ИНФОРМАЦИЯ О ПРИОРИТЕТЕ
Настоящая заявка основана на американской патентной заявке US 16/353163, которая является частичным продолжением американской патентной заявки US 16/123347, поданной 6 сентября 2018 г., которая испрашивает приоритет американской предварительной патентной заявки US 62/645446, поданной 20 марта 2018 г., все из которых включены в настоящий документ посредством отсылки.
Настоящая заявка испрашивает два приоритета, как американская патентная заявка US 16/353163, которая испрашивает приоритеты американских патентных заявок US 16/123347 и US 62/645446.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к области установки для обрезки катанки, и в частности к автоматизированной установке для обрезки катанки.
Традиционно для обрезки головы и хвоста каждой «бухты» заготовки, прокатываемой на стане, используются встроенные высокоскоростные ножницы, которые устанавливаются непосредственно перед укладочной головкой на линии катанки и, как следствие, должны иметь возможность обрезать проволоку диаметром 5,5 мм при ее движении со скоростью 120-130 м/с. В результате получается сложная машина со сложной системой управления, требующая серьезного обслуживания и внимания к деталям для правильной и стабильной работы. Из-за сложной природы этой машины она требует высоких капитальных затрат и высоких эксплуатационных расходов, поскольку машина использует две главные направляющие, два двигателя по 200-300 кВт и несколько переключающих труб, которые необходимо менять в зависимости от размера материала, подлежащего обрезке.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с одним аспектом настоящего изобретения предлагается автоматизированная система обрезки. Автоматизированная система обрезки включает в себя бухту, которая включает в себя множество колец. Один или более обрезающих механизмов выбирают несколько колец из бухты и формируют образец путем резки части колец. Блок приемника получает образец от одного или более обрезающих механизмов для оценки качества образца.
В соответствии с другим аспектом настоящего изобретения предлагается способ выполнения операций автоматизированной системы обрезки. Этот способ включает в себя обеспечение бухты, которая включает в себя множество колец. Кроме того, способ включает в себя выбор нескольких колец из бухты и переход к формированию образца путем резки части колец с использованием одного или нескольких обрезающих механизмов. Кроме того, способ включает в себя получение образца от одного или более обрезающих механизмов с использованием блока приемника для оценки качества образца.
