Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству и способу лазерной или плазменной резки заготовок из листового материала, свернутого в рулон.
Преимущественно, устройство и способ согласно настоящему изобретению пригодны для резки заготовок, которые по причине их использования по назначению должны соответствовать стандартам высокого качества с точки зрения соответствия допускам на размеры и отсутствия деформаций и/или истираний.
В частности, устройство и способ согласно настоящему изобретению пригодны, например, для производства прокладок для головок двигателей, компонентов для применений в области микроэлектроники и компонентов для защитных очков.
Листовой материал, который можно обрабатывать с помощью устройства согласно изобретению, может быть стандартным металлическим листом из нержавеющей стали, алюминия, меди, латуни и, в общем, из всех материалов с покрытием или без него, которые можно нормальным образом обрабатывать с помощью устройств для лазерной или плазменной резки.
Уровень техники
Известно, что в результате резки деталей из листового материала, свернутого в рулон, образуются компоненты трех типов: обработанные заготовки (детали), частицы материала, образующиеся в процессе обработки, и оставшийся листовой материал, т.е. листовой материал, освобожденный от обработанных деталей и частиц материала. Далее в описании оставшийся листовой материал для краткости именуется как «листовая высечка».
Отделение обработанных заготовок от частиц материала и листовой высечки можно осуществлять вручную или частично автоматически.
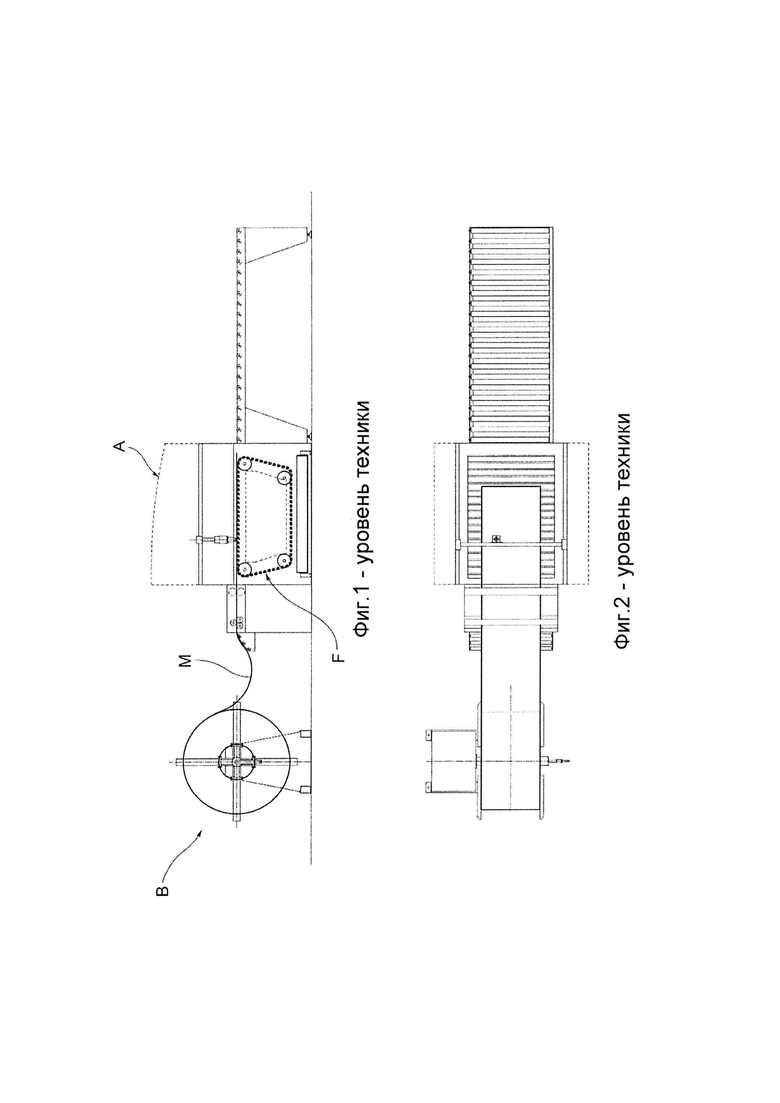
Известны устройства для лазерной или плазменной резки заготовок из листового материала М, свернутого в рулон В (в частности, из листового металла), в которых на этапе резки листовой материал помещен на подвижную опорную конструкцию, состоящую из транспортерной ленты, образованной стержнями, расположенными поперек направления движения вперед ленты на расстоянии друг от друга. Каждый стержень имеет ряд выступающих стержней, на которые опирается листовой материал. Транспортерная лента этого типа именуется как стержневая лента («кровать факира») и препятствует прожогу листового материала в областях контакта материала и подвижной опоры. Во время этапа резки частицы материала, образующиеся в процессе обработки (которые являются обычно небольшими или очень мелкими), перемещаются со скольжением в пустые пространства стержневого транспортера и, таким образом, отделяются от обработанных деталей и листовой высечки во время этапа резки. Таким образом, частицы материала собираются в зоне ниже зоны резки, в то время как обработанные детали и листовая высечка продолжают совместно перемещаться на стержневом транспортере на сборную позицию, расположенную далее по технологическому потоку снаружи зоны резки. Пример такого устройства схематически показан на фиг.1 и 2, где позиция лазерной резки обозначена символом А, а стержневой транспортер обозначен символом F.
Обычно, обработанные детали удерживаются соединенными с листовой высечкой с помощью микросоединений, которые подвергаются резке далее по технологическому потоку.
В качестве варианта, как описано в международной заявке WO 2009/105608 A1, детали подвергаются полной резке уже на посту резки без оставления микросоединений между деталями и листовой высечкой. Обработанные детали (полностью отделенные от листовой высечки) продолжают перемещаться на стержневом транспортере для выхода из зоны резки вместе с листовой высечкой. В направлении подачи листового материала на конце стрежневого транспортера предусмотрено отсутствие средств транспортирования. В частности, предусмотрено, что сборная лента, предназначенная для приема механически обработанного листового материала, покидающего стержневой транспортер, расположена на расстоянии от последнего в направлении подачи. При достижении разрыва в средствах транспортирования обработанные детали больше не поддерживаются снизу и могут отделяться от листовой высечки и падать, поступая на другую сборную ленту, расположенную ниже, в то время как листовая высечка продолжает движение к транспортерной ленте, расположенной после стержневого транспортера.
Также известны устройства для лазерной или плазменной резки деталей из листового материала, свернутого в рулон, в которых не используются транспортерные ленты стержневого типа. На этапе резки листовой материал удерживается в расправленном подвешенном состоянии без нижней опоры с помощью перемещающихся со скольжением средств манипуляции. Таким образом, исключается риск прожогов материала. В процессе работы детали режутся не полностью с оставлением микросоединений с листовой высечкой. По завершении этапа резки в подвешенном состоянии под участок предварительно резаного материала (детали, соединенные с листовой высечкой посредством микросоединений) вставляют опорный элемент, состоящий из множества штанг, параллельных направлению подачи материала и расположенных на расстоянии в поперечном направлении. Поддерживаемый таким образом листовой материал извлекают из зоны резки и транспортируют в сборную зону ниже по технологическому потоку. По достижении сборной зоны часть предварительно резаного материала отделяется от остальной части материала, и опорный элемент убирается, позволяя размещать предварительно резаный материал на плоскости сбора, расположенной на более низком уровне, чем уровень, определяемый подвижным опорным элементом и соответствующей плоскостью резки. Пример такого устройства описан в итальянском патенте IT1409876.
Ни одно из технических решений, описанных выше, не позволяет отделять обработанные детали от частиц материала и листовой высечки непосредственно в зоне обработки, и все эти решения требуют наличия зоны для разделения частиц и листовой высечки после зоны резки по технологическому потоку. Это увеличивает размеры устройства, что отрицательно влияет на его компактность.
В испанской патентной заявке ES 2604189 A1 приведено описание устройства для резки деталей из листового материала, свернутого в рулон, которое позволяет отделять обработанные детали от листовой высечки непосредственно в зоне резки. В зоне резки материал, подвергаемый обработке, поддерживается опорной конструкцией с люком. Во время резки опорная конструкция с люком закрыта и поддерживает материал снизу; после резки деталей (полного отделения от листовой высечки) опорную конструкцию с люком открывают, так чтобы обработанные детали могли падать на нижележащую транспортерную ленту. Листовую высечку забирают из зоны резки в отдельное место сбора, расположенное дальше по технологическому потоку.
Устройство, описанное в ES 2604189 A1, намного более компактное, чем вышеописанное устройство, но имеет два ограничения. Первое ограничение состоит в том, что обработанные детали собирают отдельно от листовой высечки, но не от частиц материала, образующихся в процессе обработки. Фактически, когда люк открыт, частицы материала падают вместе с обработанными деталями. Второе ограничение состоит в том, что обработанные детали могут деформироваться при падении на ленту, расположенную под люком. Из-за наличия люка нижняя сборная лента не может перемещаться слишком близко к плоскости резки, чтобы не ограничивать отверстие люка, и, следовательно, высота падения не может быть сведена к минимуму.
Следовательно, в рассматриваемой технологии существует необходимость в устройстве для лазерной или плазменной резки деталей из листового материала, свернутого в рулон, которое позволяет отделять обработанные детали как от частиц материала, так и от листовой высечки непосредственно в зоне резки, обеспечивая компактность устройства.
Кроме того, существует необходимость в комбинировании отделения обработанных деталей от частиц материала и листовой высечки непосредственно в зоне резки с режимом сбора обработанных деталей, что сводит к минимуму риск деформаций и/или истираний обработанных деталей.
Раскрытие изобретения
Таким образом, основная задача настоящего изобретения состоит в том, чтобы исключить в целом или частично недостатки вышеупомянутого существующего уровня техники с помощью устройства для лазерной или плазменной резки деталей из листового материала, свернутого в рулон, которое позволяет отделять обработанные детали как от частиц материала, так и от листовой высечки непосредственно в зоне резки.
Другая задача настоящего изобретения состоит в том, чтобы предложить устройство для лазерной или плазменной резки деталей из листового материала, свернутого в рулон, которое позволяет отделять обработанные детали от частиц материала и от листовой высечки непосредственно в зоне резки в сочетании с режимом сбора обработанных деталей, что сводит к минимуму риск деформаций и/или истираний одних и тех же деталей.
Другая задача настоящего изобретения состоит в том, чтобы предложить устройство для лазерной или плазменной резки деталей из листового материала, свернутого в рулон, которое имеет несложное управление.
Другая задача настоящего изобретения состоит в том, чтобы предложить устройство для лазерной или плазменной резки деталей из листового материала, свернутого в рулон, которое можно изготавливать с помощью простого и экономичного процесса.
Другая задача настоящего изобретения состоит в том, чтобы предложить способ для лазерной или плазменной резки деталей из листового материала, свернутого в рулон, который позволяет отделять обработанные детали от частиц материала и от листовой высечки непосредственно в зоне резки, обеспечивая компактность устройства.
Другая задача настоящего изобретения состоит в том, чтобы предложить способ лазерной или плазменной резки деталей из листового материала, свернутого в рулон, который позволяет отделять обработанные детали от частиц материала и от листовой высечки непосредственно в зоне резки в сочетании с режимом сбора обработанных деталей, что сводит к минимуму риск деформаций и/или истираний одних и тех же деталей.
