Изобретение относится к области сварочного производства, в частности к дуговой сварке неплавящимся электродом в среде защитных газов различных металлов и сплавов повышенной толщины. Изобретение найдет широкое применение при выполнении качественных сварных соединений из α и псевдо α-титановых сплавов с использованием щелевых разделок глубиной до 200 мм с одной стороны.
Известно устройство цилиндрического сопла горелки для сварки неплавящимся электродом, которое позволяет повысить эффективность сварочной технологии, увеличить стойкость вольфрамового электрода и повысить качество сварного соединения [1]. Горелка снабжена водоохлаждаемым соплом, размещенным в нижней части ее корпуса и отделенным от корпуса электроизоляционной втулкой. Цилиндрическое сопло исключает заполнение щелевой разделки при аргонодуговой сварке толстостенных деталей из титановых α и псевдо α-сплавов, так как диаметр сопла намного превышает ширину щелевой разделки [2].
Известно устройство плоского сопла, например, для ручной аргонодуговой сварки, которое обеспечивает выполнение корневых проходов и заполнение щелевых зазоров при сварке больших толщин до 200 мм с одной стороны [3]. Сопло выполнено в форме цельнометаллической сопловой трубки с поперечным прямоугольным сечением. Поперечный размер боковой грани δ прямоугольной трубы много меньше поперечного размера фронтальной грани b, например, δ=0,322*b. Такие размеры сопла позволяют выполнить на его боковых гранях продольные каналы для циркуляции в них охлаждающей жидкости, например, с размерами (4×3) мм2. Во внутренней полости сопловой трубки расположен вольфрамовый электрод с достаточным зазором по всему периметру для подачи аргона, защищающего жидкий металл сварочной ванны от вредного воздействия атмосферы воздуха. На боковой грани сопловой трубки выполнены цилиндрические отверстия для подачи и отвода охлаждающей жидкости с применением продольных каналов. В цилиндрические отверстия адекватно им установлены подающий и отводящий патрубки. Наибольшее распространение получили цилиндрические патрубки диаметром d≥6 мм с внутренним диаметром d≥4 мм, так как применение меньших диаметров может существенно снизить допустимую тепловую нагрузку на сопло при аргонодуговой сварке [4]. Основной недостаток известного сопла заключается в том, что патрубки установлены в отверстия, расположенные на боковой узкой грани сопловой трубки толщиной b≤12 мм, так как максимальная ширина узкой разделки в корне шва не превышает 14 мм [2]. Такое плоское сопло исключает использование водоохлаждающих продольных каналов с большим поперечным сечением, что исключает интенсивное охлаждение плоского сопла, а следовательно, и применение форсированных режимов аргонодуговой сварки.
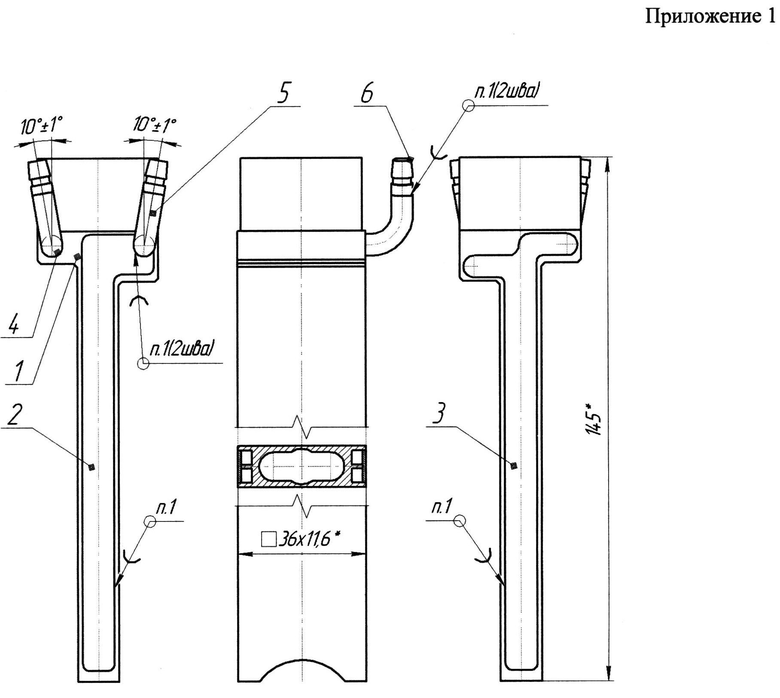
