Область техники
[1] Изобретение относится к способам получения керамических изделий, известным как «технологии 3D-печати» и предусматривающим послойное формирование заготовки из смеси спекающегося порошка и связующего.
Предпосылки к созданию изобретения
[2] Технологии изготовления керамических изделий, в которых предназначенную для спекания заготовку формируют путем послойного наложения пастообразной формовочной массы из смеси спекающегося порошка и связующего, позволяют получать керамические изделия сложных форм. Основная техническая проблема, свойственная данным технологиям, состоит в сохранении формы заготовки до того, как она будет помещена в печь для обжига. Перспективным решением этой технической проблемы является быстрое замораживание нанесенной пастообразной формовочной массы, что позволяет зафиксировать форму заготовки.
[3] В патентной публикации CN107698260A, 16.02.2018 раскрыт способ получения керамического изделия (далее – первый известный способ), в котором пастообразную формовочную массу готовят путем смешивания спекающегося порошка и связующего, при этом в качестве спекающегося порошка может быть использован порошок из любого материала, способного служить сырьем для оксидной, нитридной или карбидной керамики. В свою очередь, в качестве связующего используют состав на основе водного коллоидного раствора диоксида кремния. Пастообразную формовочную массу послойно выкладывают на платформе так, чтобы каждый слой соответствовал расчетному поперечному сечению заготовки. Нанесение пастообразной формовочной массы осуществляют при температуре окружающей среды от -10 до -20°С, в результате чего пастообразная формовочная масса замерзает, обеспечивая сохранение формы каждого отдельного слоя и заготовки в целом. Для повышения силы сцепления слоев между собой заготовку размораживают, а затем снова замораживают при температуре до -80°С с заданными скоростью и градиентом понижения температуры. Далее заготовку сушат и подвергают обжигу, по завершении которого получают керамическое изделие.
[4] Обратим внимание, что в первом известном способе на протяжении всего процесса формирования заготовки вокруг платформы с формируемой заготовкой поддерживается указанная отрицательная температура, а значит платформа с формируемой заготовкой должна располагаться в теплоизолированной морозильной камере. Ввиду данного обстоятельства и с учетом необходимости размещения в морозильной камере перемещающегося формующего сопла, приводов для его перемещения и т.п., габаритные размеры изготавливаемого керамического изделия должны быть существенно меньше соответствующих внутренних размеров теплоизолированной морозильной камеры. Кроме того, формирование заготовки в морозильной камере затрудняет проведение таких манипуляций, как размещение временных вставок и т.п., позволяющих получать керамические изделия сложных форм. Таким образом, первый известный способ требует сложного оборудования и имеет естественные ограничения как по габаритным размерам, так и по форме изготавливаемых керамических изделий.
[5] В патентной публикации RU2774993C1, 27.06.2022 раскрыт способ получения керамического изделия (далее – второй известный способ), в котором заготовку формируют путем послойного наложения пастообразной формовочной массы при температуре окружающей среды ниже -25°С. Для подготовки пастообразной формовочной массы в качестве спекающегося порошка используют порошковую смесь оксида алюминия, а в качестве связующего используют водный коллоидный раствор диоксида кремния. Порошковая смесь оксида алюминия включает в себя порошки с различным размером частиц и различной кажущейся плотностью, что позволяет усилить сцепление слоев. Керамическое изделие получают после сушки и обжига заготовки.
[6] Ввиду того, что авторы настоящего изобретения являются также и авторами второго известного способа, они подтверждают возможность осуществления второго известного способа и считают второй известный способ наиболее близким аналогом настоящего изобретения. Однако второму известному способу свойственны недостатки первого известного способа, а именно необходимость использования морозильной камеры и связанные с этим ограничения по габаритным размерам и форме получаемых керамических изделий.
[7] Техническая проблема, на решение которой направлено изобретение, состоит в упрощении оснастки для изготовления керамических изделий по технологии 3D-печати, а также в возможности получения крупногабаритных или сложных по форме керамических изделий.
