Предлагаемое изобретение относится к области черной металлургии, в частности, к производству тонколистовой анизотропной электротехнической стали, применяемой для изготовления магнитопроводов силовых и распределительных трансформаторов. Известны различные способы очистки электротехнической анизотропной стали от жировых и неорганических загрязнений перед нанесением покрытий в процессе ее производства. Существенным недостатком известных способов является неполное удаление жировых и неорганических загрязнений, остающихся на металлической полосе после холодной прокатки с применением специальных смазочно-охлаждающих жидкостей, которые препятствуют процессу формирования на ее поверхности однородного и равномерного грунтового слоя, близкого по составу к форстериту, а также качественному нанесению электроизоляционных покрытий. Вышеперечисленные недостатки являются причиной получения готовой продукции с неудовлетворительным товарным видом (дефекты окисления и разнотонность поверхности, пониженные адгезионные и диэлектрические свойства электроизоляционного покрытия). Это обусловлено тем, что в представленных способах процессы очистки металлической полосы производится на различных промышленных установках химическими или электролитическими методами, допускающими неполное удаление загрязнений.
Известен способ непрерывного химического обезжиривания металлической полосы [1], включающий обработку в щелочной среде при температуре раствора 70-80°С, промывку в ванне горячей промывки при температуре воды 85°С, удаление влаги с поверхности полосы при помощи отжимных роликов и сушку горячим воздухом. Недостатком этого способа является низкая эффективность удаления с поверхности металлических полос жировых и неорганических загрязнений, остающихся после холодной прокатки, с применением специальных смазочно-охлаждающих жидкостей, которые препятствуют процессу формирования однородного и равномерного грунтового слоя, а также качественному нанесению электроизоляционных покрытий.
Известен способ непрерывного электролитического обезжиривания металлической полосы [2], включающий промывку изделий в воде, обезжиривание, электрохимическую обработку в водном растворе серной кислоты, отличающийся тем, что электрохимическая обработка включает операции анодного, а затем катодного травления, при этом операции осуществляют при плотности тока (3-10)×102 А/м2 и концентрации серной кислоты 10-20 мас. %.
Недостатком данного способа является неполное удаление жировых загрязнений, остающихся на металлической полосе после холодной прокатки остатков сложносоставных прокатных эмульсий, характеризующихся низкой стабильностью, большим размером капли и высоким значением числа омыления масляной фазы, в связи с чем в процессе дальнейшей обработки не будет обеспечено получение высокого качества поверхности готовой продукции и адгезии покрытия.
Известен способ очистки стального листа, с использованием мегазвуковых колебаний для обеспечения эффективного удаления загрязнений [3]. Указанный способ заключается в подаче очищающего раствора, активируемого ультразвуковыми колебаниями с частотой 0,8-3,0 МГц, к поверхности стального листа под углом 1-80° по отношению к линии, перпендикулярной поверхности стального листа, в направлении, противоположном направлению перемещения.
Недостатком данного способа можно считать неоднородность эффекта очистки поверхности металла в связи с неравномерностью распространения мегазвуковых колебаний по ширине полосы.
Известен способ лазерной очистки металлов, описанный в патенте [4]. Способ заключается в использовании на очищаемой поверхности пятна с плотностью мощности непрерывного лазерного излучения, достаточной для возникновения процессов терморазрушения поверхностной пленки.
Недостатком этого способа является сравнительно малое значение плотности мощности непрерывного излучения и небольшой размер лазерного пучка на обрабатываемой поверхности (полоса шириной 1,0 мм и длиной 10,0 мм) и, соответственно, невысокая производительность при очистке больших поверхностей металла в динамике.
Наиболее близким к предлагаемому техническому решению по технической сущности и достигаемому результату (прототипом), по мнению авторов, является комбинированный способ очистки [3], включающий обезжиривание металлической полосы в щелочном растворе гидроксида натрия или гидроксида калия и ее промывку, электрохимическую обработку полосы в щелочном электролите при плотности тока от 2 до 30 А/дм2 со стальной полосой, подключенной как анод, ее промывку и сушку.