В соответствии с другим аспектом настоящего изобретения предлагается автоматизированная система обрезки. Эта автоматизированная система обрезки включает в себя видеосистему (систему технического зрения), которая идентифицирует количество колец внутри бухты и положения обрезки, в которых кольца должны быть разрезаны. Один или более обрезающих механизмов получают эти положения обрезки и режут кольца в этих положениях. Крючкообразная конструкция взаимодействует с бухтой для передачи бухты в область обрезки, и после того как бухта помещается в область обрезки, концы бухты отделяются, чтобы обнажить расположенные внутри кольца с использованием множества винтовых вальцов или одного или более обрезающих механизмов.
В соответствии с другим аспектом настоящего изобретения предлагается способ выполнения операций автоматизированной системы обрезки. Этот способ включает в себя идентификацию количества колец внутри бухты и положений обрезки, в которых кольца должны быть разрезаны, с использованием видеосистемы. Кроме того, способ включает в себя использование одного или более обрезающих механизмов, которые получают положения обрезки и режут кольца в этих положениях. Предусматривается крючкообразная конструкция, которая сопрягается с областью обработки бухты для ее передачи в область обрезки. Кроме того, этот способ включает в себя отделение концов системы обработки бухты для обнажения множества колец, расположенных внутри, с использованием множества винтовых вальцов или одного или более обрезающих механизмов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
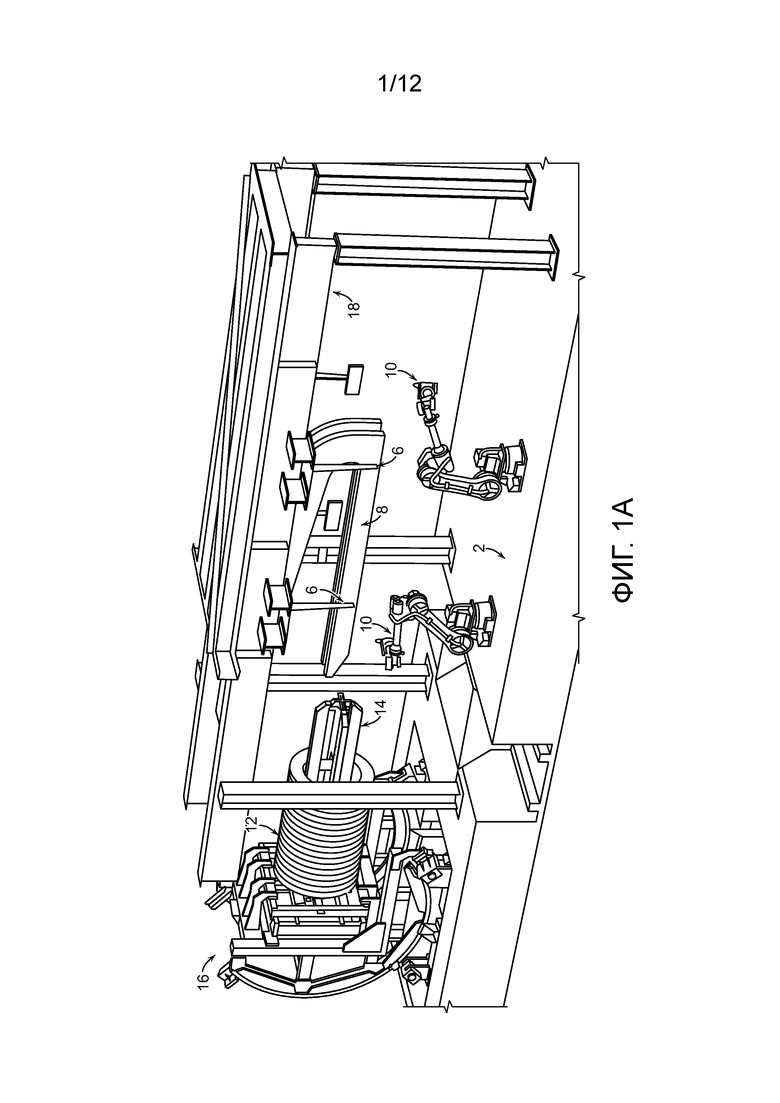
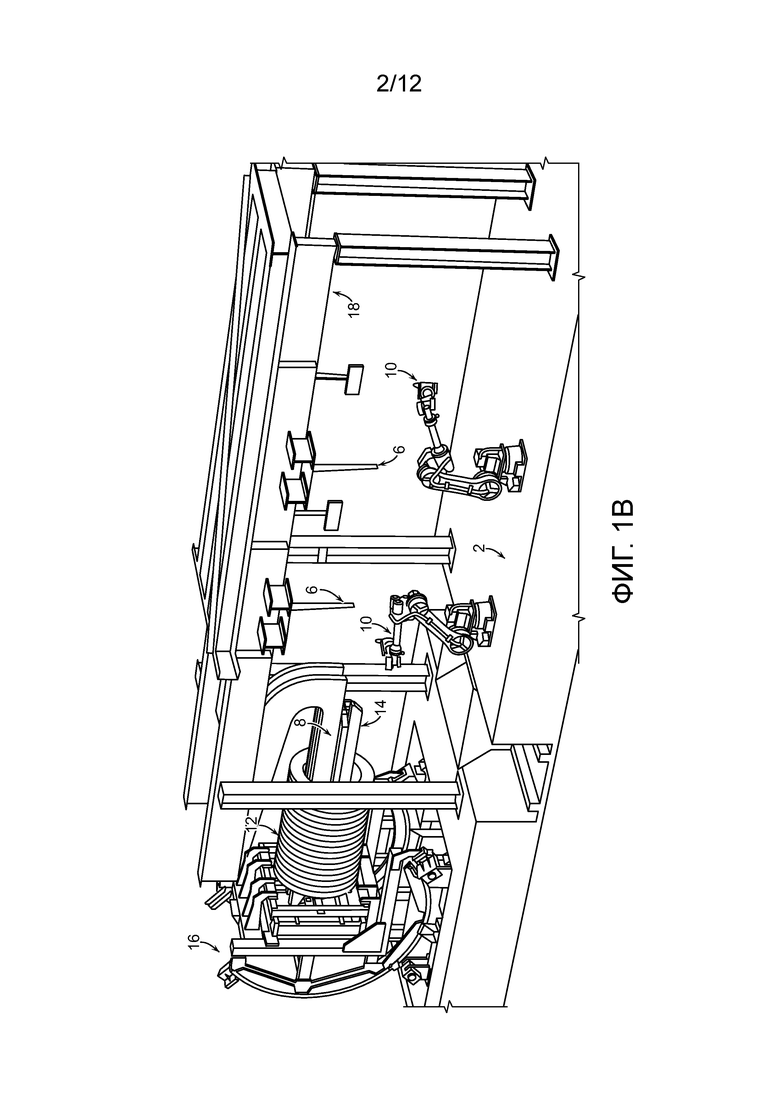
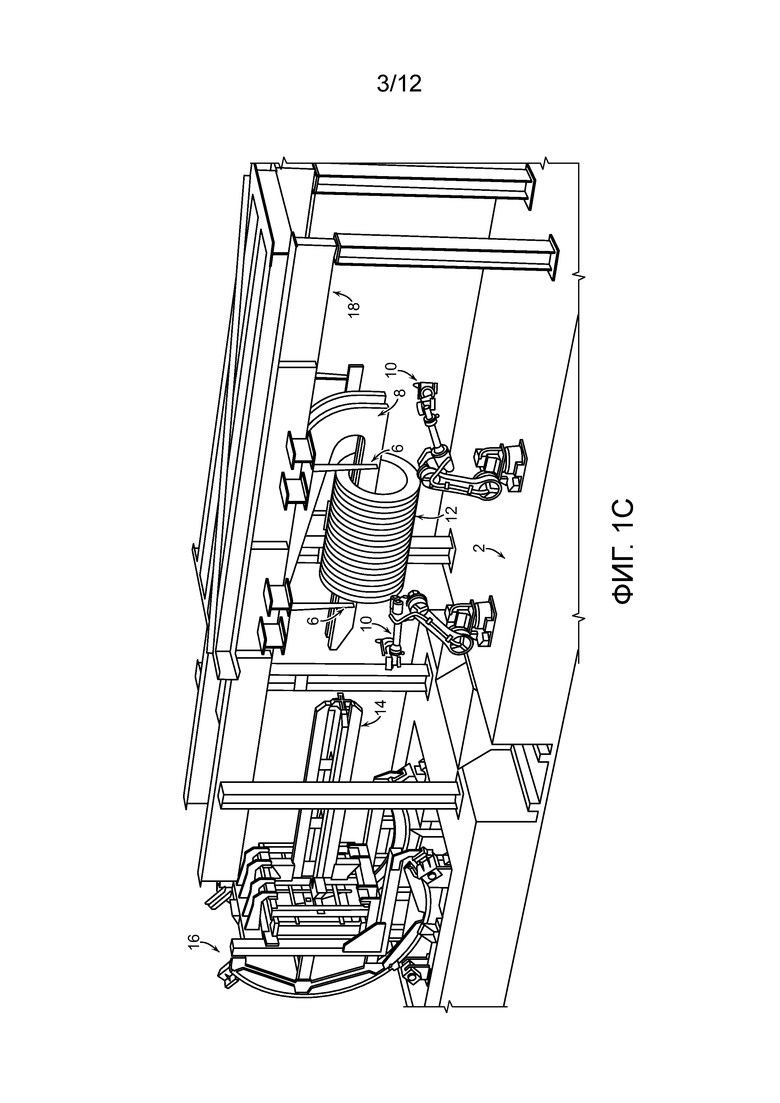
Фиг. 1A-1C представляют собой схематические диаграммы, иллюстрирующие новую установку для обрезки, используемую в сочетании с системой обработки бухты.
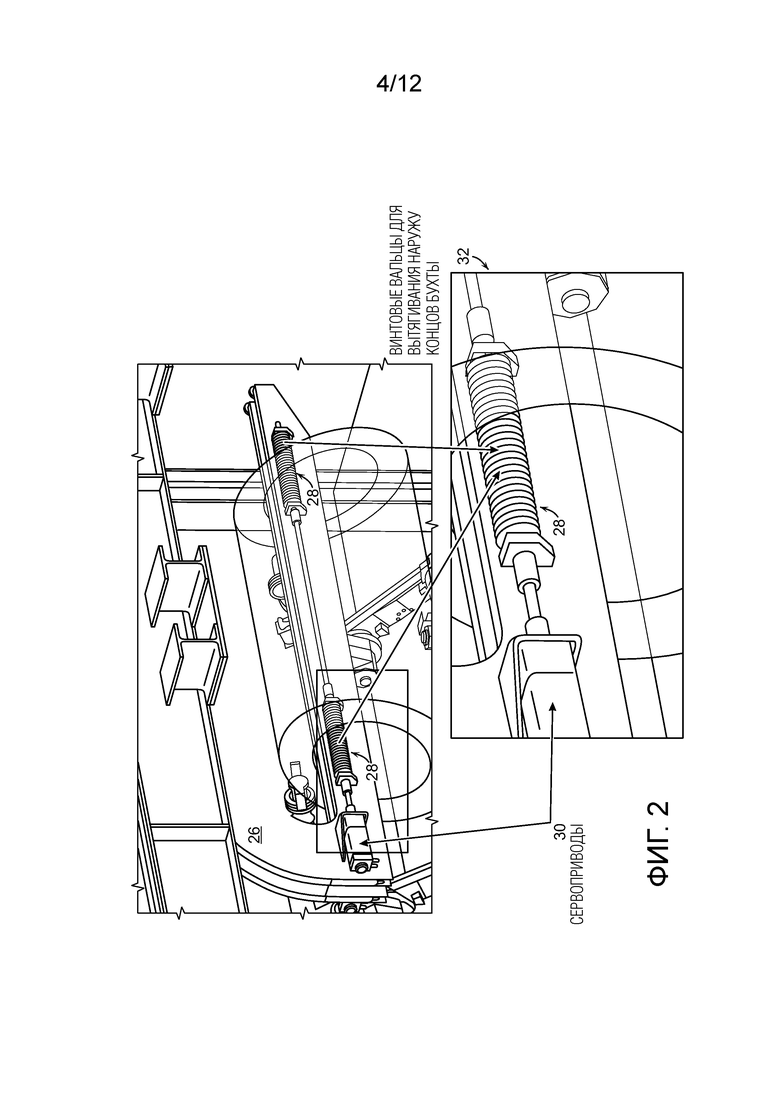
Фиг. 2 представляет собой схематическую диаграмму, иллюстрирующую подробный вид новой крючкообразной конструкции, используемой в соответствии с настоящим изобретением.
