Область техники
Заявляемое техническое решение относится к области нефтеперерабатывающей промышленности, а именно к способу алкилирования предельных углеводородов С4-С5 непредельными углеводородами С2-C5 в реакторе суспензионного типа в присутствии твердокислотного катализатора.
Уровень техники.
Известен, например, способ алкилирования олефинов разветвленными алканами для получения алкилата с использованием твердого кислотного катализатора (US 2004158113, C07C 2/58, C10G 29/20, C10G 45/04, «Catalysts and process for converting fuel gases to gasoline», SRINIVAS GIRISH, GEBHARD STEVEN CHARLES, HOOVER THEODORE SIDNEY, 12.08.2004, [1]). В способе кислотный катализатор имеет H° менее -12 (суперкислота), сульфатированный диоксид циркония имеет H° -16. Катализатор суспендируют в жидком изобутане для реакции. Увеличение срока жизни катализатора осуществляется за счет промотирования его драгоценными металлами.
Недостатком аналога [1] является то, что неизвестны концентрация суспензии, концентрация активной фазы катализатора и время контакта катализатора с продуктом реакции в отсутствии подачи олефинов. В способе не рециркулируют поток с алкилатом, что снижает эффективность. Кроме того, в способе [1] используют дорогостоящий катализатор с драгоценными металлами.
Также известен процесс алкилирования (US 5856606, C07C 2/58, C07C 2/66, «Turbulent bed solid catalyst hydrocarbon alkylation process», UOP LLC, 05.01.1995, [2]), включающий следующие этапы:
- суспендирование твердого катализатора в углеводородной жидкости в зоне реакции;
- пропускание парофазного потока, содержащего изобутан и бутены, в реакционную зону, так что во время реакции газообразное сырье способствует образованию пузырьков, которые взбалтывают жидкость и вызывают перемешивание катализатора, так что катализатор псевдоожижается в жидкости без механического перемешивания.
При этом катализатором может быть любой твердый кислотный катализатор, который является относительно стабильным и обладает требуемой активностью и селективностью для желаемой реакции.
Известен метод алкилирования изопарафинов олефинами (US 5489728, B01J 27/053, C07B 61/00, C07C 2/62, C07C 9/16, C10G 35/06, «Catalyst for alkylation of C4-C5 isoparaffin by at least one C3-C6 olefin», INST FRANCAIS DU PETROLE, 13.12.1993, [3]), включающий суспендирование катализатора в жидкой фазе, содержащей олефин, продукт реакции алкилирования (алкилат) и инертный разбавитель. Таким образом, известно, что в способе используют инертный разбавитель (например, пропана или нормального бутана) в жидкой фазе для суспендирования катализатора реакции алкилирования, где жидкая фаза также включает олефин и алкилат.
Общим недостатком аналогов [2, 3] является то, что неизвестны концентрация суспензии, концентрация алкилата в рециркуляционных потоках, время контакта катализатора с продуктом реакции в отсутствии подачи олефинов, концентрация активной фазы катализатора. При этом вышеуказанные параметры влияют на эффективность процесса.
Известен, например, способ алкилирования изопарафина олефином (RU 2031900, МПК C07C 2/58, C07C 2/60, «СПОСОБ АЛКИЛИРОВАНИЯ ИЗОПАРАФИНА ОЛЕФИНОМ», Мобил Ойл Корпорейшн, 27.03.1995), [4]). Как и в заявляемом техническом решении, способ [4] осуществляют в реакторе. В качестве твердого катализатора используют цеолит, который активируют кислотой Льюиса. Рабочая температура способа алкилирования может быть в широком диапазоне, например, от -40 до 400°С, причем более низкие температуры используют, когда присутствует в качестве промоторов кислота Льюиса. С промотором - кислотой Льюиса температура способа предпочтительно от -20 до 100°С, в случае отсутствия промотора - кислоты Льюиса, температура процесса должна быть от -25 до 400°С. Давление в способе [4] может быть в широком диапазоне, например, от субатмосферного до 34580 кПа, предпочтительно 100-7000 кПа. Молярное отношение всех изопарафинов ко всем олефинам составляет 0,5:1-500:1. Объемная скорость (WHSY) олефина варьируется от 0,01 до 100, предпочтительно от 0,1 до 20.