Известно устройство плоского сопла для автоматической аргонодуговой сварки без ограничения на размеры применяемых патрубков, в том числе и при d≥6 мм, которое выдерживает максимальную тепловую нагрузку и используется при форсированных режимах автоматической аргонодуговой сварки [Чертеж ОССП. 2901.000СБ Научно-исследовательского и конструкторского института энерготехники им. Н.А. Доллежаля (НИКИЭТа)] (Приложение 1). Такое сопло включает цельнометаллическую сопловую трубку с поперечным прямоугольным сечением, выполненную за одно целое с головкой 1; Г-образную боковую крышку 2, Т-образную боковую крышку 3, выходной патрубок 4 и входной 5 с рельефными головами 6. Поперечный размер боковой грани сопловой трубы равняется 11,6 мм, поперечный фронтальный 36 мм. Такие размеры сопловой трубки позволяют выполнить на ее боковых узких гранях продольные каналы для охлаждающей жидкости с поперечным сечением (4×3) мм2. Крышки 2 и 3 к продольным каналам охлаждающей жидкости герметично соединены с боковыми гранями сопловой трубой с применением пайки. Патрубки 4 и 5 размещены на уровне головки по плоскости, совпадающей с плоскостью боковой узкой грани сопла, где ширина этой грани увеличена до величины, позволяющей устанавливать патрубки диаметрами d≥6 мм. Выходной патрубок 4 размещен на головке 1, а входной патрубок 5 размещен на горизонтальной полке Г-образной крышки 2. Применение фигурных крышек 2 и 3 и расположение патрубков на разных деталях усложняет конструкцию сопла, технологию его изготовления и повышает расход дорогостоящего припоя, а заниженные размеры поперечного сечения продольных каналов повышают потери гидродинамического напора в его охлаждающей системе.
По своей технической сущности и достигаемому результату плоское сопло для аргонодуговой сварки [3] и по чертежу ОССП 2901.000СБ (Приложение 1) является наиболее близким к предложению заявителя и поэтому выбирается за прототип.
Задачей изобретения является создание плоского водоохлаждаемого сопла горелки для автоматической аргонодуговой сварки неплавящимся электродом, предназначенным для широкого применения при выполнении качественных сварных соединений различных металлов и сплавов повышенной толщины, в том числе соединений из α и псевдо α-титановых сплавов с использованием щелевых разделок глубиной до 200 мм с одной стороны.
Технический результат, обеспечивающий решение указанной задачи, заключается в повышении эффективности плоского сопла горелки путем снижения потерь гидродинамического напора его системы охлаждения, упрощения формы деталей сопла, технологии его изготовления и сборки, а также снижении протяженности швов, выполненных с применением пайки.
Указанный выше технический результат достигается следующим образом. В плоском сопле горелки для аргонодуговой сварки, содержащем прямоугольную цельнометаллическую сопловую трубку с широкой фронтальной гранью и с узкими боковыми, на которых расположены продольные водоохлаждающие каналы; подводящие и отводящие отверстия продольных каналов совместно с их подводящими и отводящими патрубками расположены на фронтальной широкой грани сопловой трубки, а боковые крышки выполнены в форме сплошных прямоугольных пластин.
Предлагаемое сопло аргонодуговой горелки имеет следующие преимущества.
1. Размещение водоподводящих и отводящих отверстий со своими соответствующими подводящими и отводящими патрубками на фронтальной широкой плоскости сопловой трубки позволяет увеличить поперечное сечение водоохлаждающих каналов, например, до (4×4) мм2 и более без увеличения поперечного сечения сопловой трубки, что значительно уменьшает потери гидродинамического напора охлаждающей системы [5].
