Изобретемте относится к обработке металлов давлением, а именно к летучим барабанным ножницам для обрезки концов движущегося проката, предпочтительно катанки небапьшого диаметра.
Согласно авт. св. СССР № 95004, кл. в 23 25/12, 1951, известны летучие барабанные ножницы для обрезки концов движущегося проката, содержащие корпус с консольно установленными на нем с возможностью вращения верхним и нижним барабанами с ножами, привод, вводную проводку, выполненную в виде поворотной трубы, направляющей части и поводкового элемента, соединенного с поворотной трубой посредством промежуточного звена и установленного с возможностью взаимодействия с направляющей частью, при этом поводковый элемент неподвижно смонтирован на промежуточном звене, щарнирно соединенном с приводом и установленным с возможностью поворота относительно поворотной трубы, а также выводную проводку и ходовой ролик, установленный с возможностью перемещения по ходовой дорожке.
Недостаток известных летучих ножниц заключается в их невысокой надежности, так как при выполнении реза должно производиться ускорение редуктора, рычажного механизма и нижнего барабана с ножами; после резания необходимо тбрможение.
Целью изобретения является осуществление безаварийной и качественной обрезки концов катанки при высоких скоростях ее перемещения.
Указанная цель достигается тем, что в летучих барабанных ножницах направляющая часть вводной проводки установлена на верхнем барабане соосно ему. Барабаны и направляющая часть вводной проводки могут быть выполнены с винтообразными пазами калибра, а между верхним барабаном и направляющей частью может быть размещен холостой калибр. В описываемых лeJ тучих барабанных ножницах поводковый элемент может быть выполнен в виде ролика. Промежуточное звено может быть выполнено в виде пластины. Ходовая дорожка может быть размещена под поворотной трубой и снабжена упорами, установленными на ее концах. Выводная проводка может быть снабжена подвижным и подпружиненным разделительным клином. Летучие барабанные ножницы могут быть снабжены неподвижной направляющей, установленной с возможностью взаимодействия с поворотной трубой.
На фиг. 1 изображены летучие барабанные ножницы для обрезки концов движущегося проката, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез поворотной трубы; на фиг. 4 - разрез режущей головки; на фиг. 5 - разрез Б Б
на фиг. 4.
Летучие барабанные ножницы 1 содержат привод 2, режущие головки 3 и 5 с жами. Перед режущими головками 3 и .: расположена поворотная труба 6. Поворотная труба 6 установлена одной стороной в кардане 7, поворачиваемом в двух плоскостях, а другой стороной направляется кулисой 8 установленной неподвижно перед ре- жущими головками 3 и 5. На передней части т.е. со стороны выхода катанки из поворотной трубы 6, расположена рычажная система 9, установленная с возможностью поворота вокруг продольной оси поворот- 5 ной трубы 6, которая с одной стороны щарнирно соединена с прикрепленным к корпусу ножниц рабочим цилиндром 10, а с другой стороны воспринимает неподвижно установленный поводковый элемент И. Верхняя режущая головка 3 оснащена вращательно- симметричной направляющей частью 12, рас- . положенной соосно с ней. Направляющая часть 12 имеет винтообразные пазы 13 калибра аналогичной режущей головке 3, в которые может быть введен поводковый 5 элемент И. Между режущей головкой 3 и направляющей частью 12 предусмотрен холостой калибр 14. За режущими головками 3 и 5 находится выводная часть с располо - женными одна около другой проводками 15, 16, образуемыми разделительным клином 17. Разделительный клин 17 удлинен рычагом 18, с которым он неподвижно соединен. Данньш рычаг 18 установлен в точке 19 поворота и передвигается в определенных с помощью пружины 20 сжатия, действую- 35 щей на рычаг 18 через пружинный упор 21. Летучие нож.ницы работают следующем
образом.