Недостатком данного способа, по мнению авторов, является ограниченная эффективность, высокая себестоимость и низкая экологичность процесса, связанная с необходимостью регулярной очистки обезжиривающих растворов и утилизации образующихся шламов для поддержания требуемого качества очистки металлических полос.
Задача, на решение которой направлено техническое решение - улучшение качества покрытия тонколистовой анизотропной электротехнической стали, а именно - получение высоких адгезионных и диэлектрических свойств электроизоляционного покрытия и отличного товарного вида стали. Получение премиального качества стали сопровождается при внедрении предлагаемого решения снижением себестоимости производства и получением дополнительной прибыли от ее реализации.
Вышеуказанные недостатки исключаются тем, что при производстве электротехнической анизотропной стали очистку полосы после прокатки производят с применением лазерного излучения в виде сверхкоротких мощных импульсов света, испаряющих загрязнения и отражающихся от стальной поверхности, при мощности излучения 60-80 Вт и частоте повторения импульсов 260-290 кГц.
В основе предлагаемого способа очистки лежит фотомеханическая реакция, возникающая в загрязняющем слое, который поглощает испускаемые лазером световые импульсы, насыщенные мощной энергией. Поглощенная энергия создает сильно сжатую плазму и ударную волну, которая расщепляет и испаряет слой загрязняющего вещества. Очищаемая поверхность при этом не успевает ни нагреться, ни деформироваться, поскольку световые импульсы очень короткие. При этом достигается полная очистка поверхности проката, позволяющая обеспечить при дальнейшей термообработке формирование равномерного грунтового слоя, и в конечном итоге, улучшить качество покрытия готовой тонколистовой анизотропной электротехнической стали.
Таким образом, заявляемый способ соответствует критерию изобретения «новизна».
Сравнительный анализ предложенного решения не только с прототипом, но и с другими техническими решениями выявил, что способы очистки холоднокатаного стального проката широко известны. Однако введение режима поверхностной лазерной обработки, в способ производства анизотропной электротехнической тонколистовой стали позволяет улучшить качество покрытия на готовой продукции, а также обеспечить возможность организации производства тонколистовой анизотропной электротехнической стали со стабильным и высоким выходом продукции, имеющей премиальное качество покрытия (товарный вид), улучшенные адгезионные и диэлектрические свойства электроизоляционного покрытия, снижение себестоимости ее производства и получение дополнительной прибыли от ее реализации.
Отсюда следует, что заявленная совокупность существенных отличий обеспечивает получение упомянутого технического результата, что, по мнению авторов, соответствует критерию изобретения «изобретательский уровень».
Пример
Предложенное техническое решение будет понятно из следующего описания. В электропечи или конверторе производят выплавку анизотропной электротехнической стали с составом, мас.%: углерод не более 0,040; кремний 3,100-3,300; марганец 0,250-0,350; алюминий 0,015-0,020; медь 0,040-0,060; азот не менее 0,010, остальное железо и неизбежные примеси. Слябы анизотропной электротехнической стали, полученные на установках непрерывной разливки стали (УНРС), нагревают в методических печах и прокатывают за несколько проходов на стане горячей прокатки до толщины 2,5 мм. Далее производят травление поверхности полос в растворе соляной кислоты, после чего производят первую холодную прокатку на непрерывном стане на полосы толщиной 0,65-0,70 мм. Затем производят очистку полосы лазерным излучением при мощности 60 Вт и частоте повторения импульсов 260-270 кГц и обезуглероживающий отжиг в проходных печах башенного или горизонтального типа в увлажненной азотно-водородной среде. Далее выполняют вторую холодную прокатку на толщину 0,220, 0,255 или 0,285 мм на реверсивном стане. После прокатки, для удаления остатков эмульсии и загрязнений используют лазерное излучение мощностью 80 Вт и частотой 280-290 кГц, после чего производят нанесение термоизоляционного покрытия на основе малогидратированного оксида магния. Плотно смотанные рулоны подвергают высокотемпературному отжигу при температуре 1150-1170°С в колпаковой печи в сухом водороде или азотно-водородной смеси. После этого на полосы наносят электроизоляционное покрытие и производят низкотемпературный выпрямляющий отжиг в проходной печи.
