Область техники
Настоящее изобретение относится к способу и инструменту для получения детали путем инжекции смолы в заготовку из тканых волокон.
Уровень техники
Деталь, в частности, турбомашины, такую как лопатка вентилятора, можно изготовить путем инжекции смолы в заготовку из тканых волокон. Этот способ формования, называемый RTM (акроним от английского выражения Resin Transfer Molding), является хорошо известным в уровне техники способом изготовления, состоящим в помещении волокнистой заготовки, содержащей по меньшей мере одну наружную стенку из сухой ткани, в непроницаемую полость инструмента и заполнении этой полости пропиточной смолой, обычно эпоксидной смолой.
Наружную стенку заготовки или заготовку как целое обычно получают путем переплетения композитных волокон, таких как углеродные волокна.
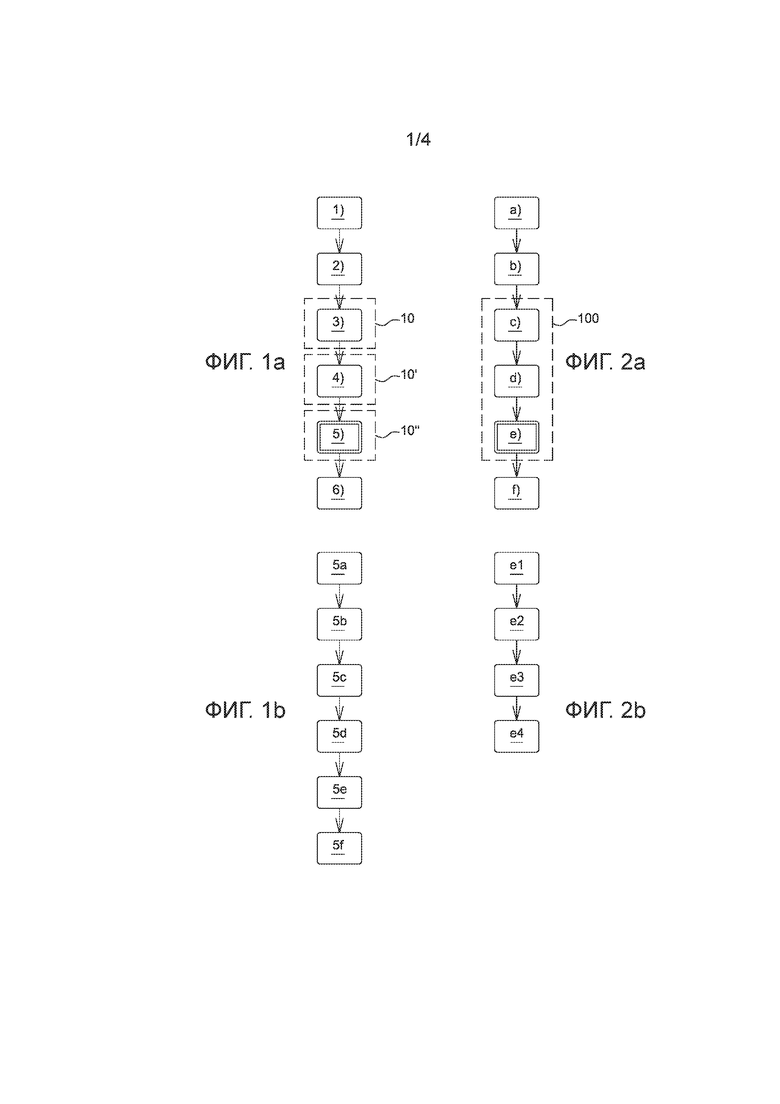
На фигуре 1a показаны различные этапы способа изготовления детали указанного выше типа в соответствии с современной технологией. Способ состоит по существу из шести следующих этапов:
1) получение заготовки путем трехмерного (3D) переплетения, причем волокнистая заготовка, выходящая из ткацкого станка, является плоской и объемной,
2) резка заготовки на желаемые размеры, в частности, путем отрезания уточных нитей,
3) придание формы заготовке путем позиционирования заготовки на формообразующей опоре, эта опора образует первый инструмент 10,
4) формование заготовки путем увлажнении заготовки и формования в пресс-форме второго инструмента 10', и
5) литье под давлением в пресс-форме третьего инструмента 10".
