1
Изобретение относится к обработке металлов давлением, в частности для изготовления решеток, и может найти применение на заводах выпускающих отопительные конвекторы.
Известна установка лля изготовления изделий из ленты, содержащая устройство для подачи рулонов, разматывающее ус1ройство, правильное устройство и вырубной пресс с механизмом подачи 1.
Однако эта установка не может быть использована для изготовления рещетки.
Известна установка для изготовления рещеток, преимущественно отопительных систем, содержащая разматыватёли продольных элементов и поперечных стержней, узлы правки, сварочную мащину, связанную с узлом резки поперечнь1х стержней, проводки, узел натяжения и устройство для мерной резки решетки. Производительность установки низкая,так как продольные элементы выполнены из проволоки 2.
С целью повышения производительности пу1ем изготовления продольных элементов из рулонного материала установка снабжена многодисковыми ножницами Для продольной резки
рулона на ленты заданной ширины, распйложенными за узлом правки в виде роликовой правильной машины, устройством для формовки крайних лент в уголки и узлом поворота средних лент на ребро, расположенным на сварочной машине с передней ее стороны, при этом проводки размещены с задней ее стороны, узел натяжения установлен перед устройством для мерной резки решетки и кинематически связан с многодисковыми ножницами и устройством для формовки крайних лент в уголки.
С целью облегчения мерной резки решетки установка снабжена механизмом вырубки пазов в крайних лентах, установленным за правильной машиной и вьшолненным в виде взаимодействующих между собой матриц и пуансонов.
