УРОВЕНЬ ТЕХНИКИ
В аэрокосмической промышленности требуется использование деталей из композита, выполненных из армирующих волокон, внедренных в термопластичную матрицу. Детали, выполненные из армированного термопластичного композиционного материала, могут иметь меньшее снижение прочности при более высоких эксплуатационных температурах, чем детали, выполненные из армированного термореактивного композиционного материала. Материалы из композита на основе армированного термопластика имеют более высокую вязкость, включая вязкость разрушения и межслойную прочность на растяжение, чем армированные термореактивные композиционные материалы.
Термопластичные материалы также предлагают определенные преимущества в отношении слоев армирующих волокон, предварительно пропитанных смолой. В отличие от термореактивных материалов термопластичные материалы не имеют срока хранения и не требуют охлаждения до обработки. Термопластичные материалы также не выделяют много летучих веществ во время консолидации.
Однако, текущие технологии не эффективны при формировании крупных усиленных за одно целое деталей из композита с армированием непрерывным или длинным прерывистым (штапелированным разрывом) волокном и с термопластичной смолой. Масштаб оборудования, требуемого для изготовления таких деталей, может быть непрактичным для работы и является сложной задачей для перенастройки.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В соответствии с вариантом осуществления согласно настоящему документу способ изготовления армированных деталей из композита на основе армированного термопластикавключает перемещение слоистой структуры из армирующих волокон, внедренных в термопластичную матрицу, для последующих операций через нагревательную станцию и затем формующую станцию. Нагревательную станцию используют для размягчения термопластичной матрицы в части указанной слоистой структуры, а формирующую станцию используют для придания геометрии части указанной слоистой структуры, термопластичная матрица которой только что была размягчена. Размягчение и формование выполняют одновременно в различных частях указанной слоистой структуры.
В соответствии с другим вариантом осуществления согласно настоящему документу способ включает перемещение стопы слоев армирующих волокон, предварительно пропитанных термопластичной смолой, последовательно через консолидирующую, нагревательную и формирующую станции для консолидации указанных слоев в слоистую структуру, размягчения термопластичной смолы в этой слоистой структуре без вызывания протекания смолы и придания детали геометрии. Консолидацию, размягчение и формирование выполняют одновременно на различных частях указанной слоистой структуры.
В соответствии с другим вариантом осуществления согласно настоящему документу система для изготовления содержит нагревательную станцию для размягчения термопластичной матрицы армированной термопластичной композиционной слоистой структуры; формирующую станцию для придания геометрии части указанной слоистой структуры, термопластичная матрица которой только что была размягчена; и транспортер для перемещения указанной слоистой структуры последовательно через указанные станции таким образом, что размягчение и формирование выполняется одновременно в различных частях указанной слоистой структуры.
В соответствии с аспектом настоящего изобретения предоставлен способ изготовления деталей из композита на основе армированного термопластика, включающий перемещение слоистой структуры из армирующих волокон, внедренных в термопластичную матрицу, для последующих операций через нагревательную станцию и затем формирующую станцию, и использование нагревательной станции для размягчения термопластичной матрицы в части указанной слоистой структуры и использование формирующей станции для придания геометрии части указанной слоистой структуры, термопластичная матрица которой только что была размягчена, причем размягчение и формирование выполняют одновременно на различных частях указанной слоистой структуры. Преимущественно, способ дополнительно включает перемещение стопы слоев армирующих волокон, предварительно пропитанных термопластичной смолой, через консолидирующую станцию для консолидации указанных слоев в слоистую структуру до перемещения через нагревательную и формирующую станции. Преимущественно, способ дополнительно включает формирование нижней по потоку части стопы слоев, в то время как верхние по потоку части этой стопы слоев консолидируют, нагревают и формируют. Преимущественно согласно способу для консолидации указанных слоев и размягчения термопластичной матрицы используют энергию инфракрасного излучения. Преимущественно согласно способу формирование включает использование оборудования для многоэтапной обработки для придания различной геометрии слоистой структуре. Преимущественно согласно способу формование выполняют как операцию многократной штамповки. Преимущественно согласно способу формирование выполняют с помощью приспособлений, которые полностью нагреты. Преимущественно, способ дополнительно включает добавление средств крепления к сформированной части слоистой структуры. Преимущественно согласно способу для перемещения слоистой структуры через указанные станции используют транспортер. Преимущественно согласно способу для поддержки слоистой структуры в качестве конвейерной ленты используют гибкую полимерную пленку, и указанную пленку отслаивают с детали после того, как эта деталь была сформирована. Преимущественно согласно способу формирование выполняют с помощью приспособления, которое перемещают вместе с указанной слоистой структурой. Преимущественно согласно способу слоистую структуру формируют в усиленную за одно целое деталь, имеющую армирование непрерывным или штапелированным разрывом волокном.