Для разрезки проходящей через поворотную трубу 6 катанки срабатывает рабочий цилиндр 10, управляемый индикатором полосы. Этим самым давление подается в рычажную систему 9, вследствие чего поводковый элемент 11 вводится в наружный паз 13 калибра направляющей части 12. В данный момент с поддержкой рабочего цилинд45 ра 10 осуществляется поперечное движение поворотной трубы 6, происходящее синхронно с поперечным движением пазов калибра в верхней режущей головке. Кулиса 8 служит для подпирания и направления поворотной трубы. Катанка, которая захватывается
50 в пазах калибров режущих головок 3, 5 за счет поперечного движения поворотной трубы 6, задается в зону действия ножей 4 и разрезается вертикально относительно направления движения. По окончании процесгг са резания обрезанный конец катанки направляется при помощи подрессоренного разделительного клина 17 в правую проводку, а полоса - в левую. За счет подрессоривания разделительного клина 17 обеспечивается надежное разделение обрезанного конца катанки и полосы. Для восстановления готовности ножниц к резанию после прохода полосы поворотная труба 6 приводится рабочим цилиндром, срабатывающим в противоположном направлении, в исходное положение. За счет синхронности поперечного движения поворотной трубы и винтообразных пазов калибра режущей головки 3 осуществляется бесперебойная качественная обрезка быстродвижущегося проката.
При втором варианте выполнения летучих ножниц изображенная на фиг. 1 и- 2 рычажная система 9 заменяется соединительным листом 22, неподвижно соединенным с поворотной трубой 6. Рабочими цилиндрами 23 и 24 осуществляется поворотное движение поворотной трубы 6. В ос- тальном конструкция ножниц 1 соответствует описанному варианту.
При втором варианте выполнения ножницы работают следующим образом..
Для проведения реза сначала срабатывает рабочий цилиндр 23, управляемый импульсами, зависящими от входящей полосы. Рабочий цилиндр 23 вводит поводковый элемент 11 в паз 13 калибра направляющей части 12. В данный момент срабатывает цилиндр 24, поддерживающий начинающееся поперечное движение поворотной трубы 6, которое происходит синхронно с поперечным движением пазов калибра в режущей головке 3. Для возврата поворотной трубы 6 в исходное положение рабочие цилиндры срабатывают в обратном направлении, сначала рабочий цилиндр 23, а затем рабочий цилиндр 24.
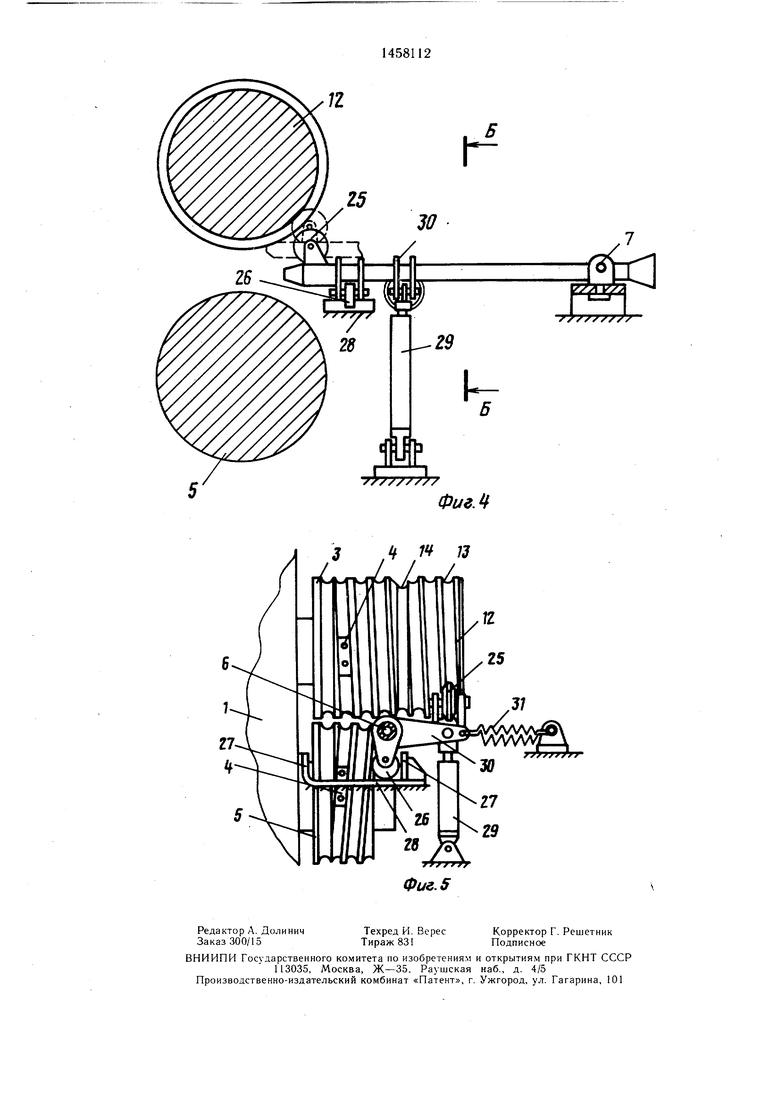
При третьем варианте выполнения летучих ножниц (фиг. 4 и 5) в качестве поводкового элемента предусматривается направляющий ролик 25, который расположен на расстоянии соосно с поворотной трубой б на. соединительном листе 30, неподвижно соединенном с поворотной трубой 6. Ходовой ролик 26, расположенный под поворотной трубой, и неподвижно связанный с последней, скользит по ходовой дорожке 28, ограничиваемой упорами 27. Рабочий цилиндр 29 с одной стороны шарнирно соединен со стационарной прокладкой, а с другой стороны шарнирно соединен с соединительным листом 30. На соединительном листе 30 предусмотрена возвратная пружина 31, действующая в поперечном относительно направления движения поворотной трубы направлении.