С целью обеспечения заданного расстояния продольных элементов при сварке узел поворота средних лент на ребро сделан в виде прободок, одна из которых выполнена в виде поддерживающего валка, подпружинена относительно рамы и смешена относительно другой, вьшолненной в виде набора дисков, зазор
между которыми соответствует толщине лент, и двух роликов, расположенных перпендикулярно дискам и взаимодействующих с торцами крайних дисков.
С целью обеспечения заданной величины натяжения ребер и уголков, узел натяжения выполнен в виде кулисы, связанной с приводным эксцентриком посредством шатуна и пружины и несущей на одном конце кулачок, усуановленный с возможностью поворота вокруг своей оси и выполненный с пазами, расстояние между которыми равно толщине дисков.
С целью обеспечения качественной решетки, устройство для мерной резки рещетки выполнено в виде взаимодействующих ножей с калибрами, щаг которых равен щагу пазов проводок..
С целью синхронизации дисковые ножницы и устройство для формовки крайних лент в уголки связаны с приводом через обгонную муфту.
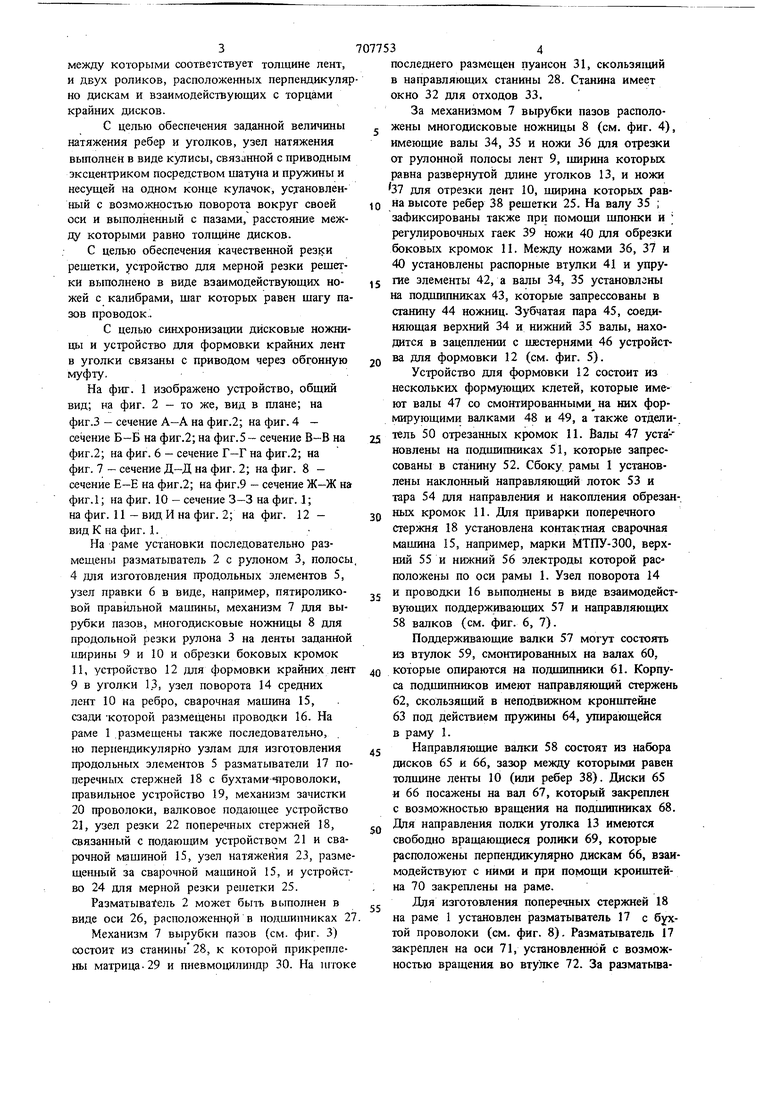
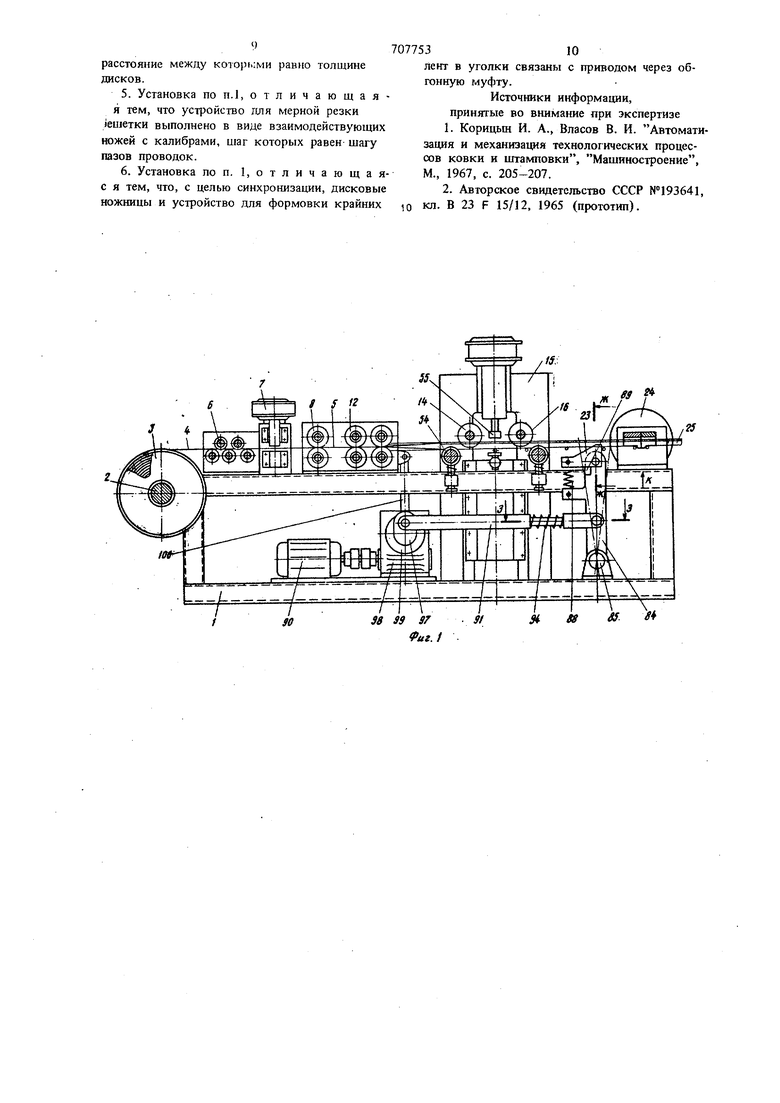
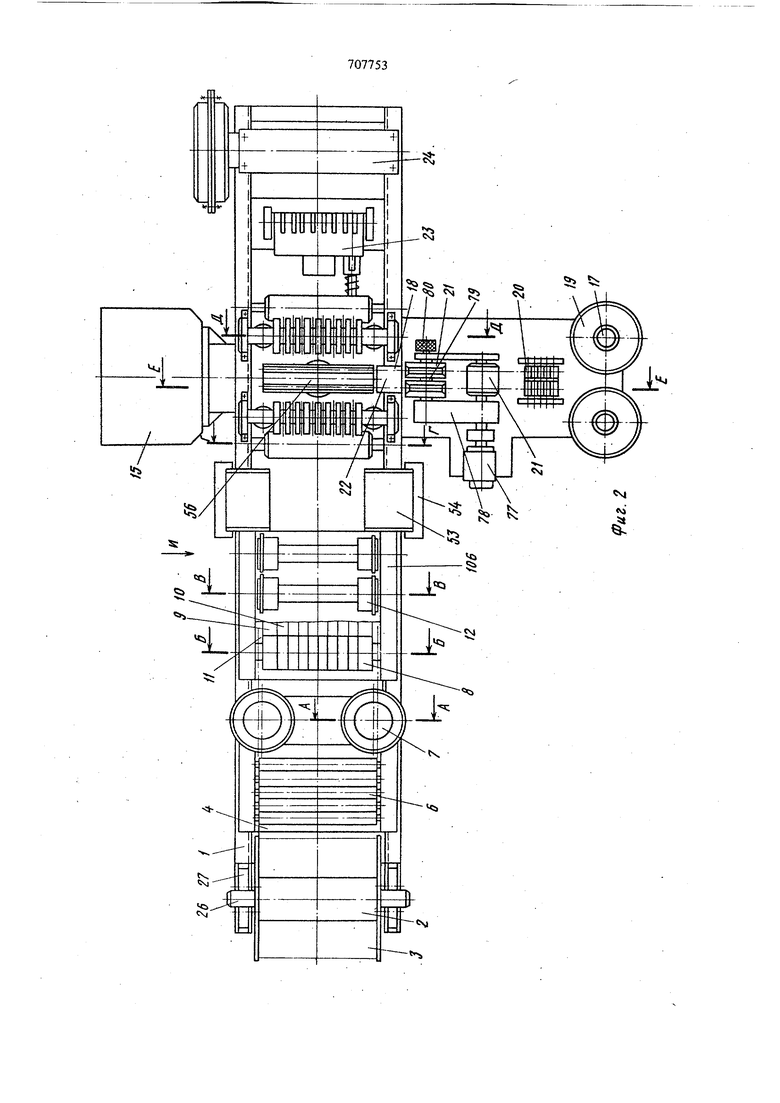
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид в плане; на фиг.З - сечение А-А на фиг.2; на фиг. 4 сечение Б-Б на фиг.2; на фиг. 5- сечение В-В на фиг.2; на фиг. 6 - сечение Г-Г на фиг.2; на фиг. 7 - сечение Д-Д на фиг. 2; на фиг. 8 - сечение Е-Е на фиг.2; на фиг.9 - сечение Ж-Ж на фиг.1; на фиг. 10 - сечение 3-3 на фиг. 1; на фиг. 11-вид И на фиг. 2; на фиг. 12вид К на фиг. 1.
