Область техники
[1] Изобретение относится к способам получения керамических изделий путем послойного формирования заготовки из смеси спекающегося порошка и связующего с последующим обжигом заготовки.
Предпосылки к созданию изобретения
[2] Технологии изготовления керамических изделий, включающие процесс послойного формирования заготовки из смеси спекающегося порошка и связующего, известный также как «метод 3-Д печати», и последующий обжиг заготовки, позволяют получать изделия сложных форм. Основными техническими проблемами, характерными для данных технологий, являются:
- сохранение формы заготовки до того, как она будет помещена в печь для обжига;
- сохранение формы заготовки в процессе обжига, т.е. минимизация усадки заготовки при спекании порошка;
- обеспечение надлежащей прочности полученного керамического изделия.
[3] В патентной публикации RU2668107C1, 26.09.2018 раскрыт способ получения керамического изделия, в котором в качестве спекающегося порошка используют порошковую смесь на основе Al2O3 (далее также - оксид алюминия (III)). Для формирования заготовки готовят порошкообразный материал, содержащий спекающийся порошок и эпоксидную смолу, выступающую как первый компонент связующего. Заготовку формируют путем последовательного выполнения цикла операций:
- создают слой порошкообразного материала по всей площади формы;
- на созданный слой порошкообразного материала наносят второй компонент связующего, являющийся отвердителем для первого компонента, причем нанесение второго компонента выполняют по форме соответствующего поперечного сечения заготовки.
Далее заготовку извлекают из формы, очищают от избыточного порошкообразного материала и обжигают при температуре 1450-1500°С.
[4] Двухкомпонентное связующее в виде эпоксидной смолы и отвердителя надежно сохраняет форму заготовки до обжига, однако, в составе материала заготовки оно занимает значительную массовую долю. Представляя собой смесь органических веществ, при обжиге заготовки такое связующее выгорает, вызывая значительную и неравномерную усадку заготовки, сопровождающуюся значительным изменением формы заготовки. Таким образом, получение керамического изделия заданной формы с использованием описанного способа является затруднительным.
[5] В патентной публикации CN107698260A, 16.02.2018 раскрыт способ получения керамического изделия, в котором, как и в описанном ранее источнике, спекающийся порошок может представлять собой порошковую смесь на основе оксида алюминия (III). Однако согласно данному способу связующее практически не содержит органических веществ и в основном представляет собой водный коллоидный раствор диоксида кремния (далее также – кремнезоль). Порошковую смесь перемешивают со связующим до получения пастообразной формовочной массы, которую послойно выкладывают так, чтобы каждый слой соответствовал расчетному поперечному сечению заготовки. Выкладку пастообразной формовочной массы осуществляют при температуре окружающей среды от -10 до -20°С, в результате чего пастообразная формовочная масса быстро замерзает, обеспечивая сохранение формы каждого отдельного слоя и заготовки в целом. Далее заготовку сушат и подвергают обжигу.
[6] Ввиду малого содержания органических веществ в материале заготовки данный способ позволяет уменьшить ее усадку при обжиге, однако, порождает проблему по обеспечению требуемого сцепления слоев между собой, что напрямую определяет прочность полученного керамического изделия. Для решения данной проблемы перед сушкой заготовку размораживают, а далее снова замораживают при температуре до -80°С с заданными скоростью и градиентом понижения температуры.
[7] В патентной публикации CN111943688A, 17.11.2020 этим же заявителем предложено иное развитие описанного выше способа, призванное усилить сцепление слоев заготовки. Для получения указанного эффекта произведен подбор оптимальных параметров, определяющих толщину слоя, скорость нанесения пастообразной формовочной массы и размеры частиц оксида алюминия (III) в порошковой смеси. Данное решение рассматривается в качестве прототипа изобретения.
[8] Следует отметить, что существенного улучшения сцепления слоев заготовки в прототипе не достигается, а значит, прочность керамического изделия остается сравнительно низкой. Это позволяет сделать вывод, что количественные меры по совершенствованию прототипа являются исчерпанными, и технология требует качественных изменений.
[9] Техническая проблема, решаемая изобретением направлена на повышение прочности керамического изделия, полученного с использованием метода 3-Д печати.
Сущность изобретения
[10] Для решения указанной технической проблемы в качестве изобретения предложен способ получения керамического изделия (далее – Способ), в котором для получения керамического изделия изготавливают целевую заготовку. Способ включает в себя следующие этапы:
(а) получение исходного технологического блока из первичной смеси, которая содержит исходную мелкую фракцию оксида алюминия (III) с размером частиц не более 10 мкм;
(б) получение спеченного технологического блока путем спекания исходного технологического блока до его кажущейся плотности не менее 2,4 г/см3 и не более 2,9 г/см3;
(в) дробление спеченного технологического блока и выделение целевой крупной фракции оксида алюминия (III) с размером частиц свыше 0,05 мм;
(г) получение целевой смеси, содержащей целевую крупную и исходную мелкую фракции оксида алюминия (III);
д) получение пастообразной формовочной массы с использованием целевой смеси оксида алюминия (III) и водного коллоидного раствора диоксида кремния;
е) получение первичной заготовки путем послойного нанесения и послойного замораживания пастообразной формовочной массы;
ж) получение целевой заготовки путем спекания первичной заготовки до ее кажущейся плотности свыше 2,9 г/см3.
[11] Технический результат изобретения состоит в повышении прочности керамического изделия, что предположительно обеспечивается усилением сцепления слоев целевой заготовки за счет подробно описанного ниже капиллярного эффекта частиц целевой крупной фракции.
[12] В первом частном случае изобретения керамическое изделие получают путем механической обработки целевой заготовки. Данный частный случай изобретения позволяет удалить технологические неровности на поверхности целевой заготовки и получить керамическое изделие, которое имеет требуемую форму и размеры, а также требуемое качество поверхности.
[13] Во втором частном случае изобретения в качестве исходной мелкой фракции оксида алюминия (III) используют реактивный глинозем. Данный материал является синтетическим продуктом и представляет собой тонкодисперсный корундовый порошок, который характеризуется высокой равномерностью размеров частиц и сравнительно малой температурой спекания. Благодаря данным свойствам реактивного глинозема повышается прочность керамического изделия и снижаются энергозатраты при осуществлении Способа. Одновременно с этим керамическое изделие, выполненное согласно второму частному случаю Способа, приобретает такие свойства, как высокая химическая инертность и огнеупорность, характерные для реактивного глинозема.
