Изобретение относится к области изготовления электрических кабелей с металлической оболочкой, например, свинцовой, наносимой методом экструзии.
В процессе изготовления таких кабелей поддержание равнотолщинности его металлической оболочки, особенно свинцовой, имеет очень важное значение для обеспечения высокой прочности, а, следовательно, и надежности, кабеля в течение длительного срока эксплуатации. Наличие отклонения в толщине свинцовой оболочки кабеля от заданного значения может приводить к довольно быстрому растрескиванию или перелому оболочки, особенно в местах изгиба кабеля. В связи с этим существует техническая проблема по обеспечению поддержания толщины стенок оболочки кабельного изделия на заданном уровне.
Из SU 557837 A1, В21С 23/08, 15.05.1977 известно техническое решение, касающееся устранения отклонений толщины прессуемых труб, в котором используются датчики толщины стенок, по сигналам которых через обратную связь и посредством соответствующих приводов радиального перемещения осуществляется регулирование положения калибрующей матрицы с целью устранения выявленных отклонений толщины стенок.
Вместе с тем, данное решение предназначено для прессования труб и его использование в процессах изготовления электрических кабелей не представляется возможным.
Из уровня техники известно также решение по US 2016310987 A1, B05D 1/26, 27.10.2016, раскрывающее процесс и средства для экструзионного нанесения покрытия на электрический кабель с использованием, в том числе, датчиков измерения толщины наносимого покрытия и контроллера, который по результатам измерений формирует управляющие сигналы, направленные на устранение выявленных отклонений толщины, при этом компенсация отклонений толщины осуществляется соответствующим регулированием линейной скорости движения кабеля через экструзионную установку.
Однако, данное решение, во-первых, касается нанесения на кабель неметаллической, в частности, пластиковой изоляционной оболочки, а, во-вторых, компенсация отклонений толщины наносимой оболочки с помощью регулирования линейной скорости движения кабеля через экструзионную установку не обеспечивает в целом высокой точности поддержания равнотолщинности оболочки кабеля и соответственно высокого качества его изготовления.
Кроме того, из уровня техники известно решение по JP 2002313163 А, Н01В 13/00, 25.10.2002, которое можно считать наиболее близким по сущности к предлагаемой группе изобретений. В нем раскрыты процесс и средства для экструзионного нанесения покрытия на кабель с использованием датчиков измерения толщины, в том числе, и УЗ-датчиков, сигналы которых используются для исключения неравномерности толщины стенок покрытия путем поворачивания регулировочных болтов для изменения положения головки (матрицы) для нанесения экструзионного покрытия.
Однако, данное решение также касается нанесения на кабель пластиковой изоляционной оболочки, при этом средства для корректировки отклонения толщины наносимой оболочки не обеспечивают высокой точности поддержания равнотолщинности оболочки кабеля и соответственно высокого качества его изготовления.
Технической проблемой, на решение которой направлена данная группа изобретений, является повышение качества и надежности электрических кабелей с металлической оболочкой, изготавливаемых с использованием метода экструзионного нанесения оболочки.
Техническим результатом, обеспечиваемым заявляемой группой изобретений, является повышение точности центровки калибрующей матрицы прессовой головки в процессе экструзионного нанесения оболочки, что позволяет обеспечивать равномерную толщину оболочки и снижать при этом расход металла на ее изготовление.
Достижение указанного технического результата обеспечивается тем, что система для центрирования металлической оболочки электрического кабеля устройства для изготовления электрического кабеля с экструзионным нанесением оболочки, содержащего прессовую головку с матрицедержателем, в котором размещено с радиальным зазором и с возможностью радиального смещения регулировочное кольцо с установленной в нем по посадке с натягом сменной калибрующей матрицей, включает приводы радиального смещения регулировочного кольца, имеющие регулировочные винты, контактирующие с поверхностью упомянутого кольца, УЗ-датчики измерения толщины наносимой оболочки и подключенный к упомянутым датчикам блок обработки сигналов и управления, выходы которого соединены с упомянутыми приводами радиального смещения, при этом упомянутые приводы радиального смещения размещены вокруг регулировочного кольца диаметрально попарно и соосно в каждой паре, блок обработки сигналов и управления выполнен с возможностью формирования сигналов на упомянутые приводы с обеспечением синхронного и разнонаправленного по фазе перемещения упомянутых регулировочных винтов в соответствующей паре приводов, причем регулировочное кольцо выполнено с лысками, расположенными на участках его наружной поверхности в местах контактов с регулировочными винтами, которые установлены с преднатягом и беззазорно относительно упомянутого кольца, а лыски выполнены с возможностью их линейного скольжения при смещении регулировочного кольца по неподвижным торцам винтов неработающих приводов с сохранением беззазорного контакта с преднатягом винтов с упомянутым кольцом.