Недостатком аналога [4] является то, что не указано каким способом катализатор отделяется от продуктовой смеси и, соответственно, не известно, какой промежуток времени и в какой концентрации алкилата находится катализатор до регенерации, эти параметры важны для срока жизни катализатора. По данным авторов в предпочтительном способе катализатор непосредственно направляется на регенерацию и только после этого возвращается в реактор. Такой способ значительно сокращает общий срок службы катализаторов.
Также известен способ алкилирования парафинов (EP 0647473, B01J 27/12; B01J 8/22; C07B 61/00; C07C 2/08; C07C 2/58; C07C 2/60; C07C 2/62; C07C 9/16, «CATALYST FOR PARAFFIN ALKYLATION», CHEMICAL RES & LICENSIN, 12.04.1995, [5]). Способ протекает в суспензионном реакторе с восходящим потоком, при температуре от -50°C до +100°С, предпочтительно в пределах диапазона от -40°C до +50°С, давлении от 1 атм до 68 атм. На входе в зону реакции отношение изобутана к олефину может изменяться от примерно 2 до 1 до примерно 1000:1, предпочтительно от 5 до 500:1. В способе используют твердый катализатор, который представляет собой промытый кислотой диоксид кремния, обработанный пентафторидом сурьмы и предпочтительно активированный при низкой температуре алканом или изоалканом. Гранулометрический состав катализатора находится в диапазоне 35-240 микрон, насыпная плотность от 14,4 до 1600 кг/м3. Концентрация пентафторида сурьмы составлять от 5 до 80% масс. от общего количества. Время пребывания катализатора в зоне промывки может варьировать от примерно 5 секунд до примерно 1 часа, но предпочтительно составляет от 30 с и 5 мин. Промытый катализатор плюс часть соответствующей промывочной жидкости выводятся в виде суспензии из зоны промывки и переносятся в зону реакции, где суспензия контактирует и взаимодействует с исходным олефином.
Недостатком прототипа [5] является обязательное наличие зоны промывки катализатора изопарафином (изобутаном), что осложняет ведение процесса, а также нет данных о времени прибывания катализатора, вне зоны подачи олефинов, а именно от зоны реакции до зоны разделения и в самой зоне разделения.
Указанный аналог [5] является по совокупности существенных признаков наиболее близким аналогом того же назначения к заявляемому техническому решению. Поэтому он принят в качестве прототипа.
Решаемой технической проблемой является необходимость повышения эффективности способа.
Раскрытие заявляемых технических решений.
Техническим результатом, обеспечиваемым заявляемым техническим решением, является увеличение срока жизни катализатора для твердых катализаторов алкилирования парафинов за счет влияния параметров зоны от выхода из реактора до зоны разделения, включая и саму зону разделения, на срок жизни катализатора и качество получаемого алкилата.
Сущность заявленного технического решения состоит в том, что способ алкилирования в суспензионном реакторе включает подачу твердокислотного катализатора на первый вход катализатора реакционной зоны и подачу олефинов на вход олефинов реакционной зоны. При этом катализатор и олефины реагируют в реакторе реакционной зоны в условиях температуры от -50°С до 200°С, давления от 1 до 200 атм. При этом соотношение изобутан:олефин на входе в реакционную зону составляет от 1:1 до 500:1, причем объемная скорость подачи олефинов (OSV) составляет от 0,02 до 5,0, кроме того размер частиц катализатора составляет от 1 до 500 мкм, насыпная плотность катализатора находится в пределах от 0,65 г/см3 до 2,95 г/см3. Отличается тем, что
- суспензия, состоящая из катализатора, изобутана и алкилата поступает с выхода суспензии реакционной зоны в промежуточную зону и далее в зону разделения, которые представляют собой общую зону поддержания активности катализатора, при этом в промежуточной зоне создают гидродинамический режим поддержания катализатора в суспензии.