В современной технологии этапы 3-5 собственно процесса RTM реализуются посредством трех разных инструментов, что делает изготовление детали способом RTM сложным и трудоемким. Такая конфигурация описана или упоминается в документах US-2015/343717-A1 и FR-3002477-A1.
Этап 5 литья выполняется следующим образом (см. фиг.1b). Формовочный инструмент содержит форму, задающую первую внутреннюю полость, и контрформу, задающую вторую внутреннюю полость, причем форма и контрформа предназначены для установки одна внутри другой, так что их внутренние полости ограничивают вышеупомянутую полость для вмещения заготовки и инжекции смолы. Заготовку помещают во внутреннюю полость формы (этап 5а). Инструмент закрывают с помощью пресса для уплотнения заготовки в полости (этап 5b). К инструменту и поршню для нагнетания смолы присоединяют трубопроводы (этап 5c). В полости создается вакуум (этап 5d) и смолу вводят в поршень, а затем нагнетают с помощью поршня в полость инструмента (этап 5e). Пресс нагревают, и он позволяет поддерживать заготовку под давлением во время полимеризации смолы (этап 5f). После охлаждения инструмент открывают, деталь извлекают из формы, и инструмент и оборудование можно подвергнуть чистке (этап 6).
Однако современный метод имеет ряд недостатков.
Инжекция смолы в полость осуществляется с использованием внешнего оборудования (поршень или емкость под давлением, подогреватель смолы, трубы и т.д.). Все они являются сложными средствами, поскольку инжекцию требуется производить, точно соблюдая давление, температуру, расход и т.д. Кроме того, существует также повышенный риск поломок или аномалий. Наихудший сценарий опасен: если смола нагревается слишком долго или слишком сильно, экзотермический эффект может привести к взрыву поршня. Для каждой инжекции необходимо очищать оборудование, что является длительной операцией, во время которой рабочие подвергаются воздействию паров смолы и ацетона. Трубы подсоединяются и отсоединяются, а затем выбрасываются для каждой детали, которая должна быть изготовлена. Время монтажа всего оборудования очень велико. Чтобы избежать защемления при закрывании инструмента, создают предпочтительные пути при заполнении полости, что усложняет стратегию инжекции. Потеря материала приводит к значительным дополнительным расходам, и часть смолы не распределяется в детали, а остается в оборудовании (в поршне, в подогревателе, в трубах и т. д.). Внешний поршень, позволяющий создать давления инжекции, сталкивается с большими трудностями в управлении давлением внутри полости, в частности, в момент, когда смола начинает затвердевать. В случае если смола полимеризуется быстрее в трубе, соединяющей поршень с полостью, она может образовать пробку внутри трубы и привести к недостаточному нагнетанию смолы.
Настоящее изобретение предлагает решение по меньшей мере части указанных выше проблем, причем это решение является простым, эффективным и экономичным.
Сущность изобретения
Изобретение предлагает способ изготовления детали путем инжекции смолы в заготовку из тканых волокон, включающий следующие этапы:
c) придание формы заготовке,
d) формование заготовки и
e) инжекция смолы в заготовку и литье,
причем этап e) реализуется с помощью инструмента, содержащего форму, контрформу и средство для инжекции смолы,
и отличающийся тем, что этап e) содержит следующие подэтапы:
e1) частичное открывание инструмента путем отведения формы от контрформы или наоборот,
е2) инжекция смолы в инструмент,
e3) закрывание инструмента, приближая форму к контрформе или наоборот, и
е4) повышение давления и нагрев пропитанной заготовки между формой и контрформой.
Частичное открытие инструмента позволяет облегчить инжекцию и распределение смолы между формой и контрформой. Таким образом, в инструмент можно ввести достаточное количество смолы без избытка для пропитки заготовки и заполнения полости, образованной между формой и контрформой, в соответствии с окончательной геометрией детали.