Сущность изобретения
[8] Для решения указанной технической проблемы в качестве изобретения предложен способ получения керамического изделия (далее также – Способ), в котором для получения керамического изделия изготавливают целевую заготовку. Способ включает в себя следующие этапы:
(а) получение пастообразной формовочной массы с использованием спекающегося порошка и водного коллоидного раствора диоксида кремния (далее также – кремнезоль);
(б) получение первичной заготовки путем послойного нанесения пастообразной формовочной массы и замораживания нанесенной пастообразной формовочной массы в ограниченной области верхнего слоя, при этом нанесение пастообразной формовочной массы осуществляют через перемещающееся формующее сопло, а замораживание нанесенной пастообразной формовочной массы осуществляют путем подачи газообразного хладагента в упомянутую ограниченную область верхнего слоя через направляющий диффузор, причем между перемещающимся формующим соплом и направляющим диффузором обеспечивают жесткое механическое соединение;
(в) получение целевой заготовки путем спекания первичной заготовки.
[9] Технический результат изобретения состоит в том, что сохранение формы первичной заготовки обеспечивается после локального замораживания нанесенной пастообразной формовочной массы только в ограниченной области верхнего слоя, сдвигающейся вслед за перемещающимся формующим соплом, или другими словами, сохранение формы первичной заготовки обеспечивается без замораживания всей первичной заготовки целиком.
[10] Причинно-следственная связь между признаками изобретения и техническим результатом основана на известном, например из патентной публикации US2005255290A1, 17.11.2005, эффекте необратимого изменения структуры водного коллоидного раствора диоксида кремния после его замораживания и оттаивания. При подаче газообразного хладагента на ограниченную область верхнего слоя через направляющий диффузор замораживание пастообразной формовочной массы в этой ограниченной области приводит к тому, что оксид кремния выделяется из коллоидного раствора в виде гелеобразных агрегатов, а при последующем оттаивании пастообразной формовочной массы обратного перехода не происходит. В результате этого гелеобразные агрегаты оксида кремния надежно связывают частицы спекающегося порошка, и данная ограниченная область верхнего слоя приобретает достаточную прочность даже после размораживания. Соответственно, такую же прочность приобрели и другие участки верхнего и нижних слоев, которые попадали в ограниченную область и подвергались замораживанию ранее, а значит и вся первичная заготовка целиком. Прочность, приобретенная каждым участком верхнего и нижних слоев, обеспечивает сохранение формы каждого участка, а вместе с ними и всей первичной заготовки.
[11] Таким образом, для осуществления Способа не требуется морозильная камера, способная вместить в себя первичную заготовку, что помимо существенного упрощения используемого оборудования создает возможности для изготовления керамический изделий больших габаритов и сложных форм. Следовательно, техническая проблема, поставленная перед изобретением, является решенной.
[12] В первом частном случае изобретения керамическое изделие получают путем механической обработки целевой заготовки. Данный частный случай изобретения позволяет удалить технологические неровности на поверхности целевой заготовки и получить керамическое изделие, которое имеет требуемую форму и размеры, а также требуемое качество поверхности.
[13] Во втором частном случае изобретения на этапе (а) массовая доля спекающегося порошка в пастообразной формовочной массе составляет 80-95% при принятии массы пастообразной формовочной массы за 100%. В этом исполнении минимизируется количество жидкой фазы в пастообразной формовочной массе, что ускоряет отвердевание при замораживании и уменьшает усадку при сушке и спекании.
[14] В третьем частном случае изобретения на этапе (а) массовая доля диоксида кремния в водном коллоидном растворе составляет 20-35% при принятии массы водного коллоидного раствора за 100%. Кремнезоль, имеющий указанную массовую долю диоксида кремния, после смешивания с заданным количеством спекающегося порошка способен обеспечить пастообразной формовочной массе такую вязкость, которая является достаточной для сохранения формы слоя до момента его замораживания.