Достижение указанного технического результата обеспечивается также тем, что устройство для изготовления электрического кабеля с металлической оболочкой с экструзионным нанесением оболочки содержит прессовую головку со сменной калибрующей матрицей, установленной в регулировочном кольце матрицедержателя, экструдер расплавленного металла, связанный с упомянутой прессовой головкой, устройство для подачи кабельного сердечника и вышеописанную систему для центрирования металлической оболочки, при этом сменная калибрующая матрица установлена в регулировочном кольце по посадке с натягом, а регулировочное кольцо размещено в матрицедержателе с радиальным зазором и с возможностью радиального смещения.
В частном случае, каждый из упомянутых приводов радиального смещения может быть выполнен в виде мотор-редуктора, соединенного посредством разборного шпоночного сочленения с промежуточным редуктором и связанного через него с передачей гайка-винт, при этом мотор-редуктор установлен на опорном стакане, который разъемно соединен с одним из фланцев цилиндрического корпуса, другой фланец которого выполнен с возможностью установки на упомянутой прессовой головке, а промежуточный редуктор расположен внутри опорного стакана с неподвижной установкой его корпуса относительно опорного стакана, причем передача гайка-винт расположена внутри цилиндрического корпуса, винт упомянутой передачи является регулировочным винтом, контактирующим с одной стороны через двухстепенной шарнир с выходным звеном промежуточного редуктора, а с другой стороны - с плоской поверхностью лыски, выполненной на упомянутом регулировочном кольце.
Упомянутые УЗ-датчики могут быть выполнены в виде комплекта из четырех датчиков, расположенных по окружности через 90° относительно друг друга, или в виде комплекта из шести датчиков, расположенных по окружности через 60° относительно друг друга.
УЗ-датчики могут быть выполнены в виде пьезоэлектрических элементов с рабочей частотой импульсов, в частности 5 МГц, связанных с соответствующим электронным блоком.
УЗ-датчики могут быть выполнены с клиновидной формой звукового поля и установлены с возможностью расположения вершины упомянутого клина на оси электрического кабеля.
УЗ-датчики могут быть установлены в емкости с охлаждающей и циркулирующей в ламинарном состоянии термостабилизированной пресной водой.
В частном случае, устройство для изготовления электрического кабеля может быть снабжено вертикальной пластиной, размещенной непосредственно за упомянутой прессовой головкой по ходу движения кабеля, на которой расположены упомянутые УЗ-датчики измерения толщины наносимой оболочки, в т.ч. с установкой их в емкости с охлаждающей и циркулирующей в ламинарном состоянии термостабилизированной пресной водой.
Устройство для изготовления электрического кабеля также может быть снабжено узлом измерения наружного диаметра нанесенной на кабель оболочки, связанным с блоком визуального отображения, причем упомянутый узел измерения диаметра может быть выполнен в виде лазерно-оптических измерителей.
Достижение указанного технического результата обеспечивается также тем, что способ изготовления электрического кабеля с металлической оболочкой с использованием устройства для изготовления электрического кабеля с экструзионным нанесением металлической оболочки, содержащего прессовую головку с матрицедержателем и со сменной калибрующей матрицей, установленной в регулировочном кольце матрицедержателя, включает подачу в упомянутую прессовую головку расплавленного металла и кабельного сердечника, экструзионное нанесение металлической оболочки на кабельный сердечник с помощью упомянутой калибрующей матрицы, измерение фактических толщин наносимой оболочки по нескольким осям поперечного сечения кабеля, сравнение фактических толщин с заданными значениями и по результатам этого сравнения коррекцию центрирования металлической оболочки посредством корректирующего смещения калибрующей матрицы, которую осуществляют с помощью вышеописанной системы для центрирования металлической оболочки.
Причем, в частном случае, осуществляют экструзионное нанесение свинцовой оболочки на кабельный сердечник.