При этом варианте исполнения ножницы работают следующим образом.
Аналогично второму варианту срабатыванием рабочего цилиндра 29 направляющий ролик 25 вводится в паз 13 калибра направляющей части 12. Этим самым производится синхронное поперечное движение поворотной трубы 6 до достижения ходового ролика 26, расположенного под поворотной трубой 6, левого упЬра 27 и осуществления реза катанки. После этого направляющий ролик 25 находится в холостом калибре 14. Срабатыванием рабочего цилиндра 29 в противоположном направлении направляющий ролик выходит из холостого калибра 14 и возвратная пружина 31 возвращает поворотную трубу 6 через соединительный лист 30 опять в исходное положение и тем самым восстанавливает готовность ножниц к резанию.
15
Формула изобретения
1.Летучие барабанные ножницы для обрезки концов движущегося проката, содержащие корпус с коаксиально установлен0 ными на нем с возможностью вращения верхним и нижним барабанами с ножами, привод вводную проводку, выполненную в виде поворотной трубы, направляющей части и поводкового элемента, соединенного с поворот5 ной трубой посредством промежуточного звена и установленного с возможностью взаимодействия с направляющей частью, при этом поводковый элемент неподвижно смонтирован на промежуточном звене, шарнирно соединенном с приводом и установленном с
0 возможностью поворота относительно поворотной трубы, а также выводную проводку и ходовой ролик, установленный с возможностью перемещения по ходовой дорожке, отличающиеся тем, что, направляющая часть вводной проводки установлена на
5 верхнем барабане соосно ему.
2.Ножницы по п. 1, отличающиеся тем, что барабаны и направляющаяся часть вводной проводки выполнены с винтообразными пазами калибра, а между верхним, ба0 рабаном и направляющей частью размещен холостой калибр.
3.Ножницы по п. 1, отличающиеся тем, что поводковый элемент выполнен в виде ролика.
5 4. Ножницы по п. 1, отличающиеся тем, что промежуточное звено выполнено в виде пластины.
5.Ножницы по п. 1, отличающиеся тем, что ходовая дорожка размещена под поворотной трубой и снабжена упорами, установленными на ее концах.
6.Ножницы по п. 1, отличающиеся тем, что выводная проводка снабжена подвижным и подпружиненным разделительным клином.
5 7. Ножницы по п. 1, отличающиеся тем, что они снабжены неподвижной направляющей, установленной с возможностью взаимодействия с поворотной трубой.
0
2i W 15 ч уучч
,
20 ./
Фиг.