[14] В третьем частном случае изобретения на этапе (а) для получения исходного технологического блока выполняют его формование и последующую сушку. Формование исходного технологического блока осуществляют путем прессования пресс-порошка, который готовят из первичной смеси. Данный частный случай обеспечивает эффективное компактирование первичной смеси с тем, чтобы максимизировать кажущуюся плотность исходного технологического блока перед спеканием. В результате этого повышается равномерность свойств частиц целевой крупной фракции, полученных из разных областей исходного технологического блока.
[15] В четвертом частном случае изобретения на этапе (б) спекание исходного технологического блока производят при температуре 1000-1300°С. Данная температура позволяет увеличить интервал времени, в котором кажущаяся плотность исходного технологического блока находится в первом целевом диапазоне: не менее 2,4 г/см3 и не более 2,9 г/см3, а значит, способствует повышению вероятности получения спеченного технологического блока с требуемой кажущейся плотностью.
[16] В пятом частном случае изобретения полученная на этапе (в) целевая крупная фракция оксида алюминия (III) характеризуется размером частиц не более 1,0 мм. Частицы данного размера обладают выраженным капиллярным эффектом, что в дальнейшем будет способствовать усилению сцепления слоев. Одновременно с этим данные частицы не являются слишком крупными, чтобы стать причиной неоднородности целевой заготовки и локальных отклонений ее пористости и прочности.
[17] В развитии пятого частного случая изобретения целевая крупная фракция оксида алюминия (III) включает в себя первую и вторую крупные фракции. Первая крупная фракция представляет собой частицы с наибольшим размером свыше 0,05 мм и не более 0,25 мм. Вторая крупная фракция представляет собой частицы с наибольшим размером свыше 0,25 мм и не более 1,0 мм. Массовые доли первой и второй крупных фракций при этом составляют соответственно 20-50% и 50-80% при принятии массы целевой крупной фракции за 100%.
[18] Технический результат пятого частного случая изобретения состоит в усилении сцепления слоев, что обеспечивается оптимальным составом целевой крупной фракции. Обладая наиболее выраженным капиллярным эффектом, основной вклад в усиление сцепления слоев вносят частицы второй крупной фракции, однако даже находясь в контакте друг с другом, вследствие своего размера эти частицы оставляют значительное пространство между собой. Частицы первой крупной фракции также воспроизводят капиллярный эффект, при этом они способны располагаться между частицами второй крупной фракции, существенно повышая общую силу сцепления слоев, а значит и прочность керамического изделия.
[19] В шестом частном случае изобретения в полученной на этапе (г) целевой смеси массовые доли целевой крупной и исходной мелкой фракций составляют соответственно 30-90% и 10-70%, а предпочтительно 50-75% и 50-25%, при принятии массы целевой смеси за 100%. Данные соотношения целевой крупной и исходной мелкой фракций является оптимальными с точки зрения максимизации взаимодействия частиц, обусловленного капиллярным эффектом, что в конечном итоге усиливает сцепление слоев.
[20] В седьмом частном случае изобретения на этапе (д) массовая доля целевой смеси в пастообразной формовочной массе составляет 80-95% при принятии массы пастообразной формовочной массы за 100%. В этом исполнении минимизируется количество жидкой фазы в пастообразной формовочной массе, что ускоряет отвердевание и уменьшает усадку при сушке и спекании.
[21] В восьмом частном случае изобретения на этапе (д) массовая доля диоксида кремния в водном коллоидном растворе составляет 20-35% при принятии массы водного коллоидного раствора за 100%. Кремнезоль, имеющий указанную массовую долю диоксида кремния, после смешивания с заданным количеством целевой смеси оксида алюминия (III) способен гарантировать пастообразной формовочной массе такую вязкость, которая является достаточной для сохранения формы слоя до момента его замораживания.
[22] В девятом частном случае изобретения на этапе (е) послойное нанесение пастообразной формовочной массы выполняют с толщиной слоя 1,0-1,5 мм. Слои данной толщины способны включать в себя частицы второй крупной фракции, которые имеют наиболее выраженный капиллярный эффект и вследствие этого усиливают сцепление слоев. В развитии данного случая на этапе (е) послойное нанесение пастообразной формовочной массы выполняют со скоростью 0,1-0,5 см/с. При толщине слоя 1,0-1,5 мм указанная скорость его нанесения способствует замораживанию пастообразной формовочной массы до того, как слой может потерять свою форму.
[23] В десятом частном случае изобретения на этапе (е) послойное нанесение пастообразной формовочной массы выполняют при температуре, которая ниже -25°С. Данная температура обеспечивает быстрое отвердевание пастообразной формовочной массы при различной толщине слоев.
[24] В одиннадцатом частном случае изобретения этап (е) включает в себя сушку первичной заготовки, которую выполняют при температуре 120-180°С. Данный режим сушки является наиболее благоприятным с точки зрения быстрого удаления влаги и сохранения формы первичной заготовки. Одновременно с этим при данной температуре активизируется капиллярный эффект частиц целевой крупной фракции и обусловленное этим усиленное сцепление слоев.
[25] В двенадцатом частном случае изобретения на этапе (ж) спекание первичной заготовки производят до кажущейся плотности свыше 3,0 г/см3. Данный уровень кажущейся плотности обеспечивает керамическому огнеупорному изделию исключительно высокую прочность.
[26] В тринадцатом частном случае изобретения на этапе (ж) спекание первичной заготовки производят при температуре 1300-1800°С. Данный режим спекания обеспечивает для целевой заготовки достижение, по существу, ее максимально возможной кажущейся плотности, что повышает прочность керамического изделия.