На раме установки последовательно размещены разматьшатель 2 с рулоном 3, полосы 4 для изготовления продольных элементов 5, узел правки 6 в виде, например, пятироликовой правильной машины, механизм 7 для вырубки пазов, многодисковые ножницы 8 для продольной резки рулона 3 на ленты заданной ширины 9 и 10 и обрезки боковых кромок 11, устройство 12 для формовки крайних лент 9 в уголки 13, узел поворота 14 средних лент 10 на ребро, сварочная машина 15, сзади -которой размещены проводки 16. На раме 1 размещены также последовательно, но периевдикулярно узлам для изготовления продольных элементов 5 разматыватели 17 поперечных стержней 18 с бухтами- проволоки, правильное устройство 19, механизм зачистки 20 проволоки, валковое подающее устройство 21, узел резки 22 поперечных стержней 18, связанный с подаюидам устройством 21 и сварочной машиной 15, узел натяжейия 23, размещенный за сварочной машиной 15, и устройство 24 для мерной резки решетки 25.
Разматыва ель 2 может бьпъ выполнен в виде оси 26, расположенной в подшипниках 27
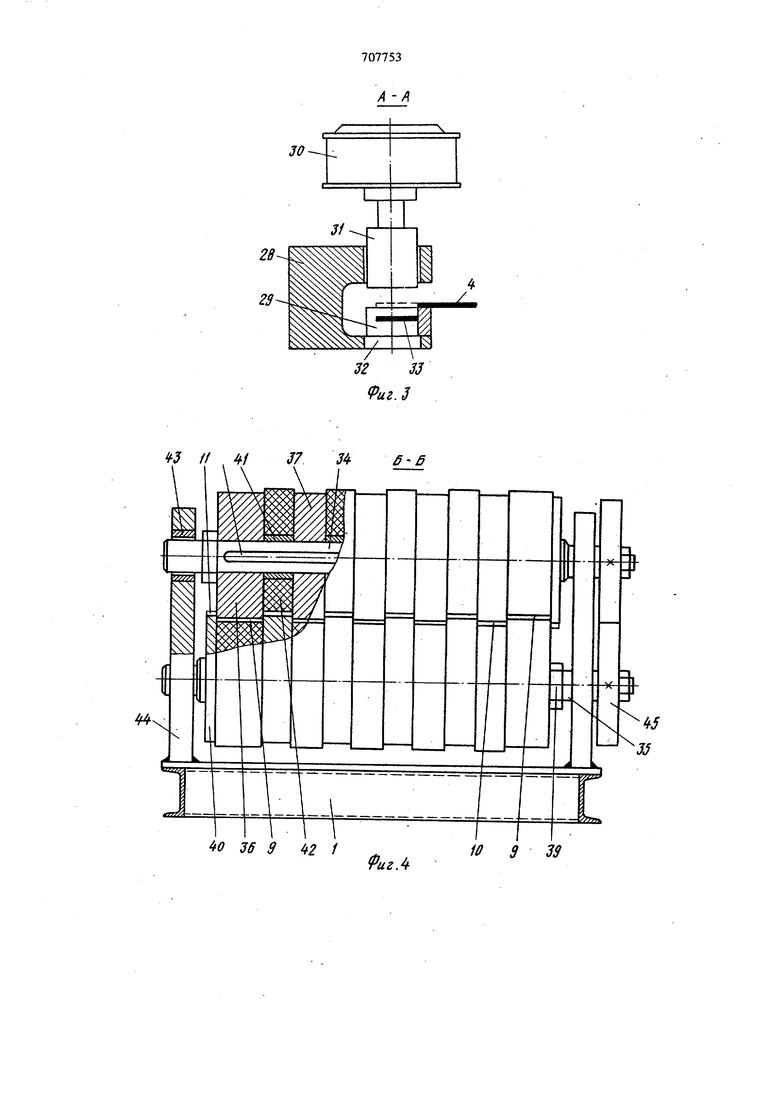
Механизм 7 вырубки пазов (см. фиг. 3) состоит из станины 28, к которой прикреплены матрица. 29 и пневмоцилшщр 30. На игроке
последнего размещен пуансон 31, скользящий в направляющих станины 28. Станина имеет окно 32 для отходов 33.
За механизмом 7 вырубки пазов расположены многодисковые ножницы 8 (см. фиг. 4), имеющие валы 34, 35 и ножи 36 для отрезки от рулонной полосы лент 9, ширина которых равна развернутой длине уголков 13, и ножи 37 для отрезки лент 10, ширина которых равна высоте ребер 38 решетки 25. На валу 35 ; зафиксированы также при помощи шпонки и J регулировочных гаек 39 ножи 40 для обрезки боковых кромок 11. Между ножами 36, 37 и 40 установлены распорные втулки 41 и упругае элементы 42, а валы 34, 35 установлены на подшипниках 43, которые запрессованы в станину 44 ножниц. Зубчатая пара 45, соединяющая верхний 34 и нижний 35 валы, находится в зацеплении с икстернями 46 устройства для формовки 12 (см. фиг. 5).