В соответствии с дополнительным аспектом настоящего изобретения предоставлен способ, включающий перемещение стопы слоев армирующих волокон, предварительно пропитанных термопластичной смолой, последовательно через консолидирующую, нагревательную и формирующую станции для консолидации указанных слоев в слоистую структуру, размягчения термопластичной смолы в этой слоистой структуре без вызывания протекания смолы и придания детали геометрии, причем консолидация, размягчение и формирование выполняют одновременно в различных частях указанной слоистой структуры. Преимущественно, способ дополнительно включает формирование нижней по потоку части стопы слоев, в то время как верхние по потоку части этой стопы слоев консолидируют, нагревают и формируют.
В соответствии с еще одним аспектом настоящего изобретения предоставлена система для изготовления, содержащая нагревательную станцию для размягчения термопластичной матрицы армированной термопластичной композиционной слоистой структуры; формирующую станцию для придания геометрии части указанной слоистой структуры, термопластичная матрица которой только что была размягчена; и транспортер для перемещения указанной слоистой структуры последовательно через указанные станции таким образом, что размягчение и формирование выполняют одновременно на различных частях указанной слоистой структуры. Преимущественно, система для изготовления дополнительно содержит консолидирующую станцию для консолидации стопы неконсолидированных слоев армирующих волокон, предварительно пропитанных термпопластиком, в указанную слоистую структуру; причем транспортер перемещает стопу неконсолидированных слоев на консолидирующую станцию и затем перемещает слоистую структуру на нагревательную станцию. Преимущественно, система для изготовления дополнительно содержит станцию для формирования части указанной стопы слоев, в то время как другую часть консолидируют. Преимущественно, система для изготовления дополнительно содержит, что нагревательная станция содержит верхнюю и нижнюю зоны предварительного нагрева и верхнюю и нижнюю зоны нагрева. Преимущественно, система для изготовления дополнительно содержит, что формирующая станция содержит оборудование первого этапа для формирования начальной геометрии детали, и оборудование второго этапа для изменения начальной геометрии для увеличения жесткости детали. Преимущественно, система для изготовления дополнительно содержит контроллер для управления работой транспортера, нагревательной станции и формирующей станции.
Эти признаки и функции могут быть достигнуты независимо в различных вариантах осуществления или могут быть скомбинированы в других вариантах осуществления. Дополнительные подробности вариантов осуществления можно увидеть со ссылкой на нижеследующие описание и чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1 и 2 представлены иллюстрации способов формирования деталей из композита на основе армированного термопластика.
На фиг. 3 и 4 представлены иллюстрации систем для формирования деталей из композита на основе армированного термопластика.