Краткое описание чертежей
Технические признаки изобретения согласно вышеуказанным задачам станут понятными из содержания формулы изобретения, представленной ниже, и преимущества настоящего изобретения станут более понятными из приведенного ниже подробного описания со ссылкой на приложенные чертежи, на которых показаны один или несколько исключительно пояснительных и неограничивающих вариантов выполнения, где:
фиг. 1 и 2 - два взаимно перпендикулярных схематических вида, соответственно, сбоку и сверху, устройства известного типа для лазерной или плазменной резки деталей из листового материала, свернутого в рулон, которое оборудовано стержневым транспортером;
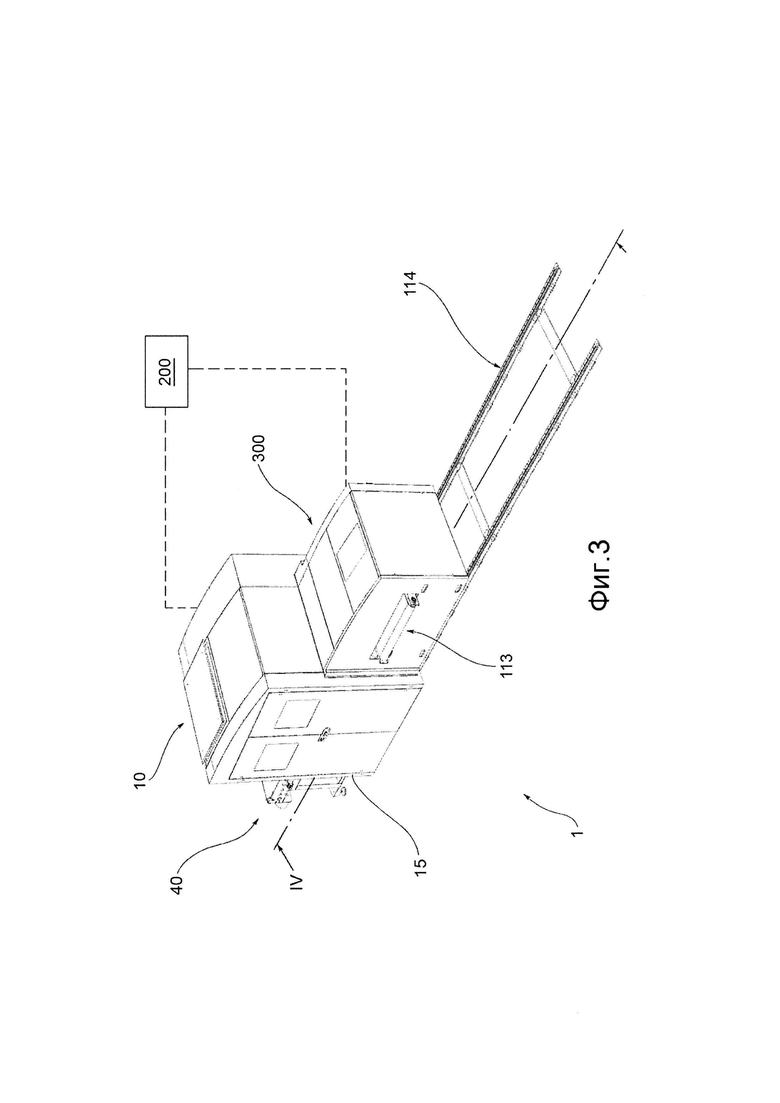
фиг. 3 - перспективный вид устройства для лазерной или плазменной резки деталей из листового материала, свернутого в рулон, по варианту выполнения изобретения;
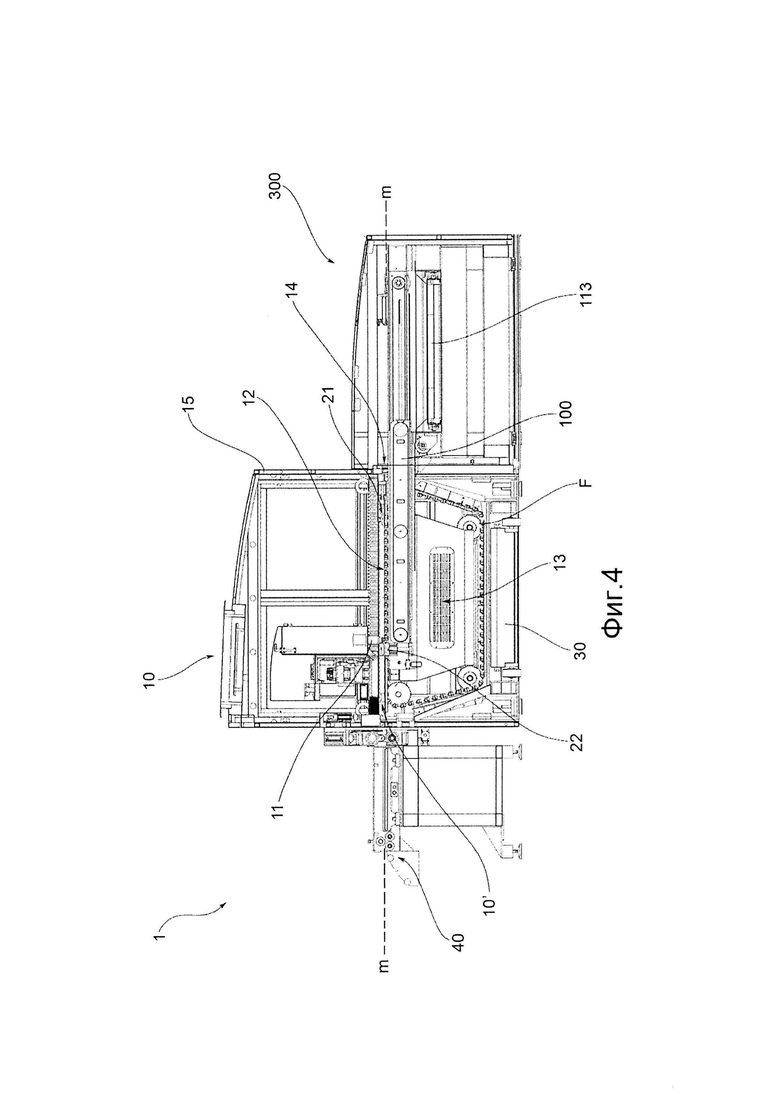
фиг. 4 - вертикальный вид в разрезе устройства из фиг.3 по вертикальной плоскости разреза, проходящей по линии IV-IV;
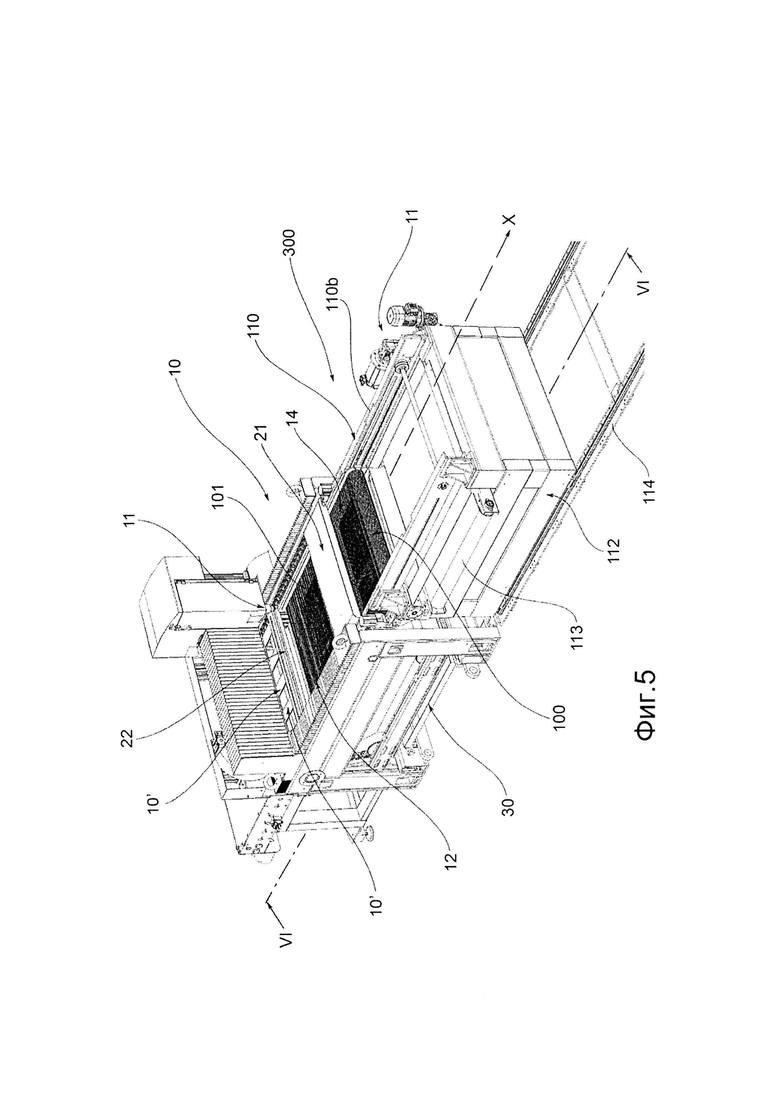
фиг. 5 - перспективный вид сверху устройства из фиг. 3, показанный с несколькими удаленными частями для наглядности, и с подвижным устройством для выборочного сбора обработанных деталей в активном рабочем положении для сбора обработанных деталей в рабочей зоне резки устройства;
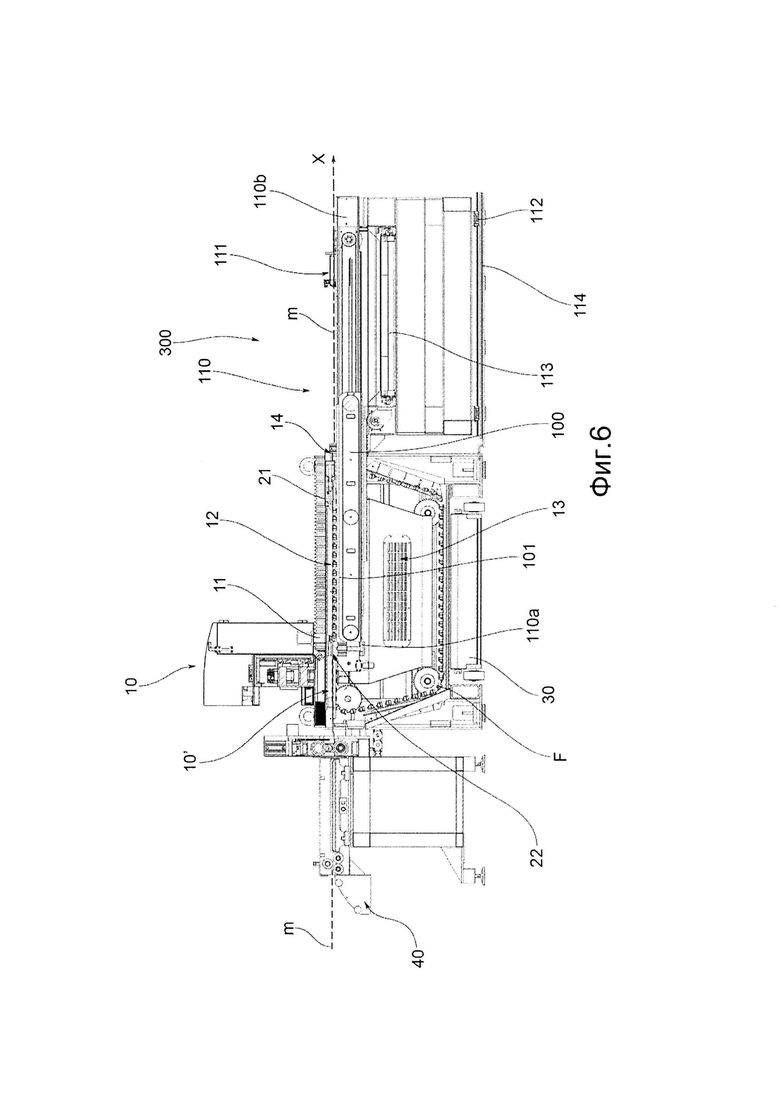
фиг. 6 - вертикальный вид в разрезе устройства из фиг. 5 по вертикальной центральной плоскости разреза, проходящей по линии VI-VI;
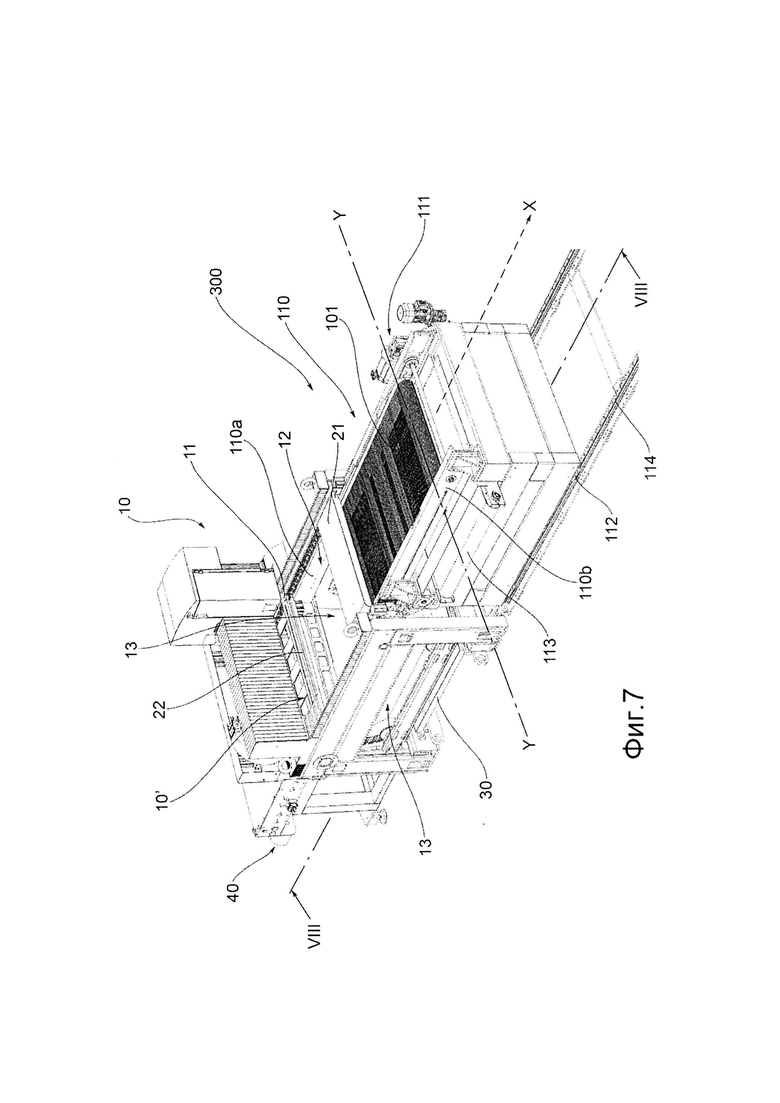
фиг. 7 - перспективный вид сверху устройства из фиг. 5, показанный с подвижным устройством для выборочного сбора обработанных деталей в пассивном рабочем положении снаружи рабочей зоны резки устройства;
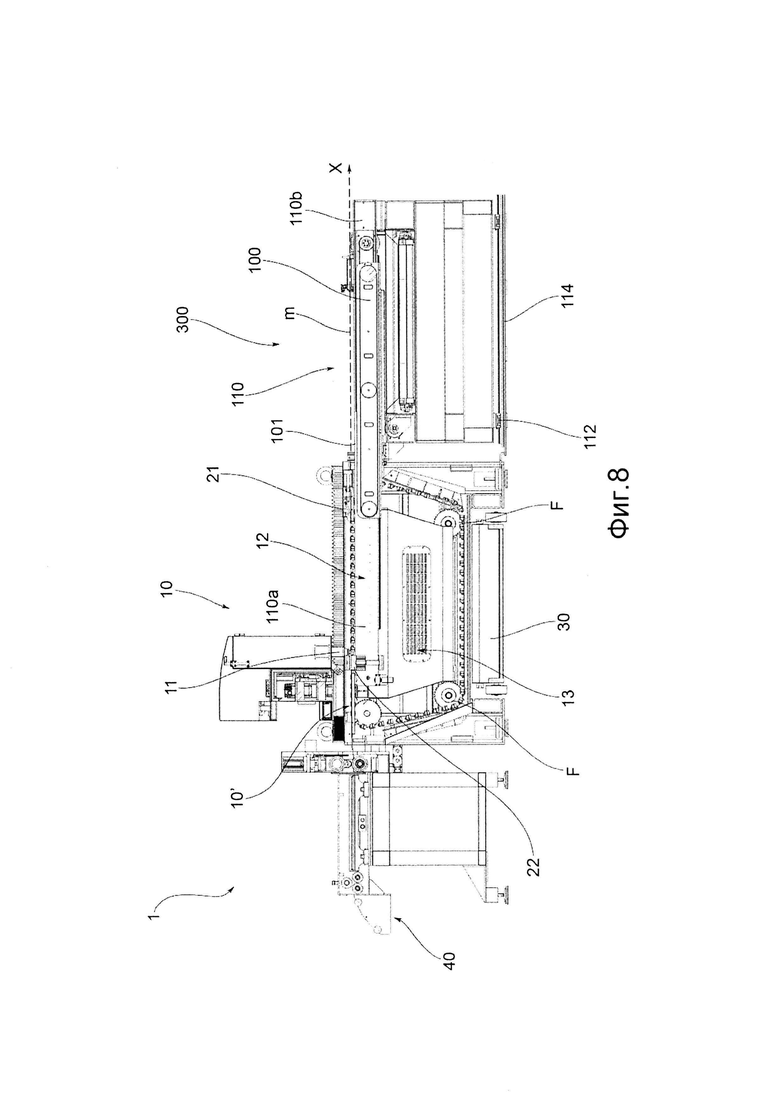
фиг. 8 - вертикальный вид в разрезе устройства из фиг. 7 по вертикальной центральной плоскости разреза, проходящей по линии VIII-VIII;
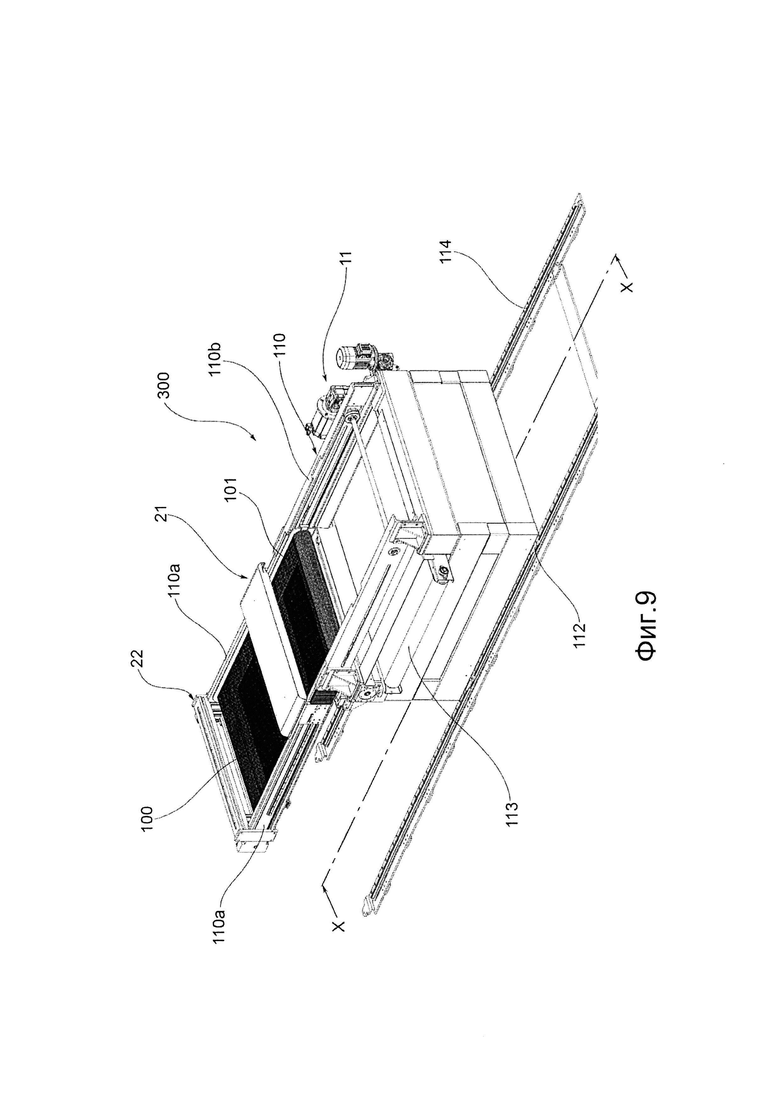
фиг. 9 - компонент устройства из фиг. 5, относящийся к рабочему блоку, отделяемому от позиции резки, и показанный отдельно от остальной части устройства, с подвижным устройством для выборочного сбора обработанных деталей, состоящим из транспортерной ленты и показанным в активном рабочем положении;
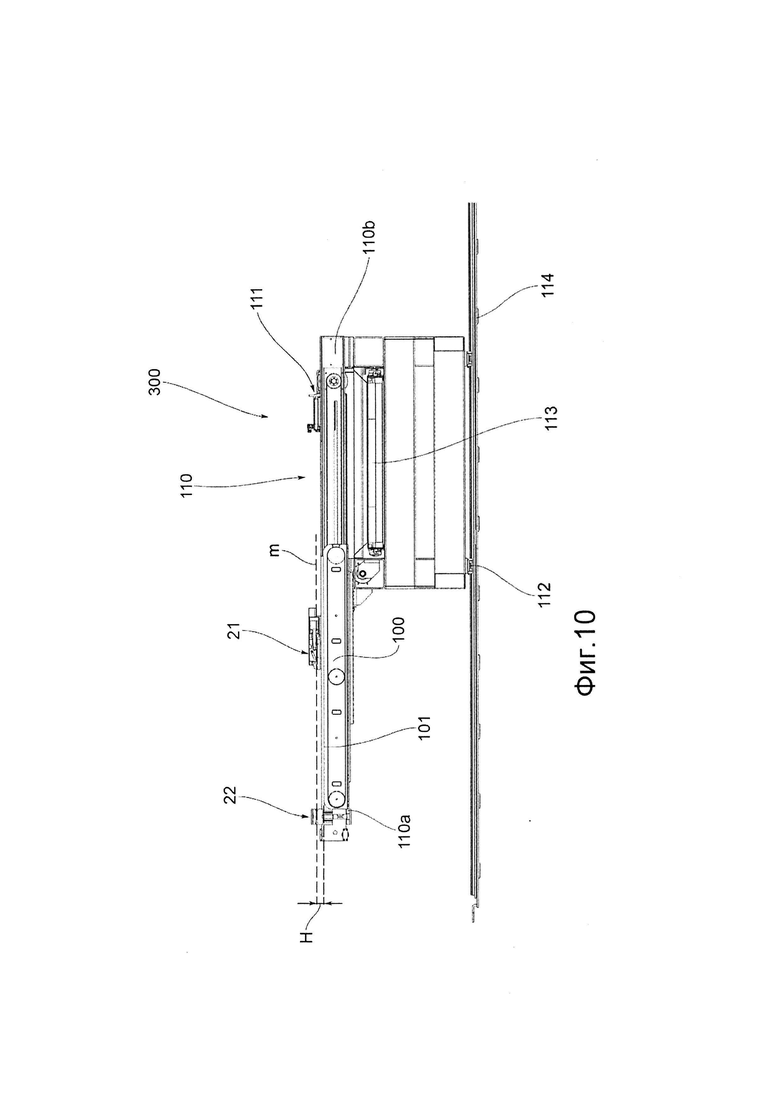
фиг. 10 - вертикальный вид в разрезе устройства из фиг. 9 по вертикальной центральной плоскости разреза, проходящей по линии Х-Х;
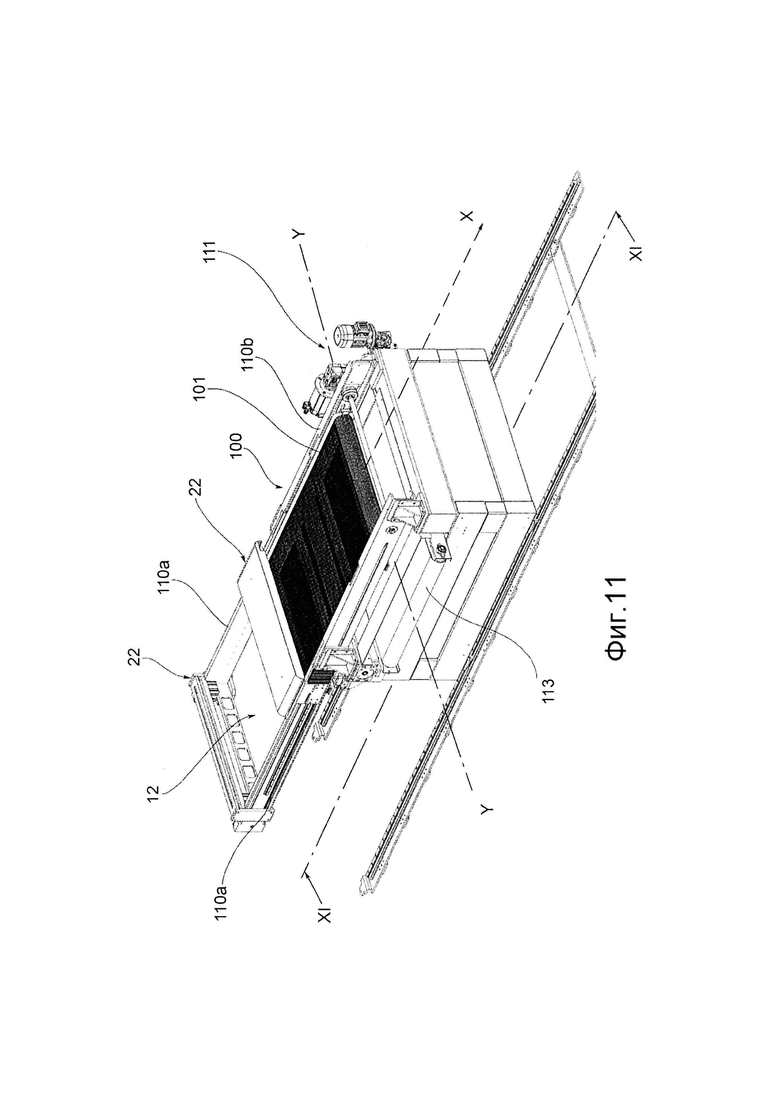
фиг. 11 - компонент из фиг.9, показанный с подвижным устройством для выборочного сбора обработанных деталей, состоящим из транспортерной ленты и показанным в пассивном рабочем положении;
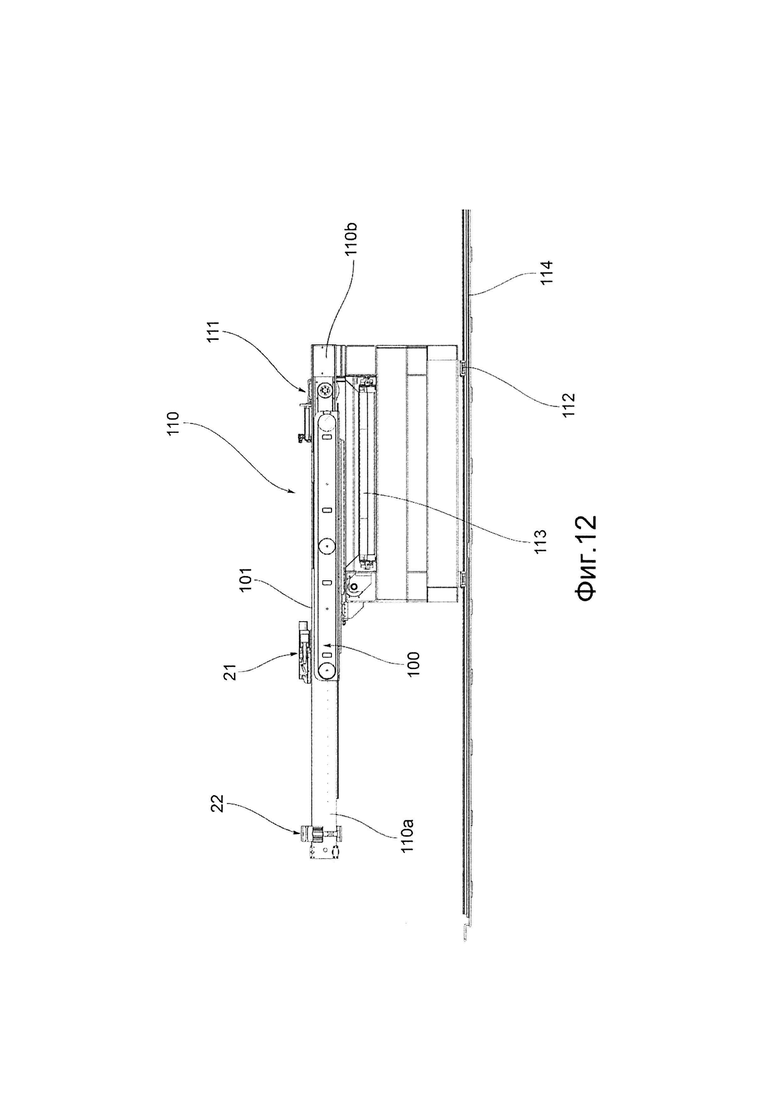
фиг. 12 - вертикальный вид в разрезе устройства из фиг. 11 по вертикальной центральной плоскости разреза, проходящей по линии XI-XI;
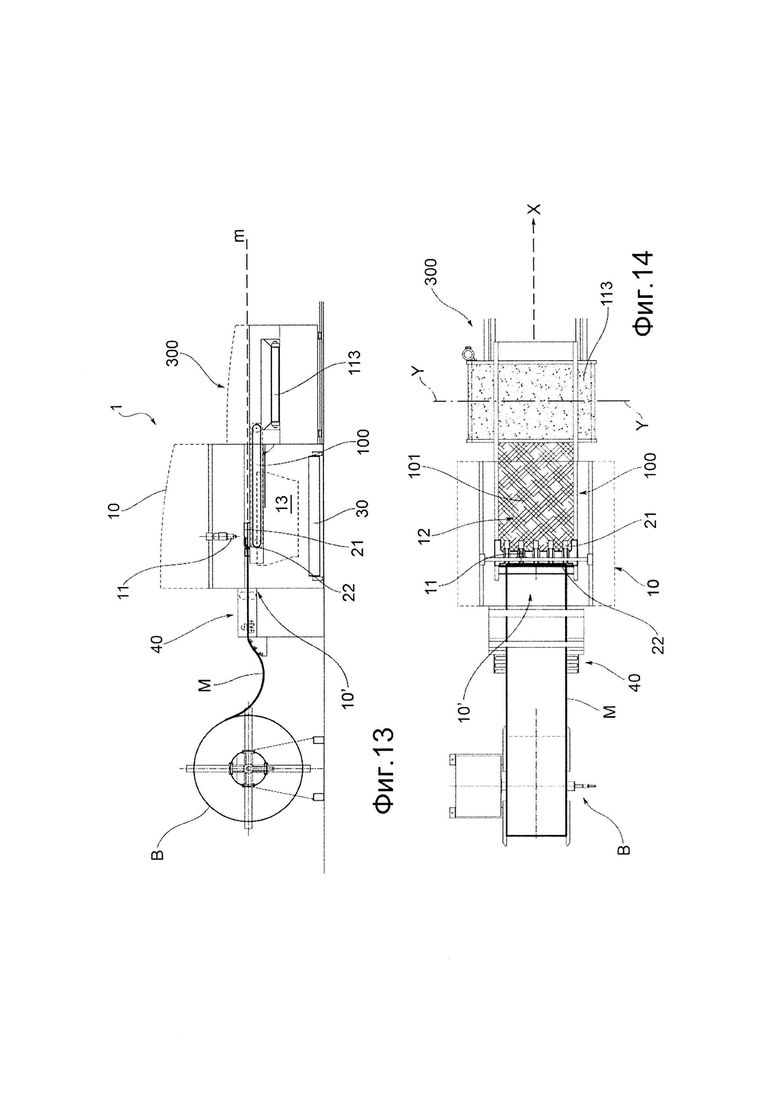
фиг. 13-26 - схематическая последовательность различных рабочих этапов устройства из фиг. 5; каждый этап показан на виде сверху и на виде сбоку.
Осуществление изобретения