Фие.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для резки непрерывно движущегося проката | 1977 |
|
SU697264A1 |
| Литейно-прокатный агрегат для производства медной литой заготовки | 2016 |
|
RU2643286C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| Участок непрерывного прокатногоСТАНА для пРОизВОдСТВА КАТАНКи | 1979 |
|
SU852392A1 |
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ЗАГОТОВОК ПРИ МИОГОНИТОЧНОЙ ПРОКАТКЕ | 1969 |
|
SU236403A1 |
| Устройство для изготовления и маркировки бирок | 1977 |
|
SU880550A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Выводная направляющая проводка | 1982 |
|
SU1045973A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2152280C1 |

Изобретение относится к обработке металлов давлением, а именно к летучим барабанным ножницам для обрезки концов движущегося проката, предпочтительно катанки небольшого диаметра. Цель изобретения - осуществление безаварийной и качественной образки концов катанки при высоких скоростях ее перемещения. При срабатывании рабочего цилиндра 10 рычажной системой 9 поводковый элемент 11 вводится в наружный паз 13 калибра направляющей части 12. Осуществляется поперечное перемещение поворотной трубы 6, происходящее синхронно с поперечным движением пазов калибра в верхней режущей головке. Катанка, которая захватывается в пазах калибров режущих головок 3, 5, за счет поперечного перемещения поворотной трубы 6 задается в зону действия ножей 4 и разрезается. 6 з.п. ф-лы, 5 ил. /5-XJ S (Л 4 сд 00 to 5 (риг.2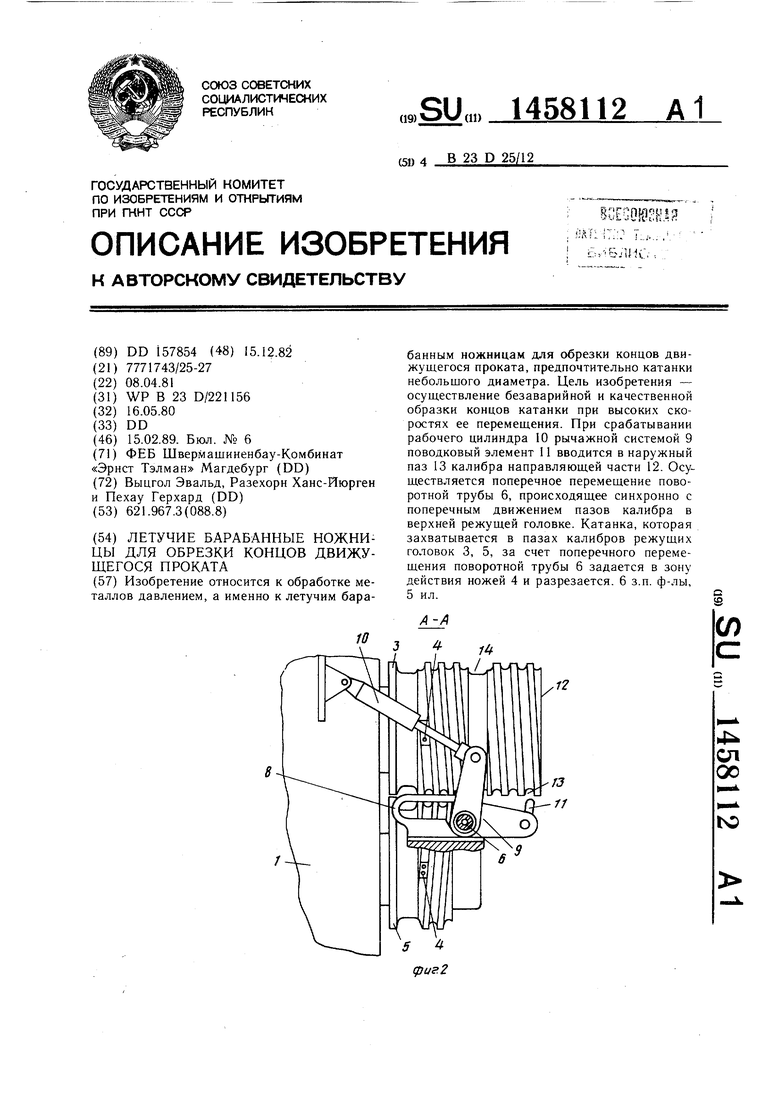
Редактор А. Долинич Заказ 300/15
ВНИИПИ Государствеиного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат «Патент, г. Ужгород, ул. Гагарина, 101
Фиг. 5
Техред И. Верес Тираж 831
Корректор Г, Решетник Подписное