Устройство для формовки 12 состоит из нескольких формующих клетей, которые имеют валы 47 со смонтированными на них формирующими валками 48 и 49, а также отдели-.
тель 50 отрезанных кромок 11. Валы 47 установлены на подщипниках 51, которые запрессованы в станину 52. Сбоку рамы 1 установлены наклонный направляющий лоток 53 и тара 54 для направления и накопления обрезан-,
ных кромок 11. Для приварки поперечного стержня 18 установлена контактная сварочная машина 15, например, марки МТПУ-300, верхний 55 и нижний 56 электроды которой рас-положены по оси рамы 1. Узел поворота 14
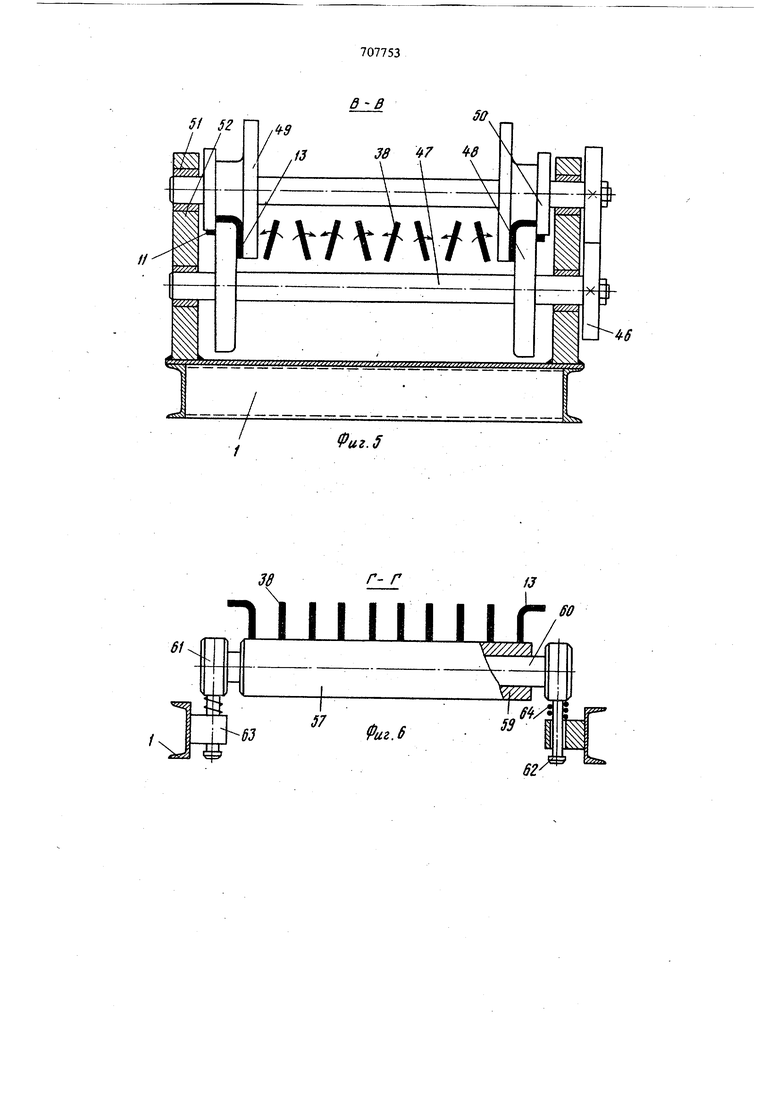
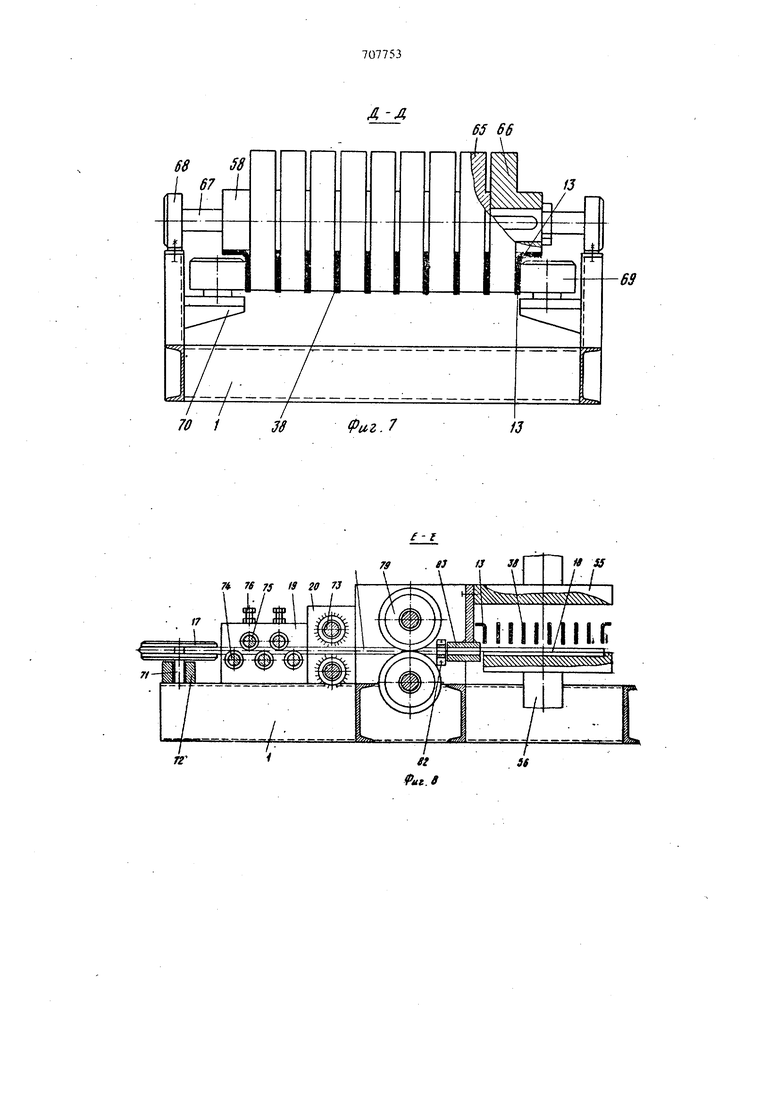
и проводки 16 вьшолнены в виде взаимодействующих поддерживающих 57 и направляющих 58 валков (см. фиг. 6, 7).