Предпочтительно, указанные этапы с), d) и е) выполняются с помощью указанного инструмента, который, таким образом, является единственным инструментом, используемым в процессе. Указанная форма задает внутреннюю форму полости, рассчитанную для выполнения этапа с), и, кроме того, инструмент содержит средства для отсасывания воздуха и инжекции смолы.
Изобретение является особенно выгодным, потому что оно упрощает процесс изготовления детали способом RTM, ограничивая необходимое для этого количество инструментов до одного. Действительно, для реализации трех вышеупомянутых этапов используется единственный инструмент, что дает значительную экономию времени и снижает риск повреждения детали при ее перемещениях от одного инструмента к другому.
Способ согласно изобретению может иметь одну или несколько следующих характеристик или следующих этапов, взятых по отдельности или в сочетании друг с другом:
- перед этапом c) способ включает следующие этапы:
a) получение заготовки путем переплетения волокон и
b) доводка заготовки по размеру;
- этап c) включает подэтапы увлажнения заготовки и позиционирования заготовки во внутренней полости формы;
- этап d) включает подэтапы закрывания инструмента и нагрев и вакуумирование заготовки между формой и контрформой;
- подэтап по меньшей мере частичного раскрытия инструмента реализуется путем удаления на заданное расстояние контрформы от формы, причем форма и контрформа остаются по существу вдвинутыми одна в другую;
- смола нагнетается через один канал инструмента, а вакуум создается путем отсасывания воздуха через другой канал инструмента;
- указанные этапы осуществляются с помощью единственного инструмента.
Настоящее изобретение относится также к инструменту для осуществления способа по одному из предыдущих пунктов, отличающемуся тем, что он содержит
- две нагревательные плиты, соответственно верхнюю и нижнюю, причем нижняя нагревательная плита жестко соединена с формой, содержащей внутреннюю полость для придания формы заготовке, а верхняя нагревательная плита жестко соединена с контрформой, имеющей другую внутреннюю полость,
- механизированное средство смещения плит, предпочтительно в по существу вертикальном направлении, от удаленного положения до положения, в котором форма и контрформа вставлены одна в другую, и причем механизированное средство способно прикладывать сжимающую силу к плитам для повышения давления на заготовку между внутренними полостями.
Предпочтительно, обе плиты являются частью пресса, причем нижняя которого образует основание, а верхняя плита может скользить в по существу вертикальном направлении по направляющим стойкам.
Инструмент может содержать средство для лазерного проецирования контуров заготовки на внутреннюю полость формы.