Устройство для лазерной или плазменной резки деталей из листового материала, свернутого в рулон согласно изобретению, в целом обозначено на приложенных чертежах позицией 1.
Для ясности, способ резки согласно изобретению будет описан после описания устройства со ссылкой на это устройство.
Здесь и далее в описании и формуле изобретения, приведенной ниже, дается ссылка на устройство 1 в состоянии использования. Именно в этом смысле следует понимать ссылки на нижнее или верхнее положение или горизонтальную или вертикальную ориентацию.
Согласно общему варианту выполнения изобретения устройство 1 содержит позицию 10 резки, оборудованную, по меньшей мере, одной головкой 11 лазерной или плазменной резки, которая может перемещаться в рабочей зоне 12 резки.
Такая рабочая зона 12 резки расположена после входа 10' листового материала на позицию 10 вдоль направления X подачи материала и над камерой 13 для приема частиц Т материала, образующихся в процессе резки листового материала.
Как показано на фиг. 3 и 4, позиция 10 резки предпочтительно оборудована по периметру стенками 15, предназначенными для защиты и ограждения рабочей зоны 12 резки.
В частности, позиция 10 резки может быть обычной позицией резки (например, как описано в итальянском патенте IT1409876) и подробно не описана, поскольку она хорошо известна специалистам в этой области техники.
В частности, позиция 10 резки может содержать две или больше лазерных или плазменных режущих головок 11. Кроме того, средства для манипуляции одной режущей головкой 11 или несколькими режущими головками (если таковые предусмотрены) являются средствами стандартного типа и поэтому подробно не описаны. В случае одной режущей головки, как показано на приложенных чертежах, такие средства манипуляции могут состоять, например, из портального загрузочного устройства, к которому присоединена режущая головка 11.
Преимущественно, позиция 10 резки также может быть позицией резки, оборудованной стержневым транспортером. Для использования в устройстве 1 согласно изобретению такая позиция резки не содержит компонентов, образующих стержневой транспортер, так что никакие элементы не расположены между рабочей зоной 12 резки и находящейся ниже нее камерой 13 для приема частиц материала. Как преимущество, такая позиция резки может быть переоборудована для обычной эксплуатации посредством переборки стержневого транспортера.
Преимущественно, в частности, со ссылкой на фиг. 4 и 13, устройство 1 может содержать перед входом 10' на позицию 10 резки средства 40 для направления и выравнивания на плоскости m резки листового материала М, поступающего с рулона В в продольном направлении X подачи материала. Такие средства 40 также известны специалистам в этой области и подробно не описаны.
Устройство 1 содержит средства 21, 22 для размещения части листового материала М в вышеуказанной рабочей зоне 12 на плоскости m резки, расположенной над вышеуказанной камерой 13 для приема частиц материала.
В процессе работы такие средства 21, 22 позиционирования пригодны для удерживания части листового материала М на плоскости m резки во время операций резки, удерживания этого материала в подвешенном состоянии и его расправления над вышеуказанной камерой 13 для приема частиц материала.