Изобретения поясняются чертежами, на которых показано:
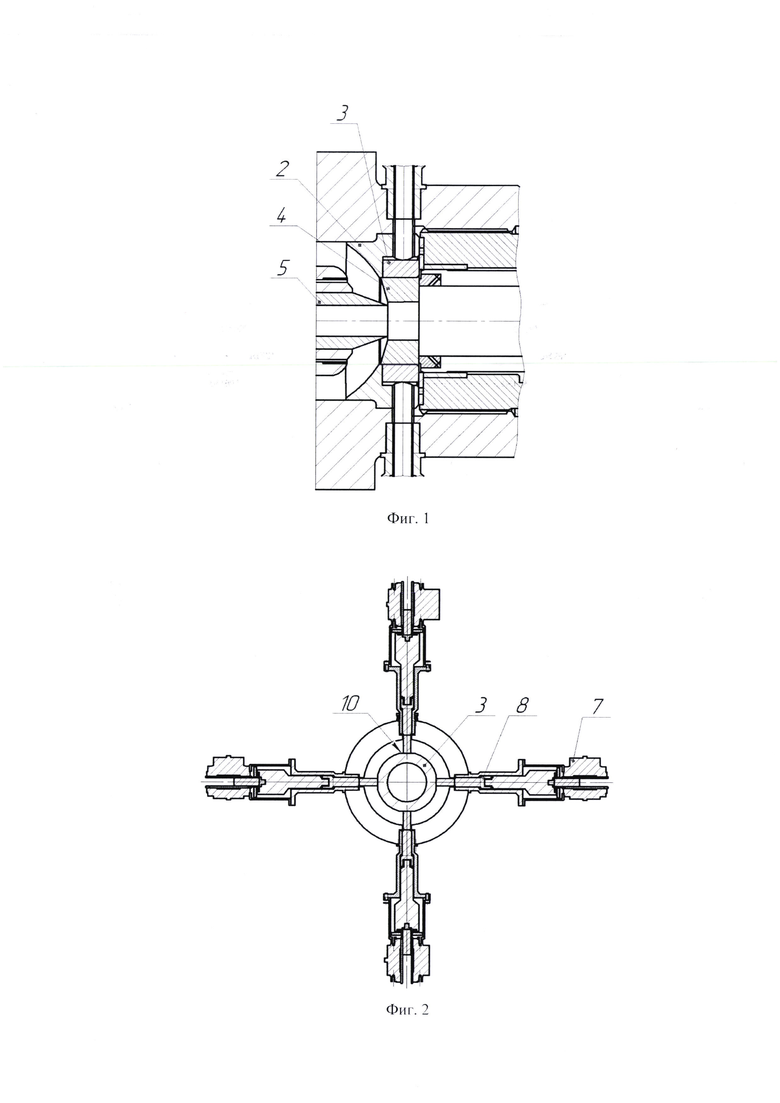
фиг. 1 - прессовая головка устройства для изготовления электрического кабеля, в разрезе;
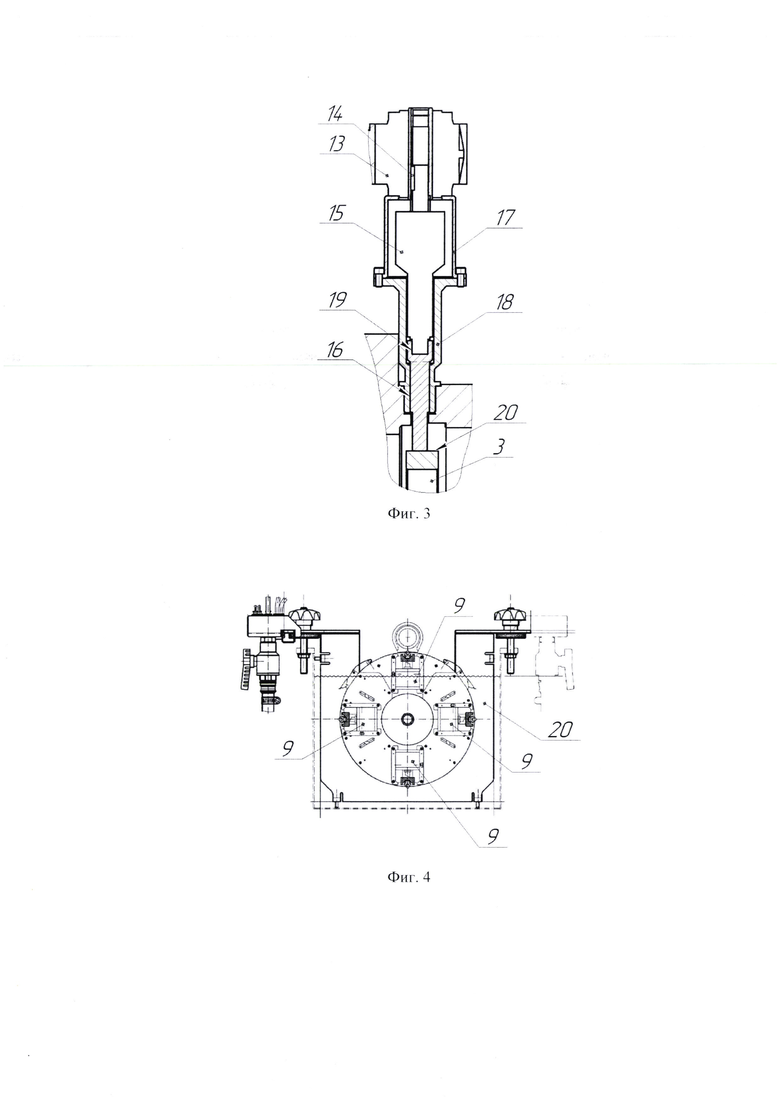
фиг. 2 - схема центрирования калибрующей матрицы;
фиг. 3 - схема привода радиального смещения регулировочного кольца, в разрезе;
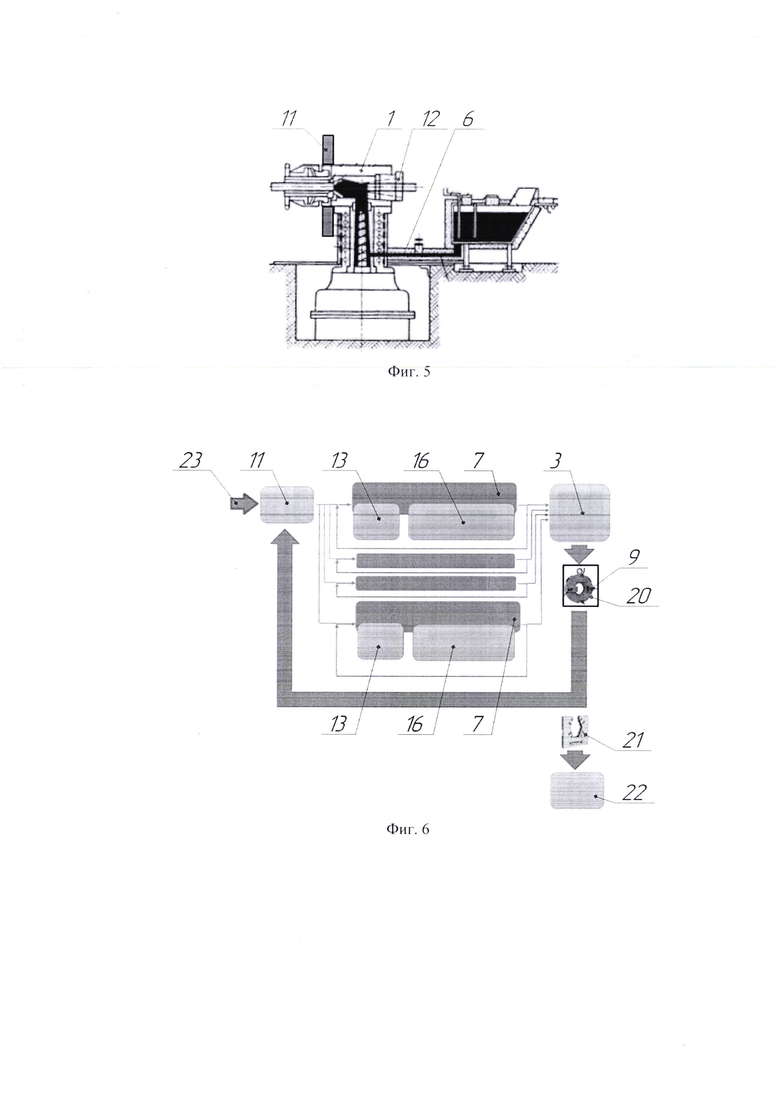
фиг. 4 - общий вид размещения УЗ-датчиков в емкости с водой;
фиг. 5 - общая схема устройства для изготовления электрического кабеля с экструзионным нанесением оболочки;
фиг. 6 - блок-схема системы центрирования металлической оболочки.
Устройство для изготовления электрического кабеля с экструзионным нанесением оболочки содержит (фиг. 1, 5) экструдерную прессовую головку 1 с матрицедержателем 2, в котором размещено с радиальным зазором и с возможностью радиального смещения регулировочное кольцо 3 с установленной в нем по посадке с натягом сменной калибрующей матрицей 4. В состав устройства также входят дорн 5, канал 6 подачи расплавленного металла в прессовую головку 1, устройство 12 для подачи кабельного сердечника и система для центрирования металлической оболочки электрического кабеля (фиг. 6), которая содержит (фиг. 2) приводы 7 радиального смещения регулировочного кольца 3, имеющие регулировочные винты 8, контактирующие с поверхностью упомянутого кольца 3. Для измерения толщины наносимой оболочки используются УЗ-датчики 9 и подключенный к ним блок 11 обработки сигналов и управления, выходы которого соединены с приводами 7 радиального смещения.
Приводы 7 радиального смещения с регулировочными винтами 8 размещены вокруг регулировочного кольца 3 диаметрально попарно и соосно в каждой паре (фиг. 2), при этом блок 11 обработки сигналов и управления выполнен с возможностью формирования сигналов на приводы 7 с обеспечением синхронного и разнонаправленного по фазе перемещения регулировочных винтов 8 в соответствующей паре приводов.
Регулировочное кольцо 3 выполнено с лысками 10, расположенными на участках его наружной поверхности в местах контактов с регулировочными винтами 8, которые установлены с преднатягом и беззазорно относительно кольца 3, причем лыски выполнены с возможностью их линейного скольжения при смещении регулировочного кольца 3 по неподвижным торцам винтов 8 неработающих приводов 7 с сохранением беззазорного контакта с преднатягом винтов 8 с кольцом 3.