Описание фигур
Изобретение станет более понятным, и другие детали, характеристики и преимущества изобретения выявятся при ознакомлении со следующим описанием, приведенным в качестве неограничивающего примера, с обращением к прилагаемым чертежам, на которых:
- фигура 1а показывает блок-схему, иллюстрирующую этапы соответствующего уровню техники способа изготовления детали из композитного материала,
- фигура 1b показывает блок-схему, иллюстрирующую этапы соответствующего уровню техники способа отливки детали путем инжекции смолы в заготовку из тканых волокон,
- фигура 2a показывает блок-схему, иллюстрирующую этапы соответствующего изобретению способа изготовления детали из композитного материала,
- фигура 2b показывает блок-схему, иллюстрирующую этапы соответствующего изобретению способа отливки детали путем инжекции смолы в заготовку из тканых волокон,
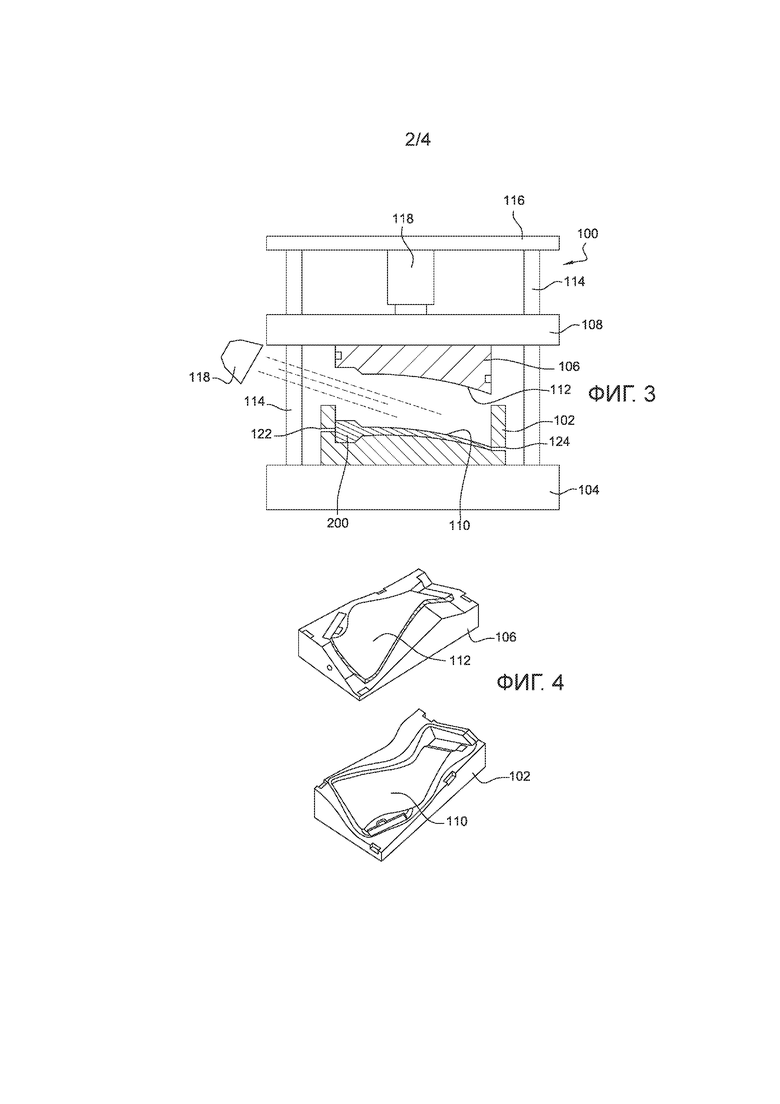
- фигура 3 схематически показывает инструмент для осуществления способа согласно фигурам 2a и 2b,
- фигура 4 представляет собой схематический вид в перспективе формы и контрформы инструмента с фигуры 3, и
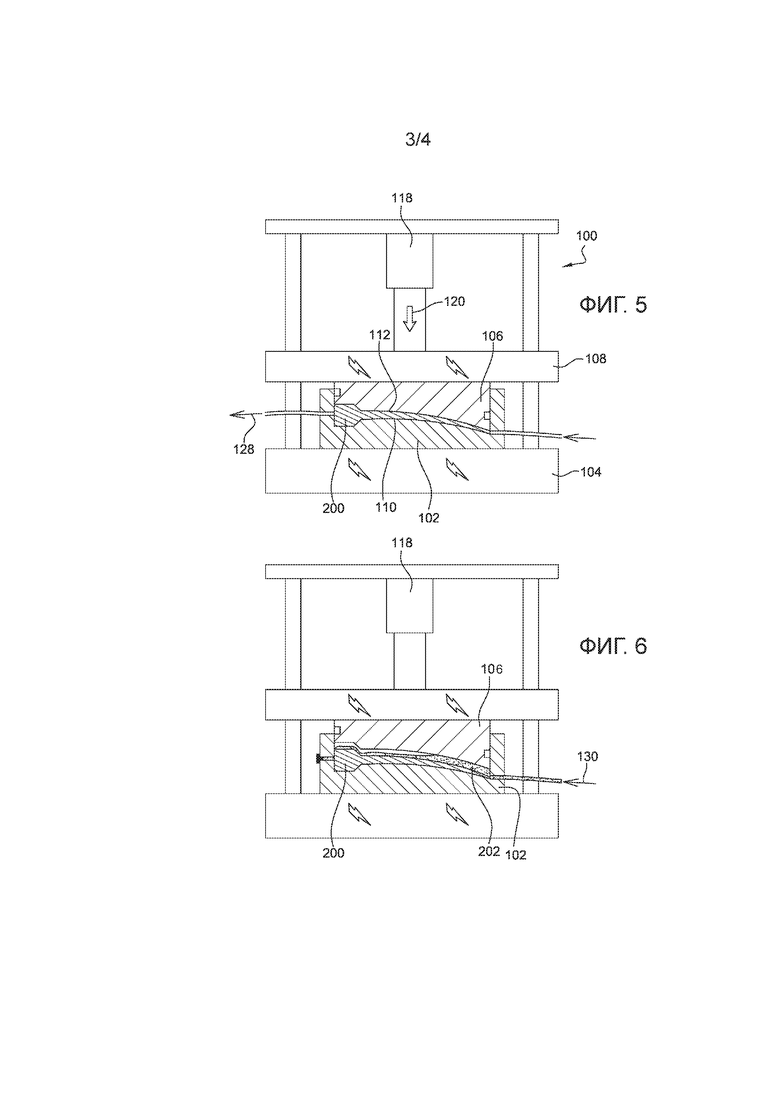
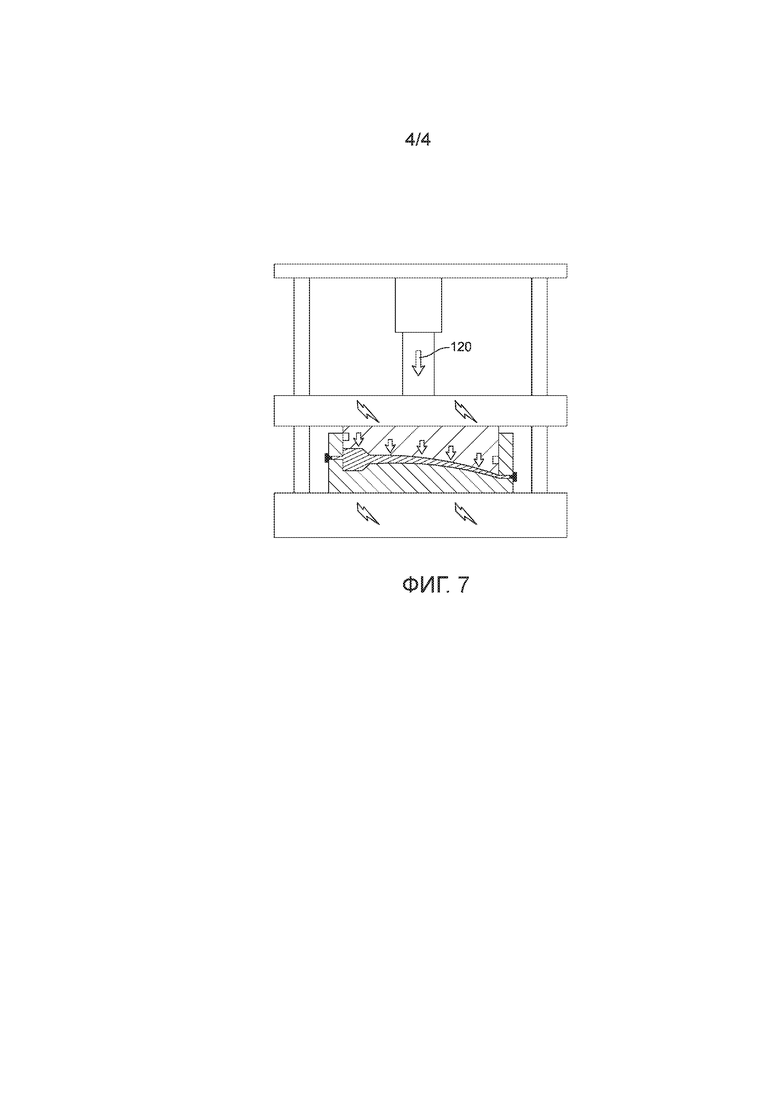
- фигуры 5-7 представляют собой другие схематичные виды инструмента, показанного на рис. 3, и иллюстрируют этапы способа.