По предпочтительному варианту выполнения настоящего изобретения, показанному на приложенных чертежах, вышеуказанные средства позиционирования содержат:
опорную конструкцию 110;
подвижное захватное устройство 21, которое выполнено с возможностью захватывания поперечного участка листового материала и перемещения относительно указанной опорной конструкции 10 параллельно продольному направлению X подачи материала для перетаскивания, по меньшей мере, части листового материала от входа 10' внутрь рабочей зоны 12 резки на плоскости m резки; и
неподвижное реверсивное блокирующее устройство 22, которое связано с опорной конструкцией 21 и воздействует в поперечном направлении рядом с входом 10' на часть листового материала, расположенную в этом месте.
В процессе работы вышеуказанное реверсивное блокирующее устройство 22 пригодно для блокировки совместно с подвижным захватным устройством 21 с целью расправления в продольном направлении участка листового материала, перетаскиваемого подвижным захватным устройством 21 внутрь рабочей зоны 12 резки.
В частности, подвижное захватное устройство может состоять, по меньшей мере, из одного зажима 21, направляемого с возможностью скольжения опорной конструкцией 110 в продольном направлении X, и указанное неподвижное блокирующее устройство может состоять, по меньшей мере, из одного неподвижного зажима 22.
По варианту выполнения, показанному на фиг.13-26, подвижное захватное устройство состоит из пяти зажимов 21, распределенных в поперечном направлении линии скольжения листового материала и объединенных друг с другом при поступательном перемещении вдоль оси X, в то время как неподвижное реверсивное блокирующее устройство состоит из одного неподвижного зажима 22, который, по существу, продолжается по всему поперечному направлению такой линии.
Кроме того, устройство 1 содержит электронный блок 200 управления, который служит для управления функционированием устройства 1.
По первому основному аспекту изобретения устройство 1 содержит, по меньшей мере, одно подвижное устройство 100 для выборочного сбора обработанных деталей Р.
Такое подвижное устройство 100 определяет непрерывную поверхность 101 для сбора обработанных деталей Р. Другими словами, как станет понятно из последующего описания, такое подвижное устройство 100 выполнено с возможностью удерживания обработанных деталей Р, которые отделяются от листовой высечки S и падают с плоскости m резки вниз независимо от их размеров.
В процессе работы, как можно видеть, в частности, из сравнения фиг. 6 и 8, такое подвижное устройство 100 может перемещаться ниже плоскости m резки и параллельно ей между:
активным положением, в котором сборное устройство 100 расположено внутри рабочей зоны 12 резки, закрывая камеру 13, принимающую частицы материала, между плоскостью m резки и дном камеры 13, принимающей частицы материала; и
пассивным положением, в котором сборное устройство 100 расположено снаружи рабочей зоны 12 резки снаружи камеры 13, принимающей частицы материала.