[15] В четвертом частном случае изобретения на этапе (б) послойное нанесение пастообразной формовочной массы выполняют с толщиной слоя 1,0-1,5 мм со скоростью 0,1-0,5 см/с. При данной толщине слоя указанная скорость его нанесения способствует замораживанию пастообразной формовочной массы до того, как слой может потерять свою форму.
[16] В пятом частном случае изобретения на этапе (б) газообразный хладагент имеет температуру ниже -15°С. Следует отметить, что указанная температура, являющаяся температурой, при которой согласно Способу обеспечивается надлежащее время замораживания пастообразной формовочной массы, превышает соответствующую температуру во втором известном способе, что делает Способ более энергоэффективным. Данное преимущество происходит в силу следующего эффекта. При осуществлении второго известного способа тепло, отдаваемое нанесенной пастообразной формовочной массой в прилегающее воздушное пространство, сохраняется в нем на некоторый период, что замедляет теплоперенос и увеличивает время замораживания наносимого слоя. С целью предотвращения деформирования наносимого слоя это время должно быть уменьшено, что во втором известном способе достигается более низкой температурой атмосферы внутри морозильной камеры. В противоположность этому при осуществлении Способа на пастообразную формовочную массу действует поток газообразного хладагента, поэтому тепло, отдаваемое нанесенной пастообразной формовочной массой в прилегающее воздушное пространство, постоянно отводится, а значит температура газообразного хладагента может быть выше.
[17] В шестом частном случае изобретения на этапе (б) используют источник газообразного хладагента, содержащий вихревую трубку. Вихревая трубка, известная также как трубка Ранка-Хилша, будучи соединенной и нагнетателем газа через тангенциально расположенный патрубок, способна разделять входящий газовый поток на два концентрично расположенных исходящих газовых потока, двигающихся в противоположных направлениях. Внутренний исходящий газовый поток при этом отдает свое тепло внешнему исходящему газовому потоку и на выходе может иметь экстремально низкую температуру. Применение в Способе вихревой трубки имеет то преимущество, что в качестве газообразного хладагента используется обычный воздух, безопасный для персонала и не требующий особых мер по вентиляции помещений и т.п.
Краткое описание чертежей
[18] Осуществление изобретения будет пояснено ссылками на фигуру с принципиальной схемой установки для выполнения этапа (б) Способа.
Форма и размеры отдельных структурных элементов, отображенных на фигуре, являются условными и показаны так, чтобы наиболее наглядно проиллюстрировать взаимное расположение элементов и их причинно-следственную связь с заявленным техническим результатом.
Осуществление изобретения
[19] Осуществление изобретения будет показано на наилучших известных авторам примерах реализации изобретения, которые не являются ограничениями в отношении объема охраняемых прав.
[20] Способ реализуется посредством последовательного осуществления этапов (а), (б) и (в). На этапе (а) получают пастообразную формовочную массу путем смешивания спекающегося порошка и водного коллоидного раствора диоксида кремния. Состав используемого в этих целях оборудования и режимы его работы очевидны для специалиста в данной области техники.
[21] В качестве спекающегося порошка может быть использован порошок из любого материала, способного служить сырьем для оксидной, нитридной, карбидной или иной керамики. Примерами материалов оксидной керамики являются оксиды Al2O3, ZrO2, SiO2, MgO, а также смешанные оксиды Al4SiO8 (муллит), ZrSiO4 (циркон) и т.д. Примерами материалов нитридной керамики являются Si3N4, AlN, ВN. Примерами материалов карбидной керамики являются SiC, TiC, WC. Единственным условием для выбора химического состава, гранулометрического состава и иных характеристик спекающегося порошка является сохранение у него способности к спеканию.