Фиг. 3A-3B представляют собой схематические диаграммы, иллюстрирующие подробный вид обрезающего робота.
Фиг. 4A-4C представляют собой схематические диаграммы, иллюстрирующие различные операции видеосистемы.
Фиг. 5A-5C представляют собой схематические диаграммы, иллюстрирующие другой вариант осуществления установки для обрезки, используемой в сочетании с системой обработки бухты.
Фиг. 6A-6B показывают другой вариант осуществления настоящего изобретения, в котором образец бухты используется для проверки ее качества.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение включает в себя автономную установку для обрезки, включаемую в зону обработки бухты, в которой бухта уже сформирована и собрана, и транспортируется либо на поддоне, либо с помощью крюка к уплотнителю для связывания. Новая установка будет устанавливаться перед уплотнителем для автоматической обрезки головы и хвоста каждой бухты без вмешательства оператора. Установка для обрезки будет включать в себя боковой перенос с уникальной крючкообразной конструкцией для того, чтобы позволить разложить концы бухт, чтобы можно было обрезать желаемое количество колец на головке и хвосте, причем резка или обрезка колец будут производиться автономным обрезающим роботом, управляемым посредством интерфейса видеосистемы. Целью видеосистемы является обеспечить обрезку нужного количества колец с каждой бухты.
Производительность высокоскоростных ножниц зависит от скорости стана, тогда как настоящее изобретение не имеет таких ограничений. Например, когда скорость стана составляет 120 м/с, время резки для высокоскоростных ножниц составляет менее 0,05 с, тогда как время резки для настоящего изобретения составляет приблизительно 45 с. Благодаря концепции обрезки в области обработки бухты бухту можно обрезать в то время, как неподвижная одиночная бухта может удерживаться в неподвижном состоянии в течение минимум приблизительно 45 с и выше в зависимости от производительности стана. Настоящее изобретение работает в системе обработки бухт посредством устройства для укладки бухт, которое является стандартным продуктом, если исходной частью системы обработки бухт является система вертикальных поддонов.
Специально разработанная крючкообразная конструкция тогда взаимодействует с уложенной бухтой, чтобы удалить ее и перенести к установке для обрезки. Крюк включает в себя два устройства для разделения колец, которые распускают головной и хвостовой концы бухты на заданную величину. Это распускание может также выполняться обрезающим роботом. Это распускание бухты позволяет видеосистеме вычислить количество колец, отделенных от бухты, и проинструктировать манипуляторы обрезающих роботов позиционировать обрезаемое кольцо/кольца в положениях резки. Кольца режутся с использованием гидравлики, ножниц и манипуляторов обрезающих роботов, затем сброшенные кольца удаляются с крюка до того, как крюк поместит бухту обратно на укладчик, который затем поднимет концы бухты так, чтобы она могла быть перенесена в уплотнитель для обработки. Если бухта находится на крючкообразной конструкции, процесс является аналогичным, но укладка бухты не нужна, и бухта передается с крюка на крюк.
Фиг. 1A-1C представляют собой схематические диаграммы, иллюстрирующие новую установку 2 для обрезки, используемую в соответствии с настоящим изобретением. Бухта 12 помещается на шпиндель 14, который является частью расположенного по центру укладчика 16. Установка 2 для обрезки включает в себя крючкообразную конструкцию 8 и несколько обрезающих роботов 10. Как показано на Фиг. 1A, бухта 12 переносится к укладчику 16 после обработки. Область, окружающая шпиндель 14, включает в себя ряд лазеров для измерения и обеспечения точной центровки бухт. Предусматривается крючкообразная конструкция 8, которая взаимодействует со шпинделем 14 для передачи бухт, как показано на Фиг 1B, к установке 2 для обрезки, как показано на Фиг. 1C. Крючкообразная конструкция 8 позволяет расправить концы бухты, чтобы можно было обрезать желаемое количество начальных и конечных колец за один раз в установке 2 для обрезки.
Ряд камер 6 используются в качестве части видеосистемы для обнаружения формы и краев бухт. В установке 2 для обрезки камеры устанавливаются на рельсах 18, позволяющих легко перемещаться поперек бухты 12. Обрезающие роботы 10 помогают расправить концы бухты 12 для того, чтобы обнажить кольца, уложенные внутри. Видеосистема анализирует эти кольца с использованием камер 6, чтобы правильно идентифицировать количество колец и их соответствующие положения. Используя информацию, полученную видеосистемой, обрезающие роботы 10 корректно идентифицируют количество колец, которые следует обрезать на каждой бухте. У обрезающих роботов имеются селективные ножницы, специально предназначенные для обрезки.
Фиг. 2 представляет собой схематическую диаграмму, иллюстрирующую подробный вид крючкообразной конструкции 26. Крючкообразная конструкция 26 включает в себя несколько винтовых вальцов 28, которые присоединяются на каждой из ее сторон. Когда крючкообразная конструкция 26 переносит бухту к установке для обрезки, винтовые вальцы 28 используются для вытягивания концов бухты на некоторое расстояние, чтобы произвести разделение колец посредством одного из обрезающих роботов. Ряд сервоприводов 30 на каждой стороне крючкообразной конструкции используются для автоматического вытягивания конца бухты. Видеосистема вычисляет количество колец при разделении и инструктирует роботизированные манипуляторы позиционировать подлежащие резке кольцо/кольца в положениях резки. Увеличенное изображение 32 показывает подробный вид винтовых вальцов, используемых в соответствии с настоящим изобретением. Видеосистема и обрезающие роботы сообщаются друг с другом посредством беспроводной или проводной системы управления для координации операций идентификации и обрезки.