Краткое описание чертежей
[27] Осуществление изобретения будет пояснено ссылками на фигуры:
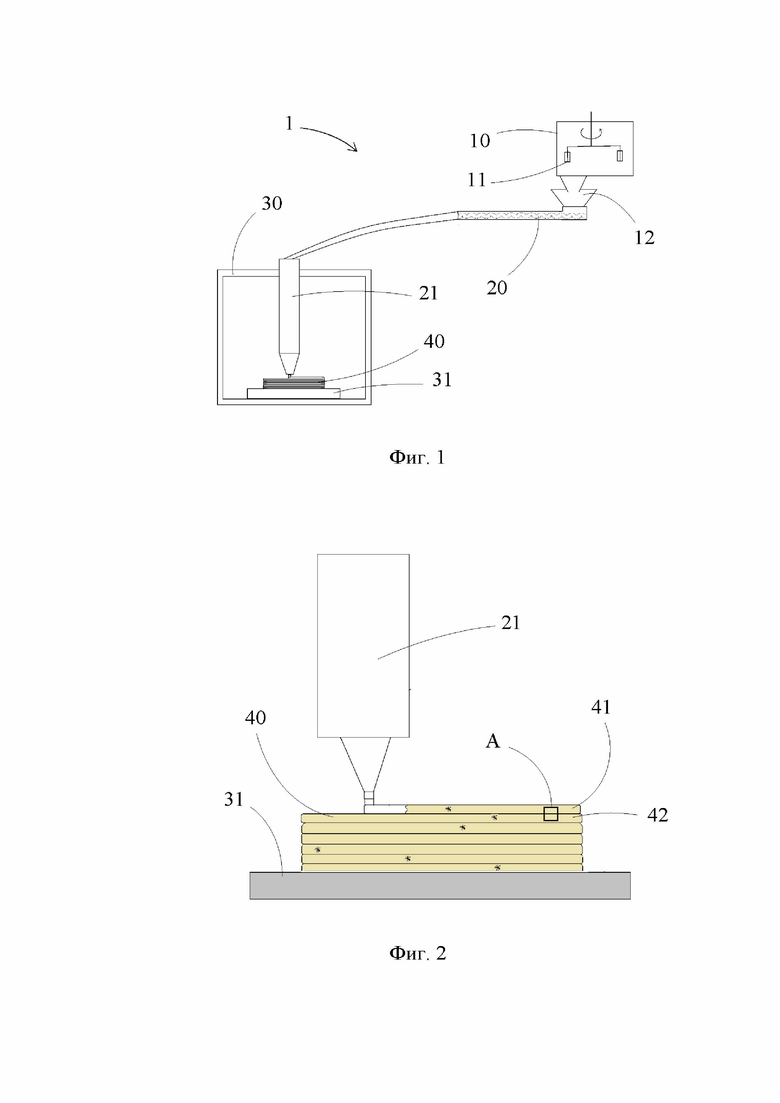
Фиг. 1 – принципиальная схема установки для выполнения этапа (е) Способа;
Фиг. 2 – принципиальная схема послойного наложения пастообразной формовочной массы на этапе (е) Способа;
Фиг. 3 – увеличенное изображение фрагмента А с Фиг. 2, соответствующее моменту завершения размораживания первичной заготовки на этапе (е) Способа;
Фиг. 4 – увеличенное изображение фрагмента А с Фиг. 2, соответствующее моменту завершения сушки на этапе (е) Способа;
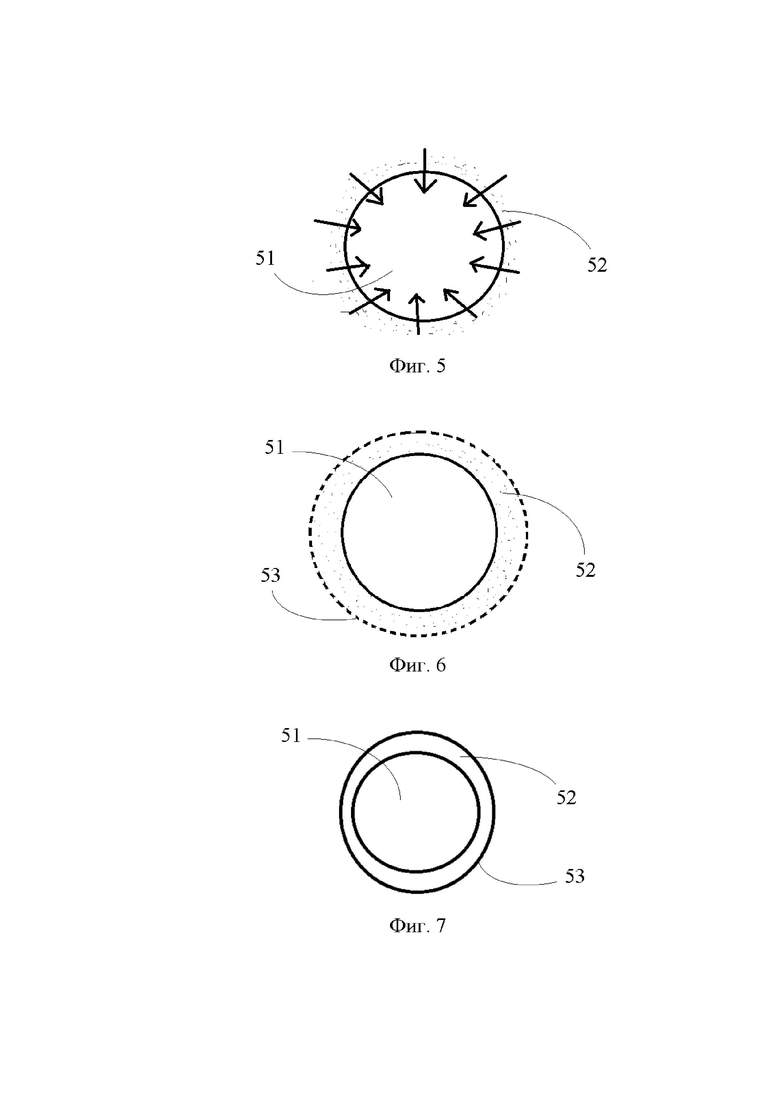
Фиг. 5 – качественное изображение одной частицы целевой крупной фракции и окружающих ее частиц исходной мелкой фракции, соответствующее моменту завершения размораживания первичной заготовки на этапе (е) Способа;
Фиг. 6 – качественное изображение одной частицы целевой крупной фракции и окружающих ее частиц исходной мелкой фракции, соответствующее моменту завершения сушки на этапе (е) Способа;
Фиг. 7 – качественное изображение одной частицы целевой крупной фракции и окружающих ее частиц исходной мелкой фракции, соответствующее моменту завершения спекания целевой заготовки на этапе (ж) Способа.
Следует отметить, что форма и размеры отдельных структурных элементов, отображенных на фигурах, могут являться условными и могут быть показаны так, чтобы наиболее наглядно проиллюстрировать взаимное расположение элементов и их причинно-следственную связь с заявленным техническим результатом.