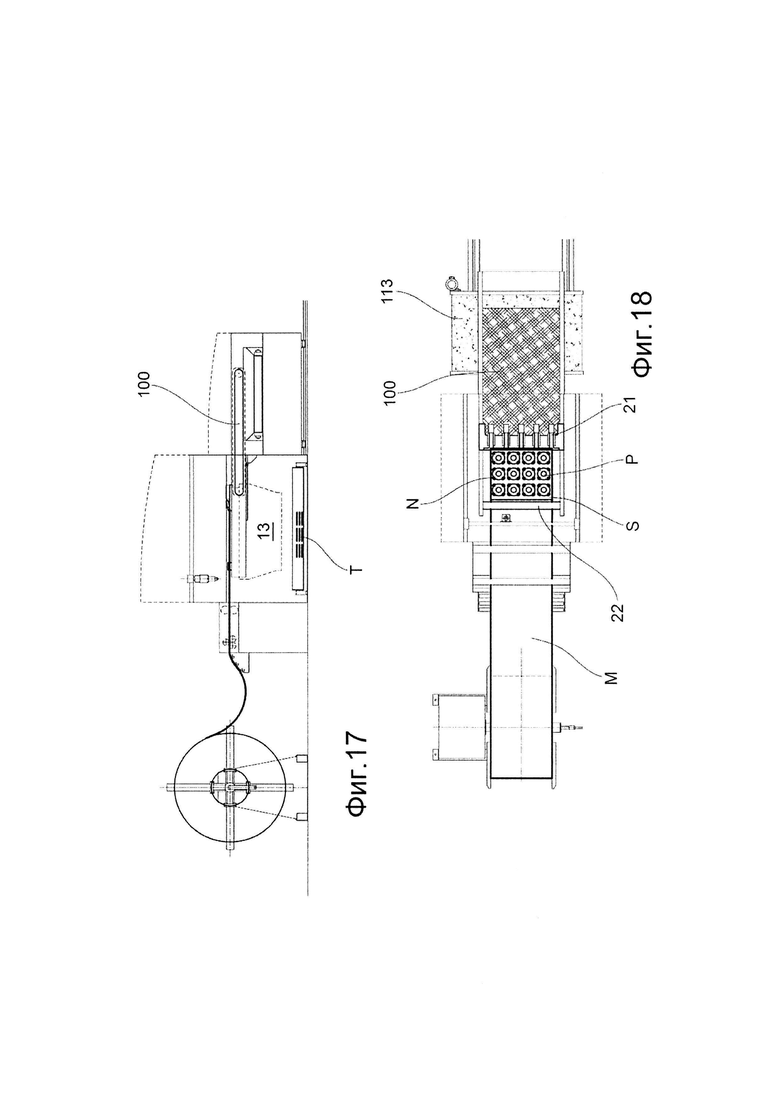
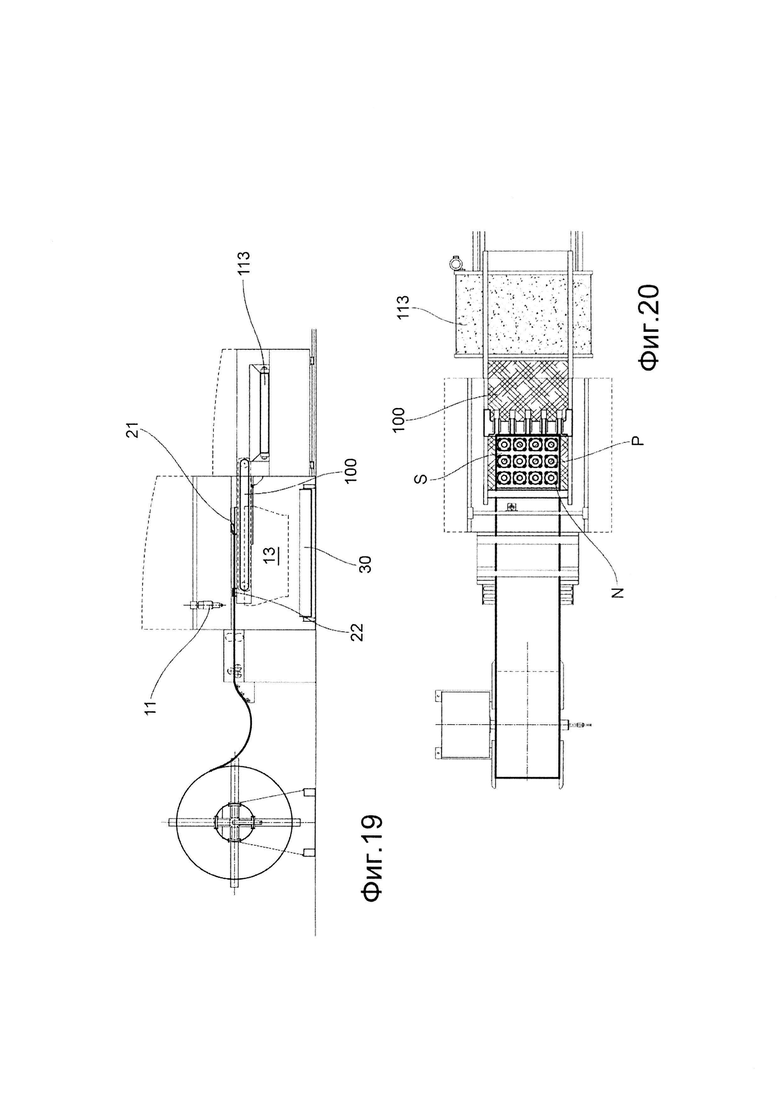
Подвижное сборное устройство 100 показано в активном положении, в частности, на фиг. 5 и 6, фиг. 13 и 14, фиг. 19 и 20 и фиг. 21 и 22.
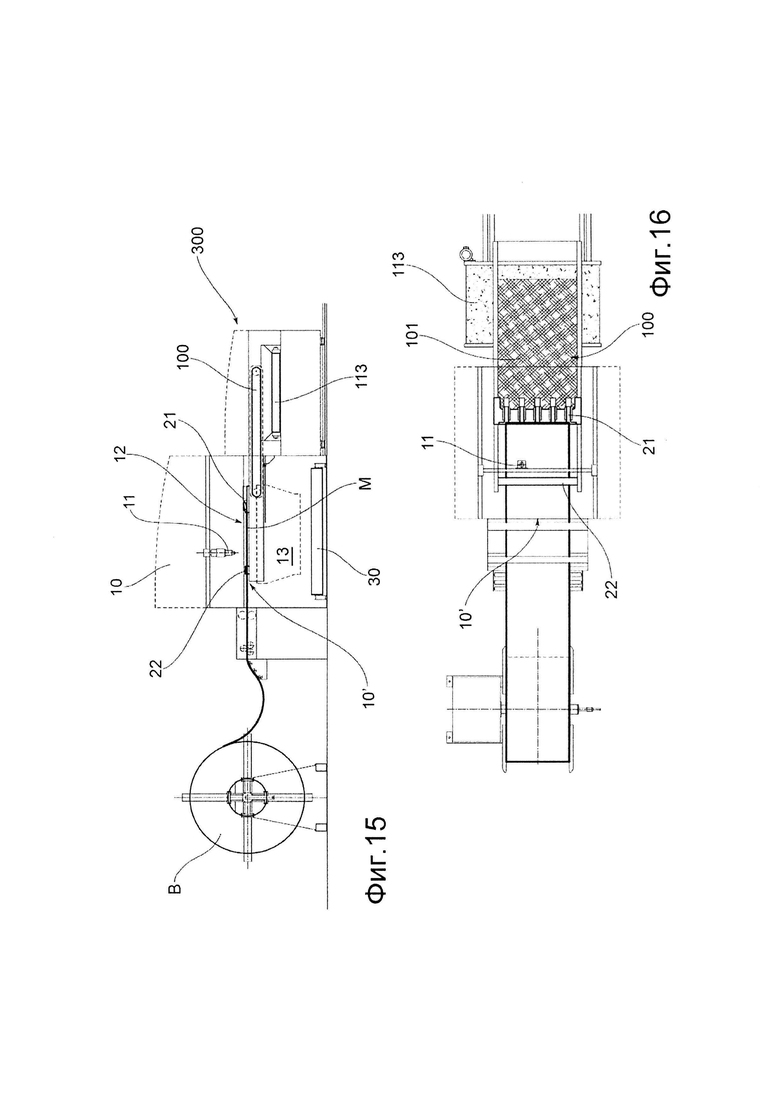
Подвижное сборное устройство 100 показано в пассивном положении, в частности, на фиг. 7 и 8, фиг. 15 и 16, и фиг. 17 и 18.
По другому основному аспекту настоящего изобретения вышеуказанный электронный блок 200 управления запрограммирован для управления перемещением подвижного сборного устройства 100 между активным и пассивным положениями согласованно с выполнением операций резки, так чтобы:
подвижное сборное устройство 100 находилось в пассивном положении, когда режущая головка 11 выполняет операции резки, что ведет к образованию частиц Т материала в процессе обработки, так что эти частицы материала свободно падают под действием силы тяжести в камеру 13, принимающую частицы материала; и
подвижное сборное устройство 100 находилось в активном положении, когда режущая головка 11 выполняет операции резки, ведущие к полному удалению деталей Р из листовой высечки S, так что детали Р собираются подвижным сборным устройством 100 отдельно от частиц Т материала и от листовой высечки S, которая удерживается позиционирующими средствами 21, 22 на плоскости m резки над вышеуказанным подвижным сборным устройством 100.
Таким образом, настоящее изобретение основано на:
программировании электронного блока управления устройства резки таким образом, что операции резки разделены на различные фазы с обязательным выполнением в первую очередь всех операций, образующих частицы Т материала, и после этого операций, ведущих к полному отделению деталей Р от листовой высечки; и
обеспечении наличия устройства резки с подвижным устройством 100 для сбора деталей Р, которое можно вставлять с возможностью убирания под плоскость m резки в рабочей зоне 12 резки;
программировании электронного блока управления таким образом, чтобы перемещение подвижного сборного устройства 100 было согласовано с операциями резки и не препятствовало падению частиц материала, а наоборот способствовало сбору деталей Р; и
удерживании листовой высечки S в подвешенном состоянии на плоскости m резки, по меньшей мере, во время сбора деталей Р.
Благодаря изобретению устройство 1 позволяет отделять обработанные детали Р от частиц Т материала и листовой высечки S непосредственно в рабочей зоне резки.
Предпочтительно, подвижное устройство 100 для выборочного сбора обработанных деталей Р может перемещаться между активным положением и пассивным положением посредством поступательного перемещения в направлении X подачи материала. Преимущество такого предпочтительного выбора описано ниже.
По предпочтительному варианту выполнения изобретения, показанному на приложенных чертежах, вышеуказанное подвижное устройство 100 состоит из первой транспортерной ленты, длина которой продолжается таким образом, что она выступает наружу от позиции 10 резки, когда подвижное устройство 100 находится в активном положении.
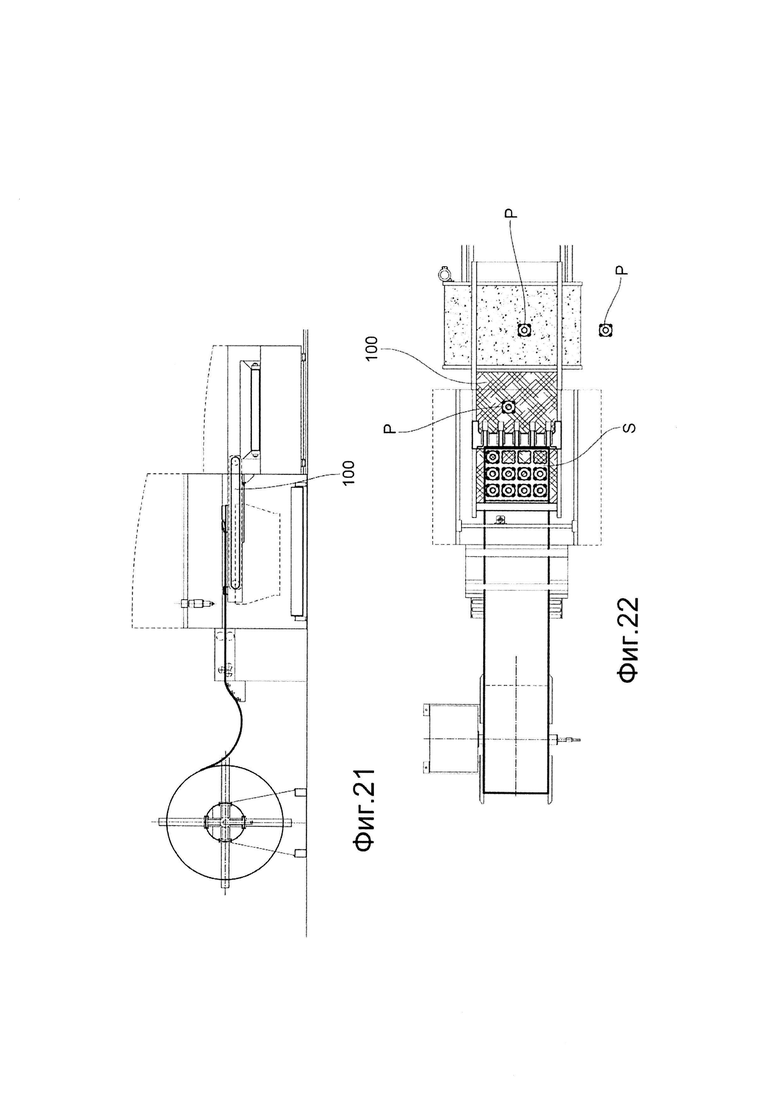
В процессе работы, как показано, в частности, на фиг. 21 и 22, такая первая транспортерная лента пригодна для вращения, чтобы непрерывно извлекать из рабочей зоны 12 резки обработанные детали Р, которые постепенно падают на эту ленту.