Альтернативно распускание колец бухты может выполняться самим роботом с использованием специально спроектированного обрезающего инструмента, который разрабатывается так, чтобы обеспечить многоцелевое использование, и включает в себя инструмент распускания, вышеупомянутый обрезающий инструмент и зажимающий инструмент для переноса обрезанных колец сокращения к положению сброса.
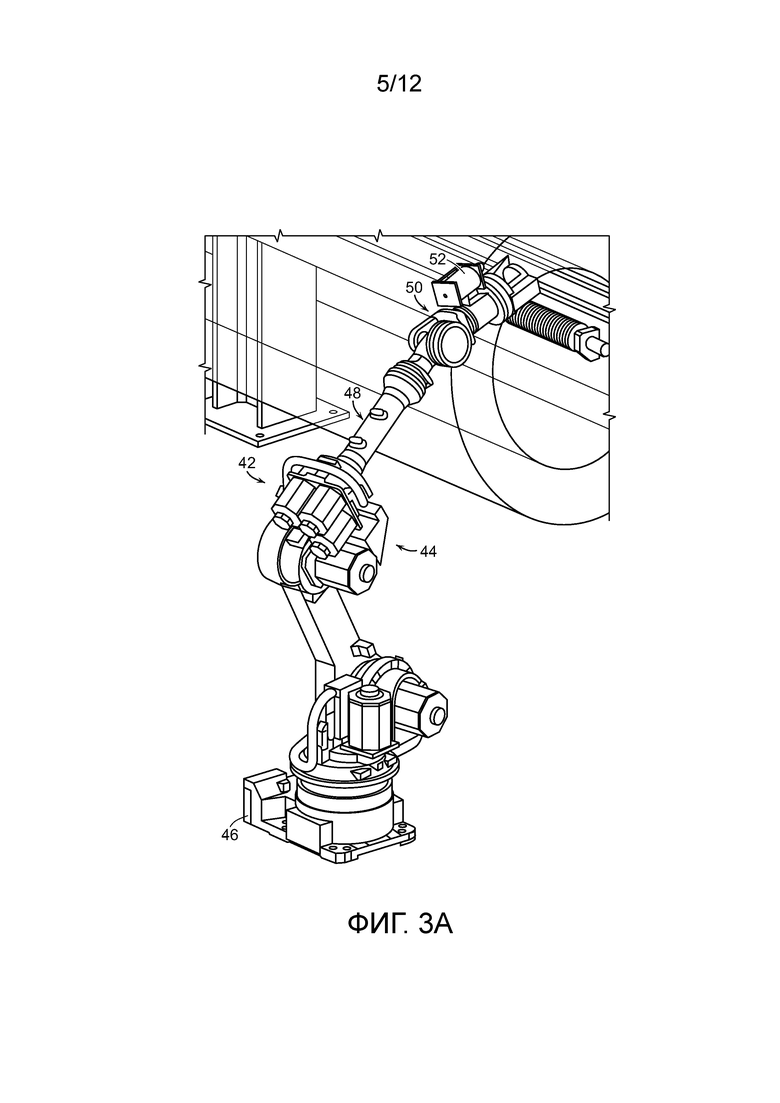
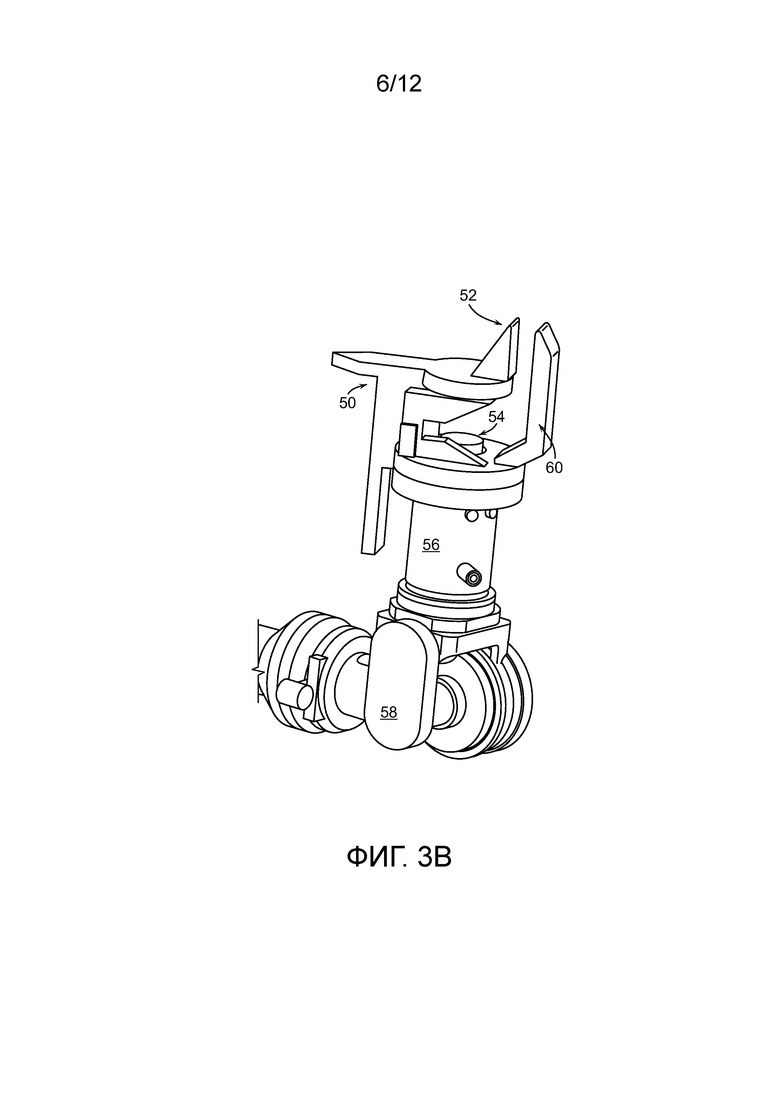
Фиг. 3A представляет собой схематическую диаграмму, иллюстрирующую подробный вид обрезающего робота 42, используемого в соответствии с настоящим изобретением. Обрезающий робот 42 включает в себя манипулятор 44, который связан с неподвижной поверхностью посредством системы 46 стабилизатора. Манипулятор 44 связан с вращающимся валом 48. Вращающийся вал 48 связан с механизмом 50 эжектора и ножниц. Фиг. 3B показывают подробный вид механизма 50 эжектора и ножниц. Механизм 50 эжектора и ножниц включает в себя эжектор 52, используемый для распускания или разделения витков, и режущий механизм 54, используемый для резки бухты. Также имеется захват 60. Эжектор 52 и режущий и захватывающий механизм 54 оба располагаются на вращающемся валу 56, позволяющему эжектору 52, режущему и захватывающему механизму 54 и захвату 60 вращаться при работе. Вращающийся вал 56 располагается на анкерном механизме 58, который позволяет эжектору 52, режущему механизму 54 и захвату 60 перемещаться поперечно при работе.