Каждый из приводов 7 радиального смещения выполнен (фиг. 3) в виде мотор-редуктора 13, соединенного посредством разборного шпоночного сочленения 14 с промежуточным редуктором 15 и связанного через него с передачей гайка-винт 16, при этом мотор-редуктор 13 установлен на опорном стакане 17, который разъемно соединен с одним из фланцев цилиндрического корпуса 18, другой фланец которого выполнен с возможностью установки на прессовой головке 1, а промежуточный редуктор 15 расположен внутри опорного стакана 17 с неподвижной установкой его корпуса относительно опорного стакана 17, причем передача гайка-винт 16 расположена внутри цилиндрического корпуса 18, винт упомянутой передачи является регулировочным винтом 8, контактирующим с одной стороны через двухстепенной шарнир 19 с выходным звеном промежуточного редуктора 15. а с другой стороны - с плоской поверхностью лыски 10. выполненной на регулировочном кольце 3.
УЗ-датчики 9 выполнены, например, в виде комплекта из четырех датчиков, расположенных по окружности через 90° относительно друг друга (фиг. 4), или в виде комплекта из шести датчиков, расположенных по окружности через 60° относительно друг друга, при этом для качественного и точного измерения они могут быть установлены в емкости 20 с охлаждающей и циркулирующей в ламинарном состоянии термостабилизированной пресной водой, обеспечивающей постоянную температуру измерения без помех в виде, например, пузырьков воздуха.
Кроме того, УЗ-датчики 9 могут быть выполнены в виде пьезоэлектрических элементов с рабочей частотой импульсов, в частности 5 МГц, связанных с соответствующим электронным блоком (условно не показан), а также могут быть выполнены с клиновидной формой звукового поля и установлены с возможностью расположения вершины упомянутого клина на оси электрического кабеля, что обеспечивает повышенную точность измерений.
Устройство для изготовления электрического кабеля может быть снабжено вертикальной пластиной, размещенной непосредственно за упомянутой прессовой головкой 1 по ходу движения кабеля, на которой размещают УЗ-датчики 9 измерения толщины, в том числе с возможной установкой их в емкости 20 с охлаждающей и циркулирующей в ламинарном состоянии термостабилизированной пресной водой.
Устройство для изготовления электрического кабеля также может быть снабжено узлом 21 измерения наружного диаметра нанесенной на кабель оболочки, связанным с блоком 22 визуального отображения, причем узел 21 измерения диаметра может быть выполнен, например, в виде лазерно-оптических измерителей.
Способ изготовления электрического кабеля с металлической оболочкой с использованием упомянутого выше устройства для изготовления электрического кабеля реализуется следующим образом.
В экструдерную прессовую головку 1 по каналу 6 подают расплавленный металл, например свинец, а также кабельный сердечник через устройство 12 для его подачи. Далее по известной для специалистов технологии осуществляют экструзионное нанесение металлической оболочки на кабельный сердечник с использованием калибрующей матрицы 4. После выхода готового кабеля из прессовой головки 1 посредством УЗ-датчиков 9 производят измерение фактических толщин наносимой оболочки по нескольким осям поперечного сечения кабеля, которые поступают в блок 11 обработки сигналов и управления, где осуществляют сравнение фактических (измеренных) толщин оболочки с их заданными значениями 23, по результатам которого блок 11 обработки сигналов и управления формирует управляющие сигналы, поступающие на соответствующую пару приводов 7.
Таким образом, при возникновении отклонений текущих параметров толщины оболочки кабеля от номинальных значений, по сигналам рассогласования, определяемым в блоке 11 обработки сигналов и управления, от него на приводы 7 подаются управляющие сигналы, которые формируются следующим образом. Исходя из анализа знаков упомянутых отклонений, выбирается направление микроперемещения регулировочного кольца 3 и назначаются «ведущий» и «ведомый» приводы 7 в соответствующей паре приводов, расположенных по одной оси (фиг. 2). Далее выполняется расчет микроперемещения в передаче гайка-винт 16 с учетом коэффициента редукции механической части привода 7, после чего осуществляется отработка команды приводами 7 в режиме «ведущий-ведомый».
При этом, «ведущим» выбирается тот привод 7 в сторону которого будет перемещаться регулировочное кольцо 3 матрицы 4, т.е. привод, работающий на отворачивание винта 8, а «ведомым» становится привод, заворачивающий винт 8 на расчетную величину микроперемещения. По завершении синхронного и разнонаправленного по фазе перемещения обоих диаметрально противоположных винтов 8 без потери их механического контакта с кольцом 3, автоматически включается режим преднатяга регулировочного кольца 3, которое в течение заданного времени поджимается винтами 8, вращаемыми моментом заданной величины.