- в общей зоне поддержания активности катализатора поддерживают концентрацию алкилата на уровне 7-50% масс., при этом суммарное содержание углеводородов С8 находится в диапазоне от 2,5 до 45% масс.;
- время контакта катализатора с продуктом реакции в отсутствии подачи олефинов в общей зоне поддержания активности катализатора составляет от 5 с до 2 ч, при этом концентрация катализатора в суспензии не более 1000 г/л;
- в общей зоне поддержания активности катализатора суспензия находится при температуре от -50°С до 200°С, давлении от 1 до 200 атм, катализатор имеет размер частиц от 1 до 500 мкм и насыпную плотностью от 0,65 г/см3 до 2,95 г/см3.
Вышеуказанная сущность является совокупностью существенных признаков заявленного технического решения, обеспечивающих достижение заявленного технического результата.
Авторами заявленного технического решения изготовлен опытный образец этого решения, испытания которого подтвердили достижение технического результата.
Краткое описание чертежей.
На фиг. 1 показано схематическое изображение предлагаемого способа; на фиг. 2 - схема осуществления способа по примеру 4.
Осуществление технического решения.
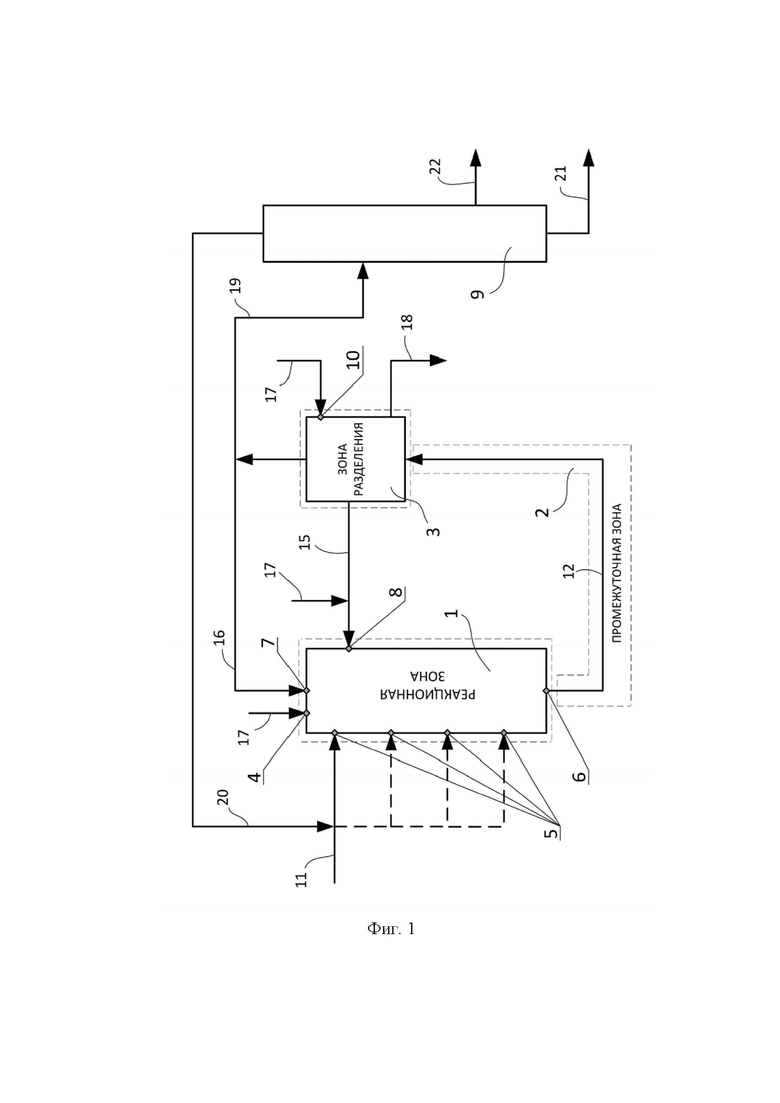
Способ алкилирования в суспензионном реакторе (фиг. 1) осуществляют в реакционной зоне (1), промежуточной зоне (2) и зоне разделения (3).