Обрезающий робот 42 является блоком с 6 координатными осями, что обеспечивает гибкое перемещение с 6 степенями свободы. Как было указано ранее, обрезающий робот 42 работает с использованием информации, собранной одной или более камерами 52 видеосистемы для определения подходящих положений резки колец в различных положениях резки.
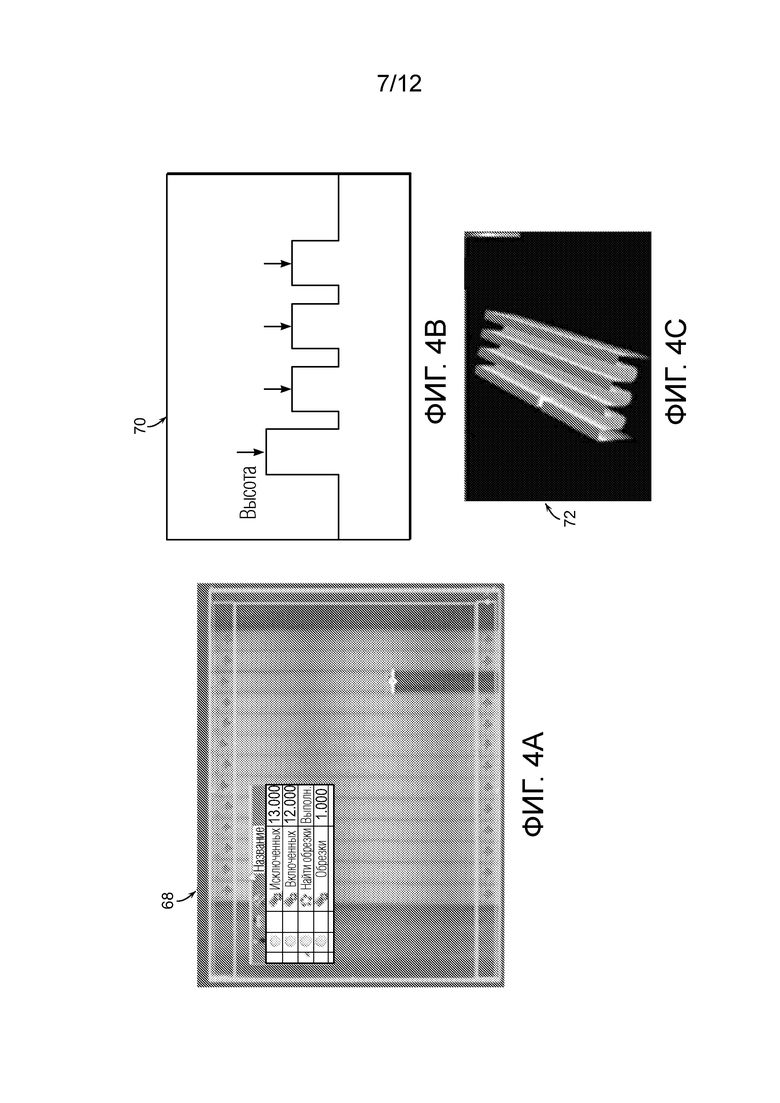
Фиг. 4A-4C представляют собой схематические диаграммы, иллюстрирующие различные операции видеосистемы. Фиг. 4A показывает профиль 68 различных концов бухты, позиционированных между разделением колец. Положение каждого кольца указывается его расположением и посылается в контроллер. Контроллер использует эту информацию для управления точным позиционированием обрезающих роботов для резки. Фиг. 4B показывает обнаружение 70 края/объекта, выполняемое видеосистемой для обнаружения подходящих краев колец. Эта информация предоставляется контроллеру для обработки. Фиг. 4C показывает глубину области 72 проверяемых колец, и видеосистема предоставляет эту информацию контроллеру. После получения видеосистемой различной упомянутой выше информации контроллер оценивает эту информацию и посылает обрезающим роботам соответствующие команды относительно того, какие из оцениваемых колец должны быть разрезаны и сброшены.
