Область техники
[1] Изобретение относится к области промышленной экологии, в частности, к области очистки горячего газа от взвешенных частиц. Изобретение может быть использовано на предприятиях, технологические процессы которых сопровождаются выходом значительного объема высокотемпературного запыленного газа, например, в металлургии.
[2] Необходимость очистки газа может быть продиктована экологическими соображениями в целях недопущения попадания пыли во внешнюю среду. Одновременно с этим в случае дальнейшего использования высокотемпературного газа, например, для нагрева жидкого теплоносителя, предварительная очистка газа позволяет продлить срок службы теплообменного оборудования и повысить эффективность утилизации тепловой энергии, что достигается благодаря снижению абразивного износа и предотвращению накопления отложений на поверхностях теплообмена.
Предпосылки к созданию изобретения
[3] Очистка запыленного газа, имеющего температуру 500-1000°С и выше, в настоящее время обычно осуществляется с использованием двухкамерного устройства, которое включает в себя так называемые грязную и чистую камеры, а также множество фильтрующих элементов. Каждый фильтрующий элемент содержит фильтрующую стенку и фланцевый участок, жестко соединенный с фильтрующей стенкой или выполненный с ней заодно. Фильтрующая стенка выполнена из термостойкого пористого материала и имеет форму трубы, полость которой закрыта с одного конца.
[4] Посредством фланцевого участка фильтрующий элемент так прикреплен к перегородке, разделяющей грязную и чистую камеры, что фильтрующая стенка располагается в грязной камере. Запыленный газ под давлением подается грязную камеру, пыль задерживается на внешней поверхности фильтрующей стенки, а очищенный газ, проходя сквозь поры фильтрующей стенки, выводится через ее внутреннюю поверхность в упомянутую полость фильтрующей стенки, а далее - в чистую камеру. Опционально фильтрующая стена может содержать частицы катализатора, и тогда фильтрующий элемент помимо механической очистки газа выполняет также его химическую очистку.
[5] Для обеспечения возможности фильтрации высокотемпературного газа фильтрующий элемент должен характеризоваться одновременно высокими показателями термостойкости и пористости. Именно по этой причине его фильтрующую стенку выполняют из материала, содержащего относительно большое количество термостойкого неорганического волокна и небольшое количество связующего, скрепляющего отдельные волокна между собой с образованием пор между ними. В то же время фильтрующая стенка, изготовленная из такого материала, должна обладать достаточной механической прочностью, которая требуется для осуществления транспортировки фильтрующего элемента, проведения с ним определенных манипуляций при установке и т.п.
[6] В патентной публикации RU 2759084 C2, 09.11.2021 раскрыт способ изготовления фильтрующего элемента для горячего газа. Согласно данному способу готовят суспензию, содержащую неорганическое волокно и связующее, и формируют из нее заготовку по форме, близкой к форме фильтрующего элемента. Заготовку подвергают предварительной сушке, после чего выполняют механическую обработку с формированием фильтрующей стенки и фланцевого участка. Далее производят финальную сушку заготовки до полного удаления влаги, для чего заготовку, установленную на металлическом сердечнике, помещают в сушильный шкаф и выдерживают при повышенной температуре в течение нескольких часов. По завершении данной операции получают готовый фильтрующий элемент.
[7] Однако вместе с удалением влаги финальная сушка приводит к миграции связующего к внешней поверхности фильтрующего элемента. В результате этого вблизи внешней поверхности фильтрующего элемента образуется избыток связующего, в то время как в области его внутренней поверхности фильтрующего элемента количество связующего оказывается недостаточным. Неравномерное распределение связующего в теле фильтрующего элемента вызывает снижение пористости и газопроницаемости его фильтрующей стенки с одновременным снижением механической прочности фильтрующего элемента.
[8] Из патентной публикации US 2017341004 A1, 30.11.2017 известен способ изготовления фильтрующего элемента для горячего газа, в котором проблема миграции связующего решена следующим образом. Согласно данному способу готовят суспензию, содержащую неорганическое волокно и некоторое количество технологического связующего, после чего из этой суспензии формируют сырую заготовку по форме, близкой к форме фильтрующего элемента. Сырую заготовку сушат с получением твердой заготовки, которую затем погружают в раствор основного связующего, являющегося неорганическим связующим. Когда основное связующее полностью пропитывает твердую заготовку, она становится пропитанной заготовкой, которую далее подвергают основной сушке.