Реакционная зона (1) содержит суспензионный реактор. Промежуточная зона (2) представляет собой участок от выхода из реактора до зоны разделения (3). Промежуточная зона (2) и зона разделения (3) представляют собой общую зону поддержания активности катализатора, при сохранении высокого качества алкилата.
В настоящем изобретении свежий и/или регенерированный катализатор (17) подают на первый вход катализатора (4) реакционной зоны (1).
Катализатор подают в виде мелкодисперсного порошка, в том числе в суспендированном виде. Суспензия может быть представлена как катализатор-изобутан, катализатор-изобутан-алкилат, катализатор-изобутан-алкилат-олефин и прочее.
Реакция взаимодействия изобутана с олефином происходит в аппаратах, поддерживающих суспензионный режим.
Подачу олефинового сырья (11), предварительно смешанного с рецикловым изобутаном (20), осуществляют на вход олефинов (5) реакционной зоны (1). При этом реакционная зона (1) может содержать несколько входов олефинов (5). Входы олефинов (5) могут быть снабжены устройствами, позволяющими обеспечить равномерное распределение сырьевого потока в объеме реактора (система распределителей в виде труб с форсунками, расположенными по длине трубы, эжекционные распределители и пр.).
Реакцию проводят при следующих параметрах:
- температура проведения способа составляет от -50°С до 200°С, предпочтительно от -25°С до 100°С;
- давление составляет от 1 до 200 атм, предпочтительно от 1 до 30 атм;
- соотношение изобутан:олефин на входе в реакционную зону составляет от 1:1 до 500:1;
- объемная скорость подачи олефинов (OSV) составляет от 0,02 до 5,0, предпочтительно от 0,1 до 1,0;
- в присутствии твердокислотного катализатора с размером частиц от 1 до 500 мкм, предпочтительно от 7 до 150 мкм;
- плотность катализатора находится в пределах от 0,65 г/см3 до 2,95 г/см3.
В отличие от прототипа [5] суспензия (12), состоящая из катализатора, изобутана и алкилата поступает с выхода суспензии (6) реакционной зоны (1) в промежуточную зону (2) и далее в зону разделения (3).
В промежуточной зоне (2) и зоне разделения (3) (преимущественно в зоне 2) происходит реакция гидридного переноса от изобутана к карб-катиону, находящемуся на поверхности катализатора и замещение тяжелых компонентов С10+, блокирующих активные центры на поверхности катализатора, алкилатом.
В промежуточной зоне (2) создается гидродинамический режим, обеспечивающий поддержание стабильной суспензии.
В зоне разделения (3) гидродинамический режим может кардинально отличаться в зависимости от применяемых катализаторов и аппаратов. К таким аппаратам могут относится гравитационные сепараторы, гидроциклоны, центрифуги и т.д.
В отличие от прототипа [5] в общей зоне поддержания активности катализатора поддерживается концентрация алкилата на уровне 7-50% масс., при этом суммарное содержание углеводородов С8 может находиться в диапазоне от 2,5 до 45% масс.
Время контакта катализатора с продуктом реакции в отсутствии подачи олефинов в промежуточной зоне (2) и зоне разделения (3) составляет от 5 с до 2 ч, при этом концентрация катализатора в суспензии не более 1000 г/л.