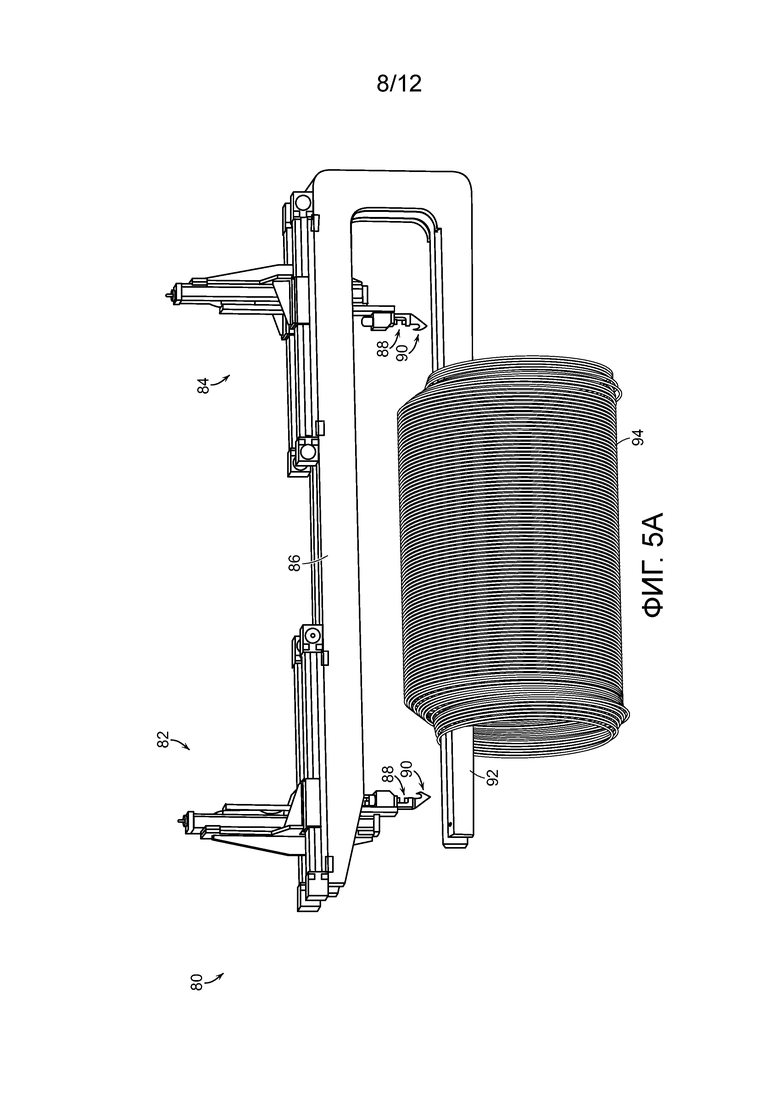
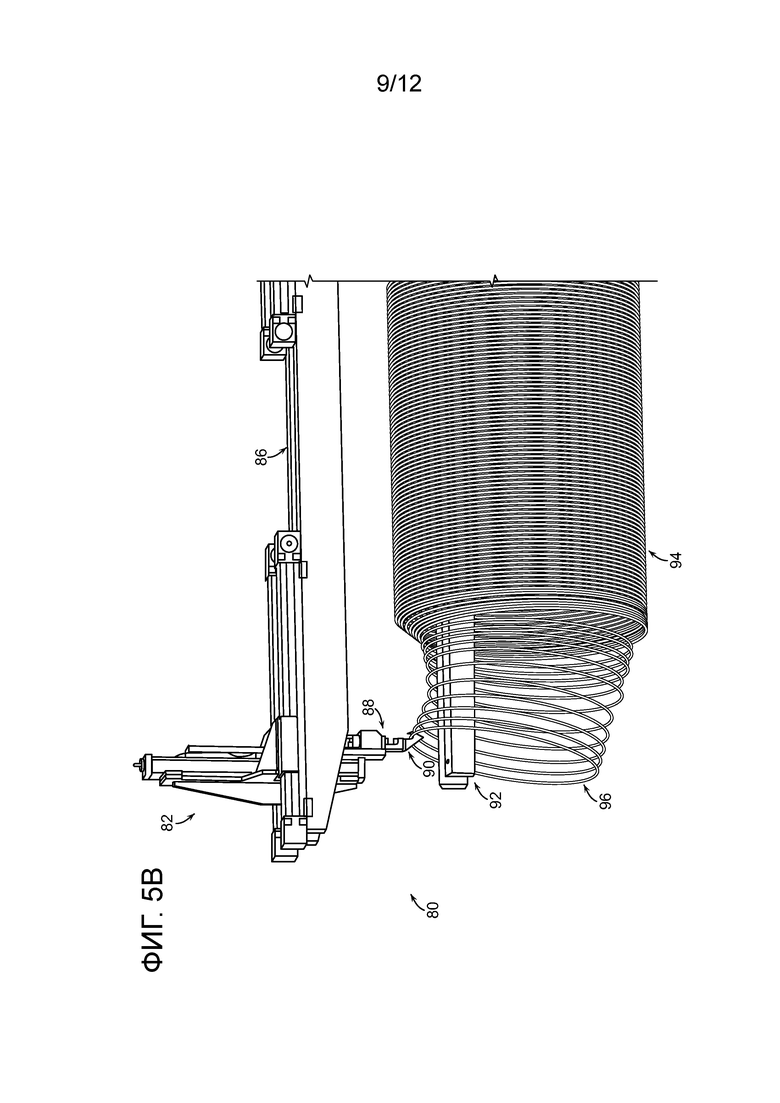
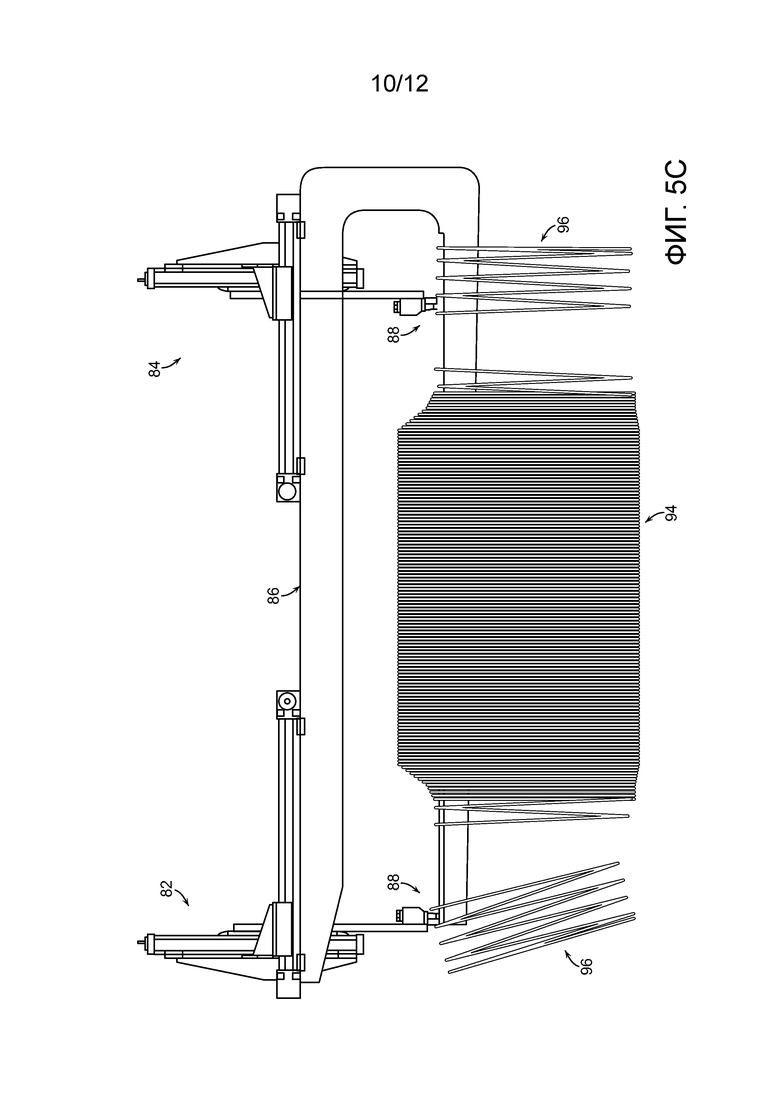
Фиг. 5A-5C представляют собой схематические диаграммы, иллюстрирующие другой вариант осуществления настоящего изобретения. Этот вариант 80 осуществления использует пару обрезающих систем 82, 84, расположенных на рельсе 86, который размещается выше крючкообразной конструкции 90 и бухты 94, что обеспечивает легкое перемещение, как показано на Фиг. 5A. Крючкообразная конструкция 90 действует аналогично вышеупомянутой крючкообразной конструкции 8. В частности, система 90 крюка помещает бухту 94 в установку для обрезки для дальнейшей обработки. Каждая обрезающая система 82, 84 включает в себя ножницы 88 для резки проволоки и узел 90 крюка. Кроме того, узел 90 крюка обрезающих систем 82 подвешивается к краю бухты 94 так, чтобы отделять кольца 96 над захватом 92 крючкообразной конструкции 90, как показано на Фиг. 5B. То же самое происходит для другой обрезающей системы 84, причем обрезающие системы 82, 84 отделяют кольца 96 на обоих концах бухты 94 одновременно или раздельно над захватом 92.
