Изобретение относится к литью по выплавляемым моделям и применяется при изготовлении керамических форм при использовании полимерных выжигаемых моделей.
Задача повышения эффективности производства современных газотурбинных установок (ГТУ) требует решения технологических задач, связанных с процессами литья, в том числе формообразования при получении отливок.
Известно, что технологическим приёмом, позволяющим получать отливки из жаропрочных сплавов, является использование одноразовых форм, полученных с использованием выплавляемых моделей (способ ЛВМ). Однако этот способ становится всё менее эффективным по мере освоения производства новых ГТУ, в части высокой себестоимости и длительных сроков производства отливок. Альтернативой восковым выплавляемым моделям всё в бóльшей степени становятся одноразовые модели из полимерных материалов, полученных по аддитивным технологиям методом 3D печати, однако, проблемы удаления этих материалов из формы, занимает особое положение.
Известен способ удаления полимерных моделей, выполненных из вспененного полистирола, с использованием растворителей типа: скипидар, ацетон, уайт-спирит, растворитель №646. Недостатками способа являются: во-первых, осыпание лицевого слоя формы, возникающее в результате пропитывания лицевых слоёв образующимся вязким гелем; во-вторых, на воздухе гель полностью застывает, превращаясь в прозрачную массу, как результат химического взаимодействия пенополистирола с растворителем, а при термическом обжиге форм приводит к оседанию на внутренних поверхностях формы продуктов термического разложения гелеобразной фракции; в-третьих, после заливки металла в такие формы на границе контакта «металл-форма» наблюдается значительная по толщине зона газовой пористости (до 100 мкм), причиной чего являлось интенсивное газовыделение в момент заливки металла; в четвёртых, в борьбе с газовой пористостью отливок, способ предусматривает существенное усложнение технологии, выражающееся в проведении двух-стадийной сушки форм (1-я стадия на воздухе 48 часов, 2-я стадия на 300°С в течение 3 часов) и последующим высокотемпературным обжигом форм при температуре 900°С в течение 6 часов (Литейное производство, №5, 2015, стр. 19-25).
В качестве прототипа предлагаемому изобретению выбран наиболее близкий по технической сущности способ удаления стереолитографической модели из керамической формы, когда на выжигаемую стереолитографическую модель наносят разделительное покрытие, состоящее из воска или парафин-стеаринового состава (25%, мас.), растворённого в органическом растворителе (75%, мас.), при этом толщина наносимого покрытия составляет 0,015 – 0,05 мм. Указанный способ направлен на предотвращение коробления лицевого слоя формы, возникающего в результате термического расширения стереолитографической модели при её выжигании. Недостатками способа являются: во-первых, невосприимчивость стереолитографических моделей к воздействию горячего пара при бойлерклавном способе удаления из формы, стереолитографические модели можно только выжигать; во-вторых, стереолитографические модели при выжигании оставляют в форме большое количество золы; в-третьих, слой разделительного покрытия нарушает геометрию будущей отливки (Патент RU2299780, МПК В22С 9/04, публ. 20.08.2006).
Технической проблемой, решение которой обеспечивается при осуществлении предлагаемого изобретения, и невозможно обеспечить при использовании прототипа, является неактуальность существующей технологии удаления полимерных моделей из керамических форм, получением литейных керамических форм с короблением и разрушением, повышенным браком керамических форм.
Технической задачей предлагаемого изобретения является ликвидация разрушения керамических форм при бойлерклавном удалении из них полимерных моделей, получение литейных керамических форм без коробления и разрушения, снижение брака, сокращение времени вытапливания форм в бойлерклаве с 9 минут до 3-5 минут, использование недорогих и доступных материалов, снижения расходов на производство.