Осуществление изобретения
[28] Осуществление изобретения будет показано на наилучших известных авторам примерах реализации изобретения, которые не являются ограничениями в отношении объема охраняемых прав.
[29] Согласно Способу, для изготовления керамического изделия используют оксид алюминия (III), исходная форма которого представляет собой тонкодисперсный порошок с размером частиц не более 10 мкм. В дальнейшем изложении данный порошок оксида алюминия (III) именуется как «исходная мелкая фракция оксида алюминия (III)» или кратко - «исходная мелкая фракция».
[30] Следует отметить, что в частных случаях Способа в качестве исходной мелкой фракции оксида алюминия (III) может быть использован порошок с размером частиц не более 1 мкм, не более 2 мкм, не более 3 мкм, не более 4 мкм, не более 5 мкм, не более 6 мкм, не более 7 мкм, не более 8 мкм, не более 9 мкм или смесь данных порошков. Выбор одного или нескольких диапазонов размеров частиц не оказывает влияния на осуществление Способа и его технические результаты при том условии, что эти диапазоны полностью укладываются в диапазон, в котором размеры частиц не превышают 10 мкм.
[31] Кроме того, здесь и далее термин «размер частицы» предпочтительно означает диаметр окружности, наибольшей из всех окружностей, которые могут быть описаны вокруг частицы. Существуют, однако и другие методики оценки размера частиц, например размер частицы может быть представлен диаметром сферы эквивалентного объема или может быть определен по размеру ячейки просеивающего сита и т.д. Все известные методики оценки размеров частиц могут быть использованы для осуществления Способа и не влияют на достигаемые технические результаты.
[32] Далее, ввиду объективной невозможности установления точного размера каждой частицы, термин «размер частицы» в контексте настоящей заявки имеет вероятностный характер и означает, что частицы в основном имеют указанный размер. Например, признак «исходная мелкая фракция оксида алюминия (III) с размером частиц не более 10 мкм» включает в себя также порошок с размером частиц d90 = 10 мкм, в котором не менее 90% массы порошка приходится на частицы размером не более 10 мкм.
[33] В качестве исходной мелкой фракции оксида алюминия (III) предпочтительно используют реактивный глинозем, который представляет собой тонкодисперсный корундовый порошок, характеризующийся высокой равномерностью размеров частиц и сравнительно малой температурой спекания.
[34] Способ реализуется посредством последовательного осуществления этапов (а), (б), (в), (г), (д), (е) и (ж). На этапе (а) получают исходный технологический блок, для чего выполняют формование исходного технологического блока из первичной смеси и его последующую сушку. Первичная смесь при этом состоит главным образом из исходной мелкой фракции оксида алюминия (III). Одновременно с этим в первичную смесь могут входить модифицирующие добавки различного назначения, например активатор спекания.
[35] Формование исходного технологического блока может быть осуществлено посредством шликерного литья в гипсовую форму, прессованием пресс-порошка или посредством других технологий, известных специалисту в данной области техники. В соответствии с используемой технологией формования первичная смесь может входить в состав суспензии, пресс-порошка или в иную формовочную массу, для чего первичная смесь может быть смешана с водой и/или связующим. Способы приготовления суспензий, пресс-порошков и иных содержащих первичную смесь формовочных масс, соответствующих используемым технологиям формования, а также необходимые для реализации данных технологий компоненты являются общеизвестными, и для специалиста в данной области техники они очевидны. Следует отметить, что по мнению авторов изобретения, предпочтительной технологией формования исходного технологического блока является прессование пресс-порошка, который готовят из первичной смеси.
[36] Форма исходного технологического блока может быть любой, тем не менее с точки зрения технологичности формования предпочтительной является форма параллелепипеда. Сушку исходного технологического блока осуществляют при комнатной или слегка повышенной температуре, например при температуре 30-60°С, в течение, например, 24-х часов.
[37] На этапе (б) получают спеченный технологический блок, для чего исходный технологический блок подвергают обжигу, который производят до тех пор, пока исходный технологический блок в результате спекания не приобретет кажущуюся плотность, входящую в первый целевой диапазон: от 2,4 до 2,9 г/см3 включительно. Таким образом, исходный технологический блок становится спеченным технологическим блоком, когда его кажущаяся плотность попадает в первый целевой диапазон. Обратим внимание, что первый целевой диапазон соответствует кажущейся плотности, составляющей от 60% до 72,5% включительно от истинной плотности исходного технологического блока, которую принимают равной плотности корунда 4,0 г/см3.
[38] Для специалиста в данной области является очевидным, при какой температуре обжига может быть достигнут указанный результат спекания исходного технологического блока. Тем не менее авторы изобретения полагают, что его обжиг следует производить при температуре 1000-1300°С, поскольку при данной температуре увеличивается интервал времени, в котором кажущаяся плотность спеченного технологического блока находится в первом целевом диапазоне, что в свою очередь, повышает вероятность получения спеченного технологического блока с требуемой кажущейся плотностью. Время обжига исходного технологического блока зависит от его размеров, и в наиболее востребованном случае, когда исходный технологический блок выполняется в объеме обычного кирпича или меньше, например вдвое меньше, время обжига при указанной температуре составляет 1-3 часа.
[39] Этап (б) естественным образом включает в себя предварительную операцию, состоящую в том, что на серии образцов, выполненных подобно исходному технологическому блоку, опытным путем определяют оптимальный режим спекания, в частности - минимальное время, при котором спеченные образцы гарантированно приобретают кажущуюся плотность, принадлежащую первому целевому диапазону. Соответственно, для выполнения этапа (б) в отношении исходного технологического блока осуществляют оптимальный режим спекания, после чего в предпочтительном, но не обязательном случае изобретения удостоверяются в приобретении спеченным технологическим блоком требуемой кажущейся плотности. Кажущуюся плотность образцов и спеченного технологического блока, а также упоминаемой ниже целевой заготовки определяют согласно ГОСТ 2409-2014.
[40] На этапе (в) осуществляют дробление спеченного технологического блока и выделение целевой крупной фракции оксида алюминия (III) с размером частиц свыше 0,05 мм. Авторы изобретения считают предпочтительным включение в целевую крупную фракцию только тех частиц, которые имеют размер не более 1,0 мм, поскольку более крупные частицы в дальнейшем могут стать причиной неоднородности материала целевой заготовки и локальных отклонений пористости и прочности. Обратим таже внимание, что указанные операции этапа (в), а именно дробление и классификацию частиц по размерам, осуществляют при помощи общеизвестных технологий, очевидных для специалиста в данной области техники.