После помещения колец 96 на захват 92 обрезающие системы 82, 84 обрезают или режут соответствующее кольцо 96 в выбранных положениях с использованием их ножниц 88 для резки проволоки на обоих концах бухты 94, как показано на Фиг. 5C. Определение этих заданных положений обеспечивается для обрезающих систем 82, 84 с помощью описанной в настоящем документе видеосистемы. Контроллер используется для обеспечения взаимодействия между обрезающими системами 82, 84 и видеосистемой для резки или обрезки колец 96.
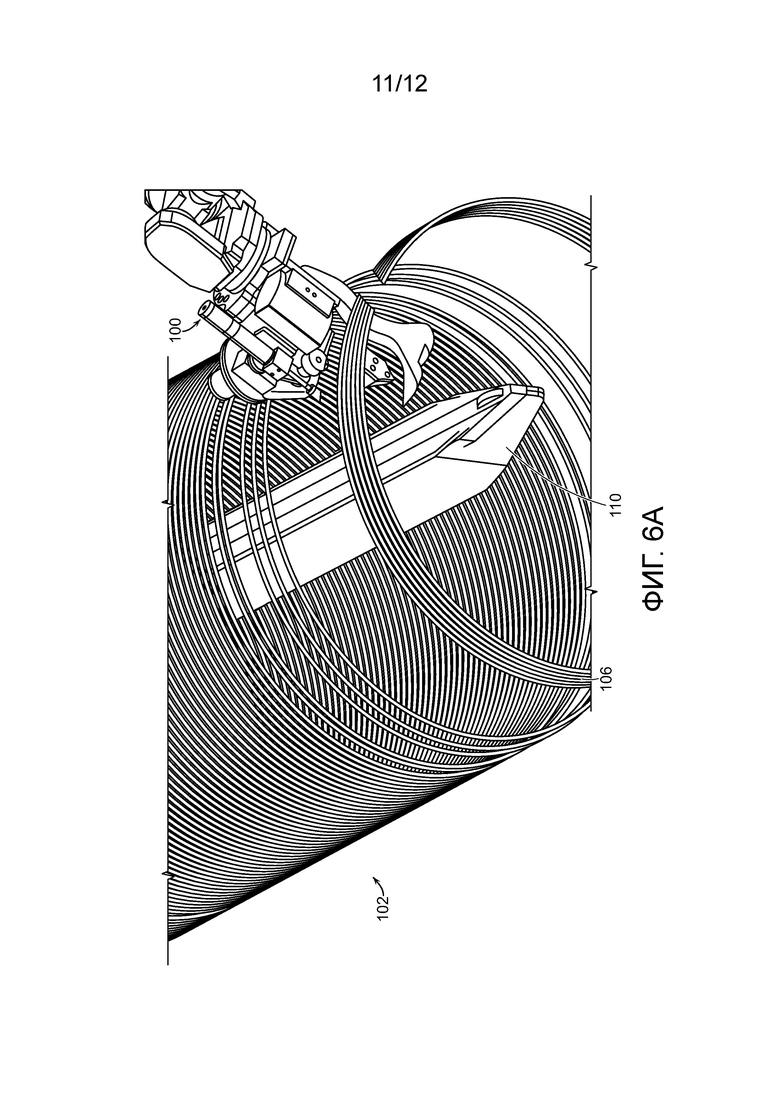
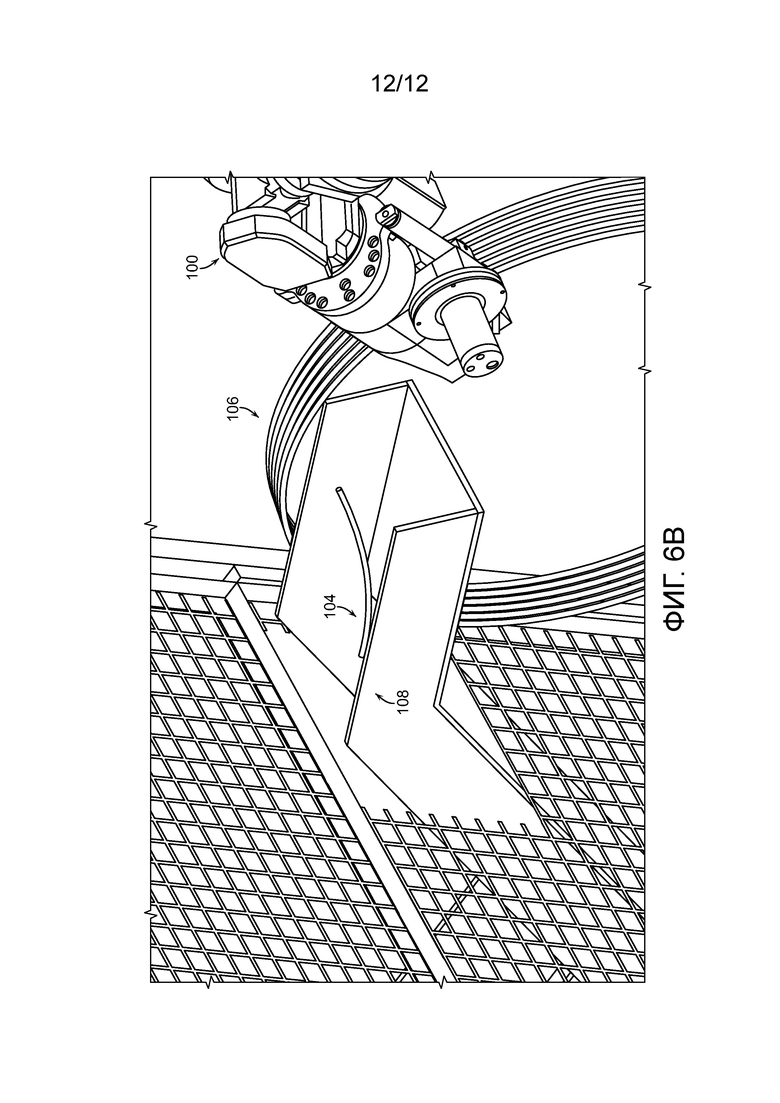
Фиг. 6A-6B показывают другой вариант осуществления настоящего изобретения, в котором образец бухты берется для проверки качества. Фиг. 6A показывает обрезающий робот 100, отбирающий заданное количество колец 106 из бухты 102, которая располагается на крюке 110. Узел роликов захвата, который является частью концевого исполнительного элемента, позволяет отрезать образцы различной длины. Фиг. 6B показывает обрезающий робот 100, отрезающий образец 104 от витков, и блок 108 приемника, принимающий образец 104. Контроллер, связанный с обрезающим роботом 100, обеспечивает положения резки для отрезания секций колец 106, формирующих образец 104. Кроме того, образец 104 затем анализируется на предмет определения его металлургических или механических свойств для того, чтобы убедиться, соответствует ли он определенному качеству. Тестирование образца 104 может происходить на другом конце блока 108 приемника, или пользователь может вручную забирать образец из блока приемника и выполнять необходимое тестирование, или может использовать автоматизированную систему для забора и тестирования образца. Блок 108 приемника может включать в себя наклонную структуру, такую как канал или скользящую структуру, и т.п. Кроме того, настоящее изобретение позволяет более чем одному обрезающему роботу 100 отбирать образцы в различных точках бухты для тестирования.