Техническая проблема решается тем, что в способе удаления выжигаемой полимерной модели из керамической формы в литье по выплавляемым моделям, включающий размещение и выжигание в печи полимерной модели модельного блока, на котором сформирована керамическая форма, при этом, модельный блок содержит, как минимум, одну выжигаемую полимерную модель, согласно изобретению, дополнительно до размещения и выжигания в печи применяют бойлерклав, в котором размещают керамическую форму, сформированную на модельном блоке, содержащем, как минимум, одну выжигаемую полимерную модель, предварительно обернув керамическую форму гибким теплоизоляционным материалом, далее удаляют в бойлерклаве восковой состав модельного блока в течение 3-5 минут.
Кроме того, согласно изобретению, выжигают полимерный модельный состав из керамической формы в камерной электрической печи при температуре 740-750°С в течение 3-4 часов.
Кроме того, согласно изобретению, в качестве выжигаемой полимерной модели используют стереолитографическую модель, или полистирольную модель, или полиметилметакрилатовую модель, или восковую модель, полученные с применением аддитивных технологий, а также модель из вспененного полиуретана.
Кроме того, согласно изобретению, в качестве гибкого теплоизоляционного материала используют огнеупорный теплоизоляционный муллит-кремнезёмистый стекловолокнистый материал с кажущейся плотностью до 250 кг/м3 и теплопроводностью не более 0,15 Вт/м×К при температуре 600±25°С.
Кроме того, согласно изобретению, перед размещением керамической формы в бойлерклаве, керамическую форму, сформированную на модельном блоке, пропитывают водой методом замачивания в течение 3-5 минут.
Кроме того, согласно изобретению, пропитку замачиванием осуществляют водой комнатной температуры.
Кроме того, согласно изобретению, пропитку осуществляют водой питьевой или технической, или дистиллированной.
Известно, что объёмное расширение полимеров и воска, при их нагреве и плавлении, составляет ~ 15%, при этом, объёмное расширение формы составляет всего 0,02%, поэтому, для исключения растрескивания и разрушения керамических форм, горячий пар из бойлерклава должен как можно позже достичь поверхности полимерных выжигаемых моделей и как можно быстрее достичь поверхности воска, т.е. до того момента, как полистирол и воск начнут расширяться, разрушая форму.
При наличии в материале форм воздушных пор, объём которых составляет до 35%, перенос тепла в формах следует рассматривать как перенос тепла в воздухе. При прочих равных условиях, связанных с теплопроводностью керамического состава форм, теплопроводность (л) воздуха при температуре 20°С составляет 0,026 Вт/м×К, теплопроводность (л) водяного пара при температуре 150°С составляет 0,024 Вт/м×К, теплопроводность (л) воды при температуре 20°С составляет 0,60 Вт/м×К, теплопроводность (л) воска при температуре 150°С составляет 0,25 Вт/м×К, теплопроводность (л) полистирола при температуре 150°С составляет 0,39 Вт/м×К, а теплопроводность (л) огнеупорного теплоизоляционного муллит-кремнезёмистого стекловолокнистого материала при температуре 600±25°С составляет не более 0,15 Вт/м×К.
Таким образом, если перед размещением керамических форм в бойлерклаве, участки форм, сформированные вокруг полимерных выжигаемых моделей модельного блока обернуть гибким теплоизоляционным материалом, то теплопроводность этих участков формы снижается, а если, при этом, ещё и пропитать водой участки формы, сформированные вокруг восковой составляющей модельного блока, то теплопроводность этих участков форм резко возрастает, что по совокупности факторов позволяет существенно снизить общее время пребывания форм в бойлерклаве, тем самым, исключив разрушение форм.