2. Замена Г-образной боковой крышки с отверстием и цельной Т-образной [3], [Приложение 1] на пару цельных и простейших прямоугольных крышек упрощает конструкцию плоского сопла горелки и технологию его изготовления, а также уменьшает протяженность паяных швов.
Предлагаемое изобретение обеспечивает значительное повышение интенсивности охлаждения сопловой трубы аргонодуговой горелки при упрощении конструкции сопла, технологии его изготовления и сборки, что улучшает эффективность и качество выполнения сварных соединений из α и псевдо α-титановых сплавов с использованием щелевых разделок глубиной до 200 мм с одной стороны, а также и других высокопрочных металлов и сплавов.
Признаки, указанные выше, являются необходимыми и достаточными для достижения указанного выше результата, то есть являются существенными. Наличие отличительных признаков по отношению к выбранным прототипам свидетельствует о соответствии заявленного изобретения критерию "новизна" по действующему законодательству.
Возможность осуществления предлагаемого изобретения с получением вышеуказанного технического результата поясняют чертежи.
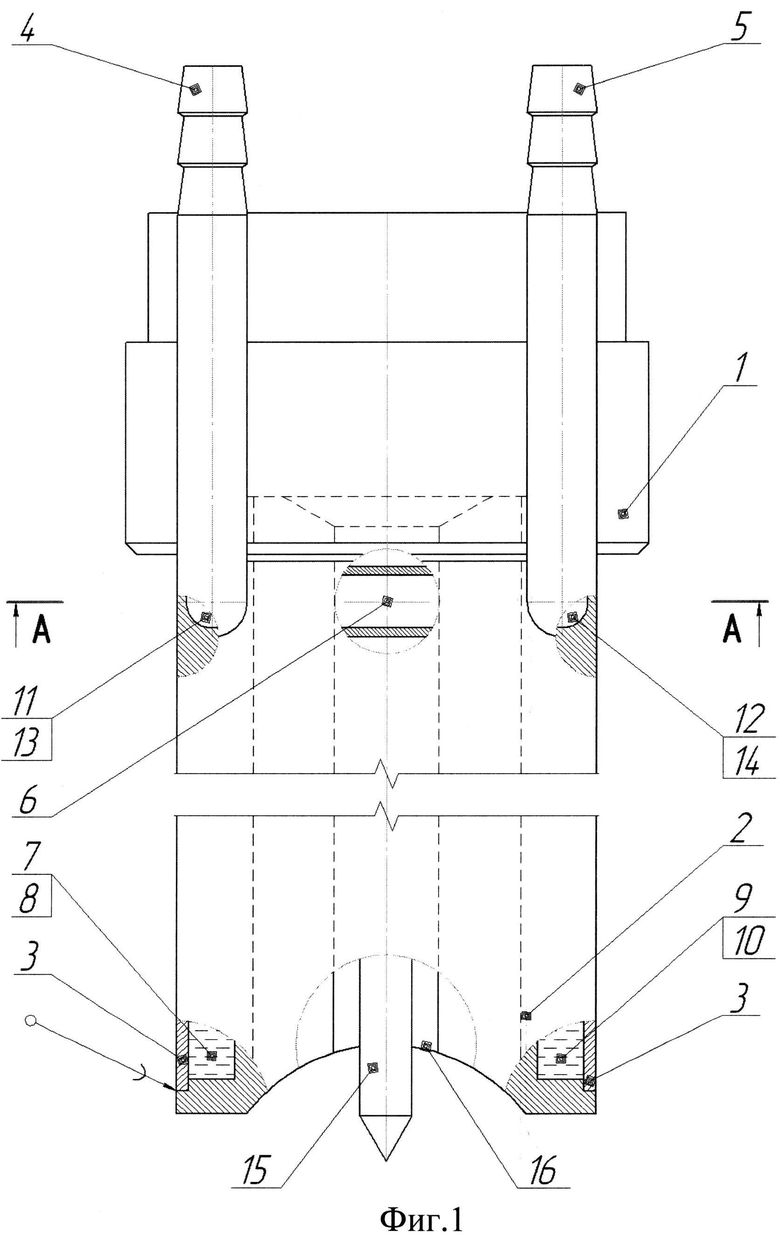
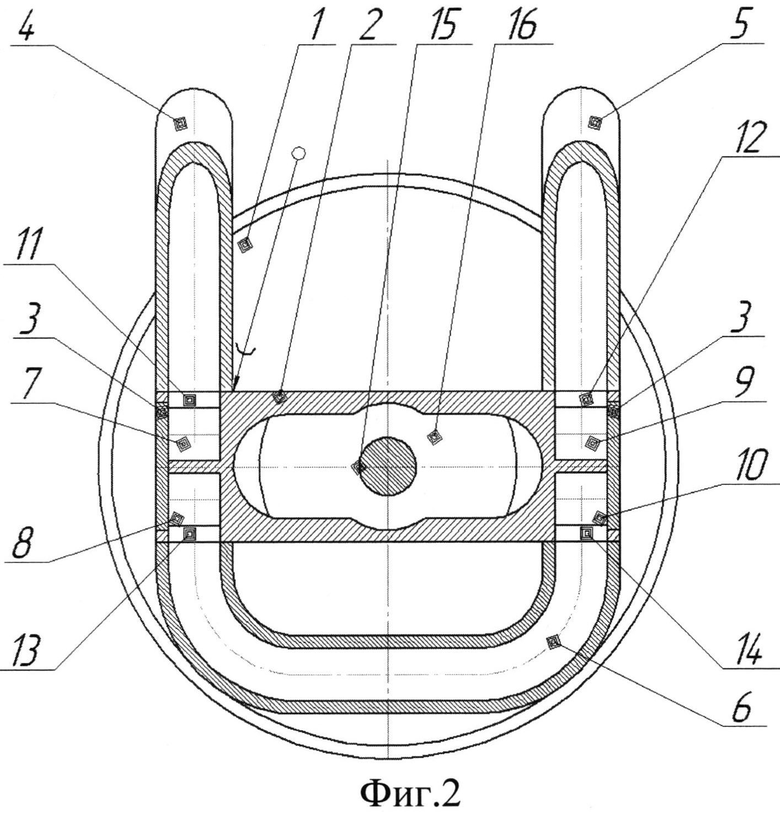