Предпочтительно, как показано на приложенных чертежах, вращающаяся лента первой транспортерной ленты состоит из проволочной сетки или перфорированной ленты, пригодной для определения непрерывной поверхности 101 для сбора обработанных деталей Р. В процессе работы сетчатая структура проволочной сетки и перфорация ленты выпускает газы, которые образуются во время лазерной или плазменной резки.
По другому варианту выполнения изобретения, который не показан на приложенных чертежах, вышеуказанное подвижное устройство 100 может состоять из съемного сборного лотка или контейнера. Как и в случае с транспортерной лентой, лоток или контейнер перфорирован для выпуска газов, которые образуются во время лазерной или плазменной резки.
Предпочтительно, лента или лоток выполнены из металлического материала, так чтобы лучше выдерживать воздействие лазерной или плазменной резки.
В этом отношении следует отметить, что устройство 1 по изобретению обеспечивает внедрение ряда оперативных мер, направленных на уменьшение воздействия режущей головки 11 на подвижное устройство 100 (будь то, в зависимости от предпочтения, транспортерная лента или сборный лоток).
В частности, прежде всего, следует отметить, что при выполнении всех операций резки, ведущих к образованию частиц Т материала, подвижное сборное устройство 100 не подвергается воздействию режущей головки, когда оно находится в пассивном положении.
С другой стороны, подвижное сборное устройство 100 может подвергаться воздействию режущей головки 11 во время операций резки, которые ведут к полному отделению деталей Р от листовой высечки S, когда оно находится в активном положении.
Предпочтительно, для уменьшения воздействия режущей головки на устройство 100 можно предусмотреть, чтобы операции, ведущие к полному отделению деталей Р от листовой высечки S, в свою очередь, разделялись на два подэтапа, и позиционирование подвижного устройства 100 надлежащим образом было с этим согласовано.
В частности, могут быть предусмотрены:
первый подэтап, на котором детали Р режут практически полностью по периметру относительно листовой высечки S за исключением нескольких точек, которые оставляют для образования микросоединений N во избежание полного отделения деталей; и
второй подэтап, на котором вышеуказанные микросоединения N также подергаются резке для полного отделения деталей Р от листовой высечки S.
В процессе работы во время выполнения первого подэтапа, который требует очень продолжительного использования режущей головки, подвижное устройство 100 может оставаться в пассивном положении, поскольку не предусматривается полное отделение деталей Р. Во время выполнения этого первого подэтапа детали Р фактически остаются прикрепленными к листовой высечке S. Таким образом, устройство 100 защищено от воздействия режущей головки во время выполнения наиболее интенсивного этапа резки.
Во время выполнения второго подэтапа, который требует меньшего по продолжительности использования режущей головки, подвижное устройство 100 приводят в активное положение, при этом предусмотрено отделение деталей Р. Во время выполнения такого второго подэтапа устройство 100 в любом случае в незначительной степени подвергается воздействию режущей головки, что ограничивается только до резки микросоединений. Таким образом, воздействие на устройство 100 ограничивается только до воздействия режущей головки в течение менее интенсивного этапа резки.
По предпочтительному варианту выполнения изобретения подвижное устройство 100 для выборочного сбора деталей Р, расположено таким образом, чтобы определяемая вследствие этого непрерывная поверхность 101 для сбора находилась рядом с плоскостью m резки для сведения к минимуму расстояния Н между плоскостью m резки и непрерывной поверхностью 101 для сбора. Таким образом, можно свести к минимум риск деформации и/или истирания обработанных деталей, вызванный воздействием на сборное устройство 100.
Предпочтительно, такое расстояние составляет 2-20 см и еще более предпочтительно 4-12 см.
Благодаря изобретению, устройство позволяет комбинировать отделение обработанных деталей от частиц материала и от листовой высечки непосредственно в зоне резки с режимом сбора обработанных деталей, который сводит к минимуму риск деформаций и/или истираний одинаковых обработанных деталей.
Это возможно благодаря тому, что при выполнении операций резки отсутствует необходимость поддержки листового материала снизу в рабочей зоне 12 резки. Таким образом, пространство непосредственно под зоной m резки является свободным и может свободно контактировать с подвижным устройством 100 без ограничений.
Преимущественно, как показано на приложенных чертежах, подвижное устройство 100 для выборочного сбора обработанных деталей Р направляется во время перемещения между активным и пассивным положениями опорной конструкции 110. Устройство 1 содержит средство 111 с электроприводом для перемещения подвижного устройства 100 между двумя положениями, активным и пассивным.
В частности, как показано на приложенных чертежах, средства 111 с электроприводом могут включать в себя цепную систему или систему передачи зубчатой рейки с шестерней, которая входит в зацепление с опорами вращающегося транспортерного ремня.
Как преимущество, опорная конструкция 110, которая поддерживает и направляет подвижное устройство 100, содержит соединительный участок 110а, который продолжается параллельно продольному направлению X подачи материала внутри камеры 13 для приема частиц материала и имеет зону действия, ограничиваемую периферийной частью такой камеры 13 для приема частиц материала. Указанный участок исключает препятствование соединительного участка 110а опорной конструкции 110 падению частиц Т материала в камеру 13 для приема частиц материала. Назначение соединительного участка 110а состоит в поддержке подвижного устройства 100 внутри камеры 13 для приема частиц материала.
По предпочтительному варианту выполнения изобретения вышеуказанную опорную конструкцию 110 с указанным подвижным устройством 100 для избирательного сбора обработанных деталей Р и соответствующим средством 111 с электроприводом можно отсоединять от позиции 10 резки.
Предпочтительно, как показано на приложенных чертежах, эта опорная конструкция 110 оборудована тележкой 112, которая в частности, направляется с возможностью перемещения со скольжением направляющей 114 во время ее перемещения из состояния соединения или разъединения с позицией 110 резки.
Предпочтительно, опорная конструкция вышеуказанных средств 21, 22 позиционирования соответствует опорной конструкции 110, с которой соединено с возможностью перемещения со скольжением подвижное сборное устройство 100 для выборочного сбора обработанных деталей Р и, в частности, соединительной конструкции 110а.
По предпочтительному варианту выполнения изобретения, показанному на приложенных чертежах, вышеуказанные средства 21, 22 позиционирования совместно с подвижным устройством 100 для выборочного сбора обработанных деталей Р и соответствующей опорной конструкцией 110 образуют рабочий блок 300, который можно отсоединять от позиции 10 резки.
Вышеуказанный соединительный участок 110а продолжается консольно от основного участка 110b опорной конструкции 110. В частности, тележка 112 связана с основным участком 110b опорной конструкции 110.
Позиция 10 резки имеет наружное отверстие 14 для вставления соединительного участка 110а в камеру 13 для приема частиц материала. Как упомянуто выше, такой соединительный участок 110а поддерживает средства 21, 22 позиционирования и подвижное устройство 100 для выборочного сбора деталей Р.
В процессе работы благодаря тому, что средства 21, 22 позиционирования, подвижное устройство 100 для выборочного сбора механически обработанных деталей Р и их опорная конструкция 110 образуют рабочий блок 300, отсоединяемый от позиции 10 резки, позиция резки, оборудованная стержневым транспортером, может быть использована в качестве позиции резки. Переналадка такой позиции резки для использования в устройстве 1 по изобретению не представляет затруднений. Фактически, достаточно разобрать стержневой транспортер и присоединить рабочий узел 300 к позиции. Если необходимо вернуться к использованию позиции резки в режиме со стержневым транспортером, достаточно отсоединить рабочий блок 300 от позиции резки и установить стержневой транспортер.
Стержневой транспортер можно легко собрать и разобрать. Фактически, достаточно удалить поперечины, которые образуют вращающуюся ленту и определяют плоскость резки, на которую должен опираться листовой материал. Подвижные средства поперечин могут удерживаться на позиции резки, поскольку они не занимают пространства относительно камеры 13 для приема частиц материала. На приложенных чертежах подвижные компоненты стержневого транспортера (удерживаемые на позиции 10 резки) обозначены символом F.
Преимущественно, как показано на приложенных чертежах, устройство 1 содержит вторую транспортерную ленту 113, которая может принимать обработанные детали Р, собранные первой транспортерной лентой, которая образует вышеуказанное подвижное устройство 100 для выборочного сбора. Такая вторая транспортерная лента 113 расположена снаружи позиции 10 резки на более низкой высоте, чем первая транспортерная лента 100.
Предпочтительно, вышеуказанная вторая транспортерная лента 113 связана с указанным отсоединяемым рабочим блоком 300.
Как вариант, вторую транспортерную ленту можно заменить съемным лотком или резервуаром.
Предпочтительно, устройство 1 содержит сборный резервуар 30 для частиц Т материала, расположенный у дна камеры 13 для приема частиц материала. Такой сборный резервуар 30 можно удалять с позиции 10 резки для опорожнения. Предпочтительно, такой сборный резервуар 30 можно извлекать в направлении Y, поперечном продольному направлению X подачи материала.
В качестве альтернативы сборному резервуару 30 для частиц Т материала, устройство 1 может содержать третью транспортерную ленту, расположенную у дна камеры 13 для приема частиц материала. Такая третья транспортерная лента может приводиться во вращение для непрерывного извлечения частиц Т материала со дна камеры 13 для приема частиц материала, которые постепенно падают на эту ленту.
Предпочтительно, такая третья транспортерная лента ориентирована осью Y перемещения поперек продольного направления X подачи материала.
Для удаления листовой высечки S из рабочей зоны 12 резки предусмотрен ряд способов.
По первому конкретному варианту выполнения изобретения (не показан на приложенных чертежах) устройство 1 может содержать после позиции 10 резки в продольном направлении X подачи материала средство для обратной намотки в рулон листовой высечки S листового материала, выходящей из рабочей зоны 12 резки. Электронный блок 200 управления запрограммирован для управления операциями резки таким образом, что после завершения операций резки, ведущих к полному отделению деталей Р от листовой высечки Р, вышеуказанное средство для обратной намотки временно приводится в действие для обратной намотки листовой высечки S в рулон посредством ее извлечения из рабочей зоны 12 резки. Таким образом, в рабочую зону 12 резки помещают новую часть листового материала, которую расправляют посредством воздействия средств 21, 22 позиционирования, описанных выше.
По второму конкретному варианту выполнения изобретения (не показан на приложенных чертежах) электронный блок 200 управления запрограммирован для управления операциями резки таким образом, что после того, как детали Р были собраны с подвижного устройства 100, вышеуказанное подвижное устройство 100 для выборочного сбора деталей Р возвращается в пассивное положение, и листовая высечка S отделяется посредством поперечной резки от остальной части еще не обработанного материала в рабочей зоне 12 резки и может падать в камеру 13 для приема частиц материала, где она собирается вместе с частицами Т материала. В этом случае, как преимущество, устройство 1 не оборудовано средством для обратной намотки листовой высечки S обработанного листового материала, выходящего из рабочей зоны 12 резки.
Согласно третьему конкретному варианту выполнения изобретения (показан на фиг. 13-26), указанный электронный блок 200 управления запрограммирован для управления операциями резки таким образом, что после очистки подвижного устройства 100 выборочного сбора от обработанных деталей Р, собранных из рабочей зоны 12 резки, такое подвижное устройство 100 удерживается или возвращается в активное положение, и листовая высечка S отделяется посредством поперечной резки от остальной части еще не обработанного материала в рабочей зоне 12 резки и может падать в подвижное устройство 100 для извлечения из рабочей зоны 12 резки. Предпочтительно, в этом случае подвижное устройство 100 сбора состоит из первой транспортерной ленты, так что оно может очищаться автоматически в разное время как от деталей Р, так и от листовой высечки S.