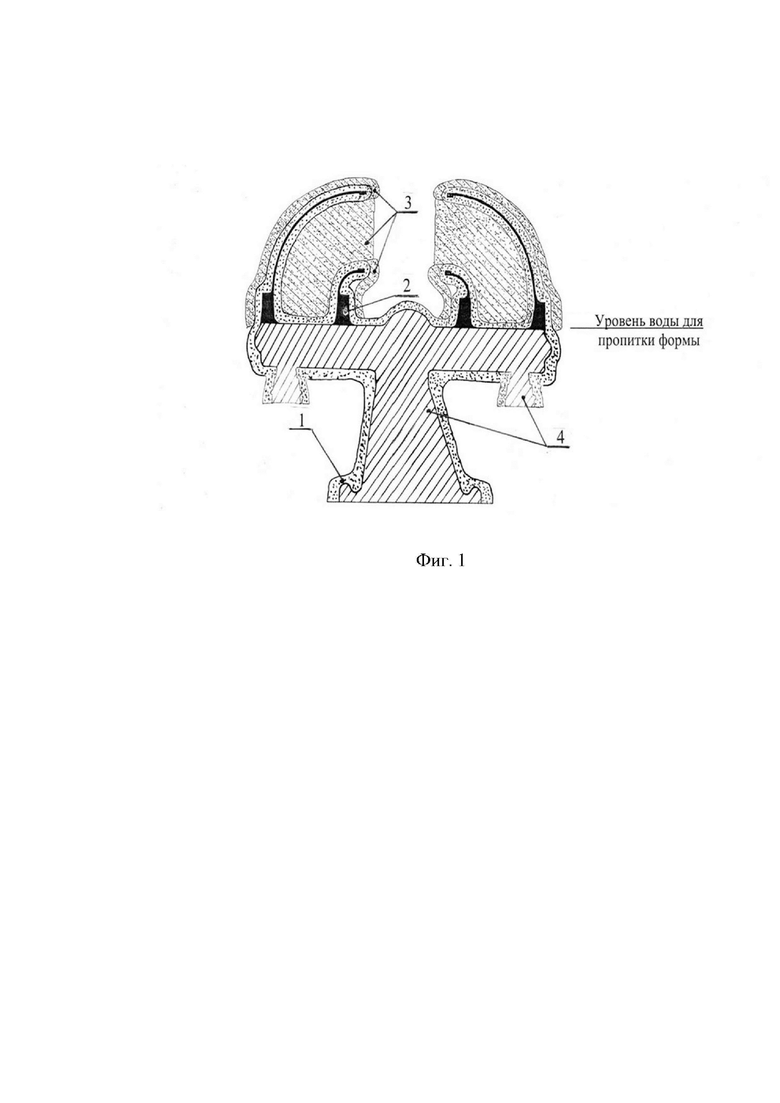
На фиг.1 представлена схема литейной формы, готовой к размещению в бойлерклаве.
В отличии от прототипа, способ осуществляется следующим образом.
Перед размещением в бойлерклаве, керамическую форму 1, сформированную, как минимум, на одной полимерной выжигаемой модели 2, обёртывают гибким теплоизоляционным материалом 3, после чего в бойлерклаве в течение 3-5 минут удаляют восковый модельный состав 4, литниковой системы а удаление полимерного выжигаемого модельного состава 2 из вытопленной керамической формы 1, осуществляют методом выжигания при температуре 740-750°С в течение 3-4 часов, предварительно удалив с её поверхности гибкий теплоизоляционный материал 3. Кроме того, в целях сокращения времени пребывания полимерных выжигаемых моделей в бойлерклаве, осуществляют пропитку водой методом замачивания в течение 3-5 минут участков формы, сформированных вокруг восковой составляющей модельного блока.
При этом, в качестве полимерных выжигаемых моделей используют стереолитографические модели, или полистирольные модели, или полиметилметакрилатовые модели, или восковые модели, полученные с применением аддитивных технологий, а также модели из вспененного полиуретана.
При этом, в качестве гибкого теплоизоляционного материала используют огнеупорный теплоизоляционный муллит-кремнезёмистый стекловолокнистый материал с кажущейся плотность от 130 кг/м3 до 250 кг/м3 и теплопроводностью при температуре (600±25)°С, не более 0,15 Вт/м×К.
При этом, перед размещением керамической формы в бойлерклаве, керамическую форму, сформированную на восковой литниковой системе модельного блока, пропитывают водой методом замачивания в течение 3-5 минут.
При этом, пропитку замачиванием осуществляют водой комнатной температуры.
При этом, пропитку осуществляют водой питьевой или технической, или дистиллированной.