На Фиг.1 изображено заявляемое плоское водоохлаждаемое сопло горелки для аргонодуговой сварки; на Фиг.2 представлен вид сопла в разрезе А-А на Фиг.1; на Фиг.3 представлена изометрия плоского сопла.
Плоское водоохлаждаемое сопло горелки содержит головку 1, выполненную за одно целое с цельнометаллической прямоугольной сопловой трубкой 2; пару боковых крышек 3; передние патрубки 4 и 5, а также задний патрубок 6 (Фиг.1 и 2). На левой узкой боковой грани сопловой трубки 2 располагается передний продольный канал 7, например, подающий и задний 8 отводящий. На правой боковой грани трубки 2 располагается передний отводящий канал 9 и задний подающий канал 10. Каналы 7 и 8: 9 и 10 герметизируются соответствующими боковыми крышками 3, например, с применением пайки. На передней широкой фронтальной грани трубки 2 расположены цилиндрические отверстия; входящий 11 со своим входящим патрубком 4 и выходящий 12 со своим выходящим патрубком 5, а на задней грани расположены отверстия; выходящий 13 и входящий 14 с общим задним патрубком 6. Соединения патрубков 4, 5, 6 герметизируются со своими посадочными отверстиями, например, с применением пайки. Патрубки 4, 5, 6; боковые крышки 3; продольные каналы 7, 8, 9, 10; передние 11, 12 и задние 13, 14 отверстия образуют циркуляционную систему охлаждения плоского сопла.