Граничные условия для мощности лазерного излучения установлены на основании проведенных лабораторных и промышленных опытов. Нижний предел мощности лазерного излучения обусловлен необходимостью полного удаления жировых и неорганических загрязнений с поверхности металлических полос. Верхний предел мощности лазерного излучения обусловлен необходимостью исключить возможность термического деформирования поверхностного слоя металлической полосы и требованиями к энергоэффективности.
Граничные условия для частоты лазерного излучения установлены на основании проведенных лабораторных и промышленных опытов. Нижний предел частоты лазерного излучения обусловлен необходимостью равномерного удаления жировых и неорганических загрязнений с поверхности металлических полос. Верхний предел частоты лазерного излучения обусловлен необходимостью равномерной очистки металлической полосы по длине и ширине.
Эксперименты, проведенные при опытной обработке образцов и участков рулонов электротехнической анизотропной, стали в номинальной толщине, мм: 0,220, 0,255, 0,285, 0,65 и 0,70 на лабораторном стенде и на действующих производственных линиях, подтвердили, что реализуемые способы химической и электролитической очистки не позволяют добиться полного удаления загрязнений с поверхности металлических полос. Как показали результаты экспериментов (табл. 1, 2), проведение очистки холоднокатаных полос с соблюдением параметров предлагаемого решения обеспечивает достижение самого высокого уровня чистоты поверхности холоднокатаных металлических полос, получение тонколистовой анизотропной электротехнической стали имеющей премиальное качество поверхности (товарный вид), высокие адгезионные и диэлектрические свойства электроизоляционного покрытия.

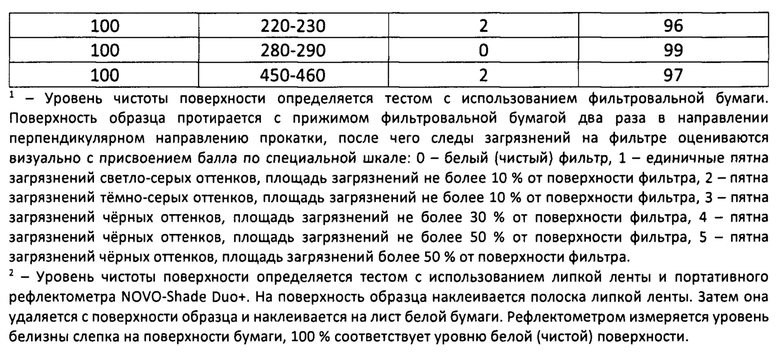
Данные табл. 1 показывают, что для достижения самого высокого уровня чистоты поверхности холоднокатаных металлических полос необходимо производить обработку импульсным лазерным излучением при мощности излучения 60-80 Вт и частоте повторения импульсов 260-290 кГц.


Данные табл. 2 показывают, что при выполнении очистки металлических полос импульсным лазерным излучением при мощности излучения 60-80 Вт и частоте повторения импульсов 260-290 кГц достигается получение тонколистовой анизотропной электротехнической стали имеющей премиальное качество поверхности (товарный вид), высокие адгезионные и диэлектрические свойства электроизоляционного покрытия.
ЛИТЕРАТУРА
1. Чернов М.В. и др. Способ непрерывного горячего цинкования полосы. Патент РФ 2209846, МПК 51 С2 С23 С 2/06. / Чернов П.П., Ларин Ю.И., Ракитин С.А., Чеглов А.Е., Миндлин Б.И., Поляков М.Ю., Евсюков В.Н., Бубнов С.Ю.; заявитель и патентообладатель Открытое акционерное общество «Новолипецкий металлургический комбинат» (RU); опубл. 10.08.2003 (Заявка 2001111581/02, приоритет 26.04.2001).
2. Ганчаров И.Д., Воронова Т.Л., Шумкина Г.Н. Способ подготовки поверхности изделий из нержавеющей стали перед гальваническим никелированием. Патент РФ 2201478 МПК 51 С25 в 5/36. / Заявитель и патентообладатель Российский федеральный ядерный центр - Всероссийский научно-исследовательский институт экспериментальной физики (RU); опубл. 17.05.2017, бюл. №14 (Заявка 2016120022, приоритет 24.05.2016).