Работа устройства 1 будет описана со ссылкой на фиг. 13-26 для конкретного случая, когда подвижное устройство 100 для выборочного сбора деталей Р состоит из транспортерной ленты, и такое подвижное устройство также используется для удаления листовой высечки S.
Переднюю часть листового материала М, свернутого в рулон, сначала вставляют через вход 10' в пост 10 резки до тех пор, пока она не достигнет рабочей зоны 12 резки. В таком положении передняя часть материала входит в контакт со средствами 21, 22 позиционирования (см. фиг. 13-14).
Подвижное захватное устройство 21 перемещается со скольжением вдоль оси X и перетаскивает часть листового материала в рабочую зону 12. По завершении перемещения со скольжением неподвижное реверсивное блокирующее устройство 22 блокирует листовой материал, позволяя подвижному захватному устройству 21 растягивать его (см. фиг. 15-16).
Подвижное устройство выборочного сбора перемещается в пассивное положение. Выполняются операций резки, во время которых образуется частицы материала. Частицы материала падают внутрь камеры 13 для приема частиц материала, на дне которой они собираются внутри сборного резервуара (см. фиг. 17-18). На этом этапе также могут выполняться операции резки деталей с получением микросоединений между деталями Р и листовой высечкой S.
Подвижное устройство выборочного сбора перемещается в активное положение (см. фиг. 19-20).
Выполняются операции резки, которые ведут к полному отделению деталей Р от листовой высечки S. Детали Р падают на подвижное устройство 100 выборочного сбора, состоящее из транспортерной ленты, и постепенно передаются с нее наружу позиции 10 резки (см, фиг. 21-22).
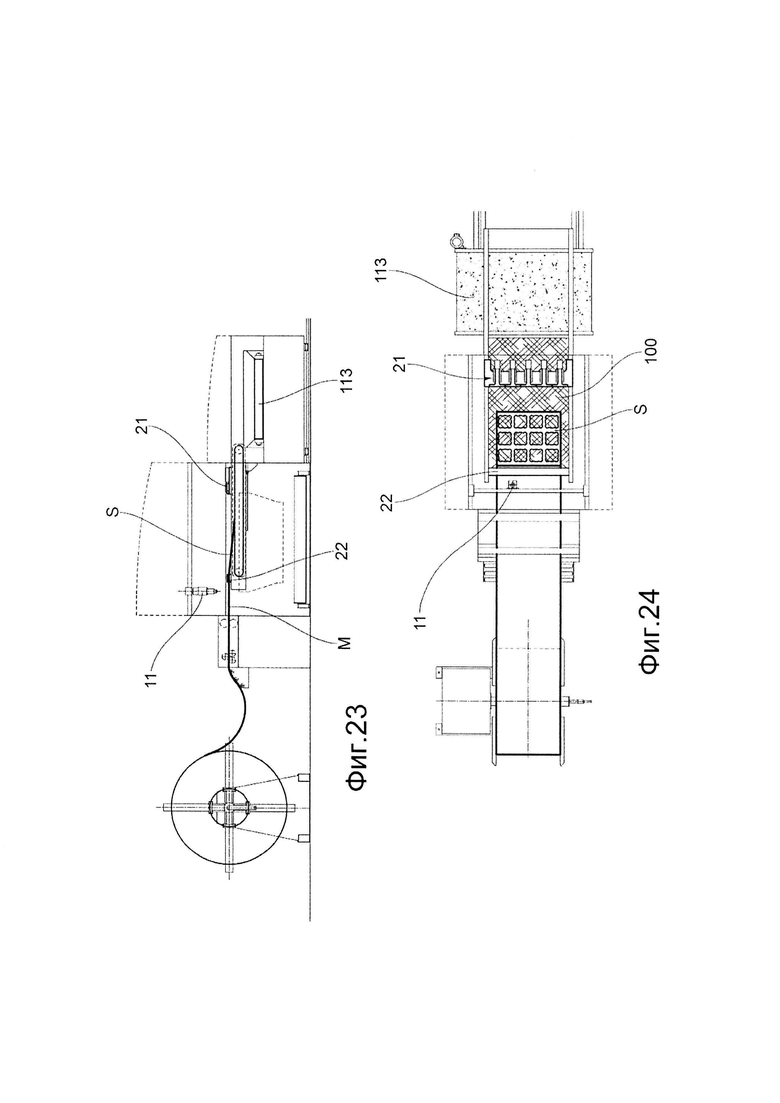
Подвижное устройство 100 для сбора очищается от деталей Р и удерживается в активном положении. Листовая высечка S отделяется от остальной части листового материала посредством поперечной резки; после отсоединения от средств 21, 22 позиционирования листовая высечка может оставаться на подвижном устройстве 100 (см. фиг. 23-24).
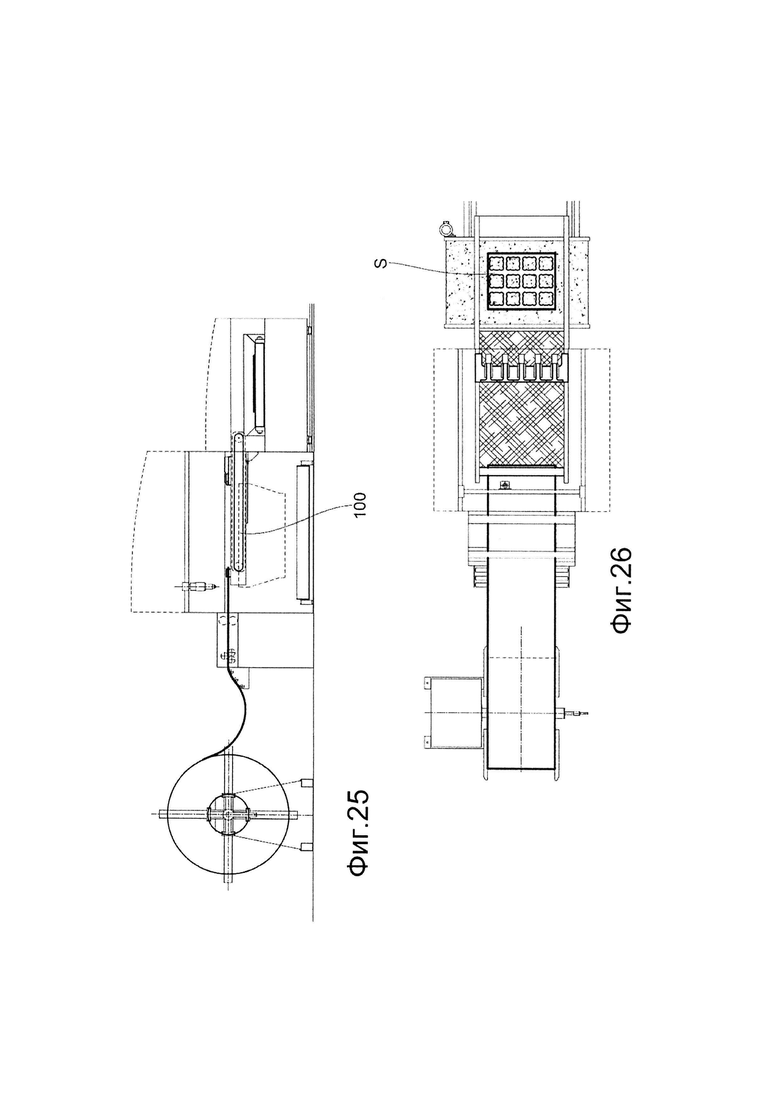
Далее листовую высечку S удаляют из зоны 12 резки, используя подвижное устройство 100 и собирают ее отдельно от деталей Р (см. фиг. 25-26). После этого указанный цикл можно начинать сначала.
Далее приведено описание способа лазерной или плазменной резки деталей из листового материала, свернутого в рулон.
Способ по изобретению содержит следующие рабочие этапы:
a) обеспечение наличия устройства 1 для резки согласно изобретению, в частности, как описано выше;
b) позиционирование в рабочей зоне 12 резки части листового материала М на плоскости m резки через вход 10' позиции 10 резки;
c) удерживание части листового материала М в заблокированном подвешенном состоянии на указанной плоскости m резки во время операций резки и ее расправление в продольном направлении вдоль камеры 13 для приема частиц материала;
d) перемещение указанного подвижного устройства 100 для выборочного сбора обработанных деталей Р в пассивное положение;
e) выполнение на части листового материала первой фазы операций резки с образованием частиц Т материала, причем такие частицы Т материала могут падать под действием силы тяжести в камеру 13 для приема частиц материала;
f) перемещение подвижного устройства 100 для выборочного сбора обработанных деталей Р в активное положение;
g) выполнение на части листового материала второй фазы операций резки, ведущей к полному отделению деталей Р от листовой высечки S;
h) сбор деталей Р, которые отделяются от листового материала, на расположенное под ним подвижное устройство 100, препятствуя их падению в камеру 13 для приема частиц материала вместе с частицами материала; и
i) удаление из рабочей зоны 12 резки листовой высечки части листового материала отдельно от обработанных деталей Р.
Детали Р можно извлекать непрерывно из подвижного устройства 100 для сбора в случае, когда оно образовано из транспортерной ленты, или с перерывами, если он образовано сборным лотком.
Как упомянуто выше при описании устройства 1 согласно изобретению, предусмотрен ряд режимов выполнения этапа i) удаления листовой высечки S.
По первому режиму этап i) удаления листовой высечки из рабочей зоны 12 резки выполняют посредством перемещения со скольжением листовой высечки S по плоскости m резки с помощью ее обратной намотки в рулон обработанного листового материала, расположенного после позиции 10 резки.
По второму режиму, являющемуся альтернативой первому режиму, этап i) удаления листовой высечки из рабочей зоны 12 резки выполняют посредством обеспечения падения листовой высечки части обработанного листового материала в камеру 13 для приема частиц материала, непосредственно отделяя листовую высечку S в рабочей зоне 12 резки с помощью поперечной резки от остальной части еще не обработанного материала.
По третьему режиму, являющемуся альтернативой первому и второму режимам, перед этапом i) удаления листовой высечки S выполняют этап 1) захватывания обработанных деталей Р из подвижного устройства 100 для сбора (предпочтительно, непрерывно в случае, когда устройство 100 образовано транспортерной лентой). Этап i) удаления листовой высечки из рабочей зоны 12 резки выполняют с помощью подвижного устройства 100 для сбора (очищенного от деталей Р), отделяя листовую высечку непосредственно в зоне 12 резки с помощью поперечной резки от остальной части еще не обработанного листового материала и позволяя ей оставаться на подвижном устройстве 100 для сбора.
Преимущества, предлагаемые изобретением, уже описанные выше при описании устройства 1, также относятся к способу резки и повторно не приводятся для краткости изложения.
Изобретение позволяет получить ряд преимуществ, частично уже описанных выше.
Устройство и способ для лазерной или плазменной резки деталей из листового материала, свернутого в рулон, по изобретению позволяет отделять обработанные детали как от частиц материала, так и от листовой высечки, непосредственно в зоне резки.
В предпочтительном случае, когда подвижное устройство для выборочного сбора деталей размещено непосредственно под зоной m резки, устройство и способ для лазерной или плазменной резки деталей из листового материала, свернутого в рулон, согласно изобретению, также позволяют комбинировать отделение обработанных деталей от частиц материала и от листовой высечки непосредственно в зоне резки с помощью режима для сбора обработанных деталей, что сводит к минимуму риск деформаций и/или истираний одинаковых обработанных деталей.
Устройство по изобретению имеет несложное управление, требуя только согласования операций резки и перемещений подвижного устройства для сбора.
И, наконец, устройство по изобретению можно изготавливать с помощью несложного и экономичного процесса, поскольку оно не требует использования особо сложных систем.
Таким образом, описанное изобретение позволяет решить вышеизложенные задачи.
Разумеется, при практическом внедрении можно предусмотреть другие варианты выполнения и компоновки, помимо описанных выше, без отклонения от настоящего объема защиты.
Кроме того, все конструктивные элементы можно заменить технически эквивалентными элементами с использованием необходимых размеров, форм и материалов.