Поддерживающие валки 57 могут состоять из втулок 59, смонтированных на валах 60,
которые опираются на подшипники 61. Корпуса подшипников имеют направляющий стержень 62, скользящий в неподвижном кронштейне 63 под действием пружины 64, упирающейся в раму 1.
Направляющие валки 58 состоят из набора дисков 65 и 66, зазор между которыми равен толщине ленты 10 (или ребер 38). Диски 65 и 66 посажены на вал 67, который закреплен с возможностью вращения на подшипниках 68.
Для направления полки уголка 13 имеются свободно вращающиеся ролики 69, которые расположены перпендикулярно дискам 66, взаимодействуют с ними и при помощи кронштейна 70 закреплены на раме.
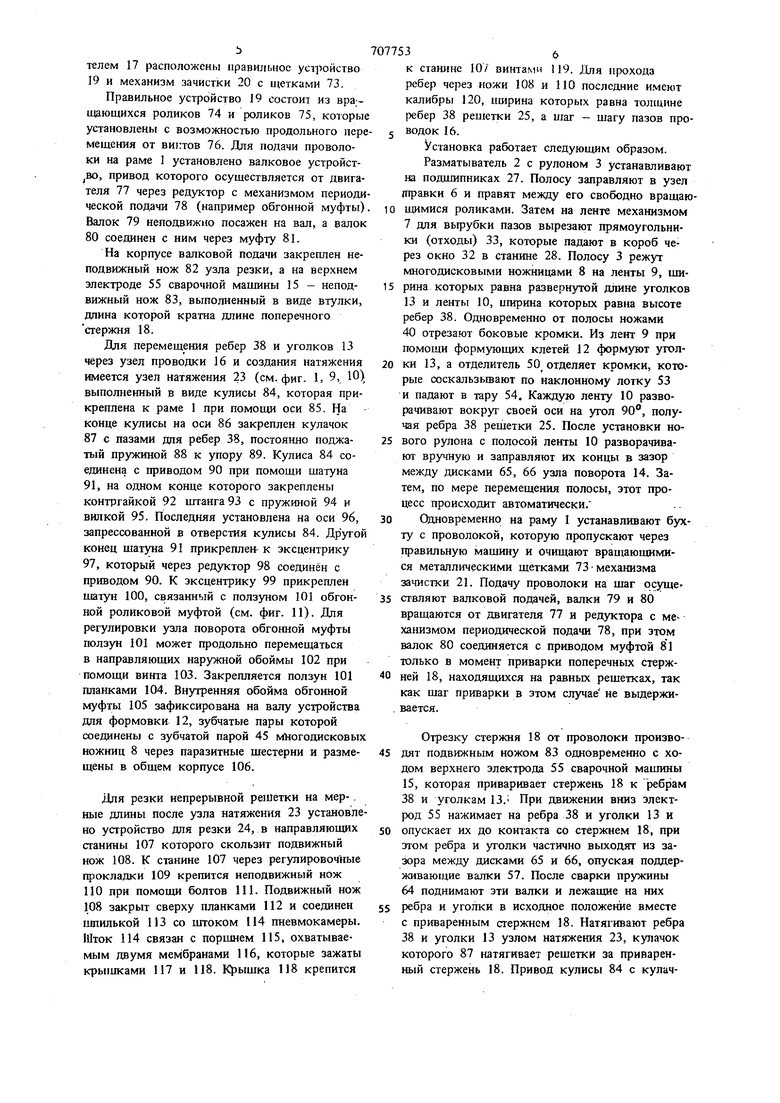
Для изготовления поперечных стержней 18 на раме 1 установлен разматыватель 17 с бухтой проволоки (см. фиг. 8). Разматыватель 17 закреплен на оси 71, установленной с возможностью вращения во втулке 72. За разматывателем 17 расположены правильное ус1ройство 19 и механизм зачистки 20 с щетками 73.
Правильное устройство J9 состоит из вра щающихся роликов 74 и роликов 75, которые установлены с возможностью продольного перемещения от виктов 76. Для подачи проволоки на раме 1 установлено валковое устройст во, привод которого осуществляется от двигателя 77 через редуктор с механизмом периодической подачи 78 (например обгонной муфты). Валок 79 неподвижно посажен на вал, а валок 80 соединен с ним через муфту 81.
На корпусе валковой подачи закреплен неподвижный нож 82 узла резки, а на верхнем электроде 55 сварочной машины 15 - неподвижный нож 83, выполненный в виде втулки, длина которой кратна длине поперечного стержня 18.