[41] В еще более предпочтительном случае изобретения частицы с размером свыше 0,05 мм и не более 1,0 мм, выделенные после дробления спеченного технологического блока, разделяют на первую и вторую крупные фракции. Первая крупная фракция при этом представляет собой частицы с наибольшим размером свыше 0,05 мм и не более 0,25 мм, а вторая крупная фракция представляет собой частицы с наибольшим размером свыше 0,25 мм и не более 1,0 мм. Упомянутую целевую крупную фракцию оксида алюминия (III) в этом случае получают смешиванием первой и второй крупных фракций в следующей пропорции: при принятии массы целевой крупной фракции за 100% массовые доли первой и второй крупных фракций составляют соответственно от 20% до 50% включительно и от 50% до 80% включительно.
[42] Отметим, что получение целевой крупной фракции путем смешивания первой и второй крупных фракций в указанных пропорциях преследует следующую цель. В полученном согласно Способу керамическом изделии максимальный капиллярный эффект, который обеспечивает усиление сцепления слоев, и который будет подробно описан ниже, обеспечивается частицами второй крупной фракции. Однако даже находясь в контакте друг с другом, вследствие своего сравнительно большого размера эти частицы оставляют значительное пространство между собой. Частицы первой крупной фракции способны располагаться между частицами второй крупной фракции, и оставаясь способными воспроизводить определенный капиллярный эффект, частицы первой крупной фракции также вносят свой вклад в сцепление слоев. В результате этого сцепление слоев усиливается, а значит, повышается прочность керамического изделия, полученного при осуществлении Способа.
[43] На этапе (г) получают целевую смесь оксида алюминия (III), для чего целевую крупную фракцию смешивают с исходной мелкой фракцией, при этом массовые доли целевой крупной и исходной мелкой фракций предпочтительно составляют соответственно от 30% до 90% включительно и от 10% до 70% включительно при принятии массы целевой смеси за 100%. В наиболее предпочтительном случае массовые доли целевой крупной и исходной мелкой фракций составляют соответственно от 50% до 75% включительно и от 50% до 25% включительно. Данное соотношение целевой крупной и исходной мелкой фракций позволяет максимизировать сцепление слоев, что в конечном итоге обеспечивает механическую прочность керамического изделия. Аналогично первичной смеси, целевая смесь может содержать модифицирующие добавки.
[44] На этапе (д) готовят пастообразную формовочную массу с использованием целевой смеси оксида алюминия (III) и кремнезоля. Массовая доля целевой смеси в пастообразной формовочной массе составляет от 80 до 95% включительно при принятии массы пастообразной формовочной массы за 100%. Специалисту в данной области очевидно, какую массовую долю в кремнезоле должен занимать диоксид кремния, чтобы получаемая пастообразная формовочная масса имела пастообразный вид. Тем не менее, является предпочтительным случай, когда массовая доля диоксида кремния в кремнезоле составляет 20-35% при принятии его полной массы за 100%.
[45] На этапе (е) осуществляют формование первичной заготовки, для чего используют установку 1, принципиальная схема которой показана на Фиг. 1. Пастообразная формовочная масса размещается в емкости 10, которая снабжена вращающимися лопатками 11, обеспечивающими постоянное перемешивание пастообразной формовочной массы в целях недопущения ее расслоения. Через дозатор 12 пастообразная формовочная масса подается в шнековый насос 20, который нагнетает ее в экструдер 21, размещенный в охлаждаемой камере 30. Внутри охлаждаемой камеры 30 обеспечивают температуру ниже -25°С. Экструдер 21 обладает трехкоординатным ходом и способен производить послойное наложение пастообразной формовочной массы на подложку 31 так, чтобы форма каждого слоя соответствовала расчетному поперечному сечению первичной заготовки 40 на соответствующем уровне по ее высоте.
[46] На Фиг. 2 показано формирование первичной заготовки 40 путем послойного наложения пастообразной формовочной массы на этапе (е) Способа. Выполняя нанесение слоя 41, экструдер 21 движется в направлении левой стороны первичной заготовки 40. Под влиянием низкой температуры пастообразная формовочная масса быстро отвердевает, при этом высокая вязкость пастообразной формовочной массы позволяет сохранить форму слоя 41 до его отвердевания. Отвердевшая часть нанесенной пастообразной формовочной массы показана на Фиг. 2 затемненной, при этом часть пастообразной формовочной массы, находящаяся в процессе отвердевания, показана белым цветом.
[47] Следует отметить, что послойное нанесение пастообразной формовочной массы выполняют с толщиной слоя 1,0-1,5 мм. Слои данной толщины способны включать в себя самые крупные частицы второй крупной фракции, которые имеют наиболее выраженный капиллярный эффект и вследствие этого вносят значительный вклад в усиление сцепления слоев.
[48] Кроме того, послойное нанесение пастообразной формовочной массы выполняют со скоростью 0,1-0,5 см/с. Данная скорость нанесения слоя, имеющего указанную выше толщину, обеспечивает лишь небольшой объем находящейся в незамороженном состоянии пастообразной формовочной массы, что ускоряет ее полное замораживание до того как слой может потерять свою форму.
[49] По завершению формования первичная заготовка 40 подвергается размораживанию в естественных условиях и сушке. На Фиг. 3 показан фрагмент А с Фиг. 2, включающий границу слоев 41 и 42, в состоянии после размораживания первичной заготовки 40. Частицы 51 целевой крупной фракции окружены частицами 52 исходной мелкой фракции, при этом некоторые частицы 52 слоя 41 находятся вблизи частиц 51 слоя 42 и наоборот. Более того, как видно на Фиг. 3, некоторые частицы 51 слоя 42 расположены так, что своей частью они проникает в слой 41. Обратим внимание, что наибольший размер частиц 51 целевой крупной фракции достигает 1,0 мм, что сопоставимо с толщиной слоев 41 и 42, составляющей 1,0-1,5 мм.
[50] В ходе сушки важное значение приобретает то обстоятельство, что частицы 51 целевой крупной фракции, будучи спеченными до кажущейся плотности, составляющей 60-72,5% от их истинной плотности, имеют некоторую открытую пористость. Это является существенным отличием Способа от известных решений, в которых частицы крупной фракции являются частицами реактивного глинозема, электросплавленного корунда или табулярного глинозема. Такие частицы характеризуются максимально возможной кажущейся плотностью, близкой к истинной плотности, т.е. по существу, не имеют пор.
