики и уплотнительное кольцо из эластомера. Благодаря защите основы улучшение поверхностного слоя в местах его удаления не требуется или упрощается. Способ позволяет упростить и/или улучшить крепление приварного болта к основе. 14 з.п. ф-лы, 6 ил., 1 пр.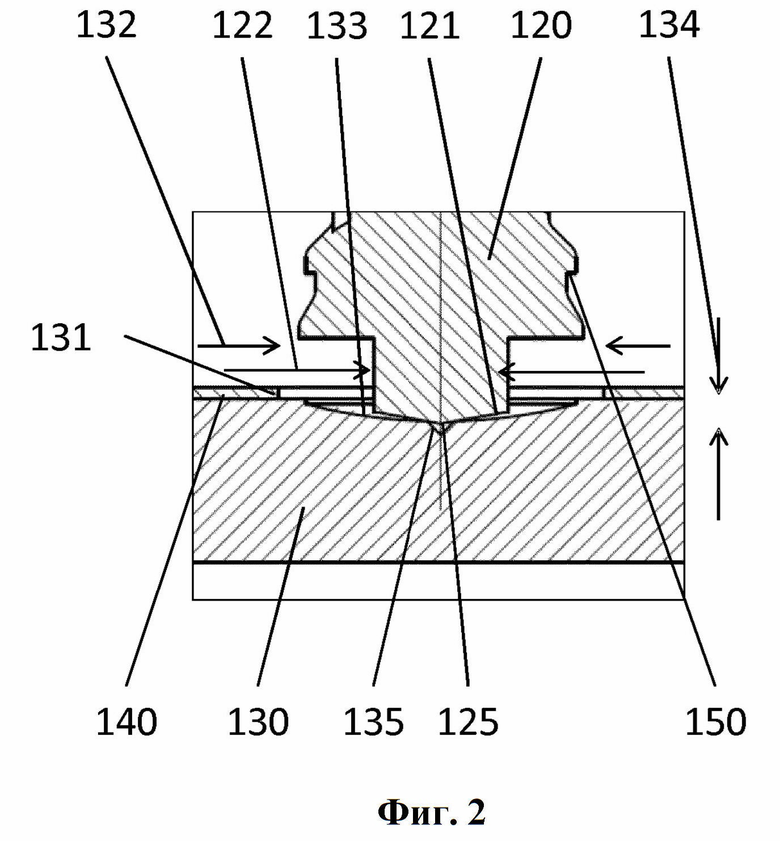
1. Способ крепления болта к обладающей поверхностным слоем основе, который включает следующие стадии:
a) предоставление в распоряжение болта, который на его торце имеет диаметр болта,
b) предоставление в распоряжение кольцеобразного защитного элемента с внутренним диаметром и наружным диаметром,
c) выполнение выемки в основе, для чего в определенной поверхностной области, имеющей диаметр поверхностной области, удаляют, в частности снимают поверхностный слой, причем диаметр поверхностной области больше диаметра болта и меньше наружного диаметра,
d) расплавление торца и/или основы в выемке,
e) предоставление торцу, соответственно основе возможности затвердевать в выемке,
f) реализация контакта торца с основой в выемке во время затвердевания, и
g) закрытие выемки вокруг болта посредством защитного элемента.
2. Способ по п. 1, в котором торец, защитный элемент и/или определенная поверхностная область обладают круглой формой.
3. Способ по п. 1, в котором выемка является глухим отверстием.
4. Способ по п. 1, в котором выемку высверливают посредством сверлильного инструмента.
5. Способ по п. 1, в котором выемка имеет центрирующий профиль, а торец имеет оппозитный профиль, причем при установке болта в выемке в надлежащем положении центрирующий профиль и оппозитный профиль входят в зацепление друг с другом.
6. Способ по п. 5, в котором центрирующий профиль является выпуклым, а оппозитный профиль вогнутым.
7. Способ по п. 5, в котором центрирующий профиль является вогнутым, а оппозитный профиль выпуклым.
8. Способ по п. 6, в котором оппозитный профиль охватывает весь торец.
9. Способ по п. 1, в котором защитный элемент включает уплотнительное кольцо с внутренним диаметром уплотнительного кольца и наружным диаметром уплотнительного кольца, причем внутренний диаметр уплотнительного кольца меньше или равен диаметру болта, а наружный диаметр уплотнительного кольца больше диаметра поверхностной области.
10. Способ по одному из пп. 1-9, в котором защитный элемент закрепляют на болте после осуществления стадий d), e) и f).
11. Способ по п. 10, в котором защитный элемент навинчивают или насаживают на болт.
12. Способ по одному из пп. 1-9, в котором защитный элемент предварительно монтируют на болте до осуществления стадий d), e) и f).
13. Способ по п. 12, в котором защитный элемент во время осуществления стадий d), e) и/или f) частично или полностью расплавляется и образует с болтом и/или основой неразъемноe соединение.
14. Способ по п. 12, в котором защитный элемент после осуществления стадий d), e) и f) подвергают деформированию.
15. Способ по п. 12, в котором после осуществления стадий d), e) и f) изменяют положение защитного элемента на болте.
| DE 19925628 A1, 07.12.2000 | |||
| JP 2003062670 A, 05.03.2003 | |||
| СПОСОБ ДУГОКОНТАКТНОЙ ПРИВАРКИ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 1999 |
|
RU2191099C2 |
| Способ приварки шпилек | 1989 |
|
SU1692784A1 |
| Разгрузочно-распределительное устройство реакционных аппаратов | 1954 |
|
SU100452A1 |