Пропитку керамической формы с модельным блоком водой методом замачивания осуществляют в течение 3-5 минут.
Если осуществляют пропитку керамической формы с модельным блоком водой методом замачивания менее 3 минут, то утолщённые стенки формы могут не успеть пропитаться водой, при этом, замачивание в течении 5 минут обеспечивает гарантированную сквозную пропитку стенок формы любой толщины, не снижая общую производительность процесса.
В бойлерклаве в течение 3-5 минут удаляют вытапливанием восковый модельный состав литниковой системы модельного блока.
Если вытапливание модельного блока в бойлерклаве проводить менее 3 минут, то велика вероятность не полного удаления из формы восковой составляющей модельного блок. Если вытапливание модельного блока в бойлерклаве проводить более 5 минут, то велика вероятность нагрева полимерной составляющей модельного блока и последующего разрушения керамической формы прямо в бойлерклаве.
Проводят предварительную прокалку керамических форм, совмещённую с выжиганием полистирольной составляющей модельного блока при температуре 740-750°С в течении 3-4 часов для гарантированного удаления полимерной модели, кристаллизационной воды и органической составляющей восков.
Если после удаления модельного блока проводят выжигание керамических форм при температуре более 750°С, то в составе формы возможно образование α – кристобалита, что чревато разрушением форм при их повторном нагреве под заливку.
Если после удаления модельного блока проводят выжигание керамических форм при температуре менее 740°С, то возникает вероятность не полного удаления вредных примесей. Температура выжигания керамических форм на уровне 740°С является нижним пределом регулирования заданного значения.
Если после удаления модельного блока проводят выжигание керамических форм в течение менее 3 часов, то существует вероятность не полного удаления вредных примесей, при этом, выжигание в течение 4 часов обеспечивает гарантированное удаление вредных примесей без снижения общей производительности процесса.
Обёртывание керамической формы гибким теплоизоляционным материалом возможно огнеупорным теплоизоляционным муллит-кремнезёмистым стекловолокнистым материалом по ГОСТ 23619.
Пропитка форм возможна водой комнатной температуры: водой питьевой по ГОСТ Р 51232 или технической водой по ГОСТ 23732, или дистиллированной водой по ГОСТ 6709.
Предлагаемое изобретение исключает растрескивание форм при удалении из них выжигаемых моделей полимерных в бойлерклаве, повышает качество будущих отливок деталей, снижает расходы на производство, за счёт снижения брака керамических форм, сокращает время вытапливания форм в бойлерклаве с 9 минут до 3-5 минут, при этом используются недорогие и доступные материалы. Технологический процесс основан на использовании предложенного изобретения, прост, доступен и не претерпевает коренных изменений.
Приведены примеры осуществления изобретения.
Пример 1. Удаляли модельный блок, состоящий из воскового модельного состава, на котором сформирована керамическая форма, при этом, модельный блок содержал одну выжигаемую полистирольную модель. Перед размещением в бойлерклаве, участки керамической формы, сформированные вокруг полимерной модели, обёртывали гибким огнеупорным теплоизоляционным муллит-кремнезёмистым стекловолокнистым материалом марки МКРР-130 с кажущейся плотностью не более 130 кг/м3 и теплопроводностью при температуре (600±25)°С, не более 0,15 Вт/м×К, а участки керамической формы, сформированные вокруг восковой составляющей модельного блока замачивали в питьевой воде комнатной температуры в течение 3 минут, после чего в бойлерклаве в течение 3 минут удаляли восковый модельный состав, а удаление полимерного модельного состава из вытопленной керамической формы, осуществляли методом выжигания при температуре 750°С в течение 3 часов.