[51] Благодаря тому, что частицы 51 целевой крупной фракции сохранили поры, они воспроизводят капиллярный эффект, проявляющийся в образовании градиента давления (Фиг. 5), направленного внутрь частиц 51 целевой крупной фракции. Данный фактор побуждает жидкость, содержащуюся в пастообразной формовочной массе, всасываться в поры частиц 51 целевой крупной фракции, увлекая за собой частицы 52 исходной мелкой фракции, которые плотно охватывают частицы 51 с образованием уплотненных оболочек 53 (Фиг. 4, Фиг. 6). При осуществлении сушки влага, поникшая в поры частиц 51 целевой крупной фракции, удаляется в виде пара. Обратим внимание, что частицы 51 слоя 42 описанным выше образом притягивают частицы 52 слоя 41 (Фиг. 3, Фиг. 4), что очевидно, способствует усилению сцепления слоев уже при выполнении сушки на этапе (е).
[52] Режим сушки на этапе (е), по существу, может быть любым. Тем не менее, для сохранения формы первичной заготовки представляется целесообразным ускоренное удаление влаги, что обеспечивается при температуре 120-180°С. Одновременно с этим при данной температуре активизируется капиллярный эффект частиц целевой крупной фракции и обусловленное этим усиленное сцепление слоев.
[53] На этапе (ж) получают целевую заготовку, для чего первичную заготовку подвергают обжигу, который производят до тех пор, пока первичная заготовка в результате спекания не приобретет кажущуюся плотность, составляющую свыше 2,9 г/см3, т.е. превышающую 72,5% от истинной плотности первичной заготовки. Таким образом, первичная заготовка становится целевой заготовкой, когда ее кажущаяся плотность попадает в указанный второй целевой диапазон.
[54] Данный уровень кажущейся плотности целевой заготовки отражает сравнительно низкую пористость целевой заготовки и является одним из условий ее высокой прочности. В то же время кажущаяся плотность целевой заготовки может быть повышена более продолжительным обжигом первичной заготовки, что позволит усилить желаемые свойства целевой заготовки. Например, первичная заготовка в результате более длительного или более интенсивного спекания может быть доведена до кажущейся плотности, составляющей свыше 3,0 г/см3 или даже свыше 3,1 г/см3, что превышает соответственно 75% и 77,5% от истинной плотности первичной заготовки.
[55] Для специалиста в данной области является очевидным, при какой температуре обжига может быть достигнут указанный результат спекания первичной заготовки. Тем не менее авторы изобретения полагают, что ее обжиг следует производить при температуре 1300-1800°С, при которой целевая заготовка может приобрести, по существу, максимально возможную кажущуюся плотность. Время спекания первичной заготовки зависит от ее размеров и формы и может быть предварительно определено на серии подобных образцов аналогично тому, как это было описано выше для спекания исходного технологического блока на этапе (б).
[56] Обратим внимание, что благодаря отсутствию органических веществ в связующем и малому объему его выгорания, целевая заготовка сохраняет форму, близкую к форме первичной заготовки. Одновременно с этим упомянутые выше уплотненные оболочки 53 спекаются с частицами 51 (Фиг. 7), в результате чего сцепление слоев 41 и 42 существенно усиливается (Фиг. 4), а граница между слоями в значительной степени размывается.
[57] Далее целевую заготовку подвергают механической обработке, которая позволяет удалить технологические неровности на поверхности целевой заготовки и получить керамическое изделие, которое имеет требуемую форму и размеры, а также требуемое качество поверхности.
[58] Таким образом, изготовленное при помощи Способа керамическое изделие является, по существу, монолитным, а значит, поставленная перед изобретением техническая проблема, заключающаяся в повышении прочности керамического изделия, получает свое решение.
[59] Описанные выше технические результаты изобретения были подтверждены экспериментально при сопоставлении керамических изделий, выполненных согласно Способу (Примеры 1-6) и по аналогии с прототипом (Сравнительный пример).
[60] Пример 1
В качестве исходной мелкой фракции оксида алюминия (III) использовали коммерчески доступный порошок реактивного глинозема с размером частиц d90 = 7,5 мкм и d50 = 2,5 мкм, при этом первичная смесь целиком состояла из исходной мелкой фракции оксида алюминия (III). Первичную смесь в количестве 5000 г смешали со 500 мл 5%-го раствора поливинилового спирта, выступающего в качестве связующего, с последующим протиранием через сито с получением пресс-порошка. Далее из полученного пресс-порошка на гидравлическом прессе при давлении 80 МПа выполнили формование исходного технологического блока в форме параллелепипеда. Исходный технологический блок затем сушили в течение 18-ти часов при температуре 50°С.
[61] После этого исходный технологический блок спекали в газовой печи при температуре 1200°С в течение 2,5 часов с получением спеченного технологического блока, для которого определили кажущуюся плотность согласно ГОСТ 2409-2014. Кажущаяся плотность спеченного технологического блока составила 2,72 г/см3, что эквивалентно 68% от его истинной плотности, которую приняли равной плотности корунда 4,0 г/см3.
[62] Далее спеченный технологический блок раздробили с выделением первой и второй крупной фракций оксида алюминия (III), в которых наибольший размер частиц составляет: свыше 0,05 мм и не более 0,25 мм и свыше 0,25 мм и не более 1 мм соответственно (далее также – фракции 1 и 2). Затем получили 3500 г целевой крупной фракции оксида алюминия (III), для чего первую и вторую крупные фракции смешали в количестве соответственно 1400 г и 2100 г, т.е. в их массовых долях, составляющих соответственно 40% и 60% при принятии массы целевой крупной фракции за 100%.
[63] После этого получили 5000 г целевой смеси путем смешивания 3500 г целевой крупной фракции с 1500 г исходной мелкой фракции, что отражает массовые доли целевой крупной и исходной мелкой фракций в размере 70% и 30% соответственно при принятии массы целевой смеси за 100%.
[64] Далее 5000 г целевой смеси и 600 мл кремнезоля смешивали в лопастном смесителе СЛ-5 в течение 10-ти минут, в результате чего получили 5600 г пастообразной формовочной массы, в которой массовые доли целевой смеси и кремнезоля составили соответственно 89% и 11%. В качестве кремнезоля использовали готовый коммерчески доступный продукт «ЛЭЙКСИЛ®»30 с содержанием диоксида кремния 29-31%.