Охлаждение плоского сопла производится следующим образом (Фиг.2 и 3). Охлаждающая жидкость из подающего патрубка 4 по переднему левому отверстию 11 поступает в продольный передний канал 7, в нижней части которого жидкость перетекает в продольный задний канал 8, из которого она по заднему левому отверстию 13 поступает в дугообразный патрубок 6. Из патрубка 6 жидкость по правому отверстию 14 поступает в задний продольный канал 10, в нижней части которого она перетекает в продольный передний канал 9, из которого она по переднему правому отверстию 12 поступает в отводящий патрубок 5, из которого она выходит из водоохлаждающей системы.
Защита неплавящегося электрода 15 и жидкого металла сварочной ванны от вредного влияния атмосферы воздуха производится путем подачи защитного газа, например, аргона во внутреннюю полость 16 сопловой трубки 2. На Фиг.3 приводится изометрия сопла по изобретению с выделенными боковыми крышками 3. Видно, что боковые крышки 3 сопла по изобретению проще, как крышки с отверстием [3], так и фигурных крышек по Приложению 1, что упрощает конструкцию плоского сопла горелки и технологию его изготовления, а также уменьшает протяженность паяных швов.
В таблице приводится сравнение параметров прототипов и сопла по изобретению.

В таблице приняты следующие обозначения:
b - ширина фронтальной грани сопловой трубки;
δ - толщина боковой грани сопловой трубки;
hд - потери гидродинамического напора [5] в безразмерной форме.
Из таблицы видно, что сопло по изобретению превосходит прототипы по сравниваемым параметрам.
Таким образом, предложено плоское сопло горелки для аргонодуговой сварки с лучшей конструкцией и технологией изготовления и сборки, обеспечивающее выполнение качественных сварных соединений различных металлов и сплавов повышенной толщины, в том числе соединений из α и псевдо α - титановых сплавов с использованием щелевых разделок до 200 мм с одной стороны.
Из изложенного следует, что заявленное сопло по изобретению направлено на решение поставленной задачи с достижением нового технического результата и соответствует требованиям патентоспособности по действующему законодательству.
Источники информации
1. Астафьев А.Г. Горелка для сварки неплавящимся погруженным электродом. Патент RU №2 316 695 С1, МПК F23D 14/40. Оп.: 10.02.2008. Бюл. №4.
2. Кузнецов С.В. и др. Сварка и исправление дефектов соединений титановых сплавов больших толщин электронным лучом // Титан. 2009. №4. С.41, рис.2.
3. Михайлов В.И., Сахаров И.Ю. Сварка конструкций из титановых сплавов больших толщин (проблемы технологии). // Титан.2006. №2, С.51. рис.2.
4. Атрощенко В.В., Бычков В.М., Медведев А.Ю. Определение допустимой тепловой нагрузки на систему охлаждения горелок для аргонодуговой сварки // Сварочное производство. 2002. №11. С.9 - 11.