Хотя настоящее изобретение было показано и описано для нескольких предпочтительных вариантов его осуществления, различные изменения, исключения и добавления к его форме и деталям могут быть сделаны без отступления от духа и области охвата настоящего изобретения.
Изобретение относится к автоматизированной системе обрезки катанки, сложенной кольцами в бухту. Система содержит обрезающий механизм, крючкообразную конструкцию и видеосистему. Обрезающий механизм выполнен с возможностью резки колец в положениях обрезки упомянутых колец. Крючкообразная конструкция выполнена с возможностью взаимодействия с бухтой для передачи бухты в область обрезки. Обрезающий механизм выполнен с возможностью отделения концов бухты, чтобы обнажить расположенные внутри этой бухты кольца, после того как бухта помещается в область обрезки. Видеосистема выполнена с возможностью идентификации количества колец внутри упомянутой бухты и положений обрезки, в которых кольца должны быть разрезаны. Обрезающий механизм выполнен с возможностью получения положений обрезки. В результате упрощается конструкция системы обрезки катанки и упрощается управление данной системы. 14 з.п. ф-лы, 6 ил.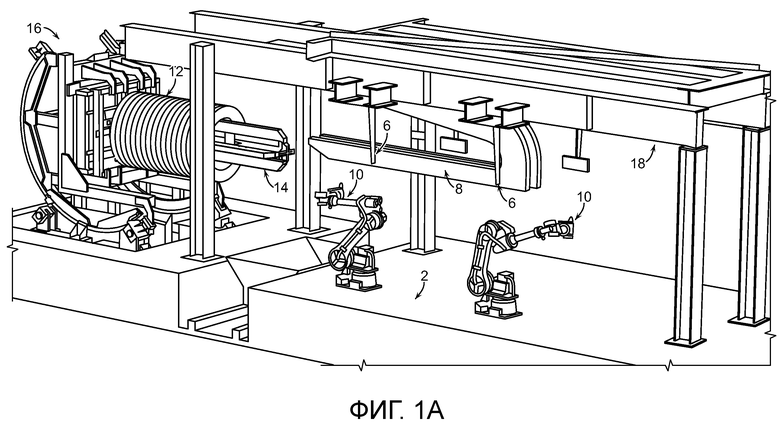
1. Автоматизированная система обрезки катанки, сложенной кольцами (96) в бухту (12, 94), содержащая:
по меньшей мере один обрезающий механизм (10), выполненный с возможностью резки колец (96) в положениях обрезки упомянутых колец (96); и
крючкообразную конструкцию (8, 26, 90), выполненную с возможностью взаимодействия с бухтой (12, 94) для передачи бухты (12, 94) в область обрезки,
винтовые вальцы (28) или упомянутый по меньшей мере один обрезающий механизм (10), выполненные с возможностью отделения концов бухты (12, 94), чтобы обнажить расположенные внутри этой бухты (12, 94) кольца (96), после того как бухта (12, 94) помещается в область обрезки,
видеосистему (6), выполненную с возможностью идентификации количества колец (96) внутри упомянутой бухты (12, 94) и положений обрезки, в которых кольца (96) должны быть разрезаны,
причем упомянутый по меньшей мере один обрезающий механизм (10) выполнен с возможностью получения положений обрезки.
2. Автоматизированная система обрезки по п. 1, в которой винтовые вальцы (28) расположены по сторонам крючкообразной конструкции (8, 26, 90).
3. Автоматизированная система обрезки по п. 1, в которой видеосистема (6) содержит множество камер (6).
4. Автоматизированная система обрезки по п. 3, в которой камеры (6) расположены на рельсе (18) для обеспечения проверки колец (96) внутри отделенных концов бухты (12, 94).
5. Автоматизированная система обрезки по п. 1, в которой видеосистема (6) выполнена с возможностью создания профиля (68) обнаженных колец (96).
6. Автоматизированная система обрезки по п. 1, в которой видеосистема (6) выполнена с возможностью обнаружения подходящих краев обнаженных бухт (12, 94).
7. Автоматизированная система обрезки по п. 1, в которой видеосистема (6) выполнена с возможностью создания вида глубины поля (72) наблюдения обнаженных бухт (12, 94).
8. Автоматизированная система обрезки по п. 1, в которой по меньшей мере один обрезающий механизм (10) содержит по меньшей мере один обрезающий робот (10, 100).
9. Автоматизированная система обрезки по п. 8, в которой по меньшей мере один обрезающий робот (10, 100) выполнен с возможностью получения команд для резки обнаженных колец (96) посредством контроллера.
10. Автоматизированная система обрезки по п. 8, в которой по меньшей мере один обрезающий робот (10, 100) выполнен с возможностью распускания обрезаемых колец (96).
11. Автоматизированная система обрезки по п. 1, в которой по меньшей мере один обрезающий механизм (10) содержит ножницы (88) для резки проволоки и узел (90) крюка.
12. Автоматизированная система обрезки по п. 11, в которой узел (90) крюка выполнен с возможностью разделения бухты (12, 94) для обнажения колец (96).
13. Автоматизированная система обрезки по любому из пп. 1-12, содержащая:
блок (108) приемника, выполненный с возможностью получения образца (104) катанки желаемой длины от по меньшей мере одного обрезающего механизма (10) для оценки качества упомянутого образца (104),
причем упомянутый по меньшей мере один обрезающий механизм (10) выполнен с возможностью отбора нескольких колец (96) из бухты (12, 94) и формирования образец (104) катанки желаемой длины путем резки части колец (96).
14. Автоматизированная система обрезки по п. 13, в которой блок (108) приемника содержит наклонную структуру.
15. Автоматизированная система обрезки по п. 14, в которой наклонная структура содержит канал или скользящую структуру.
| DE 19846101 C1, 31.08.2000 | |||
| WO 2017082908 A1, 18.05.2017 | |||
| РЕКУПЕРАТИВНЫЙ МЕХАНИЧЕСКИЙ ТОРМОЗ | 0 |
|
SU255724A1 |
| УСОВЕРШЕНСТВОВАННАЯ КОНВЕЙЕРНАЯ НАМОТОЧНАЯ УСТАНОВКА ДЛЯ КАТАНОГО МАТЕРИАЛА | 2004 |
|
RU2353454C2 |