[65] С использованием установки 1, показанной на Фиг. 1, путем послойного наложения пастообразной формовочной массы изготовили первичную заготовку в виде параллелепипеда размером 100х20х20 мм. Внутри охлаждаемой камеры при этом поддерживали температуру -30°С, толщина слоев составила 1 мм, а скорость наложения слоев была установлена на 0,4 см/с.
[66] Первичную заготовку сушили при температуре 150°С в течение 8-ми часов, после чего подвергали обжигу в газовой печи при температуре 1600°С в течение 4-х часов. Далее для полученной целевой заготовки, которую для целей эксперимента рассматривали в качестве готового керамического изделия, определили кажущуюся плотность согласно ГОСТ 2409-2014, а также пределы прочности при сжатии и изгибе согласно ГОСТ Р 57606-2017 и ГОСТ Р 57749-2017. Результаты определения данных величин занесли в Таблицу.
[67] Пример 2
Керамическое изделие выполнили аналогично Примеру 1 с тем лишь исключением, что для получения 5000 г целевой смеси использовали 1700 г целевой крупной фракции и 3300 г исходной мелкой фракции, что отражает массовые доли целевой крупной и исходной мелкой фракций в размере 34% и 66% соответственно при принятии массы целевой смеси за 100%.
[68] Пример 3
Керамическое изделие выполнили аналогично Примеру 1 с тем лишь исключением, что для получения 5000 г целевой смеси использовали 2500 г целевой крупной фракции и 2500 г исходной мелкой фракции, что отражает равные массовые доли целевой крупной и исходной мелкой фракций, составляющие по 50% при принятии массы целевой смеси за 100%.
[69] Пример 4
Керамическое изделие выполнили аналогично Примеру 1 с тем лишь исключением, что исходный технологический блок спекали в газовой печи при температуре 1100°С в течение 1,5 часов с получением спеченного технологического блока, кажущаяся плотность которого составила 2,44 г/см3, что эквивалентно 61% от его истинной плотности.
[70] Сравнительный пример 1
Керамическое изделие выполнили аналогично Примеру 1 с тем лишь исключением, что в качестве целевой смеси использовали одну лишь первичную смесь, целиком состоящую из исходной мелкой фракции оксида алюминия (III).
[71] Сравнительный пример 2
Керамическое изделие выполнили аналогично Примеру 1 с тем лишь исключением, что в качестве целевой крупной фракции использовали электросплавленный корунд, частицы которого имели наибольший размер 0,05-1,0 мм.
[72] Результаты испытаний керамических изделий, полученных в Примерах 1-4 и Сравнительных примерах 1 и 2, представлены в Таблице. Сопоставление Примеров 1-4 со Сравнительными примерами 1 и 2 свидетельствует о достижении технического результата, заключающемся в увеличении механической прочности керамического изделия, выполненного согласно Способу. Примеры 1-3 подтверждают возможность достижения технического результата при различных массовых долях целевой крупной фракции в целевой смеси. Примеры 1 и 4 при этом подтверждают возможность достижения технического результата при различной кажущейся плотности спеченного технологического блока.
[73] Таблица
1 и 2
1 и 2
1 и 2
1 и 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ОГНЕУПОРНОГО ИЗДЕЛИЯ ИЗ ЦИРКОНА | 2021 |
|
RU2782638C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ОГНЕУПОРНОГО ИЗДЕЛИЯ ИЗ ДИОКСИДА ЦИРКОНИЯ | 2021 |
|
RU2782636C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ОГНЕУПОРНОГО ИЗДЕЛИЯ ИЗ ЦИРКОНАТА КАЛЬЦИЯ | 2021 |
|
RU2782658C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ ПОСРЕДСТВОМ 3D-ПЕЧАТИ С ПОДАЧЕЙ ГАЗООБРАЗНОГО ХЛАДАГЕНТА В ОБЛАСТЬ ПЕЧАТИ | 2023 |
|
RU2812374C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ОГНЕУПОРНОГО ИЗДЕЛИЯ С ВЫСОКОЙ ОДНОРОДНОСТЬЮ ХИМИЧЕСКОГО СОСТАВА | 2022 |
|
RU2796140C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА ДЛЯ ОЧИСТКИ ГОРЯЧЕГО ГАЗА | 2023 |
|
RU2815946C1 |
| НАНОКРИСТАЛЛИЧЕСКИЕ СПЕЧЕННЫЕ ТЕЛА НА ОСНОВЕ АЛЬФА-ОКСИДА АЛЮМИНИЯ, СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, А ТАКЖЕ ПРИМЕНЕНИЕ | 2006 |
|
RU2383638C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА ДЛЯ ОЧИСТКИ ГОРЯЧЕГО ГАЗА | 2022 |
|
RU2789585C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНЫХ ПРЕСС-ЗАГОТОВОК С ДИСПЕРГИРОВАННЫМИ ЗЁРНАМИ В ПОРОШКОВОЙ МЕТАЛЛУРГИИ МЕТАЛЛОКЕРАМИЧЕСКИХ, МИНЕРАЛОКЕРАМИЧЕСКИХ И ТУГОПЛАВКИХ СПЛАВОВ | 2020 |
|
RU2746657C1 |
| КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ ОГНЕУПОРНОГО МАТЕРИАЛА | 2009 |
|
RU2478874C2 |