3. Уемура К. и др. Способ очистки стального листа и система непрерывной очистки стального листа. Патент РФ 2429313 МПК 51 C23G 3/02 C23G 1/08 В08В 3/02 В08В 3/08 В08В 3/12. / Уемура К., Сакон Т., Кубояма Е., Савада Д.; заявитель и патентообладатель НИППОН СТИЛ КОРПОРЕЙШЕН (JP); опубл. 20.09.2011, бюл. №26 (Заявка 2009144265/02, приоритет 30.04.2008).
4. Волков М.В. и др. Способ лазерной очистки металлов. Патент РФ 2619692, МПК 51 С1 В08В 7/00. / Волков М.В., Журба В.М., Митькин В.М, Орлов Н.Л.; заявитель и патентообладатель Общество с ограниченной ответственностью «Научно-производственное предприятие Волоконно-Оптического и Лазерного Оборудования» (RU); опубл. 27.03.2003 (Заявка 2000104208/02, приоритет 18.02.2000).
5. Sauer R. and al. Method for passivation of strip black plate. Canadian Patent 2855673 C23C 28/00 C23C 22/05 C25D 11/00 / Sauer R., Marmann A., Oberhoffer H., Kasdorf Т., Menzel G., Matusch D., Goertz R.; Owner THYSSENKRUPP RASSELSTEIN GMBH (DE); issue date 27.09.2016 (priority 16.07.2013 (DE10 2013 107 506.1)).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ПОВЕРХНОСТИ ГОРЯЧЕКАТАНОГО ПОДКАТА ПРИ ПРОИЗВОДСТВЕ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2021 |
|
RU2785992C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2009 |
|
RU2405841C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2014 |
|
RU2569260C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ И ЛИСТОВАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ АНИЗОТРОПНАЯ СТАЛЬ | 2013 |
|
RU2514559C1 |
| Способ производства анизотропной электротехнической стали с термостабильными лазерными барьерами | 2021 |
|
RU2767370C1 |
| Лист из анизотропной электротехнической стали со стабилизацией магнитных потерь и термостабильными лазерными барьерами | 2021 |
|
RU2763025C1 |
| Способ производства электротехнической анизотропной стали | 2021 |
|
RU2779121C1 |
| Способ лазерной очистки поверхности | 2017 |
|
RU2668619C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2002 |
|
RU2224030C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2003 |
|
RU2233892C1 |
Изобретение относится к области черной металлургии, в частности, к производству тонколистовой анизотропной электротехнической стали, применяемой для изготовления магнитопроводов силовых и распределительных трансформаторов. Осуществляют очистку металлической полосы анизотропной электротехнической тонколистовой стали от жировых и неорганических загрязнений после холодной прокатки. Используют лазерное излучение в виде сверхкоротких мощных импульсов света при мощности излучения 60-80 Вт и частоте повторения импульсов 260-290 кГц. Способ обеспечивает улучшение качества термостойкого покрытия, наносимого после упомянутой очистки тонколистовой анизотропной электротехнической стали, за счет более полного удаления загрязнений. 2 табл., 1 пр.
Способ очистки поверхности электротехнической анизотропной стали от жировых и неорганических загрязнений перед нанесением покрытий в процессе ее производства, при котором стальную полосу после холодной прокатки подвергают обработке импульсным лазерным излучением при мощности излучения 60-80 Вт и частоте повторения импульсов 260-290 кГц.
| СПОСОБ ЛАЗЕРНОЙ ОЧИСТКИ МЕТАЛЛОВ | 2016 |
|
RU2619692C1 |
| Способ лазерной очистки поверхности | 2017 |
|
RU2668619C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ МАШИН | 2005 |
|
RU2281194C1 |
| СПОСОБ УДАЛЕНИЯ ПОВЕРХНОСТНЫХ ПРИМЕСЕЙ С ПОВЕРХНОСТИ ПОДЛОЖКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2099811C1 |
| US 4368080 A1, 11.01.1993. | |||