5. Тепло- и массообмен. Теплотехнический эксперимент: Справочник. Под общ. ред. В.А.Григорьевой и В.М.Зорина. - М.: Энергоиздат, 1982. С.26. Формула 1.47.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ВОДООХЛАЖДАЕМАЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2484933C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1997 |
|
RU2110383C1 |
| ЗАТВОР ПЛОСКИЙ ПОВЕРХНОСТНЫЙ ДЛЯ ВОДОСБРОСНОГО СООРУЖЕНИЯ | 2008 |
|
RU2363805C1 |
| ГОРЕЛКА ДЛЯ АРГОНОДУГОВОЙ СВАРКИ | 1996 |
|
RU2123415C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2007 |
|
RU2377105C2 |
| Горелка для плазменной обработки | 1982 |
|
SU1075532A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| ЗАТВОР ПЛОСКИЙ ПОВЕРХНОСТНЫЙ ВОДОСБРОСНОГО СООРУЖЕНИЯ | 2012 |
|
RU2483156C1 |
| РЕГУЛИРУЕМЫЙ ШЕСТЕРЕННЫЙ НАСОС | 2012 |
|
RU2511848C1 |
Изобретение относится к дуговой сварке неплавящимся электродом в среде защитных газов различных металлов и сплавов повышенной толщины, в частности к плоскому соплу для аргонодуговой сварки. Плоское сопло содержит прямоугольную цельнометаллическую сопловую трубку с широкой фронтальной гранью и с узкими боковыми гранями, на которых расположены продольные водоохлаждаемые каналы. Подводящие и отводящие отверстия продольных водоохлаждающих каналов совместно с их подводящими и отводящими патрубками расположены на фронтальной широкой грани сопловой трубки. Крышки выполнены в форме сплошных прямоугольных пластин и размещены на боковых гранях сопла. Размещение водоподводящих и отводящих отверстий со своими соответствующими подводящими и отводящими патрубками на фронтальной широкой плоскости сопловой трубки позволяет увеличить поперечное сечение водоохлаждающих каналов, например, до (4×4) мм2 и более без увеличения поперечного сечения сопловой трубки, что значительно уменьшает потери гидродинамического напора охлаждающей системы. 3 ил., 1 табл.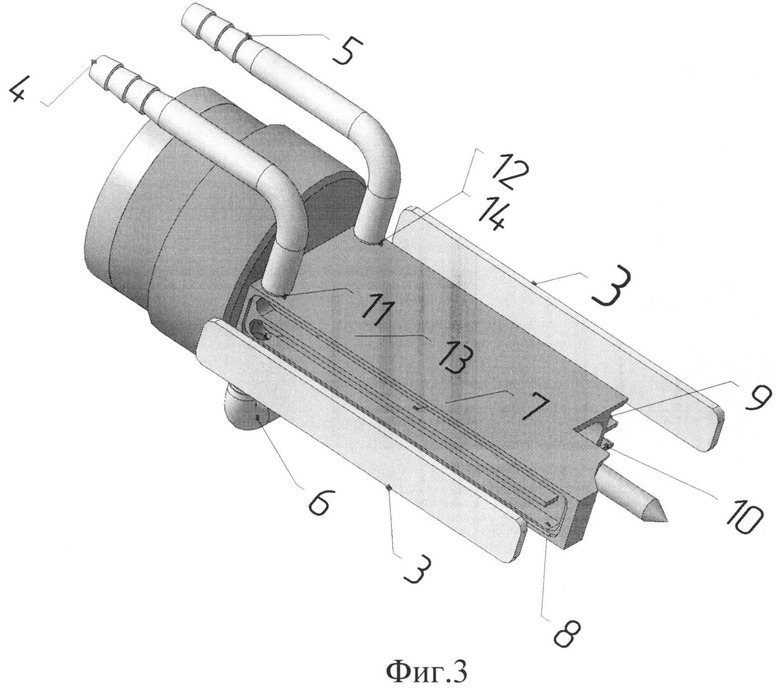
Плоское водоохлаждаемое сопло горелки для аргонодуговой сварки, содержащее прямоугольную цельнометаллическую сопловую трубку с широкой фронтальной гранью и с узкими боковыми гранями, на которых расположены продольные водоохлаждаемые каналы, и крышки, отличающееся тем, что подводящие и отводящие отверстия продольных водоохлаждающих каналов совместно с их подводящими и отводящими патрубками расположены на фронтальной широкой грани сопловой трубки, а крышки выполнены в форме сплошных прямоугольных пластин и расположены на боковых гранях сопла.
| МИХАЙЛОВ В.И | |||
| И ДР."сварка конструкций из титановых сплавов больших толщин (проблемы технологии)", Титан, 2006, N2, с.51,рис.2 | |||
| Горелка для дуговой сварки | 1980 |
|
SU1011349A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1989 |
|
SU1773630A1 |
| US20070164001A1 19.07.2007 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |