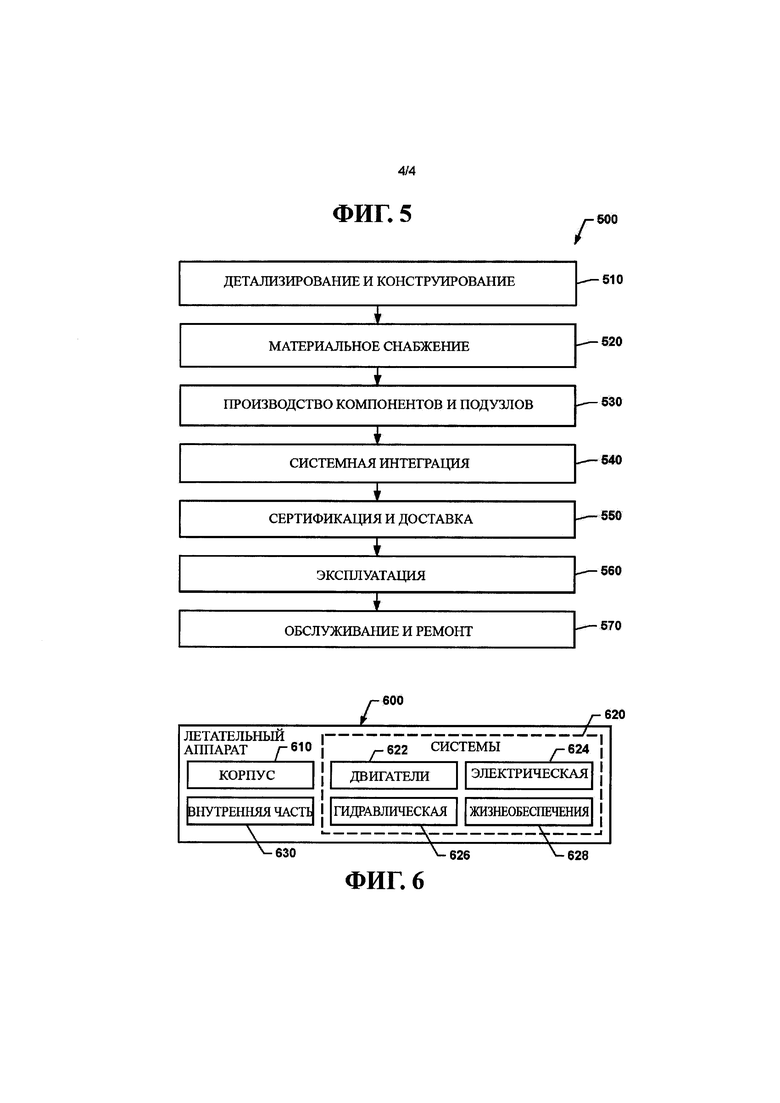
На фиг. 5 изображена блок-схема методологии производства и обслуживания воздушного летательного аппарата.
На фиг. 6 изображена блок-схема воздушного летательного аппарата.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Со ссылкой на фиг. 1 показан способ изготовления детали из композита на основе армированного термопластика. Указанная деталь содержит слои армирующих волокон, внедренных в термопластичную матрицу. Примеры армирующих волокон содержат среди прочего углеродные волокна, стеклянные волокна и кевларовые арамидные волокна. Армирующие волокна по форме могут быть непрерывными, плетеными, прерывистыми или штапелированными разрывом. Примеры термопластика содержат среди прочего полиэфиримид (PEI, Polyetherimide), полифениленсульфид (PPS, Polyphenylene Sulfide) и полиарилэфиркетоны (например, РЕЕК, РЕКК).
Способ, изображенный на фиг. 1, включает формирование стопы 101 слоев и перемещение стопы 101 слоев (в направлении стрелки) через последовательность станций 120-150 с выполнением операции на каждой из этих станций 120-150. Указанные операции содержат среди прочего консолидацию, нагрев, формирование и заключительную обработку. Эти операции выполняют последовательно. Однако эти различные операции могут быть выполнены одновременно в различных частях стопы 101 слоев.
На станции 110 слои 100 армирующих волокон укладывают в стопу для формирования неконсолидированной части 102 стопы 101 слоев. В некоторых вариантах осуществления слои 100 предварительно пропитывают термопластичной смолой, и эти "препреги" укладывают в стопу на формирующем приспособлении. В других вариантах осуществления слои 100 сухих волокон прослоены листами термопластичной пленки. Нет необходимости в охлаждении термопластичных материалов до укладки в стопу.
Неконсолидированную часть 102 стопы 101 слоев перемещают на консолидирующую станцию 120 для консолидации в слоистую структуру 104. Эту консолидацию выполняют под давлением и при температуре, достаточными для удаления пустот в смоле и объединения вместе слоев 100. Температура является достаточной для размягчения термопластичной смолы без вызывания ее протекания. Вопросы, обычно связанные с отверждением термореактивных композитов (например, формование методом вакуумного мешка, летучие компоненты, создающие пористость в консолидированной слоистой структуре, и вопросы экологии, здоровья и безопасности относительно выделенных газов) минимизированы или по существу устранены.
Стопу 101 слоев перемещают до тех пор, пока слоистая структура 104 не прибудет на нагревательную станцию 130. Нагревательную станцию 130 используют для размягчения термопластичной матрицы в слоистой структуре 104 без вызывания ее протекания. Нагрев в этой точке будет способствовать последующему формированию слоистой структуры 104.
Стопу 101 слоев перемещают снова до тех пор, пока нагретая слоистая структура 106 не прибудет на формирующую станцию 140. Формирующую станцию 140 используют для придания геометрии нагретой слоистой структуре 106 (чей термопластик только что был размягчен) для производства сформированной слоистой структуры 108. Это формирование может быть выполнено в один этап или в множество этапов. В качестве примера многоэтапного формирования, оборудование первого этапа может придавать одинаковую геометрию каждому элементу, а оборудование финального этапа может добавлять геометрию только некоторым элементам. Многоэтапное формирование может быть выполнено как операция многократной штамповки, где последовательно используются штамповочные инструменты.
Рассмотрим изготовление множества выполненных за одно элементов жесткости. Оборудование первого этапа создает одинаковую геометрию для каждого элемента жесткости. Оборудование финального этапа штампует дополнительную геометрию только для некоторых элементов жесткости, что в результате дает элементы жесткости, имеющие различные высоты. Финальный этап увеличивает жесткость посредством изменения геометрии самого элемента жесткости без добавки к нему какого-либо дополнительного материала (тем самым делая элемент жесткости "выполненным за одно").
Оборудование может быть полностью нагрето во время формирования. Оборудование может быть нагрето для наращивания кристалличности полимера в финальной детали. Нагрев также способствует небольшому "проскальзыванию" слоев, вместо перемещения нагретого (например, потенциально 700°F) термопластичного материала в холодный инструмент, где указанный материал сразу будет заморожен, и где затем будут сконцентрированы внутренние напряжения.
Если используют только оборудование для одноэтапной обработки, его могут выдерживать при температуре ниже точки плавления термопластика. Это охладит нагретую слоистую структуру 106. Если используют оборудование для многоэтапной обработки, оборудование первого этапа могут выдерживать при температуре незначительно ниже точки плавления указанного материала, равной ей или выше нее, а оборудование финального этапа могут выдерживать при температуре ниже точки плавления этого термопластичного материала. Эти температуры охладят нагретую слоистую структуру 106, но все еще позволят формирование.
Параметр обработки, такой как температура, и скорость подачи не ограничены какими-либо конкретными значениями. Эти параметры зависят от материала смолы, материала волокна, количества слоев в стопе и т.п. В некоторых вариантах осуществления оборудование может перемещаться вместе с нагретой слоистой структурой 106 по мере формирования нагретой слоистой структуры 106.
Стопу 101 слоев перемещают снова до тех пор, пока сформированная слоистая структура 108 не прибудет на станцию 150 заключительной обработки. На этой станции 150 для производства законченной части 109 указанной детали к сформированной слоистой структуре 108 могут быть добавлены средства крепления. Средства крепления содержат среди прочего вставки, втулки и проволочные вкладыши. На станции 150 заключительной обработки могут быть выполнены другие операции, включая среди прочего обрезку, неразрушающий контроль и размерный контроль.
Некоторые или все эти операции могут выполнять одновременно на различных частях стопы 101 слоев. Например, средства крепления могут быть добавлены к сформированной части 108, в то время как формируют другую часть 108 и нагревают другую часть 106, а также консолидируют другую часть 104.
Такой способ обеспечивает возможность изготовления удлиненной термопластичной консолидированной детали без необходимости в консолидации всей указанной детали в одно и то же время и последующего нагрева всей детали в одно и то же время, а также последующего формирования всей детали в одно и то же время. Это, в свою очередь, обеспечивает возможность использования более маленьких машин для выполнения указанных операций. Поскольку машины являются более маленькими, устранена проблема нагрева более крупных машин. Этот способ особенно полезен для изготовления больших композиционных деталей, имеющих сложную геометрию, таких как усиленные за одно целое детали, имеющие имеющую армирование непрерывным или штапелированным разрывом волокном.
В некоторых вариантах осуществления неконсолидированную стопу 102 слоев полностью формируют перед ее перемещением на консолидирующую станцию 120. Однако в других вариантах осуществления слои 100 могут быть уложены в стопу, в то время как выполняют другие операции (консолидацию, нагрев и формирование). Например, деталь длиной 30 футов (9 м) может быть изготовлена при помощи единицы оборудования, длина которой составляет 20 футов (6 м). К тому моменту времени, когда сформированная слоистая структура 108 прибывает на станцию 150 заключительной обработки, слои 100 для последних 10 футов (3 м) этой детали все еще подлежат укладке в стопу. Таким образом, такие другие варианты осуществления обеспечивают возможность формирования даже более длинных деталей.
Способ согласно настоящему документу не ограничен вариантом осуществления, показанном на фиг. 1. Например, некоторые варианты осуществления могут не содержать консолидирующую станцию.
Со ссылкой на фиг. 2 показан вариант осуществления способа, который не содержит консолидирующую станцию. Способ, показанный на фиг. 2, начинается со слоистой структуры 200 из армирующих волокон в термопластичной матрице. Слоистая структура 200 может быть приобретена у поставщика или консолидирована в отдельном процессе.
На станции 130 слоистую структуру 200 нагревают для размягчения части термопластичной матрицы. На станции 140 размягченную часть формируют. Указанные размягчение и формирование могут выполнять в одно и то же время на различных частях слоистой структуры 200. На слоистой структуре 200 также могут выполнять заключительную обработку (не показана).
Со ссылкой на фиг. 3 изображена система 310 для выполнения способа, показанного на фиг. 2. Система 310 содержит нагревательную станцию 320, формирующую станцию 330 и транспортер 340 для перемещения слоистой структуры (не показан) на нагревательную станцию 320 и затем на формирующую станцию 330. Транспортер 340 может содержать ленту 342, которая перемещает слоистую структуру. Транспортер 340 может перемещать слоистую структуру импульсным образом. То есть, транспортер 340 продвигает части слоистой структуры от одной станции до следующей и останавливается до тех пор, пока не будут завершены операции на обеих станциях 320 и 330.
В некоторых вариантах осуществления лента 342 может содержать гибкую полимерную пленку, имеющую ту же геометрию, что и слоистая структура. Во время нагрева и формирования слоистая структура остается на этой пленке. Пленка может быть закреплена для удержания ее натянутой во время нагрева и формирования. Пленка может являться полиимидной пленкой Kapton® или другой пленой, которая остается стабильной при температурах плавления термопластика.
Нагревательная станция 320 может содержать батареи нагревательных элементов 323 и 325 для излучения инфракрасной энергии, которая размягчает термопластичную матрицу композиционного термопластичного слоистого пластика. В качестве альтернативы могут использовать конвекционную печь. Однако батареи инфракрасных нагревательных элементов 323 и 325 обычно меньше, чем конвекционная печь.
Вариант осуществления, изображенный на фиг. 3, показывает нагревательную станцию 320, которая разделена верхнюю и нижнюю зоны 322 и 324 предварительного нагрева и верхнюю и нижнюю зоны 326 и 328 инфракрасного нагрева. Предварительный нагрев снижает риск повреждения слоистой структуры, а также уменьшает время нагрева в зонах 326 и 328 нагрева. Использование как верхних зон 322 и 326, так и нижних зон 324 и 328 обеспечивает, что как верхняя, так и нижняя стороны слоистой структуры равномерно нагреты.
Формирующая станция 330, показанная на фиг. 3, содержит первый и второй наборы 332 и 334 приспособлений для выполнения операции многократной штамповки. Второй набор 334 приспособлений может быть использован для придания глубокой вытяжки или более сложной геометрии. Второй набор 334 приспособлений может увеличивать жесткость посредством изменения геометрии детали без добавки какого-либо дополнительного материала.
Наборы 332 и 334 приспособлений могут быть полностью нагреты. Например, приспособления наборов 332 и 334 могут быть выполнены из стали, а в эти стальные инструменты могут быть внедрены нагревательные элементы.
Тонкие слоистые структуры быстро охладятся после того, как покинут зоны 326 и 328 инфракрасного нагрева. Следовательно, для минимизации тепловых потерь требуется поместить нагревательную и формирующую станции 320 и 330 как можно ближе друг к другу, как это осуществимо. Для дополнительной минимизации тепловых потерь между нагревательной и формирующей станциями 320 и 330 может быть помещена изоляция.
Система 310 также может содержать контроллер 350 для управления работой нагревательной станции 320, формирующей станции 330 и транспортера 340. Операции, управляемые контроллером 350, содержать среди прочего управление положением и скоростью транспортера 340, температурами нагревательной станции 320, а также температурой, давлением и временем выдержки наборов 332 и 334 приспособлений. Вводы в контроллер 350 могут быть обеспечены посредством датчиков, таких как термопары, датчики давления и оптические датчики.
Со ссылкой на фиг. 4 изображена система 410 для выполнения способа, показанного на фиг. 1. Система 410 содержит нагревательную станцию 420, формирующую станцию 430 и транспортер 440. Система 410 дополнительно содержит наслаивающую станцию 450 для наслаивания неконсолидированного материала. Параметры содержат количество слоев, ориентацию слоев, местоположения сращивания слоев и местоположение и частоту закрепок слоев. Неконсолидированный материал может быть наслоен вручную или при помощи машины. Автоматическое наслаивание может быть выполнено, например, при помощи ламинатора для бесконечной ленты. Ручное наслаивание может включать закрепление необъединенного материала (например, с помощью термопистолета).
Система 410 дополнительно содержит консолидирующую станцию 460, которая может содержать верхнюю и нижнюю зоны 462 и 464 инфракрасных элементов 463 и 468, которые могут применять тепло к неконсолидированному материалу, а также она может содержать ролики 466 для приложения давления к неконсолидированному материалу. Ролики 466 могут быть нагреты до температуры точки плавления термопластичной смолы или выше нее. Затем полученную в результате слоистую структуру подают на нагревательную станцию 420.
Если транспортер 440 содержит ленту 442, выполненную из гибкой полимерной пленки, такой как полиимидная пленка Kapton®, то указанная пленка может налипать на стопу слоев во время консолидации. Пленка может быть отслоена с детали после того, как эта деталь была сформирована.
Система 410 дополнительно содержит контроллер 470 для управления работой транспортера 440, консолидирующей станции 460, нагревательной станции 420 и формирующей станции 430. Операции, управляемые контроллером 470, содержат среди прочего управление положением и скоростью транспортера, температурами нагревательной станции 420, температурой, скоростью и давлением консолидирующих роликов 466, а также температурой, давлением и временем выдержки оборудования. Вводы в контроллер 470 могут быть обеспечены посредством датчиков, таких как термопары, датчики давления и оптические датчики. Если выполняют автоматическое наслаивание, то контроллер 470 также может управлять наслаивающей станцией 450.
Система 410 может формировать детали очень большой длины в продольном (х) направлении. Если неконсолидированный материал подают в виде прегпрегов из рулонов, то длина детали может быть ограничена длиной материала на этом рулоне. В направлении z деталь может быть ограничена шириной этих прегпрегов.
Варианты осуществления согласно настоящему документу могут быть описаны в контексте производства летательных аппаратов, примерный способ обслуживания 500 показан на фиг. 5, а воздушный летательный аппарат 602 показан на фиг. 6. Во время подготовки перед производством способ 500 может включать детализирование и конструирование 510 воздушного летательного аппарата 602 и материальное снабжение 520. Во время производства изготавливают 530 компоненты и подузлы и осуществляют системную интеграцию 540 воздушного летательного аппарата. В дальнейшем воздушный летательный аппарат 602 может проходить через сертификацию и доставку 550 для ввода в эксплуатацию 560. Когда он находится в эксплуатации клиентом, для воздушного летательного аппарата 602 составлено расписание планового технического обслуживания и ремонта 570 (которые также могут включать модификацию, перенастройку, переоснащение и тому подобное).
Каждый из процессов способа 500 может быть выполнен или проведен системным интегратором, третьей стороной и/или оператором (например, клиентом). Для целей настоящего описания системный интегратор может среди прочего содержать любое количество изготовителей воздушных летательных аппаратов и основных системных субподрядчиков; третья сторона может среди прочего содержать любое количество производителей, субподрядчиков и поставщиков; а оператор может быть авиакомпанией, лизинговой компанией, военной организацией, обслуживающей организацией и тому подобным.
Как показано на фиг. 6, воздушный летательный аппарат 600, изготовленный при помощи примерного способа 500, может содержать корпус 610 воздушного летательного аппарата с множеством высокоуровневых систем 602 и внутренней частью 630. Примеры высокоуровневых систем 602 содержат по меньшей мере одну двигательную установку 622, электрическую систему 624, гидравлическую систему 626 и систему 628 жизнеобеспечения. Могут содержаться любое количество других систем. Детали корпуса воздушного летательного аппарата, превышающие тридцать футов (9 м) в длину, могут быть произведены при помощи способов, показанных на фиг. 1 и 2, и систем, показанных на фиг. 3 и 4. Хотя показан аэрокосмический пример, принципы настоящего изобретения могут применяться в другой промышленности, такой как судостроительная и автомобильная промышленности.
Воплощенные здесь системы и способы могут быть использованы во время любого по меньшей мере одного из этапов способа 500. Например, компоненты и подузлы, соответствующие процессу производства, могут быть изготовлены или произведены способом аналогично компонентам и подузлам, произведенным в то время, как воздушный летательный аппарат 600 находится в эксплуатации. Кроме того, по меньшей мере один вариант осуществления системы, вариант осуществления способа или их комбинация могут быть использованы во время производственных этапов, например, значительно ускоряя сборку воздушного летательного аппарата 600 или снижая его стоимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| 3D-ПЕЧАТЬ АРМИРУЮЩИМИ ВОЛОКНАМИ | 2018 |
|
RU2773665C2 |
| СКЛЕИВАНИЕ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2618055C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2094229C1 |
| Способ непрерывного изготовления термопластичного армированного пултрузионного профиля | 2020 |
|
RU2742170C1 |
| Термопластичный армированный пултрузионный профиль | 2020 |
|
RU2738606C1 |
| Способ изготовления армированной волокном термопластичной композитной структуры с воздействием ультразвука и СВЧ электромагнитного поля | 2017 |
|
RU2675563C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧАСТИЧНО АРМИРОВАННЫХ ПЛАСТМАССОВЫХ ДЕТАЛЕЙ И ПЛАСТМАССОВЫЕ ДЕТАЛИ (ВАРИАНТЫ) | 1999 |
|
RU2228265C2 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ | 2013 |
|
RU2631299C2 |
| ФОРМОВАННОЕ ИЗДЕЛИЕ ДЛЯ АВТОМОБИЛЬНЫХ ПАНЕЛЕЙ | 2010 |
|
RU2542266C2 |
| ЛОПАСТЬ ИЗ ТЕРМОПЛАСТИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА, В ЧАСТНОСТИ ДЛЯ ХВОСТОВОГО ВИНТА ВЕРТОЛЕТА, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2113379C1 |



Изобретение относится к способу изготовления детали из композита на основе армированного термопластика. Техническим результатом является гибкость настройки и упрощение оборудования. Технический результат достигается способом изготовления детали из композита на основе армированного термопластика, который включает перемещение слоистой структуры из армирующих волокон, внедренных в термопластичную матрицу, для последующих операций через нагревательную станцию и затем формирующую станцию, использование нагревательной станции для размягчения термопластичной матрицы в части указанной слоистой структуры и использование формирующей станции для придания геометрии части указанной слоистой структуры, термопластичная матрица которой только что была размягчена. Причем размягчение и формирование выполняют одновременно в различных частях указанной слоистой структуры. При этом формирование включает выполнение операции многократной штамповки посредством оборудования для многоэтапной обработки для придания различной геометрии различным частям слоистой структуры. 2 н. и 11 з.п. ф-лы, 6 ил.
1. Способ изготовления детали из композита на основе армированного термопластика, включающий:
перемещение слоистой структуры из армирующих волокон, внедренных в термопластичную матрицу, для последующих операций через нагревательную станцию и затем формирующую станцию; и
использование нагревательной станции для размягчения термопластичной матрицы в части указанной слоистой структуры и использование формирующей станции для придания геометрии части указанной слоистой структуры, термопластичная матрица которой только что была размягчена;
причем размягчение и формирование выполняют одновременно в различных частях указанной слоистой структуры;
при этом формирование включает выполнение операции многократной штамповки посредством оборудования для многоэтапной обработки для придания различной геометрии различным частям слоистой структуры.