Настоящее изобретение относится к лазерной или плазменной резке деталей из листового материала, свернутого в рулон. Предложенное устройство содержит позицию резки, оборудованную, по меньшей мере, одной лазерной или плазменной головкой, которая перемещается внутри рабочей зоны резки, расположенной над камерой приема частиц материала, образующихся в процессе резки, средства для позиционирования части листового материала в рабочей зоне на плоскости резки, и электронный блок управления. Также устройство содержит, по меньшей мере, одно подвижное устройство для выборочного сбора обработанных деталей, которое может перемещаться под плоскостью резки и параллельно ей между активным положением, в котором устройство сбора расположено внутри рабочей зоны резки, закрывая камеру между плоскостью резки и дном камеры, и пассивным положением, в котором средство сбора расположено снаружи рабочей зоны резки снаружи камеры. При этом блок электронного управления запрограммирован для управления перемещением указанного подвижного устройства сбора между двумя положениями согласованно с выполнением операций резки. Предложенный способ включает использование заявленного устройства для резки деталей. Обеспечивается отделение обработанных деталей как от частиц материала, так и от листового материала в зоне резки, снижение риска деформации деталей и компактность устройства. 2 н. и 23 з.п. ф-лы, 26 ил.
1. Устройство для лазерной или плазменной резки деталей из листового материала, свернутого в рулон, содержащее:
- позицию резки, оборудованную, по меньшей мере, одной лазерной или плазменной головкой, которая может перемещаться внутри рабочей зоны резки, расположенной после входа для листового материала на указанную позицию в продольном направлении подачи указанного материала и выполненной над камерой приема частиц материала, образующихся в процессе резки листового материала;
- средства для позиционирования части указанного листового материала в указанной рабочей зоне на плоскости резки, расположенной сверху указанной камеры для приема частиц материала, причем указанные средства позиционирования пригодны для удерживания указанной части листового материала в заблокированном подвешенном состоянии на указанной плоскости резки во время операций резки и ее расправления в продольном направлении вдоль камеры для приема частиц материала; и
- электронный блок управления, предназначенный для управления работой указанного устройства;
при этом указанное устройство содержит, по меньшей мере, одно подвижное устройство для выборочного сбора обработанных деталей, и указанное подвижное устройство определяет непрерывную поверхность сбора и может перемещаться под плоскостью резки и параллельно ей между активным положением, в котором указанное устройство сбора расположено внутри указанной рабочей зоны резки, закрывая камеру приема частиц материала между плоскостью резки и дном указанной камеры, и пассивным положением, в котором указанное средство сбора расположено снаружи указанной рабочей зоны резки снаружи камеры приема частиц материала,
причем указанный блок электронного управления запрограммирован для управления перемещением указанного подвижного устройства сбора между указанным активным положением и указанным пассивным положением согласованно с выполнением операций резки таким образом, что указанное подвижное устройство для сбора находится в пассивном положении, когда режущая головка выполняет операции резки, которые ведут к образованию частиц материала, так чтобы указанные частицы материала могли свободно падать под действием силы тяжести внутрь камеры для приема частиц материала, и оно находится в активном положении, когда режущая головка выполняет операции резки, которые ведут к полному отделению деталей от листовой высечки, так что детали собираются подвижным устройством отдельно от частиц материала и от листовой высечки, которая удерживается средствами позиционирования на плоскости резки над указанным подвижным устройством.
2. Устройство по п. 1, в котором указанное подвижное устройство для выборочного сбора обработанных деталей может перемещаться между указанным активным положением и указанным пассивным положением с перемещением в указанном направлении подачи материала.
3. Устройство по п. 1, в котором указанное подвижное устройство состоит из первой транспортерной ленты, имеющей такое продолжение по длине, что она выступает наружу от указанной позиции резки, когда подвижное устройство находится в указанном активном положении, в котором указанная первая транспортерная лента может приводиться во вращение для непрерывного извлечения из рабочей зоны резки обработанных деталей, которые постепенно падают на указанную ленту.
4. Устройство по п. 3, в котором вращающаяся лента указанной первой транспортерной ленты состоит из металлической проволочной сетки или перфорированной ленты для образования непрерывной поверхности для сбора обработанных деталей.
5. Устройство по п. 1, в котором указанное подвижное устройство состоит из лотка или съемного сборного резервуара.
6. Устройство по п. 1, в котором указанное подвижное устройство расположено так, что образованная им непрерывная поверхность сбора расположена рядом с плоскостью резки для сведения к минимуму расстояния между плоскостью резки и непрерывной поверхностью сбора, предпочтительно указанное расстояние составляет 2-20 см и еще более предпочтительно 4-12 см.
7. Устройство по п. 1, в котором подвижное устройство выборочного сбора обработанных деталей направляется опорной конструкцией во время перемещения между указанным активным положением и указанным пассивным положением, причем указанное устройство содержит средство с электроприводом для перемещения указанного подвижного устройства между указанными активным и пассивным положениями.
8. Устройство по п. 7, в котором указанную опорную конструкцию с соответствующим подвижным устройством для выборочного сбора обработанных деталей и соответствующим средством с электроприводом можно отсоединять от позиции резки, и предпочтительно указанная опорная конструкция снабжена тележкой.
9. Устройство по п. 7, в котором указанная опорная конструкция содержит соединительный участок, который продолжается параллельно указанному продольному направлению подачи материала внутри указанной камеры для приема частиц материала и имеет поперечный размер, ограничиваемый до периферийной части указанной камеры для приема частиц материала.
10. Устройство по п. 1, в котором указанные средства позиционирования содержат:
- опорную конструкцию,
- подвижное захватное устройство, которое выполнено с возможностью захватывания поперечного участка листового материала и может перемещаться относительно указанной опорной конструкции параллельно указанному продольному направлению подачи указанного материала для перетаскивания, по меньшей мере, части листового материала от входа внутрь рабочей зоны резки на плоскости резки; и
- неподвижное реверсивное блокирующее устройство, которое связано с указанной опорной конструкцией и воздействует в поперечном направлении рядом с входом на часть листового материала, расположенную в этом месте, причем указанное реверсивное блокирующее устройство пригодно для блокировки совместно с указанным подвижным захватным устройством с целью расправления в продольном направлении участка листового материала, перетаскиваемого подвижным захватным устройством внутрь рабочей зоны резки.
11. Устройство по п. 10, в котором указанное подвижное захватное устройство состоит, по меньшей мере, из зажима, направляемого с возможностью скольжения опорной конструкцией в продольном направлении, и указанное неподвижное блокирующее устройство состоит, по меньшей мере, из одного неподвижного зажима.
12. Устройство по п. 9 или 10, в котором опорная конструкция указанных средств позиционирования соответствует опорной конструкции, с которой соединено с возможностью перемещения со скольжением указанное подвижное устройство для выборочного сбора обработанных деталей.
13. Устройство по п. 8 или 12, в котором указанные средства позиционирования образуют с устройством для выборочного сбора обработанных деталей и с соответствующей опорной конструкцией рабочий блок, отсоединяемый от указанной позиции резки, и в которой указанный соединительный участок продолжается консольно от основного участка опорной конструкции, причем указанная позиция резки имеет наружное отверстие для вставления указанного соединительного участка внутрь указанной камеры для приема частиц материала.
14. Устройство по п. 3 или 6, содержащее вторую транспортерную ленту, которая может принимать обработанные детали, собранные первой транспортерной лентой, которая образует указанное подвижное устройство для выборочного сбора, причем указанная вторая транспортерная лента расположена снаружи указанной позиции резки на более низкой высоте, чем указанная первая транспортерная лента.
15. Устройство по 14, в котором указанная вторая транспортерная лента связана с указанным отсоединяемым блоком.
16. Устройство по п. 1, содержащее сборный резервуар для частиц материала, расположенный у дна камеры для приема частиц материала, причем указанный сборный резервуар можно удалять с позиции, и предпочтительно указанный сборный резервуар можно извлекать в направлении, поперечном продольному направлению подачи материала.
17. Устройство по п. 1, содержащее третью транспортерную ленту, расположенную у дна камеры для приема частиц материала, которая может приводиться во вращение для непрерывного извлечения частиц материала со дна камеры для приема частиц материала, которые постепенно падают на эту ленту, и предпочтительно указанная третья транспортерная лента ориентирована осью перемещения поперек продольного направления подачи материала.
18. Устройство по п. 1, содержащее перед входом на позицию резки средства для направления и выравнивания на плоскости резки листового материала, поступающего с рулона в продольном направлении подачи материала.
19. Устройство по п. 1, содержащее после позиции резки в продольном направлении подачи материала средство для обратной намотки в рулон листовой высечки обработанного листового материала, выходящей из рабочей зоны резки, причем электронный блок управления запрограммирован для управления операциями резки таким образом, что после завершения операций резки, ведущих к полному отделению деталей от листовой высечки, указанное средство для обратной намотки временно приводится в действие для обратной намотки листовой высечки в рулон посредством ее извлечения из рабочей зоны резки.
20. Устройство по п. 1, в котором указанный электронный блок управления запрограммирован для управления операциями резки таким образом, что после того, как детали были собраны с подвижного устройства, указанное подвижное устройство возвращается в пассивное положение, и листовая высечка отделяется посредством поперечной резки от остальной части еще не обработанного материала в рабочей зоне резки и может падать в камеру для приема частиц материала.
21. Устройство по п. 1, в котором указанный электронный блок управления запрограммирован для управления операциями резки таким образом, что после очистки подвижного устройства от обработанных деталей, собранных из рабочей зоны резки, указанное подвижное устройство удерживается или возвращается в активное положение, и листовая высечка отделяется посредством поперечной резки от остальной части еще не обработанного материала в рабочей зоне резки и может падать в подвижное устройство для извлечения из рабочей зоны резки, и предпочтительно указанное подвижное устройство состоит из первой транспортерной ленты.
22. Способ лазерной или плазменной резки деталей из листового материала, свернутого в рулон, содержащий следующие рабочие этапы:
a) обеспечение наличия устройства для резки по п. 1;
b) позиционирование в указанной рабочей зоне резки части листового материала на плоскости резки через вход позиции резки;
c) удерживание указанной части листового материала в заблокированном подвешенном состоянии на указанной плоскости резки во время операций резки и ее расправление в продольном направлении вдоль указанной камеры для приема частиц материала;
d) перемещение указанного подвижного устройства для выборочного сбора обработанных деталей в пассивное положение;
e) выполнение на указанной части листового материала первой фазы операций резки с образованием частиц материала, причем такие частицы материала могут падать под действием силы тяжести в камеру для приема частиц материала;
f) перемещение указанного подвижного устройства для выборочного сбора обработанных деталей в активное положение;
g) выполнение на указанной части листового материала второй фазы операций резки, ведущей к полному отделению деталей от листовой высечки;
h) сбор деталей, которые отделяются от листового материала, на расположенное под ним подвижное устройство, препятствуя их падению в камеру для приема частиц материала вместе с частицами материала; и
i) удаление из рабочей зоны резки листовой высечки указанной части листового материала отдельно от обработанных деталей.
23. Способ по п. 22, в котором указанный этап i) удаления листовой высечки из рабочей зоны резки выполняют посредством перемещения со скольжением листовой высечки по плоскости резки с помощью ее обратной намотки в рулон обработанного листового материала, расположенного после позиции резки.
24. Способ по п. 22, в котором указанный этап i) удаления листовой высечки из рабочей зоны резки выполняют посредством обеспечения падения листовой высечки части обработанного листового материала в камеру для приема частиц материала, непосредственно отделяя листовую высечку в рабочей зоне резки с помощью поперечной резки от остальной части еще не обработанного материала.
25. Способ по п. 22, в котором перед указанным этапом i) удаления листовой высечки выполняют этап 1) захватывания механически обработанных деталей из указанного подвижного устройства для сбора, и в котором указанный этап i) удаления листовой высечки из рабочей зоны резки выполняют с помощью подвижного устройства для сбора, отделяя листовую высечку непосредственно в зоне резки с помощью поперечной резки от остальной части еще не обработанного листового материала и позволяя ей падать на подвижное устройство для сбора.
| БИСПЕЦИФИЧЕСКИЕ ЧЕТЫРЕХВАЛЕНТНЫЕ АНТИГЕНСВЯЗЫВАЮЩИЕ БЕЛКИ | 2010 |
|
RU2604189C2 |
| US 20160311069 A1, 27.10.2016 | |||
| US 20100132526 A1, 03.06.2010 | |||
| Колонковое долото | 1949 |
|
SU86129A1 |
| ЛАЗЕРНАЯ МАШИНА ДЛЯ РЕЗКИ ПЛОСКИХ ЗАГОТОВОК | 1992 |
|
RU2032514C1 |