Авторами экспериментально установлено (примеры 5-8), что при концентрации катализатора в суспензии более 1000 г/л развиваются побочные последовательные и/или параллельные реакции (реакции крекинга, диспропорционирования и т.д.) углеводородов С8, что приводит к одновременному увеличению содержания компонентов С5-С7 и тяжелых углеводородов С10+, что, в свою очередь, ухудшает качество алкилата и сокращает срок жизни катализатора.
В промежуточной зоне (2) и зоне разделения (3) суспензия находится при температуре от -50°С до 200°С, предпочтительно от -25°С до 100°С, давлении от 1 до 200 атм, предпочтительно от 1 до 30 атм, катализатор имеет размер частиц от 1 до 500 мкм, предпочтительно от 7 до 150 мкм и насыпную плотностью от 0,65 г/см3 до 2,95 г/см3.
Регенерацию катализатора (18) осуществляют широко известными способами, такими как мягкая регенерация горячим изобутаном, окислительный выжег, водородная регенерация.
Из зоны разделения (3), очищенный от катализатора поток (16) направляется на вход очищенного потока (7) реакционной зоны (1).
Примеры конкретного выполнения.
Пример 1. Катализатор (17) подают на вход катализатора (10) зоны разделения (3).
Пример 2. Поток, содержащий в основном катализатор (15) из зоны разделения (3) подают на второй вход катализатора (8) реакционной зоны (1). При этом в поток, содержащий в основном катализатор (15) между зоной разделения (3) и реакционной зоной (1) подают дополнительный поток катализатора (17).
Пример 3. Из зоны разделения (3) часть очищенного от катализатора потока (19) дополнительно направляют в колонну (9) для выделения н-бутана (22) и алкилата (21). Из колонны (9) изобутан (20) направляется в реакционную зону (1) и/или на регенерацию катализатора горячим изобутаном, и/или на смешение с сырьем.
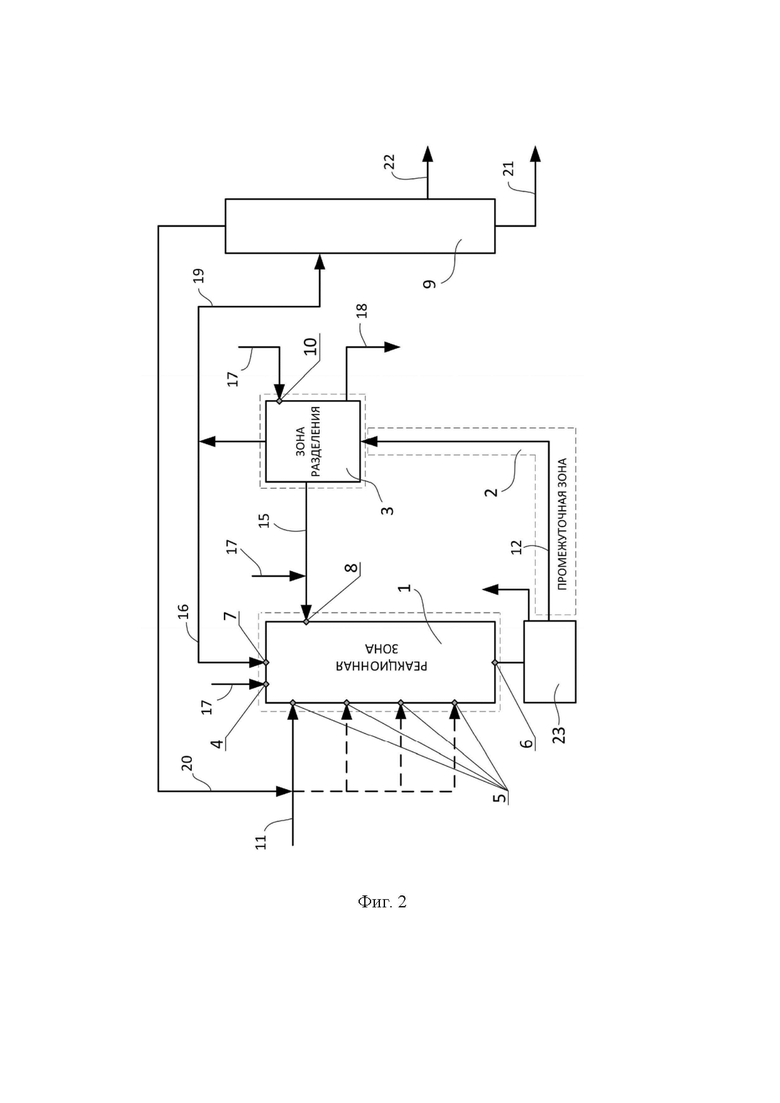
Пример 4. Суспензия (12) поступает с выхода суспензии (6) реакционной зоны (1) в зону от выхода из реактора до зоны разделения (2) через устройство для концентрирования алкилата (23) (фиг. 2). Данное устройство может быть использовано в тех случаях, когда не удается достичь требуемых концентраций алкилата и плотности суспензии в общей зоне поддержания активности катализатора.