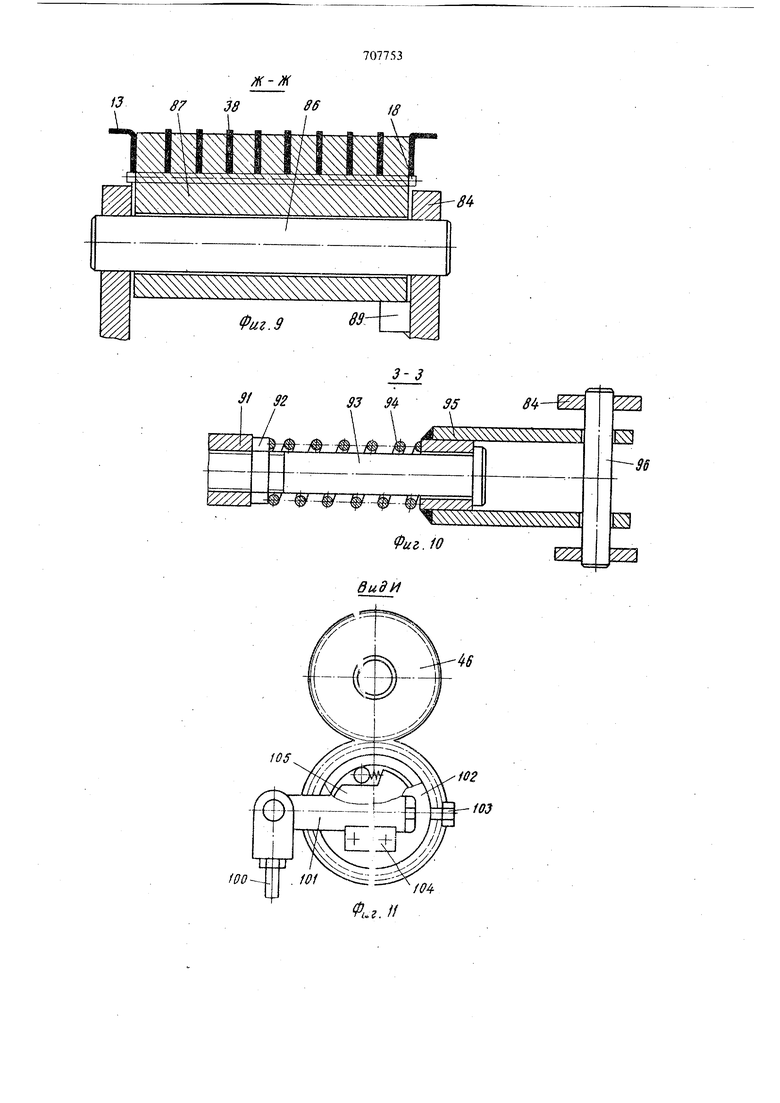
Для перемещения ребер 38 и уголков 13 через узел проводки 16 и создания натяжения имеется узел натяжения 23 (см. фиг. 1, 9, Ю) выполненный в виде кулисы 84, которая прикреплена к раме 1 при помощи оси 85. На конце кулисы на оси 86 закреплен кулачок 87 с пазами для ребер 38, постоянно поджатый пружиной 88 к упору 89. Кулиса 84 соединена с приводом 90 при помощи шатуна 91, на одном конде которого закреплены контргайкой 92 щтанга 93 с пружиной 94 и вилкой 95. Последняя установлена на оси 96, запрессованной в отверстия кулисы 84. Другой конец шатуна 91 прикреплен- к эксцентрику 97, который через редуктор 98 соединён с приводом 90. К эксцентрику 99 прикреплен шатун 100, связанный с ползуном 101 обгонной роликовой муфтой (см. фиг. 11). Для регулировки узла поворота обгонной муфты ползун 101 может продольно перемещаться в направляющих наружной обоймы 102 при помощи винта 103. Закрепляется ползун 101 планками 104. Внутренняя обойма обгонной муфты 105 зафиксирована на валу устройства для формовки 12, зубчатые пары которой соединены с зубчатой парой 45 лЛюгодисковых ножниц 8 через паразитные шестерии и размещены в обшем корпусе 106.