Изобретение относится к способам получения керамических изделий путем послойного формирования заготовки из смеси спекающегося порошка и связующего с последующим обжигом заготовки. Техническим результатом является повышение прочности керамического изделия за счет усиления сцепления слоев целевой заготовки. Способ включает в себя этапы (а)-(ж). На этапе (а) получают исходный технологический блок из первичной смеси, которая содержит исходную мелкую фракцию оксида алюминия (III) с размером частиц не более 10 мкм. На этапе (б) получают спеченный технологический блок путем спекания исходного технологического блока до его кажущейся плотности не менее 2,4 г/см3 и не более 2,9 г/см3. На этапе (в) осуществляют дробление спеченного технологического блока и выделение целевой крупной фракции оксида алюминия (III) с размером частиц свыше 0,05 мм. На этапе (г) получают целевую смесь, содержащую целевую крупную и исходную мелкую фракции оксида алюминия (III). На этапе (д) получают пастообразную формовочную массу с использованием целевой смеси оксида алюминия (III) и водного коллоидного раствора диоксида кремния. На этапе (е) получают первичную заготовку послойного нанесения и послойного замораживания пастообразной формовочной массы. На этапе (ж) получают целевую заготовку путем спекания первичной заготовки до ее кажущейся плотности, составляющей свыше 2,9 г/см3. 15 з.п. ф-лы, 4 пр., 1 табл., 7 ил.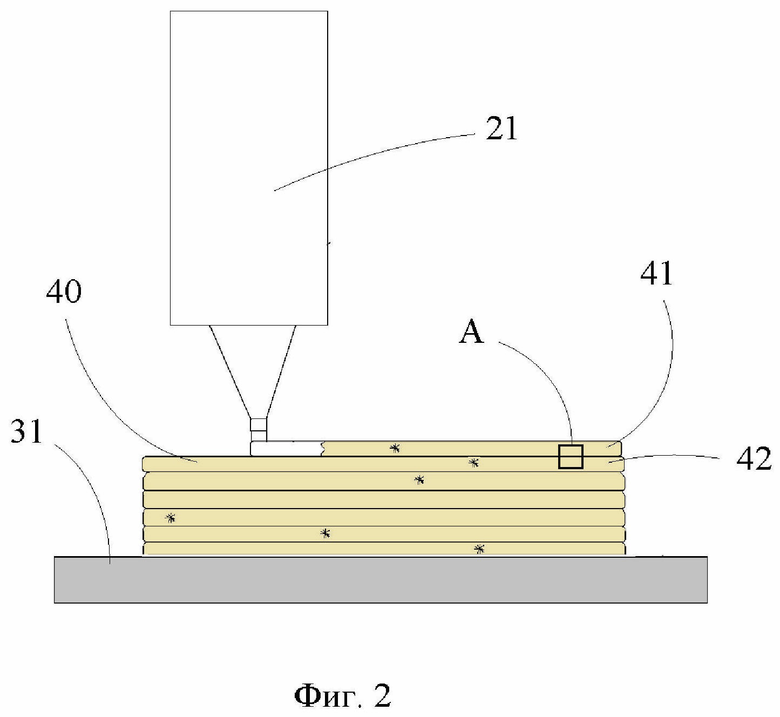
1. Способ получения керамического изделия, в котором для получения керамического изделия изготавливают целевую заготовку, при этом способ включает в себя следующие этапы:
(а) получение исходного технологического блока из первичной смеси, которая содержит исходную мелкую фракцию оксида алюминия (III) с размером частиц не более 10 мкм;
(б) получение спеченного технологического блока путем спекания исходного технологического блока до его кажущейся плотности не менее 2,4 г/см3 и не более 2,9 г/см3;
(в) дробление спеченного технологического блока и выделение целевой крупной фракции оксида алюминия (III) с размером частиц свыше 0,05 мм;
(г) получение целевой смеси, содержащей целевую крупную и исходную мелкую фракции оксида алюминия (III);
д) получение пастообразной формовочной массы с использованием целевой смеси оксида алюминия (III) и водного коллоидного раствора диоксида кремния;
е) получение первичной заготовки путем послойного нанесения и послойного замораживания пастообразной формовочной массы;
ж) получение целевой заготовки путем спекания первичной заготовки до ее кажущейся плотности свыше 2,9 г/см3.
2. Способ по п. 1, в котором керамическое изделие получают путем механической обработки целевой заготовки.
3. Способ по п. 1, в котором в качестве исходной мелкой фракции оксида алюминия (III) используют реактивный глинозем.
4. Способ по п. 1, в котором на этапе (а) для получения исходного технологического блока выполняют его формование и последующую сушку, причем формование исходного технологического блока осуществляют путем прессования пресс-порошка, который готовят из первичной смеси.
5. Способ по п. 1, в котором на этапе (б) спекание исходного технологического блока производят при температуре 1000-1300°С.
6. Способ по п. 1, в котором полученная на этапе (в) целевая крупная фракция оксида алюминия (III) характеризуется размером частиц не более 1,0 мм.
7. Способ по п. 6, в котором полученная на этапе (в) целевая крупная фракция оксида алюминия (III) включает в себя
первую крупную фракцию, представляющую собой частицы с наибольшим размером свыше 0,05 мм и не более 0,25 мм, и
вторую крупную фракцию, представляющую собой частицы с наибольшим размером свыше 0,25 мм и не более 1,0 мм, причем
массовые доли первой и второй крупных фракций составляют соответственно 20-50% и 50-80% при принятии массы целевой крупной фракции за 100%.
8. Способ по п. 1, в котором в полученной на этапе (г) целевой смеси массовые доли целевой крупной и исходной мелкой фракций составляют соответственно 30-90% и 10-70% при принятии массы целевой смеси за 100%.
9. Способ по п. 1, в котором на этапе (д) массовая доля целевой смеси в пастообразной формовочной массе составляет 80-95% при принятии массы пастообразной формовочной массы за 100%.
10. Способ по п. 1, в котором на этапе (д) массовая доля диоксида кремния в водном коллоидном растворе составляет 20-35% при принятии массы водного коллоидного раствора за 100%.
11. Способ по п. 1 или 6, в котором на этапе (е) послойное нанесение пастообразной формовочной массы выполняют с толщиной слоя 1,0-1,5 мм.
12. Способ по п. 11, в котором на этапе (е) послойное нанесение пастообразной формовочной массы выполняют со скоростью 0,1-0,5 см/с.
13. Способ по п. 1, в котором на этапе (е) послойное нанесение пастообразной формовочной массы выполняют при температуре ниже -25°С.
14. Способ по п. 1, в котором этап (е) включает в себя сушку первичной заготовки, которую выполняют при температуре 120-180°С.
15. Способ по п. 1, в котором на этапе (ж) спекание первичной заготовки производят до кажущейся плотности свыше 3,0 г/см3.
16. Способ по п. 1, в котором на этапе (ж) спекание первичной заготовки производят при температуре 1300-1800°С.
| CN 107698260 A, 16.02.2018 | |||
| Способ изготовления изделий из порошковых керамических материалов | 2017 |
|
RU2668107C1 |
| ШИХТА НА ОСНОВЕ ОКСИДА АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ПРОЧНОЙ КЕРАМИКИ | 2019 |
|
RU2730229C1 |
| Технологическая линия для производства керамического кирпича | 2020 |
|
RU2726000C1 |
| Фотографический материал | 1976 |
|
SU636579A1 |