[22] Следует отметить, что характеристики спекающегося порошка не находятся в причинно-следственной связи с заявленным технически результатом, поскольку на этапе (б) формирования первичной заготовки указанные характеристики никак себя не проявляют. Ввиду данного обстоятельства осуществление настоящего изобретения будет представлено на примере спекающегося порошка, подготовленного согласно Сравнительному примеру 2 из упомянутой патентной публикации RU2774993 C1, раскрывающей второй известный способ. Данный спекающийся порошок представляет собой порошковую смесь из электросплавленного корунда (Al2O3) с размером частиц 0,05-1 мм и реактивного глинозема (Al2O3) с размером частиц не более 10 мкм. Технический результат, доказанный на примере данного спекающегося порошка, будет справедлив и для всех других возможных спекающихся порошков.
[23] Оптимальная массовая доля спекающегося порошка в пастообразной формовочной массе известна специалисту в данной области техники, например из патентной публикации RU2774993 C1, и предпочтительно составляет от 80 до 95% включительно при принятии массы пастообразной формовочной массы за 100%. Специалисту в данной области при этом очевидно, какую массовую долю в кремнезоле должен занимать диоксид кремния, чтобы получаемая пастообразная формовочная масса имела пастообразный вид. Тем не менее, является предпочтительным случай, когда массовая доля диоксида кремния в кремнезоле составляет 20-35% при принятии его полной массы за 100%.
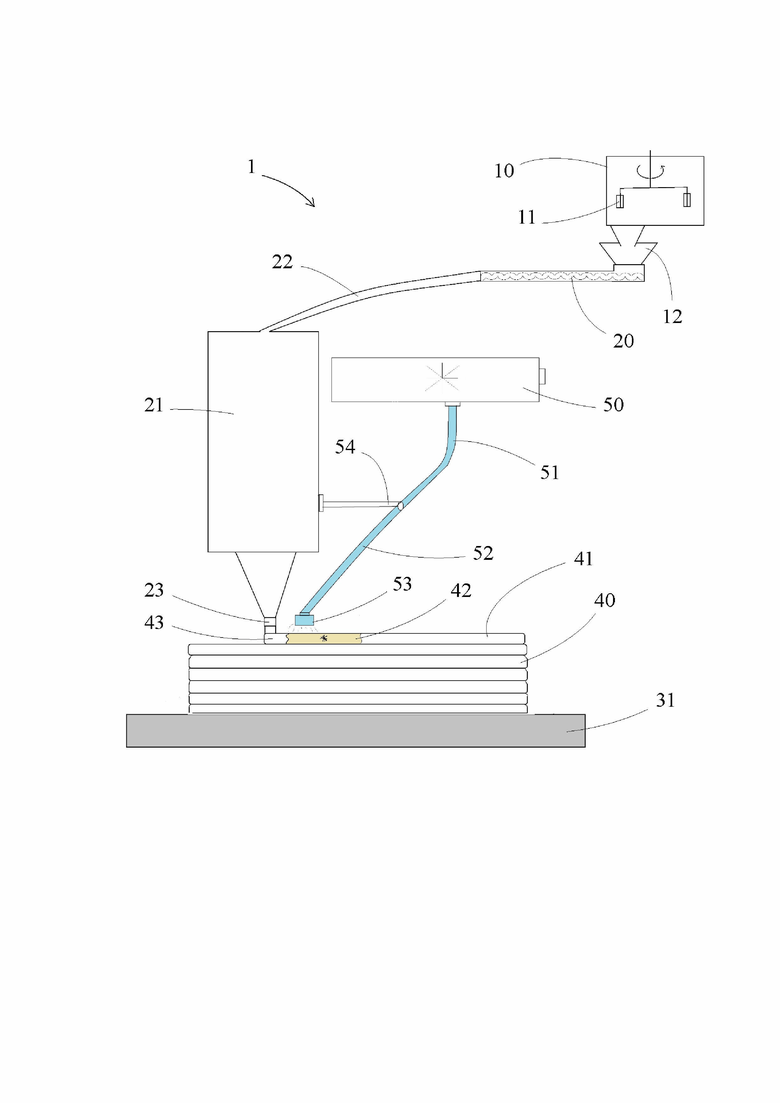
[24] На этапе (б) получают первичную заготовку, причем для ее формования используют установку 1, принципиальная схема которой показана на Фигуре. Пастообразная формовочная масса размещается в емкости 10, которая снабжена вращающимися лопатками 11, обеспечивающими постоянное перемешивание пастообразной формовочной массы в целях недопущения ее расслоения. Через дозатор 12 пастообразная формовочная масса подается в шнековый насос 20, который нагнетает ее в экструдер 21 через гибкий трубопровод 22. Экструдер 21 обладает трехкоординатным ходом и способен через перемещающееся вместе с ним формующее сопло 23 производить послойное наложение пастообразной формовочной массы на подложку 31 так, чтобы форма каждого слоя соответствовала расчетному поперечному сечению первичной заготовки 40 на соответствующем уровне по ее высоте.
