Изобретение относится к машиностроению, может быть использовано при изготовлении металлических изделий с каналами различного назначения, предназначено для извлечения из каналов металлических обломков инструментов.
В машиностроении широко используются конструкции изделий с внутренними каналами, например, теплообменников, по которым проходит охлаждающая жидкость. Одним из способов получения таких конструкций является пайка двух оболочек, между которыми находятся внутренние каналы различных размеров и конфигурации.
При выполнении пайки крупногабаритных изделий сложного профиля с протяженными внутренними каналами могут возникать недопустимые дефекты в виде сплошных запаев каналов различной длины. В случае незначительной длины запаев или их расположения в зоне слабого изменения профиля имеется возможность устранения запаев путем просверливания сверлом соответствующего требуемому минимальному сечению диаметра. В теплообменниках с внутренними каналами в поперечном сечении от 1 до 2 мм требуется использование сверл аналогичного диаметра, которые являются крайне хрупкими, а удаляемый при этом припой очень вязкий. Увеличение расстояния от места ввода сверла в канал до расположения места запая создает предпосылки к заклиниванию и обламыванию инструмента в припое. При этом дальнейшая доработка запая без извлечения обломка сверла невозможна, так как приводит к уводу нового сверла от центра канала и прорыву стенки оболочки.
Известен квазар-способ взрывчатого извлечения обломка режущего инструмента. Данное изобретение применяется в машиностроении при способе взрывного извлечения обломка режущего инструмента из корпуса (Патент РФ №2110042 С1, 27.04.1998 - аналог).
Недостатком данного способа является разрушение зоны извлечения обломка инструмента.
Известен способ извлечения полой детали с оборванной резьбовой частью с применением съемника. Данное изобретение применяется в нефтепромысловой отрасли при способе механического крепления съемника к полой детали и извлечения ее из рабочей зоны (Патент РФ №2686411 С1, 25.04.2019 - аналог).
Недостатком данного способа является возможность применения только к полым деталям и необходимость свободного доступа для установки съемника.
Наиболее близким аналогом заявленного способа является способ извлечения металлического обломка инструмента из канала теплообменника (SU 1779572 A1, В25В 27/18, 07.12.1992).
Недостатком данного способа является невозможность его использования при извлечении инструмента из канала сложного профиля и малой площади поперечного сечения с паяными соединениями изделия.
Техническим результатом, на достижение которого направлено данное изобретение, является исключение воздействия на заранее обработанные поверхности каналов, приводящие к утонению основного материала или нарушению полученного ранее паяного соединения при извлечении металлических обломков инструмента.
Технический результат достигается с помощью способа извлечения металлического обломка инструмента из канала теплообменника, имеющего паяное соединение. Способ включает: введение электрода в указанный канал изделия до контакта с металлическим обломком инструмента, создание сварного соединения между металлическим обломком инструмента и электродом и извлечение металлического обломка инструмента из канала изделия посредством электрода, а согласно изобретению, в качестве электрода используют сварочную проволоку, перед введением электрода в указанный канал на электрод надевают изоляцию, закрывающую всю его поверхность до контактного открытого торца. При этом к другому концу электрода приварен переходник для подключения сварочной горелки, а создание сварочного соединения осуществляют посредством сварочной горелки для ручной аргонодуговой сварки.
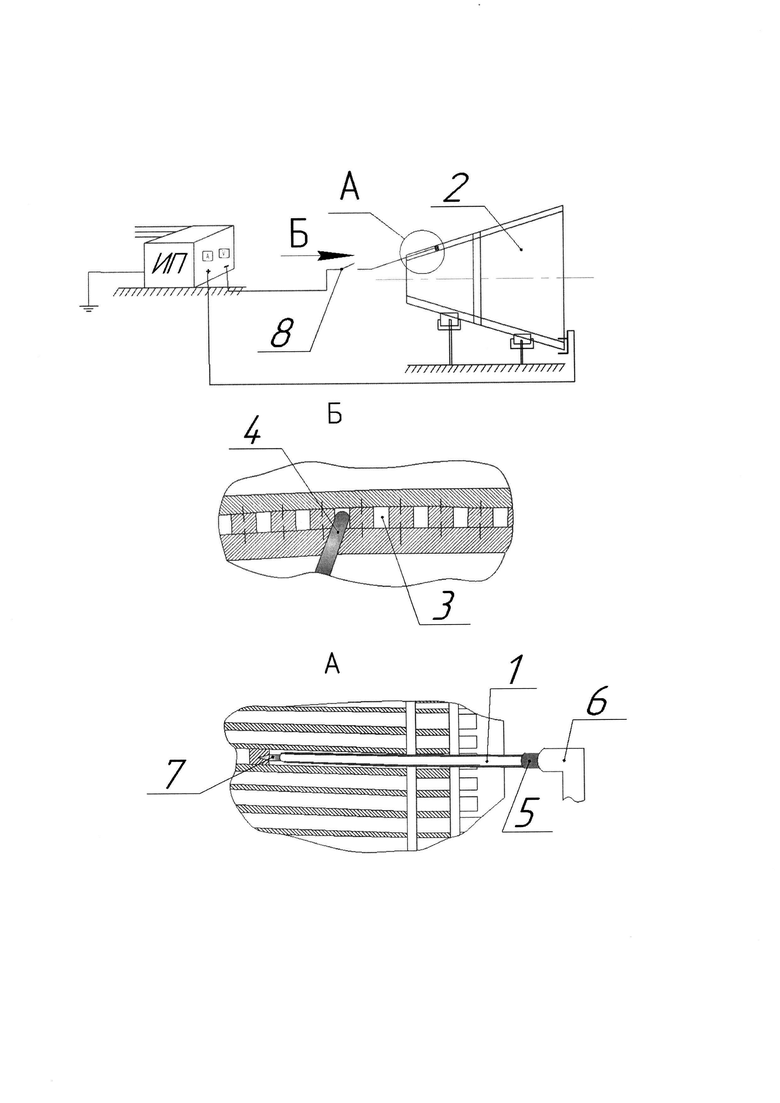
Сущность изобретения поясняется чертежом. На чертеже изображен способ извлечения металлического обломка инструмента из канала теплообменника, имеющего паяное соединение.