Пример 5. Катализатор, приготовленный по методу, описанному в патенте RU 2736047 С1, испытывают на пилотной установке суспензионного типа согласно предлагаемому способу.
Изначально систему наполняют изобутаном. Затем устанавливают необходимый уровень циркуляционных потоков и охлаждают систему до 5°С.
Далее в систему загружают требуемое количество катализатора через емкость подачи катализатора.
Далее систему выдерживают в режиме рециркуляции не менее 15 мин, с целью равномерного распределения катализатора в системе.
Начинают подачу сырья с заданным расходом. Состав сырья приведен в Таблице 1.
Условия проведения процесса приведены в Таблице 2.
Концентрацию алкилата в промежуточной зоне (2) и зоне разделения (3), поддерживают на уровне 10% масс. путем отвода части потока, свободного от суспензии, из системы.
Время контакта катализатора с алкилатом в отсутствии подачи олефинов в зоне от выхода из реактора до зоны разделения, включая и саму зону разделения, составляет 5 мин.
Процесс контролируют путем анализа ходовых проб, отбираемых из отводимого потока из зоны разделения суспензии, методом газовой хроматографии с использованием капиллярной колонки. Данным методом анализа определяют детальный углеводородный состав отбираемых проб. На основании полученных аналитических данных производят расчет основных показателей качества получаемого продукта (алкилата), а также основных параметров процесса. Полученные результаты и рассчитанные на их основе данные представлены в Таблице 3.
Пример 6. Эксперимент проводился аналогично Примеру 5, отличается тем, что концентрация катализатора в суспензии составляет 1250 г/л.
Полученные результаты и рассчитанные на их основе данные представлены в Таблице 4.
В ходе эксперимента наблюдалось увеличение концентрации углеводородов С5-С7 и С10+, по сравнению с Примером 5, что обусловлено развитием побочных реакций.
Пример 7. Эксперимент проводился аналогично Примеру 5, отличается тем, что:
а) время контакта катализатора с продуктом реакции в отсутствии подачи олефинов в зоне от выхода из реактора до зоны разделения, включая и саму зону разделения, составило 3 с.
В ходе эксперимента наблюдалось уменьшение срока жизни катализатора по сравнению с Примером 5.
б) время контакта катализатора с продуктом реакции в отсутствии подачи олефинов в зоне от выхода из реактора до зоны разделения, включая и саму зону разделения, составило 7250 с.
В ходе эксперимента наблюдалось уменьшение срока жизни катализатора, а также ухудшение качества алкилата по сравнению с Примером 5.
Полученные результаты и рассчитанные на их основе данные представлены в Таблице 5.
Пример 8. Эксперимент проводился аналогично Примеру 5, отличается тем, что:
а) концентрация алкилата в зоне от выхода из реактора до зоны разделения, включая и саму зону разделения составляет 5,6% масс.