[25] Установка имеет в своем составе неподвижно расположенный источник 50 газообразного хладагента, который содержит соединенную с компрессором вихревую трубку. Как было указано выше, вихревая трубка способна разделять входящий газовый поток, в качестве которого выступает поток обычного воздуха, на два исходящих газовых потока и охлаждать один из них. Охлажденный до температуры -15°С или ниже исходящий газовый поток представляет собой поток газообразного хладагента, который от источника 50 подается в гибкий шланг 51, соединенный с жестким трубопроводом 52. На конце жесткого трубопровода 52 расположен направляющий диффузор 53, а сам жесткий трубопровод 52 прикреплен к экструдеру 21 посредством держателя 54. Данная конфигурация означает, что между перемещающимся формующим соплом 23 и направляющим диффузором 53 обеспечено жесткое механическое соединение.
[26] В ситуации, показанной на Фигуре, перемещающееся формующее сопло 23, выполняя нанесение пастообразной формовочной массы на верхнем слое 41, движется в направлении левой стороны первичной заготовки 40. Одновременно с этим направляющий диффузор 53 направляет поток газообразного хладагента в ограниченную область 42 верхнего слоя 41, в результате чего пастообразная формовочная масса замерзает в ограниченной области 42. Высокая вязкость пастообразной формовочной массы позволяет сохранить требуемую форму верхнего слоя 41 на переднем участке 43, который еще не был перекрыт ограниченной областью 42, и в котором пастообразная формовочная масса сохраняет свою пластичность.
[27] Следует отметить, что направляющий диффузор 53 предпочтительно расположен относительно перемещающегося формующего сопла 23 так, чтобы передний участок 43 был как можно короче, а ограниченная область 42 располагалась бы как можно ближе к области возникновения контакта наносимой пастообразной формовочной массы с нижележащим слоем, т.е. по существу в области печати.
[28] Поскольку направляющий диффузор 53 жестко связан с перемещающимся формующим соплом 23, то он, а вместе с ним и ограниченная область 42 следуют за перемещающимся формующим соплом 23 на заданном расстоянии от него. В результате этого ограниченная область 42 проходит через все участки верхнего слоя 41, который впоследствии станет нижним слоем, как и все слои ниже него. Через некоторое время ранее замороженные участки верхнего слоя 41 оттаивают, однако благодаря отмеченному выше необратимому изменению кремнезоля, они приобретают определенную прочность, достаточную для сохранения приданной им формы. Соответственно, требуемую форму сохраняет и вся первичная заготовка 40 в целом.
[29] Послойное нанесение пастообразной формовочной массы выполняют с толщиной слоя 1,0-1,5 мм и со скоростью 0,1-0,5 см/с. Вследствие малой толщины слоя и низкой скорости его нанесения в указанную выше ограниченную область попадает лишь небольшой объем пастообразной формовочной массы, что гарантированно обеспечивает ее полное замораживание при нахождении в ограниченной области.
[30] Обратим внимание, что на ограниченную область 42 действует поток газообразного хладагента, что позволяет эффективно отводить тепло, отдаваемое пастообразной формовочной массой. В результате этого гарантированное замораживание пастообразной формовочной массы, находящейся в ограниченной области 42, обеспечивается даже при сравнительно высокой температуре -15°С. Данное преимущество делает Способ энергоэффективным и безопасным.