Подробное описание
Фигуры 1a и 1b были описаны выше, они иллюстрируют способ согласно предшествующему уровню техники.
Фигуры 2a и 2b иллюстрируют предлагаемый изобретением способ получения детали из композитного материала, причем указанные этапы предпочтительно реализованы с помощью инструмента 100, показанного на фигуре 3 и далее.
Инструмент 100 содержит в основном форму 102, жестко соединенную с нижней плитой 104, предпочтительно нагревательной, и контрформу 106, жестко соединенную с верхней плитой 108, также предпочтительно нагревательной. Между формой и контрформой предпочтительно предусмотрены уплотнительные средства. В показанном примере нижняя плита 104 образует опорное основание инструмента, которое может, например, опираться на пол в производственном цехе.
Форма 102 находится на верхней стороне плиты 104 и имеет внутреннюю полость 110, которая лучше видна на фигуре 4. В показанном примере внутренняя полость 110 соответствует поверхности лопатки вентилятора, например, ее спинки. В данном случае внутренняя полость 110 ориентирована вверх и находится напротив внутренней полости 112 контрформы, что также лучше видно на фигуре 4, причем контрформа 106 находится выше формы и напротив нее. При этом внутренняя полость 112 соответствует другой стороне лопатки вентилятора, такой, например, как ее нижняя поверхность.
Плита 108 установлена с возможностью скольжения по направляющим стойкам 114, в данном случае их две, которые проходят от их нижних концов, соединенных с плитой 104, до их верхних концов, соединенных с поперечиной 116. Плита 108 и контрформа 106 могут поступательно перемещаться по существу по вертикали посредством домкрата 118 или подобного, цилиндр которого прикреплен к поперечине 116, а поршень соединен с плитой 108.
Плита 108 и контрформа 106 могут перемещаться от верхнего положения, показанного на фигуре 3, в которой инструмент открыт, а форма 102 и контрформа 106 находятся на расстоянии друг от друга, до вложенного или близко расположенного положения, в котором инструмент закрыт, а форма и контрформа сцеплены друг с другом, как показано на фигуре 5. Возможны промежуточные положения, как положение, показанное на фигуре 6, где инструмент открыт, а форма и контрформа частично выдвинуты одна из другой, причем контрформа отведена на заданное расстояние от формы. Инструмент 100 используется также для создания давления в заготовке 200 в полости, задаваемой внутренними полостями 110, 112, посредством заданной силы, прикладываемой домкратом 118 к плите 108 (стрелка 120).
Кроме того, инструмент 100 содержит средства нагревания плит 104, 108 (не показаны), а также средства вакуумирования и подачи в полость, задаваемую внутренними полостями 110, 112.
Средства вакуумирования включают в себя первый канал 122, находящийся, например, в форме, один конец которого открывается во внутреннюю полость 110. Другой конец этого канала 122 предназначен для соединения со средством всасывания, таким как насос (не показано).
Средство подачи содержит второй канал 124, расположенный, например, в форме, один конец которого открывается во внутреннюю полость 110. Другой конец этого канала 124 предназначен для соединения со средством инжекции смолы (не показано).
Кроме того, инструмент может содержать средство 126 лазерного проецирования, в частности, контура заготовки 200 на внутреннюю полость 110 формы, чтобы облегчить ее позиционирование в начале процесса.
Далее с обращением к фигурам 2a, 2b, 3, 5 и последующим будут описаны различные этапы одного варианта осуществления способа согласно изобретению.
Первый этап a) способа состоит в получении заготовки 200 путем трехмерного переплетении с помощью ткацкого станка, например, типа жаккардовой машины. На выходе ткацкого станка заготовка является грубой, имеет в целом плоскую форму и является рыхлой.
Следующий этап b) способа состоит в доводке размеров заготовки 200, например, путем отрезания уточных нитей.