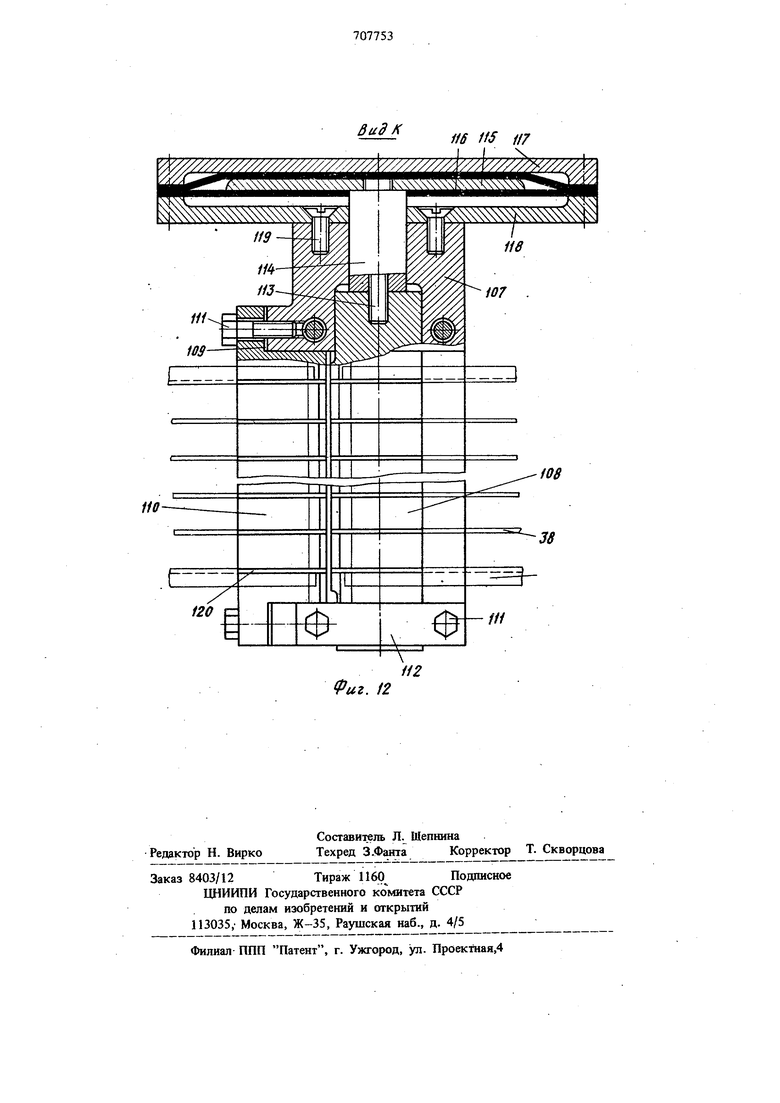
Для резки непрерывной решетки на мерные длины после узла натяжения 23 установлено устройство для резки 24, в направляющих станины 107 которого скользит подвижный нож 108. К станине 107 через регулировочные прокладки 109 крепится неподвижный нож 110 при помощи болтов 111. Подвижный нож 108 закрыт сверху планками 112 и соединен шпилькой 113 со штоком 114 пневмокамеры. Шток 114 связан с поршнем 115, охватываемым двумя мембранами 116, которые зажаты крышками 117 и 118. Крышка 118 крепится
к сташ1не 107 винтами 119. Для прохода ребер через ножи 108 и 110 последние имеют калибры 120, ишрина которых равна толщине ребер 38 решетки 25, а шаг - шагу пазов проводок 16.
Установка работает следующим образом. Разматыватель 2 с рулоном 3 устанавливают на подшипниках 27. Полосу заправляют в узел травки 6 и правят между его свободно врашающимися роликами. Затем на ленте механизмом 7 для вырубки пазов вырезают прямоугольники (отходы) 33, которые падают в короб через окно 32 в станине 28. Полосу 3 режут многодисковыми ножницами 8 на ленты 9, ширина которых равна развернутой длине уголков 13 и ленты 10, цшрина которых равна высоте ребер 38. Одновременно от полосы ножами 40 отрезают боковые кромки. Из лент 9 при помощи формующих клетей 12 формуют уголки 13, а отделитель 50 отделяет кромки, которые соскальзьтают по наклонному лотку 53 и падают в тару 54. Каждую ленту 10 разворачивают вокруг своей оси на угол 90°, получая ребра 38 решетки 25. После установки нового рулона с полосой ленты 10 разворачивают вручную и заправляют их концы в зазор между дисками 65, 66 узла поворота 14. Затем, по мере перемещения полосы, этот процесс происходит автоматически.
Одновременно на раму 1 устанавливают бухту с проволокой, которую пропускают через правильную машину и очищают вращающимися металлическими щетками 73-механизма зачистки 21. Подачу проволоки на шаг осуще
ствляют валковой подачей, валки 79 и 80 вращаются от двигателя 77 и ред) с меха1шзмом периодической подачи 78, при этом валок 80 соединяется с приводом муфтой 81 только в момент приварки поперечных стержней 18, находящихся на равных решетках, так как шаг приварки в этом случае не вьщерживается.
Отрезку стержня 18 от проволоки производят подвижным ножом 83 одновременно с ходом верхнего электрода 55 сварочной машины 15, которая приваривает стержень 18 к ребрам 38 и уголкам 13. При движении вниз электрод 55 нажимает на ребра 38 и уголки 13 и опускает их до контакта со стержнем 18, при этом ребра и уголки частично выходят из зазора между дисками 65 и 66, опуская поддерживающие валки 57. После сварки пружины 64 поднимают эти валки и лежащие на них ребра и уголки в исходное положение вместе с приваренным стержнем 18. Натягивают ребра 38 и уголки 13 узлом натяжения 23, кулачок которого 87 натягивает решетки за приваренный стержень 18. Привод кулисы 84 с кулачком 87 осуществляют от редуктора 98, эксцентрик которого совершает вращательное движение, а кулиса 84 качается на некоторый угол. Эксцентрик 99 через шатун 100 качает ползун 101 обгонной роликовой муфты, которая периодически вращает многодисковые ножницы 8 и валки устройства для формовки 12. Велич 1на шага, на который разрезается полоса 3 до остановки (рабочий ход обгонной муфты), несколько меньше совершаемого кулачком 87, что позволяет постоянно натягивать ребра 38 и уголки 13. Достигается это следующим образом. Кулачок 87 захватывает очередной стержень 18, штанга 93 начинает скользить в вилке 95, сжимая пружину 94. Ребра 38 и уголки 13 натягиваются усилием пружины 94. Когда кулиса 84 заканчивает рабочий ход, а валки устройства для формовки и ножи .многодисковых ножниц 8 останавливаются, ребра и уголки остаются натянутыми, так как при ходе шатуна 91 назад разжимается прууккна 94, оставляющая кулису 84 с кулачком 87 в крайнем правом положении. Включается сварочная машина 15, электрод которой 55 при движении вниз приваривает стержень 18 к ребрам 38 и уголкам 13 и одновременно от проволоки отрезает ножом 83 очередной стержень. После приварки электрод 55 поднимается в верхнее положение, а штанга 93 своим буртиком начинает тянуть вилку 95, а следовательно и кулису 84 назад. Кулачок 87 при движении назад упирается в следующий приваренный стержень 18, проворачивается на оси 86, растя, гивая пружину 88. После прохода стержня 18, кулачок возвращается в исходное положение пружиной 88 до упора 89. Затем ребра решетки 25. и вертикальные полки уголков 13 попадают в пазы ножей 110 и 108 устройства для мерной резки 24 и после совпадения оси вырубленных, пазов, ко торые находятся между