В ходе эксперимента было установлено, что срок жизни катализатора выше, чем в патенте RU 2736047 С1, это объясняется наличием зоны, где происходит контакт катализатора с алкилатом в отсутствии подачи олефинов, в которой протекают реакции гидридного переноса от Изобутана к карб-катиону, находящемуся на поверхности катализатора, и происходит замещение тяжелых компонентов С10+, блокирующих активные центры на поверхности катализатора, алкилатом.
В то же время срок жизни катализатора ниже по сравнению с Примером 5.
б) концентрация алкилата в зоне от выхода из реактора до зоны разделения, включая и саму зону разделения составляет 52,5% масс.
В ходе эксперимента было установлено, что происходит значительное сокращение срока жизни катализатора и происходит рост содержания тяжелых компонентов, что снижает качество алкилата.
Полученные результаты и рассчитанные на их основе данные представлены в Таблице 6.
Реализация заявляемого технического решения не ограничивается приведенными выше примерами.
Промышленная применимость.
Заявляемое техническое решение реализовано с использованием промышленно выпускаемых устройств и материалов и найдет широкое применение в процессах алкилирования изобутана олефинами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приготовления катализатора | 2020 |
|
RU2736047C1 |
| СПОСОБ АЛКИЛИРОВАНИЯ ПАРАФИНОВ | 2007 |
|
RU2412142C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ С УЛУЧШЕННЫМ ОКТАНОВЫМ ЧИСЛОМ | 2018 |
|
RU2762589C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ С-С-ИЗОАЛКАНА С-С-ОЛЕФИНОМ, УСТРОЙСТВО И КАТАЛИЗАТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА | 1991 |
|
RU2077525C1 |
| Способ получения алкилбензинов в каталитическом реакторе с внутренним осевым распределением алкилирующего агента | 2018 |
|
RU2715540C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОНЕНТОВ МОТОРНЫХ ТОПЛИВ | 1996 |
|
RU2139842C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОНЕНТОВ МОТОРНЫХ ТОПЛИВ | 1996 |
|
RU2122992C1 |
| СПОСОБ АЛКИЛИРОВАНИЯ ПАРАФИНА (ВАРИАНТЫ), СПОСОБ АЛКИЛИРОВАНИЯ ИЗОПАРАФИНА, СПОСОБ ПРОИЗВОДСТВА АЛКИЛАТА (ВАРИАНТЫ) | 2003 |
|
RU2303024C2 |
| КАТАЛИЗАТОР И СПОСОБ АЛКИЛИРОВАНИЯ ИЗОБУТАНА | 2006 |
|
RU2306175C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ КОМПОНЕНТОВ БЕНЗИНА И КАТАЛИЗАТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2091360C1 |
Заявляемое изобретение относится к способу алкилирования в суспензионном реакторе. Способ включает подачу твердокислотного катализатора на первый вход катализатора реакционной зоны и подачу олефинов на вход олефинов реакционной зоны, при этом катализатор и олефины реагируют в реакторе реакционной зоны в условиях температуры от -50 °С до 200 °С, давления от 1 до 200 атм, при этом соотношение изобутан:олефин на входе в реакционную зону составляет от 1:1 до 500:1, причем объемная скорость подачи олефинов (OSV) составляет от 0,02 до 5,0 ч-1, кроме того размер частиц катализатора составляет от 1 до 