Пример 2. Удаляли модельный блок, состоящий из воскового модельного состава, на котором сформирована керамическая форма, при этом, модельный блок содержал одну выжигаемую полистирольную модель. Перед размещением в бойлерклаве, участки керамической формы, сформированные вокруг полимерной модели, обёртывали гибким огнеупорным теплоизоляционным муллит-кремнезёмистым стекловолокнистым материалом марки МКРВ-200 с кажущейся плотностью не более 200 кг/м3 и теплопроводностью при температуре (600±25)°С, не более 0,13 Вт/м×К, а участки керамической формы, сформированные вокруг восковой составляющей модельного блока замачивали в технической воде комнатной температуры в течение 4 минут, после чего в бойлерклаве в течение 4 минут удаляли восковый модельный состав, а удаление полимерного модельного состава из вытопленной керамической формы, осуществляли методом выжигания при температуре 745°С в течение 4 часов.
Пример 3. Удаляли модельный блок, состоящий из воскового модельного состава, на котором сформирована керамическая форма, при этом, модельный блок содержал две выжигаемые полистирольных модели. Перед размещением в бойлерклаве, участки керамической формы, сформированные вокруг полимерных моделей, обёртывали гибким огнеупорным теплоизоляционным муллит-кремнезёмистым стекловолокнистым материалом марки МКРВХ-250 с кажущейся плотностью не более 250 кг/м3 и теплопроводностью при температуре (600±25)°С, не более 0,13 Вт/м×К, а участки керамической формы, сформированные вокруг восковой составляющей модельного блока замачивали в дистиллированной воде комнатной температуры в течение 5 минут, после чего в бойлерклаве в течение 5 минут удаляли восковый модельный состав, а удаление полимерного модельного состава из вытопленной керамической формы, осуществляли методом выжигания при температуре 740°С в течение 4 часов.
Положительный технический результат, выражающийся в отсутствии разрушения керамических форм, получен во всех приведённых примерах осуществления. По заявленному способу успешно проведены экспериментальные работы, способ использован в производстве.
Таким образом, предлагаемое изобретение с вышеуказанными отличительными признаками, в совокупности с известными признаками обеспечивает получение литейных керамических форм без разрушения, без коробления, тем самым способствуя повышению качества будущих отливок деталей, позволяет снизить расходы на производство за счёт снижения брака керамических форм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамической формы по выжигаемой полимерной модели в литье по выплавляемым моделям | 2022 |
|
RU2781943C1 |
| Способ удаления модельного блока из керамической формы в литье по выплавляемым моделям | 2021 |
|
RU2772536C1 |
| Способ изготовления отливок с мелкозернистой однородной структурой | 2024 |
|
RU2836123C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2020 |
|
RU2729229C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ | 2020 |
|
RU2736145C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ВЫСОКООГНЕУПОРНЫХ КЕРАМИЧЕСКИХ ФОРМ | 2015 |
|
RU2625859C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ОЧИСТКИ ВЫТОПЛЕННОГО МОДЕЛЬНОГО СОСТАВА | 2017 |
|
RU2656194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ПЕСЧАНО-ПОЛИМЕРНЫМ ВЫЖИГАЕМЫМ МОДЕЛЯМ, ПОЛУЧЕННЫМ МЕТОДОМ 3D ПЕЧАТИ | 2024 |
|
RU2829906C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2020 |