Этапы a) и b) аналогичны этапам 1) и 2) способа согласно уровню техники, описанного выше.
Этап c), а также последующие этапы отличаются от применяющихся в уровне техники этапа 3) и последующих этапов тем, что они осуществляются с использованием инструмента 100, показанного на фигурах 3 и 5-7.
Фигура 3 иллюстрирует этап c), который состоит в придании формы заготовке 200. Для этого заготовку предпочтительно предварительно увлажняют, чтобы сделать ее более податливой. Ее размещают во внутренней полости 110 формы 102 с помощью лазерного проекционного средства 126. Это проекционное средство позволяет, например, хорошо позиционировать маркеры, которые должны быть введены в заготовку 200 в заданных положениях.
Фигура 5 иллюстрирует этап d), который состоит в формовании заготовки. Для этого инструмент закрывают и повышают давление, например, до 5-10 бар, затем нагревают, например, до 100°C, с помощью нагревательных плит 104, 108 и домкрата 118. Остаточный вакуум прикладывается к полости, вмещающей заготовку, с помощью отсасывающего средства, что позволяет удалить влагу (стрелка 128). На этом этапе заготовку прессуют до желаемой конечной геометрии и сушат путем нагрева. После этого заготовка 200 готова для инжекции.
Фигуры 6 и 7 иллюстрируют этап e), который состоит в инжекции смолы 202 в полость инструмента 100. Для этого инструмент частично открывают (этап e1), при этом контрформа удаляется от формы на заданное расстояние, как пояснялось выше. Это позволяет доставить к ней объем смолы, строго необходимый для смачивания заготовки и заполнения конечной геометрии детали (с учетом содержания волокон). Во время этой операции инжекции смолы (стрелка 130, этап e2), форма и контрформа, а также смола предпочтительно нагреваются.
Затем инструмент закрывают (фигура 7, этап e3) и к заготовке 200 прикладывают давление, например, 3-10 бар, с помощью домкрата. Температура может поддерживаться на уровне 150°C во время инжекции и повышается до 180°C для полимеризации смолы. Как показано на чертеже стрелками, на этапе полимеризации (этап e4) давление предпочтительно поддерживается постоянным по всей длине детали.
В качестве смолы используется, например, эпоксидная смола, известная под наименованием CYCOM PR520®, выпускаемая в продажу фирмой CYTEC.
После полимеризации инструмент 100 открывают, деталь 200 извлекают, и инструмент может быть очищен для новой производственной операции.
В этом примере поршень предшествующего уровня техники для инжекции смолы в инструмент заменен верхней контрформой, которая прикладывает давление и позволяет пропитать заготовку смолой. Таким образом, смола остается под постоянным давлением в течение всего процесса полимеризации, что позволяет избежать образования пор в детали.
Изобретение позволяет обеспечить несколько преимуществ. Можно использовать только необходимое количество смолы, что экономично. При использовании труб (например, из меди) в соответствии с предшествующим уровнем техники все они выбрасывается после инжекции, потому что смола затвердевает внутри них. Благодаря настоящему изобретению можно обойтись без труб или их можно значительно укоротить. Получают деталь из композитного материала с ожидаемыми размерами (технология форма против формы) и с гладкими поверхностями (аэродинамика). Для приложения давления не используется жидкость, такая как вода или масло. Можно использовать еще более сложные для инжекции смолы с повышенными вязкостями. При необходимости, давление в фазе поддержания под давлением можно менять (в частности, в случае смолы PR520®, которая способна сжиматься, или объем которой уменьшается при полимеризации).
Изобретение относится к способу изготовления детали путем инжекции смолы в заготовку из тканых волокон. Техническим результатом является упрощение процесса изготовления детали, экономия времени и снижение риска повреждения детали при ее перемещениях от одного инструмента к другому. Технический результат достигается способом, включающим этапы: c) придания формы заготовке, d) формования заготовки и e) инжекции смолы в заготовку и литье. Причем этап e) реализуется с помощью инструмента, содержащего форму, контрформу и средство для инжекции смолы. При этом этап e) содержит следующие подэтапы: e1) частичное открывание инструмента путем отведения формы от контрформы или наоборот, е2) инжекция смолы в инструмент, e3) закрывание инструмента путем приближения формы к контрформе или наоборот, и е4) повышение давления и нагрев пропитанной заготовки между формой и контрформой. 2 н. и 9 з.п. ф-лы, 9 ил.