[31] Кроме того, благодаря использованию вихревой трубки в составе источника 50, в качестве газообразного хладагента выступает обычный воздух, что позволяет осуществлять формование первичной заготовки 40 на открытом пространстве или в негерметичной камере, не создавая при этом опасности для здоровья персонала. Одновременно с этим снимаются ограничения на габариты и форму первичной заготовки.
[32] Однако выполнение источника 50 на основе вихревой трубки является хотя и предпочтительным, но необязательным случаем изобретения. В других случаях источник 50 газообразного хладагента может быть выполнен, например, в виде криогенного газификатора с использованием сжиженного газа, что является традиционным решением в данной области техники.
[33] По завершении формования первичная заготовка 40 подвергается сушке, что для специалиста в данной области является очевидной операцией на этапе (б). Режим сушки не является предметом изобретения, при этом уровень техники содержит сведения о целесообразности осуществления сушки первичной заготовки при температуре 120-180°С.
[34] На этапе (в) получают целевую заготовку, для чего первичную заготовку подвергают обжигу, который производят до тех пор, пока первичная заготовка в результате спекания не приобретет максимальную кажущуюся плотность. Режим обжига не является предметом изобретения, и устанавливается на основании общих знаний и опыта специалиста в данной области. Авторы изобретения полагают, что обжиг первичной заготовки следует производить при температуре 1300-1800°С.
[35] Как правило, полученная на этапе (в) целевая заготовка представляет собой готовое керамическое изделие. Однако в частном случае Способа керамическое изделие получает путем механической обработки целевой заготовки, например, путем шлифования, прорезания крепежных отверстий или иных технологических операций. Посредством механической обработки могут быть также удалены технологические неровности на поверхности целевой заготовки и обеспечено требуемое качество поверхности.
[36] Таким образом, в основе изготавливаемого при помощи Способа керамического изделия лежит первичная заготовка, сохранение формы которой обеспечивается после локального замораживания нанесенной пастообразной формовочной массы только в ограниченной области верхнего слоя, сдвигающейся вслед за перемещающимся формующим соплом, т.е. без замораживания всей первичной заготовки целиком. Следовательно, потребность в морозильной камере для осуществления Способа отсутствует, и техническая проблема по упрощению оснастки для изготовления керамического изделия по технологии 3D-печати получает свое решение.
[37] Описанные выше технические результаты изобретения были подтверждены экспериментально при сопоставлении первичных заготовок, формование одной из которых было выполнено согласно Способу (Пример), а другой - согласно второму известному способу (Сравнительный пример). Кроме того, сравнению были подвергнуты и полученные из указанных первичных заготовок керамические изделия.
[38] Пример
Этап (а). В качестве спекаемого порошка использовали двухкомпонентную порошковую смесь. Первый компонент (далее – крупная фракция) представлял собой коммерчески доступный электросплавленный корунд, частицы которого имели размер 0,05-1,0 мм. Второй компонент (далее – мелкая фракция) представлял собой коммерчески доступный порошок реактивного глинозема с размером частиц d90 = 7,5 мкм и d50 = 2,5 мкм. 5000 г спекаемого порошка получили путем смешивания 3500 г крупной фракции с 1500 г мелкой фракции, что соответствует массовым долям крупной и мелкой фракций в размере 70% и 30% при принятии массы спекаемого порошка за 100%.
[39] Далее 5000 г спекаемого порошка и 600 мл кремнезоля смешивали в лопастном смесителе СЛ-5 в течение 10-ти минут, в результате чего получили 5600 г пастообразной формовочной массы, в которой массовые доли спекаемого порошка и кремнезоля составили соответственно 89% и 11%. В качестве кремнезоля использовали готовый коммерчески доступный продукт «ЛЭЙКСИЛ®»30 с содержанием диоксида кремния 29-31%.