Таким образом производится корректирующее смещение калибрующей матрицы 4 и соответственно коррекция центрирования металлической оболочки кабеля, т.е. путем сведения к нулю возникших рассогласований по толщине и эксцентриситету оболочки поддерживается неизменной заданная номинальная толщина оболочки по всей длине кабеля.
Дополнительно, в случае необходимости контроля наружного диаметра нанесенной на кабель оболочки, может применяться расположенный на выходе из устройства для изготовления электрического кабеля узел 21 измерения диаметра кабеля с нанесенной оболочкой, который может быть выполнен в виде лазерно-оптических измерителей, связанных с блоком 22 визуального отображения, который информирует оператора о нахождении или не нахождении диаметра готового кабеля в заданном интервале.
Таким образом, использование предлагаемой группы изобретений за счет более точной центровки калибрующей матрицы прессовой головки в процессе экструзионного нанесения металлической оболочки на кабель позволяет обеспечивать равномерную толщину оболочки в заданных пределах и снизить расход металла на изготовление оболочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ГОФРИРОВАННОЙ БРОНЕВОЙ СВАРНОЙ ОБОЛОЧКИ КАБЕЛЯ | 2023 |
|
RU2820624C1 |
| СИЛОВОЙ КАБЕЛЬ СО СВЕТОИЗЛУЧАЮЩЕЙ ОБОЛОЧКОЙ | 2022 |
|
RU2788990C1 |
| КАБЕЛЬ СИЛОВОЙ С ЭКСТРУДИРОВАННЫМИ ТОКОПРОВОДЯЩИМИ ЖИЛАМИ (ВАРИАНТЫ) И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2021 |
|
RU2760026C1 |
| КАБЕЛЬНАЯ ЛИНИЯ | 2022 |
|
RU2786937C1 |
| ОПТИЧЕСКИЙ СЕНСОРНЫЙ КАБЕЛЬ | 2021 |
|
RU2775375C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО КОНТРОЛЯ КАЧЕСТВА ТАЛЬКИРОВАНИЯ КАБЕЛЯ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2797982C1 |
| ЯКОРЬ КАБЕЛЬНЫЙ ГРУНТОВОЙ | 2023 |
|
RU2809069C1 |
| КОНЦЕВАЯ МУФТА НАРУЖНОЙ УСТАНОВКИ ДЛЯ СИЛОВОГО КАБЕЛЯ С ИЗОЛЯЦИЕЙ ИЗ СШИТОГО ПОЛИЭТИЛЕНА И СПОСОБ МОНТАЖА МУФТЫ | 2000 |
|
RU2180461C1 |
| Головка пресса для наложения металлической оболочки на кабельный сердечник | 1985 |
|
SU1334184A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ НАЛОЖЕНИЯ АЛЮМИНИЕВЫХ ОБОЛОЧЕК НА КАБЕЛЬ | 1966 |
|
SU183072A1 |
Изобретение относится к области изготовления электрических кабелей с металлической оболочкой. Устройство содержит прессовую головку со сменной калибрующей матрицей, установленной в регулировочном кольце матрицедержателя, экструдер расплавленного металла, связанный с упомянутой прессовой головкой, устройство для подачи кабельного сердечника и систему для центрирования металлической оболочки. Сменная калибрующая матрица установлена в регулировочном кольце по посадке с натягом. Регулировочное кольцо размещено в матрицедержателе с радиальным зазором и с возможностью радиального смещения. Приводы радиального смещения регулировочного кольца имеют регулировочные винты, контактирующие с поверхностью кольца, УЗ-датчики измерения толщины наносимой оболочки и подключенный к упомянутым датчикам блок обработки сигналов и управления, выходы которого соединены с упомянутыми приводами радиального смещения. При этом блок обработки сигналов и управления выполнен с возможностью формирования сигналов на упомянутые приводы. В результате обеспечивается точная центровка калибрующей матрицы прессовой головки в процессе экструзионного нанесения оболочки на кабель. 3 н. и 15 з.п. ф-лы, 6 ил.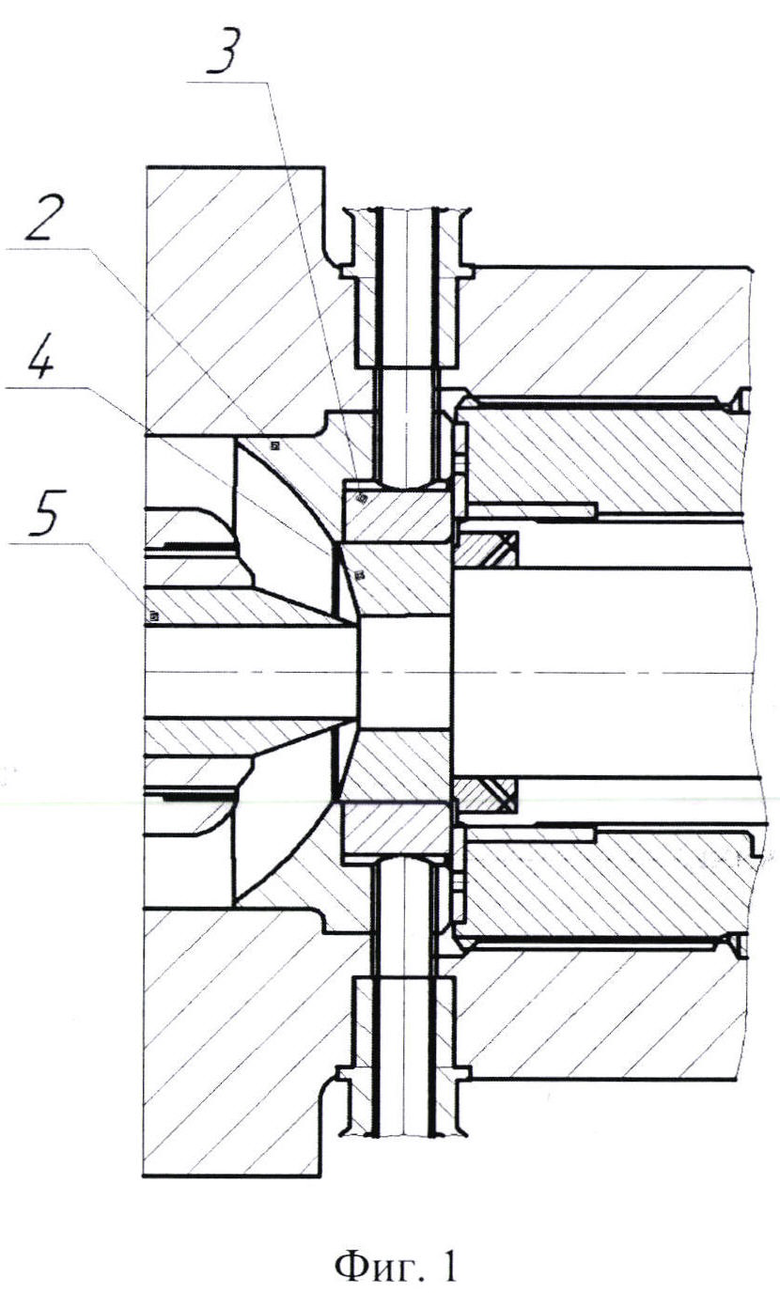