двумя приваренными стержнями 18, принадлежащими разным решеткам, подается сжатый воздух под крыщку 117 пневмокамеры. IfiOK 114 сдвигает подвиж ный нож 108, который отрезает одновременно все ребра 38 и вертикальные полки уголков J3. От решетки отделяется готовая решетка определенной длины, так как горизонтальная полка уголка 13 была обрезана механизмом 7 для вырубки пазов. Устройство синхронизировано следующим образом. При движении полосы производят ее правку, резку на ленты, формовку уголка 13 из ленты 9, разворот лент 10 вокруг своей оси на 90°. В момент остановки нолосм произ водят вырубку пазов, отрезку от непрерывной решетки 25 мерной длины, а 1акже разматывают проволоку 19, ггравят ее, зачищают щетками 73, подают механизмом подачи на электрод 56, приваривают стержень 18 к ребрам 38 и уголкам 13. Осуществляя ход верхнего электрода 55 вниз, производят также отрезку очередного стержня 18 от проволоки ножом 83. Формула изобретения 1.Установка для изготовления решеток, преимущественно отопительных систем, содержащая разматыватели продольных элементов и поперечных стержней, узлы правки, сварочную машину, связанную с узлом резки поперечных стержней, проводки, узел натяжения и устройство для мерной резки решетки, о т личающаяся тем, что, с целью повышения производительности путем изготовления продольных элементов из рулонного материала,. она снабжена многодисков1 1ми ножницами для продольной резки рулона на ленты заданной ширины, расположенными за узлом правки, устройством для формовки крайних лент в уголки и узлом поворота средних лент на ребро, расположенным на сварочной машине с передней ее стороны, при этом проводки размещены с задней ее стороны, узел натяжения установлен перед устройством для мерной резки решетки и кинематически связан с многодисковыми ножницами и устройством для формовки крайних лент в уголки. 2.Установка по п. 1, о т л и ч а ю щ а яс я тем, гго, с целью облегчения мерной резки решетки, она снабжена механизмом вырубки пазов в крайних лентах, установленным за правильной машиной и выполненным в виде взаимодействующих между собой матриц и пуансонов. 3.Установка по п. 1,отличающаяс я тем, что, с целыо обеспечения заданного расположения продольных элементов при сварке, узел поворота средних лент на ребро сделан в виде проводок, одна из которых выполнена в виде поддерживающего валка, подпружинена относительно рамы и смещена относичо.и,но другой, выполненной в виде набора дисков, зазор между которыми соответствует толщине, лент, и двух роликов, расположенных перпендикулярно дискам и взаимодействующих с торцами крайних дисков. 4.Установка по п. 1, о т л и ч а ю щ а яс я тем, гго, с целью обеспечения заданной величины натяжения ребер и уголков, узел натяжения выполнен в виде-кулисы, связанной с приводным эксцентриком посредством шатуна и пружины и несущей на одном конце кулачок, установленный с возможностью поворо та «округ своей оси и выполненный с пазами.
расстояние между которь;ми равно толщине дисков.
5.Установка по п.1, отличающаяя тем, что устройство гшя мерной резки
(ешетки выполнено в виде взаимодействующих ножей с калибрами, шаг которых равен шагу пазов проводок.
6.Установка по п. 1,отличающаяс я тем, что, с целью синхронизации, дисковые ножницы и устройство для формовки крайних
0775310
лент в уголки связаны с приводом через обгонную муфту.
Источники информации, принятые во внимание при экспертизе
1.Корицьш И. А., Власов В. И. Автоматизация и механиэа1р я технологических процессов ковки к штамповки, Машиностроение, М., 1967, с. 205-207.
2.Авторское свидетельство СССР №193641, ,0 кл. В 23 F 15/12, 1965 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления решеток | 1977 |
|
SU698747A1 |
| Непрерывный агрегат для производства узких полос | 1978 |
|
SU948018A1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2001 |
|
RU2192940C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2005 |
|
RU2287388C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2003 |
|
RU2235617C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2001 |
|
RU2201824C2 |
| Способ изготовления многослойных спиральношовных труб и устройство для его осуществления | 1978 |
|
SU902654A3 |
| Поточная линия для производства перфорированных изделий из рулонного материала | 1984 |
|
SU1228944A1 |
,. 38 99 97 Фиг.1 S5. Л
30
23 «J // , 37
0 36 д 21
иг.З
10 3 39
fuzA 341 52
13
.
7
Фиг. 5
Г
61
Чйй
57
-63
50
дВ 7 8
ш
46
«и
13
ВО
W/////A/ /
Я
53
62
68 58
67
л-л
65 66
/J
/
70 13S 7 7S 7S IS го У
(PiizJ
13 79. 13 У f
1387 38
ffff
9293 П95
3-3
4
4 ; ///7А
Фиг.
видИ
fO
Фиг. //
Фиг. 12
вид К
116 us Ц7