[40] Этап (б). С использованием установки 1, показанной на Фигуре, путем послойного наложения пастообразной формовочной массы сформовали первичную заготовку в виде параллелепипеда размером 100х20х20 мм. Газообразный хладагент подавали при температуре -15°С, толщина слоев составила 1 мм, а скорость наложения слоев была установлена на 0,4 см/с.
[41] Первичную заготовку сушили при температуре 150°С в течение 8-ми часов, после чего визуально оценили ее форму с проставлением оценки по десятибалльной шкале, исходя из того, что на 5 баллов оценивается форма первичной заготовки, формование которой выполнялось по второму известному способу (Сравнительный пример). Результат оценки занесли в Таблицу.
[42] Этап (в). Первичную заготовку подвергали обжигу в газовой печи при температуре 1600°С в течение 4-х часов, в результате чего была получена целевая заготовка. Далее для целевой заготовки, которую в эксперименте рассматривали в качестве готового керамического изделия, определили пределы прочности при сжатии и изгибе согласно ГОСТ Р 57606-2017 и ГОСТ Р 57749-2017. Результаты определения данных величин занесли в Таблицу.
[43] Сравнительный пример
Керамическое изделие выполнили аналогично Примеру с тем лишь исключением, что в формование первичной заготовки осуществляли в морозильной камере при температуре -30°С, т.е. в режиме второго известного способа.
[44] Таблица
[45] Как следует из Таблицы, результаты сопоставления первичных заготовок, полученных в Примере и Сравнительном примере, доказывают, что при осуществлении Способа (Пример) форма первичной заготовки сохраняется на том же самом уровне, что и в Сравнительном примере - по 5 баллов у обеих первичных заготовок. Благодаря этому Способ позволяет изготовить первичную заготовку без использования морозильной камеры, что открывает возможности для изготовления керамических изделий с увеличенными габаритами и более сложными формами.
[46] Как следует из Таблицы, результаты испытаний керамических изделий, полученных в Примере и Сравнительном примере, доказывают, что при осуществлении Способа (Пример) прочность керамического изделия как при сжатии, так и при изгибе обеспечивается том же самом уровне или выше, что и в Сравнительном примере. Данные испытания не являлись обязательными для доказательства достижения заявленного технического результата, однако, они свидетельствуют в пользу того, что при осуществлении Способа первичная заготовка помимо сохранения своей формы приобретает также и надежное сцепление слоев. Последнее обстоятельство, в свою очередь, и обеспечило высокую прочность керамического изделия, выполненного согласно Способу.
[47] Как было показано выше, признаки Способа, находящиеся в причинно-следственной связи с заявленным техническим результатом, выполняются на этапе (б), на котором химические и физические свойства спекающегося порошка никак себя не проявляют. Единственным условием, которому должен удовлетворять порошок для того, чтобы он мог быть использован в Способе в качестве спекающегося порошка, является способность данного порошка к спеканию. Соответственно, экспериментальное подтверждение заявленного технического результата, полученное для спекающегося порошка в Примере осуществления Способа, доказывает возможность достижения данного технического результата для спекающегося порошка из любого материала, способного служить сырьем для керамики.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ ПОСРЕСТВОМ 3-Д ПЕЧАТИ | 2021 |
|
RU2774993C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ОГНЕУПОРНОГО ИЗДЕЛИЯ С ВЫСОКОЙ ОДНОРОДНОСТЬЮ ХИМИЧЕСКОГО СОСТАВА | 2022 |
|
RU2796140C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА ДЛЯ ОЧИСТКИ ГОРЯЧЕГО ГАЗА | 2022 |
|
RU2789585C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА ДЛЯ ОЧИСТКИ ГОРЯЧЕГО ГАЗА | 2023 |
|
RU2815946C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ОГНЕУПОРНОГО ИЗДЕЛИЯ ИЗ ЦИРКОНА | 2021 |
|