1. Способ изготовления детали путем инжекции смолы (202) в заготовку (200) из тканых волокон, включающий этапы:
c) придания формы заготовке,
d) формования заготовки, и
e) инжекции смолы в заготовку и литье,
причем этап e) реализуется с помощью инструмента (100), содержащего форму (102), контрформу (106) и средство (124) для инжекции смолы,
отличающийся тем, что этап e) содержит следующие подэтапы:
e1) частичное открывание инструмента (100) путем отведения формы от контрформы или наоборот,
е2) инжекция смолы (202) в инструмент,
e3) закрывание инструмента путем приближения формы к контрформе или наоборот, и
е4) повышение давления и нагрев пропитанной заготовки (200) между формой (102) и контрформой (106).
2. Способ по предыдущему пункту, в котором указанные этапы c), d) и e) реализуются с помощью указанного инструмента (100), указанная форма задает полость, предназначенную для осуществления этапа c), и инструмент дополнительно содержит средство (122) отсасывания воздуха и инжекции смолы.
3. Способ по п. 1 или 2, содержащий перед этапом c) этапы:
a) получения заготовки (200) путем переплетения волокон, и
b) доводки заготовки по размеру.
4. Способ по одному из пп. 1-3, в котором этап c) включает подэтапы увлажнения заготовки (200) и позиционирования заготовки в полости (110) формы (102).
5. Способ по одному из предыдущих пунктов, в котором этап d) включает подэтапы закрывания инструмента (100) и нагревания и вакуумирования заготовки (200) между формой (102) и контрформой (106).
6. Способ по одному из предыдущих пунктов, в котором подэтап частичного открывания инструмента (100) реализуется путем отведения на заданное расстояние контрформы (106) от формы (102), при этом форма и контрформа остаются по существу вдвинутыми одна в другую.
7. Способ по одному из предыдущих пунктов, в котором смола (202) нагнетается через один канал (124) в инструменте, а вакуум создается путем отсасывания воздуха через другой канал (122) в инструменте.
8. Способ по одному из предыдущих пунктов, причем указанные этапы осуществляются с помощью единственного инструмента (100).
9. Инструмент (100) для осуществления способа по одному из предыдущих пунктов, отличающийся тем, что он содержит:
- две нагревательные плиты (104, 108), соответственно верхнюю и нижнюю, причем нижняя нагревательная плита (104) жестко соединена с формой (102), содержащей полость (110) для придания формы заготовке (200), а верхняя нагревательная плита (108) жестко соединена с контрформой (106), имеющей другую полость (112),
- механизированные средства (118) для перемещения плит, предпочтительно в по существу вертикальном направлении, от удаленного положения до положения, в котором форма и контрформа вставлены одна в другую, причем механизированные средства способны прикладывать сжимающую силу (120) к плитам для повышения давления на заготовку (200) между полостями.
10. Инструмент (100) по предыдущему пункту, причем обе указанные плиты (104, 108) образуют часть пресса, при этом нижняя плита (104) образует основание, а верхняя плита (108) может скользить в по существу вертикальном направлении по направляющим стойкам (114).
11. Инструмент (100) по п. 9 или 10, содержащий средство (126) для лазерного проецирования контуров заготовки (200) на полость (110) формы (102).
| US 2015343717 A1, 03.12.2015 | |||
| US 20070092379 A1, 26.04.2007 | |||
| FR 3002477 A1, 29.08.2014 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ВОЛОКНОМ ИЗДЕЛИЙ НА ОСНОВЕ ЭПОКСИДНОЙ СМОЛЫ | 2003 |
|
RU2318666C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ЭЛЕМЕНТА | 2009 |
|
RU2524233C2 |