2. Способ по п. 1, дополнительно включающий перемещение стопы слоев армирующих волокон, предварительно пропитанных термопластичной смолой, через консолидирующую станцию для консолидации указанных слоев в слоистую структуру до перемещения через нагревательную и формирующую станции.
3. Способ по п. 2, в котором используют энергию инфракрасного излучения для консолидации указанных слоев и размягчения термопластичной матрицы.
4. Способ по п. 1, в котором формирование выполняют с помощью приспособлений, которые полностью нагреты.
5. Способ по п. 1, дополнительно включающий добавление к сформированной части слоистой структуры средств крепления.
6. Способ по п. 1, в котором для поддержки слоистой структуры в качестве конвейерной ленты используют гибкую полимерную пленку,
причем пленку снимают с детали после того, как эта деталь была сформирована.
7. Способ по п. 1, в котором формирование выполняют с помощью приспособления, которое перемещают вместе с указанной слоистой структурой.
8. Способ по п. 1, в котором слоистую структуру формируют в усиленную за одно целое деталь, имеющую армирование непрерывным или штапелированным разрывом волокном.
9. Система для изготовления, содержащая:
нагревательную станцию для размягчения термопластичной матрицы армированной термопластичной композиционной слоистой структуры;
формирующую станцию, содержащую оборудование для многоэтапной обработки для придания геометрии части указанной слоистой структуры, термопластичная матрица которой только что была размягчена; и
транспортер для перемещения слоистой структуры последовательно через указанные станции таким образом, что размягчение и формирование выполняется одновременно в различных частях слоистой структуры;
при этом формирующая станция выполнена с возможностью осуществления, посредством оборудования для многоэтапной обработки, операции многократной штамповки для придания различной геометрии различным частям слоистой структуры.
10. Система по п. 9, дополнительно содержащая консолидирующую станцию для консолидации стопы неконсолидированных слоев армирующих волокон, предварительно пропитанных термпопластиком, в указанную слоистую структуру;
причем транспортер выполнен с возможностью перемещения стопы несконсолидированных слоев на консолидирующую станцию и затем перемещения слоистой структуры на нагревательную станцию.
11. Система по п. 10, дополнительно содержащая станцию для формирования части указанной стопы слоев во время консолидации другой части.
12. Система по п. 9, в которой нагревательная станция содержит верхнюю и нижнюю зоны предварительного нагрева и верхнюю и нижнюю зоны нагрева.
13. Система по п. 9, в которой формирующая станция содержит первый набор приспособлений для формирования начальной геометрии детали, и второй набор приспособлений для изменения начальной геометрии для увеличения жесткости детали.
| КОНЦЕНТРИРОВАННАЯ ОСНОВА ДЛЯ НАПИТКА "ТАЕЖНЫЙ РОДНИК" | 1996 |
|
RU2113140C1 |
| КОНЦЕНТРИРОВАННАЯ ОСНОВА ДЛЯ НАПИТКА "ТАЕЖНЫЙ РОДНИК" | 1996 |
|
RU2113140C1 |
| КОНДЕНСИРОВАННЫЕ С ГЕТЕРОАРИЛКЕТОНАМИ АЗАДЕКАЛИНЫ - МОДУЛЯТОРЫ ГЛЮКОКОРТИКОИДНЫХ РЕЦЕПТОРОВ | 2013 |
|
RU2639867C2 |
| СПОСОБ НЕПРЕРЫВНОГО ФОРМИРОВАНИЯ КОМПОЗИТА НА ОСНОВЕ СМОЛЫ, АРМИРОВАННОЙ ВОЛОКНОМ (ВАРИАНТЫ) | 1993 |
|
RU2112646C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО ШТАМПОВАННОГО КОМПОЗИТНОГО ПОЛУФАБРИКАТА | 2007 |
|
RU2428313C2 |
| Устройство для изготовления армированных волокнистым полотном длинномерных полимерных изделий | 1986 |
|
SU1590032A3 |