RU2782638C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ОГНЕУПОРНОГО ИЗДЕЛИЯ ИЗ ДИОКСИДА ЦИРКОНИЯ | 2021 |
|
RU2782636C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ОГНЕУПОРНОГО ИЗДЕЛИЯ ИЗ ЦИРКОНАТА КАЛЬЦИЯ | 2021 |
|
RU2782658C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НАНОСТРУКТУРИРОВАННОЙ КОРУНДОВОЙ КЕРАМИКИ | 2007 |
|
RU2341493C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА | 2008 |
|
RU2370473C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2288073C2 |
Изобретение относится к способам получения керамических изделий, предусматривающим послойное формирование заготовки из смеси спекающегося порошка и связующего. Для получения керамического изделия изготавливают целевую заготовку, при этом на этапе (а) получают пастообразную формовочную массу с использованием спекающегося порошка и водного коллоидного раствора диоксида кремния. На этапе (б) получают первичную заготовку путем послойного нанесения пастообразной формовочной массы через перемещающееся формующее сопло и замораживания нанесенной пастообразной формовочной массы в ограниченной области верхнего слоя, при этом верхний слой сохраняет требуемую форму. Замораживание нанесенной пастообразной формовочной массы осуществляют путем подачи газообразного хладагента в упомянутую ограниченную область верхнего слоя через направляющий диффузор. Между перемещающимся формующим соплом и направляющим диффузором обеспечивают жесткое механическое соединение. На этапе (в) получают целевую заготовку путем спекания первичной заготовки. Технический результат изобретения состоит в упрощении используемого оборудования, а также в возможности изготовления керамических изделий больших габаритов и сложных форм. 6 з.п. ф-лы, 1 ил., 1 табл., 2 пр.
1. Способ получения керамического изделия, в котором для получения керамического изделия изготавливают целевую заготовку, при этом способ включает в себя следующие этапы:
(а) получение пастообразной формовочной массы с использованием спекающегося порошка и водного коллоидного раствора диоксида кремния;
(б) получение первичной заготовки путем послойного нанесения пастообразной формовочной массы и замораживания нанесенной пастообразной формовочной массы в ограниченной области верхнего слоя, в которой верхний слой сохраняет требуемую форму, при этом
нанесение пастообразной формовочной массы осуществляют через перемещающееся формующее сопло, а замораживание нанесенной пастообразной формовочной массы осуществляют путем подачи газообразного хладагента в упомянутую ограниченную область верхнего слоя через направляющий диффузор, причем между перемещающимся формующим соплом и направляющим диффузором обеспечивают жесткое механическое соединение;
(в) получение целевой заготовки путем спекания первичной заготовки.
2. Способ по п. 1, в котором керамическое изделие получают путем механической обработки целевой заготовки.
3. Способ по п. 1, в котором на этапе (а) массовая доля спекающегося порошка в пастообразной формовочной массе составляет 80-95% при принятии массы пастообразной формовочной массы за 100%.
4. Способ по п. 1, в котором на этапе (а) массовая доля диоксида кремния в водном коллоидном растворе составляет 20-35% при принятии массы водного коллоидного раствора за 100%.
5. Способ по п. 1, в котором на этапе (б) послойное нанесение пастообразной формовочной массы выполняют с толщиной слоя 1,0-1,5 мм со скоростью 0,1-0,5 см/с.
6. Способ по п. 1, в котором на этапе (б) газообразный хладагент имеет температуру ниже -15°С.
7. Способ по п. 1, в котором на этапе (б) используют источник газообразного хладагента, содержащий вихревую трубку.
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ ПОСРЕСТВОМ 3-Д ПЕЧАТИ | 2021 |
|
RU2774993C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ЛИТЕЙНЫХ ФОРМ И ДРУГИХ ИЗДЕЛИЙ | 2006 |
|
RU2338621C2 |
| CN 107698261 A, 16.02.2018 | |||
| CN 111070375 A, 28.04.2020 | |||
| Станок для придания концам круглых радиаторных трубок шестигранного сечения | 1924 |
|
SU2019A1 |