Способ осуществляют следующим образом.
В качестве электрода 1 наиболее оптимально использовать проволоку, например, сварочную по ГОСТ 2246-70, схожую с материалом теплообменника 2. Например, для теплообменника из основного материала 12Х18Н10Т или 12Х21Н5Т, можно использовать проволоки марок 12Х18Н10Т, 12Х21Н5Т, 04Х19Н11М3. При условии наличия канала 3 с поперечным сечением 1,4 мм × 1,4 мм, наиболее оптимально использовать проволоку ∅ 0,8 мм с изоляцией 4, например, из фторопластового кембрика, с толщиной стенки кембрика 0,2 мм. Длина электрода определяется расстоянием до места расположения металлического обломка инструмента 7. К концу электрода 1 аргонодуговой сваркой приваривают переходник 5 диаметром, соответствующим диаметру цанги, используемой в устройстве ручной сварочной горелки 6. В качестве переходника может быть также использована сварочная проволока, например, ∅ 2,0 мм марки Св-04Х19Н11М3 ГОСТ 2246-70, соответствующая цанге ручной сварочной горелки под электрод ∅ 2,0 мм. На изготовленный электрод надевают изоляцию, закрывающую всю его поверхность до контактного открытого торца. Переходник устанавливают в цангу ручной сварочной горелки типа АГНИ-16М. Изготовленный электрод с изоляцией вводится в канал изделия до упора в металлический обломок инструмента. Кратковременным замыканием сварочной цепи 8 выключателем (не показан) сварочной горелки осуществляют приварку контактного открытого торца электрода к торцу металлического обломка инструмента.
После приварки металлический обломок инструмента извлекают вместе с электродом из канала изделия.
Таким образом, данное изобретение позволяет быстро и надежно извлечь металлические обломки инструмента, застрявшие в труднодоступных внутренних каналах изделий и исключает возможность образования дуговых разрядов в канале, что обеспечивает сохранность поверхностей канала и паяных соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ извлечения обломка сверла из отверстия детали | 1989 |
|
SU1678599A1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ОБЛОМКА ИНСТРУМЕНТА ИЗ КОРНЕВОГО КАНАЛА ЗУБА И ЭКСТРАКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2257868C1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1997 |
|
RU2110383C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ ремонта теплообменников | 2023 |
|
RU2806721C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ МЕДИ И МЕДНЫХ СПЛАВОВ НА СТАЛЬ | 2011 |
|
RU2470750C1 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| ПЛОСКОЕ СОПЛО ГОРЕЛКИ ДЛЯ АРГОНОДУГОВОЙ СВАРКИ | 2013 |
|
RU2521948C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
Изобретение относится к машиностроению, может быть использовано при изготовлении металлических изделий с каналами различного назначения, предназначено для извлечения из каналов металлических обломков инструментов. Способ извлечения металлического обломка инструмента из канала теплообменника, имеющего паяное соединение, включает введение электрода в указанный канал изделия до контакта с металлическим обломком инструмента, создание сварного соединения между металлическим обломком инструмента и электродом и извлечение металлического обломка инструмента из канала изделия посредством электрода, при этом в качестве электрода используют сварочную проволоку, перед введением электрода в указанный канал на электрод надевают изоляцию, закрывающую всю его поверхность до контактного открытого торца, при этом к другому концу электрода приварен переходник для подключения сварочной горелки, а создание сварочного соединения осуществляют посредством сварочной горелки для ручной аргонодуговой сварки. Технический результат заключается в быстром и надежном извлечении металлических обломков инструмента, застрявших в труднодоступных внутренних каналах изделий и исключении возможности образования дуговых разрядов в канале, что обеспечивает сохранность поверхностей канала и паяных соединений. 1 ил.
Способ извлечения металлического обломка инструмента из канала теплообменника, имеющего паяное соединение, включающий введение электрода в указанный канал изделия до контакта с металлическим обломком инструмента, создание сварного соединения между металлическим обломком инструмента и электродом и извлечение металлического обломка инструмента из канала изделия посредством электрода, отличающийся тем, что в качестве электрода используют сварочную проволоку, перед введением электрода в указанный канал на электрод надевают изоляцию, закрывающую всю его поверхность до контактного открытого торца, при этом к другому концу электрода приварен переходник для подключения сварочной горелки, а создание сварочного соединения осуществляют посредством сварочной горелки для ручной аргонодуговой сварки.
| Устройство для извлечения деталей из изделий | 1989 |
|
SU1779572A1 |
| CN 0102350684 A, 15.02.2012 | |||
| CN 0101954630 A, 26.01.2011 | |||
| КВАЗАР-СПОСОБ ВЗРЫВНОГО ИЗВЛЕЧЕНИЯ ОБЛОМКА РЕЖУЩЕГО ИНСТРУМЕНТА | 1996 |
|
RU2110042C1 |
| СЪЕМНИК | 2018 |
|
RU2686411C1 |
| СОСТАВ ДЛЯ ЗАКРЕПЛЕНИЯ ПОЧВ И ГРУНТОВ | 2011 |
|
RU2490302C2 |