1. Система для центрирования металлической оболочки электрического кабеля устройства для изготовления электрического кабеля с экструзионным нанесением оболочки, содержащего прессовую головку с матрицедержателем, в котором размещено с радиальным зазором и с возможностью радиального смещения регулировочное кольцо с установленной в нем по посадке с натягом сменной калибрующей матрицей, содержащая
приводы радиального смещения регулировочного кольца, имеющие
регулировочные винты, контактирующие с поверхностью упомянутого кольца,
УЗ-датчики измерения толщины наносимой оболочки и
подключенный к упомянутым датчикам блок обработки сигналов и управления, выходы которого соединены с упомянутыми приводами радиального смещения, при этом
упомянутые приводы радиального смещения размещены вокруг регулировочного кольца диаметрально попарно и соосно в каждой паре, блок обработки сигналов и управления выполнен с возможностью формирования сигналов на упомянутые приводы с обеспечением синхронного и разнонаправленного по фазе перемещения упомянутых регулировочных винтов в соответствующей паре приводов, при этом регулировочное кольцо выполнено с лысками, расположенными на участках его наружной поверхности в местах контактов с регулировочными винтами, которые установлены с преднатягом и беззазорно относительно упомянутого кольца, а лыски выполнены с возможностью их линейного скольжения при смещении регулировочного кольца по неподвижным торцам винтов неработающих приводов с сохранением беззазорного контакта с преднатягом винтов с упомянутым кольцом.
2. Система по п. 1, отличающаяся тем, что каждый из упомянутых приводов радиального смещения выполнен в виде мотор-редуктора, соединенного посредством разборного шпоночного сочленения с промежуточным редуктором и связанного через него с передачей гайка-винт, при этом мотор-редуктор установлен на опорном стакане, который разъемно соединен с одним из фланцев цилиндрического корпуса, другой фланец которого выполнен с возможностью установки на упомянутой прессовой головке, а промежуточный редуктор расположен внутри опорного стакана с неподвижной установкой его корпуса относительно опорного стакана, причем передача гайка-винт расположена внутри цилиндрического корпуса, винт упомянутой передачи является регулировочным винтом, контактирующим с одной стороны через двухстепенной шарнир с выходным звеном промежуточного редуктора, а с другой стороны - с плоской поверхностью лыски, выполненной на упомянутом регулировочном кольце.