|
RU2723878C1 |
| Способ изготовления керамической формы для литья по выплавляемым моделям | 2021 |
|
RU2754334C1 |
Изобретение относится к области литейного производства. Способ удаления выжигаемой полимерной модели из керамической формы в литье по выплавляемым моделям включает размещение керамической формы, сформированной на модельном блоке, содержащем как минимум одну выжигаемую полимерную модель, в бойлерклаве для удаления из модельного блока содержащегося в нем воскового состава, размещение керамической формы в печи для выжигания полимерной модели. Удаление воскового состава в бойлерклаве осуществляют в течение 3-5 мин. Перед размещением керамических форм в бойлерклаве, участки форм, сформированные вокруг полимерных выжигаемых моделей модельного блока, оборачивают гибким теплоизоляционным материалом, что снижает теплопроводность этих участков формы и позволяет снизить время пребывания форм в бойлерклаве. Предотвращается разрушение форм при бойлерклавном удалении из них полимерных моделей. 6 з.п. ф-лы, 1 ил., 3 пр.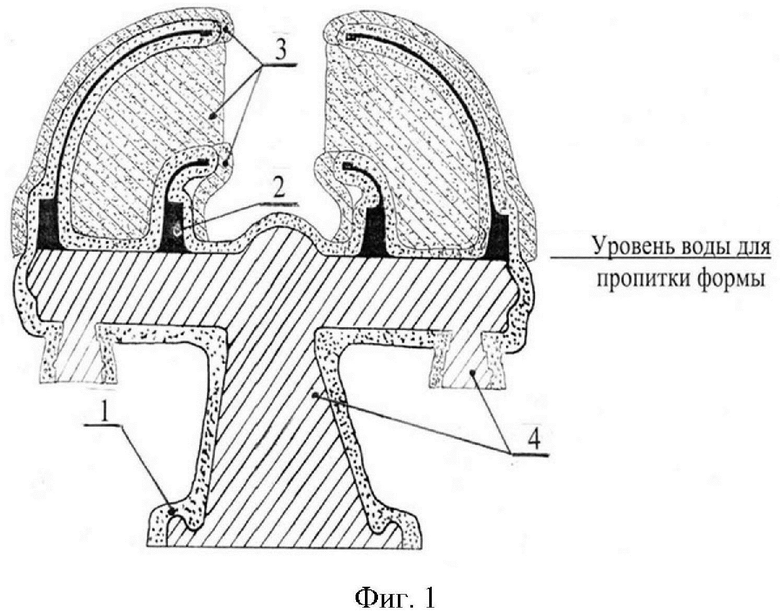
1. Способ удаления выжигаемой полимерной модели из керамической формы в литье по выплавляемым моделям, включающий размещение и выжигание в печи полимерной модели модельного блока, на котором сформирована керамическая форма, при этом модельный блок содержит как минимум одну выжигаемую полимерную модель, отличающийся тем, что дополнительно до размещения и выжигания в печи применяют бойлерклав, в котором размещают керамическую форму, сформированную на модельном блоке, содержащем как минимум одну выжигаемую полимерную модель, предварительно обернув керамическую форму гибким теплоизоляционным материалом, далее удаляют в бойлерклаве из модельного блока содержащийся в нем восковой состав в течение 3-5 мин.
2. Способ по п. 1, отличающийся тем, что выжигают полимерный модельный состав из керамической формы в камерной электрической печи при температуре 740-750°С в течение 3-4 ч.
3. Способ по п. 1, отличающийся тем, что в качестве выжигаемой полимерной модели используют стереолитографическую модель, или полистирольную модель, или полиметилметакрилатовую модель, или восковую модель, полученные с применением аддитивных технологий, а также модель из вспененного полиуретана.
4. Способ по п. 1, отличающийся тем, что в качестве гибкого теплоизоляционного материала используют огнеупорный теплоизоляционный муллит-кремнезёмистый стекловолокнистый материал с кажущейся плотностью до 250 кг/м3 и теплопроводностью не более 0,15 Вт/м⋅К при температуре 600±25°С.
5. Способ по п. 1, отличающийся тем, что перед размещением керамической формы в бойлерклаве, керамическую форму, сформированную на модельном блоке, пропитывают водой методом замачивания в течение 3-5 мин.
6. Способ по п. 5, отличающийся тем, что пропитку замачиванием осуществляют водой комнатной температуры.
7. Способ по п. 6, отличающийся тем, что пропитку осуществляют водой питьевой, или технической, или дистиллированной.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ ФОРМЫ | 2005 |
|
RU2299780C2 |
| Способ изготовления неразъемных литейных керамических форм по удаляемым моделям | 1979 |
|
SU865489A1 |
| СПОСОБ УДАЛЕНИЯ ЛЕГКОПЛАВКОЙ МОДЕЛИ ИЗ ЛИТЕЙНОЙ ФОРМЫ | 2005 |
|
RU2381862C2 |
| US 4940072 A1, 10.07.1990 | |||
| US 5372177 A1, 13.12.1994. | |||