500 мкм, насыпная плотность катализатора находится в пределах от 0,65 г/см3 до 2,95 г/см3. Способ характеризуется тем, что суспензия, состоящая из катализатора, изобутана и алкилата поступает с выхода суспензии реакционной зоны в промежуточную зону и далее в зону разделения, которые представляют собой общую зону поддержания активности катализатора, при этом в промежуточной зоне создают гидродинамический режим поддержания катализатора в суспензии; в общей зоне поддержания активности катализатора поддерживают концентрацию алкилата на уровне 7–50 % мас.; время контакта катализатора с продуктом реакции в отсутствие подачи олефинов в общей зоне поддержания активности катализатора составляет от 5 с до 2 ч, при этом концентрация катализатора в суспензии не более 1000 г/л; в общей зоне поддержания активности катализатора суспензия находится при температуре от -50 °С до 200 °С, давлении от 1 до 200 атм, катализатор имеет размер частиц от 1 до 500 мкм и насыпную плотностью от 0,65 г/см3 до 2,95 г/см3. Использование предлагаемого способа позволяет увеличить срок жизни катализатора и качество получаемого алкилата. 2 ил., 6 табл., 8 пр.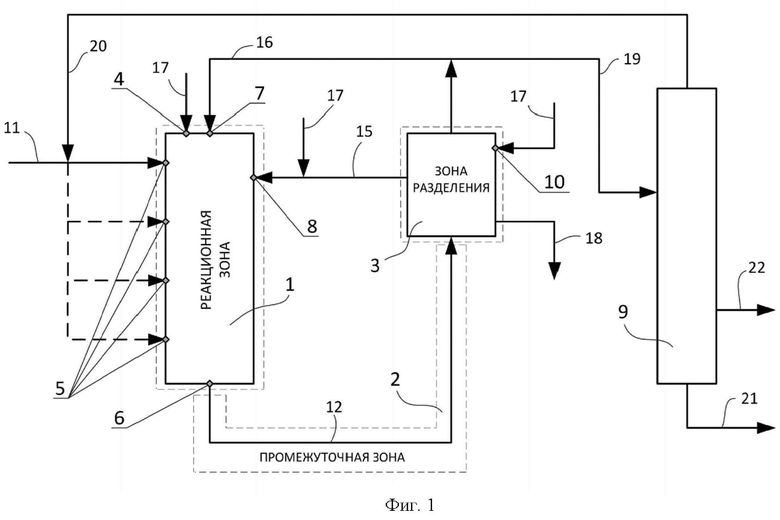
Способ алкилирования изобутана олефином в суспензионном реакторе, включающий подачу твердокислотного катализатора на первый вход катализатора реакционной зоны и подачу олефинов на вход олефинов реакционной зоны, при этом катализатор и олефины реагируют в реакторе реакционной зоны в условиях температуры от -50 °С до 200 °С, давления от 1 до 200 атм, при этом соотношение изобутан:олефин на входе в реакционную зону составляет от 1:1 до 500:1, причем объемная скорость подачи олефинов (OSV) составляет от 0,02 до 5,0 ч-1, кроме того размер частиц катализатора составляет от 1 до 500 мкм, насыпная плотность катализатора находится в пределах от 0,65 г/см3 до 2,95 г/см3, отличающийся тем, что
- суспензия, состоящая из катализатора, изобутана и алкилата, поступает с выхода суспензии реакционной зоны в промежуточную зону и далее в зону разделения, которые представляют собой общую зону поддержания активности катализатора, при этом в промежуточной зоне создают гидродинамический режим поддержания катализатора в суспензии;
- в общей зоне поддержания активности катализатора поддерживают концентрацию алкилата на уровне 7–50 % мас.;
- время контакта катализатора с продуктом реакции в отсутствие подачи олефинов в общей зоне поддержания активности катализатора составляет от 5 с до 2 ч, при этом концентрация катализатора в суспензии не более 1000 г/л;
- в общей зоне поддержания активности катализатора суспензия находится при температуре от -50 °С до 200 °С, давлении от 1 до 200 атм, катализатор имеет размер частиц от 1 до 500 мкм и насыпную плотностью от 0,65 г/см3 до 2,95 г/см3.
| Способ изготовления шарнирного подшипника | 1973 |
|
SU647473A1 |
| US 5583275 A1, 10.12.1996 | |||
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛБЕНЗИНА | 2001 |
|
RU2175311C1 |