3. Система по п. 1 или 2, отличающаяся тем, что упомянутые УЗ-датчики выполнены в виде комплекта из четырех датчиков, расположенных по окружности через 90° относительно друг друга.
4. Система по п. 1 или 2, отличающаяся тем, что упомянутые УЗ-датчики выполнены в виде комплекта из шести датчиков, расположенных по окружности через 60° относительно друг друга.
5. Система по любому из пп. 1-4, отличающаяся тем, что УЗ-датчики выполнены в виде пьезоэлектрических элементов с рабочей частотой импульсов, в частности 5 МГц, связанных с соответствующим электронным блоком.
6. Система по любому из пп. 1-5, отличающаяся тем, что УЗ-датчики выполнены с клиновидной формой звукового поля и установлены с возможностью расположения вершины упомянутого клина на оси электрического кабеля.
7. Система по любому из пп. 1-6, отличающаяся тем, что УЗ-датчики установлены в емкости с охлаждающей и циркулирующей в ламинарном состоянии термостабилизированной пресной водой.
8. Устройство для изготовления электрического кабеля с металлической оболочкой с экструзионным нанесением оболочки, содержащее прессовую головку со сменной калибрующей матрицей, установленной в регулировочном кольце матрицедержателя, экструдер расплавленного металла, связанный с упомянутой прессовой головкой, устройство для подачи кабельного сердечника и систему для центрирования металлической оболочки по п. 1, при этом сменная калибрующая матрица установлена в регулировочном кольце по посадке с натягом, а регулировочное кольцо размещено в матрицедержателе с радиальным зазором и с возможностью радиального смещения.
9. Устройство по п. 8, отличающееся тем, что оно снабжено вертикальной пластиной, размещенной непосредственно за упомянутой прессовой головкой по ходу движения кабеля, на которой расположены УЗ-датчики измерения толщины наносимой оболочки упомянутой системы для центрирования.
10. Устройство по п. 9, отличающееся тем, что УЗ-датчики размещены на упомянутой вертикальной пластине с установкой их в емкости с охлаждающей и циркулирующей в ламинарном состоянии термостабилизированной пресной водой.
11. Устройство по любому из пп. 8-10, отличающееся тем, что оно снабжено узлом измерения наружного диаметра нанесенной на кабель оболочки, связанным с блоком визуального отображения.
12. Устройство по п. 11, отличающееся тем, что упомянутый узел измерения диаметра выполнен в виде лазерно-оптических измерителей.
13. Устройство по любому из пп. 8-12, отличающееся тем, что УЗ-датчики измерения толщины наносимой оболочки выполнены в виде комплекта из четырех датчиков, расположенных по окружности через 90° относительно друг друга.
14. Устройство по любому из пп. 8-12, отличающееся тем, что УЗ-датчики измерения толщины наносимой оболочки выполнены в виде комплекта из шести датчиков, расположенных по окружности через 60° относительно друг друга.
15. Устройство по любому из пп. 8-14, отличающееся тем, что УЗ-датчики измерения толщины наносимой оболочки выполнены в виде пьезоэлектрических элементов с рабочей частотой импульсов, в частности 5 МГц, связанных с соответствующим электронным блоком.
16. Устройство по любому из пп. 8-15, отличающееся тем, что УЗ-датчики измерения толщины наносимой оболочки выполнены с клиновидной формой звукового поля и установлены с возможностью расположения вершины упомянутого клина на оси электрического кабеля.
17. Способ изготовления электрического кабеля с металлической оболочкой с использованием устройства для изготовления электрического кабеля с экструзионным нанесением металлической оболочки, содержащего прессовую головку с матрицедержателем и со сменной калибрующей матрицей, установленной в регулировочном кольце матрицедержателя, включающий
подачу в упомянутую прессовую головку расплавленного металла и кабельного сердечника,
экструзионное нанесение металлической оболочки на кабельный сердечник с использованием упомянутой калибрующей матрицы,
измерение фактических толщин наносимой оболочки по нескольким осям поперечного сечения кабеля,
сравнение фактических толщин с заданными значениями и
по результатам этого сравнения коррекцию центрирования металлической оболочки посредством корректирующего смещения калибрующей матрицы, которую осуществляют с помощью системы для центрирования по одному из пп. 1-7.
18. Способ по п. 17, отличающийся тем, что осуществляют экструзионное нанесение свинцовой оболочки на кабельный сердечник.
| JP 2002313163 A, 25.10.2002 | |||
| Головка кабельного пресса | 1976 |
|
SU596316A1 |
| Головка экструдера | 1989 |
|
SU1647661A1 |
| US 4222980 A1, 16.09.1980. | |||