[9] Для выполнения основной сушки к внешней поверхности пропитанной заготовки подают горячий воздух, а в полости пропитанной заготовки создают разрежение, побуждающее горячий воздух перетекать от внешней поверхности пропитанной заготовки к ее внутренней поверхности. Направленный поток горячего воздуха увлекает за собой влагу и основное связующее, препятствуя его миграции в сторону более нагретой внешней поверхности. После завершения основной сушки пропитанная заготовка превращается в готовый фильтрующий элемент, который характеризуется более равномерным распределением связующего в теле фильтрующего элемента, а значит и более высокими газопроницаемостью и механической прочностью. Способ изготовления фильтрующего элемента, раскрытый в патентной публикации US 2017341004 A1, является прототипом настоящего изобретения.
[10] Однако при осуществлении прототипа миграция основного связующего в теле пропитанной заготовки, хотя и несколько снижается, но все равно происходит в заметном объеме, поскольку сохраняются факторы, благоприятствующие данному процессу. Основное связующее мигрирует не по воздуху, а по влаге, при этом частицы основного связующего по-прежнему остаются способными к подвижности в жидкой среде и вместе с ней. Эффект от протекания горячего воздуха сквозь пропитанную заготовку в основном выражается в ускорении процесса основной сушки. В результате влияния данных факторов желаемые характеристики механической прочности и газопроницаемости фильтрующего элемента не достигаются.
[11] Таким образом, решаемая изобретением техническая проблема состоит в повышении механической прочности и газопроницаемости фильтрующего элемента.
Сущность изобретения
[12] Для достижения поставленной цели в качестве настоящего изобретения предложен способ (далее - Способ) получения фильтрующего элемента для удаления частиц из газа, в котором для получения фильтрующего элемента изготавливают целевую заготовку. Способ включает в себя следующие этапы:
(а) готовят водную формовочную суспензию, дисперсная фаза которой содержит неорганическое волокно и исходное связующее;
(б) получают сырую заготовку, для чего водную формовочную суспензию пропускают через формообразующую поверхность так, что дисперсная фаза водной формовочной суспензии осаждается на формообразующей поверхности;
(в) получают твердую заготовку путем сушки сырой заготовки;
(г) получают пропитанную заготовку, для чего твердую заготовку вводят в контакт с водным коллоидным раствором основного связующего так, что водный коллоидный раствор основного связующего проникает в тело твердой заготовки;
(д) получают выдержанную заготовку, для чего пропитанную заготовку выдерживают при температуре, обеспечивающей замораживание водного коллоидного раствора основного связующего;
(е) получают целевую заготовку путем сушки выдержанной заготовки.
[13] Технический результат изобретения заключается в повышении механической прочности и газопроницаемости фильтрующего элемента, что обеспечивается за счет равномерного распределения основного связующего в теле фильтрующего элемента.
[14] Причинно-следственная связь между признаками Способа и указанным техническим результатом состоит в следующем. Выдержанную заготовку получают путем выдержки пропитанной заготовки при температуре, обеспечивающей замораживание водного коллоидного раствора основного связующего. Замораживание приводит к выделению основного связующего из его водного коллоидного раствора в виде гелеобразных агрегатов, которые образуются в результате коагуляции коллоидных частиц и осаждаются на неорганических волокнах, в то время как размораживание полученной среды не вызывает обратный эффект. В результате этого обеспечиваемое в ходе последующей сушки удаление влаги из тела выдержанной заготовки не сопровождается переносом основного связующего, что сохраняет изначально равномерное распределение основного связующего в теле выдержанной заготовки.
[15] В частном случае изобретения целевая заготовка представляет собой готовый фильтрующий элемент. В этом исполнении целевая заготовка включает в себя выполненные заодно фильтрующую стенку и фланцевый участок, и может быть использована как фильтрующий элемент без дополнительных операций.
[16] В частном случае изобретения целевая заготовка представляет собой составную часть фильтрующего элемента. В этом исполнении целевая заготовка может представлять собой фильтрующую стенку, предназначенную для последующего соединения с фланцевым участком, например, выполненным из металла. В случае изготовления фильтрующего элемента большого размера, а в известных системах газоочистки длина фильтрующих элементов может превышать 6 метров, целевая заготовка может представлять собой один из нескольких участков фильтрующей стенки, подлежащих последующей сборке. Следует, однако, отметить, что в любом исполнении Способа целевая заготовка включает в себя по меньшей мере часть фильтрующей стенки.
[17] В частном случае изобретения на этапе (а) в качестве неорганического волокна используют по меньшей мере одно из следующего: алюмосиликатное волокно, кальций-магний силикатное волокно, кварцевое волокно, базальтовое волокно, стекловолокно. Данные виды неорганического волокна способны выдерживать температуру до 1000°С и выше, что позволяет обеспечить термостойкость фильтрующего элемента.
[18] В частном случае изобретения на этапе (а) в качестве исходного связующего используют катионный крахмал, имеющий широкое применение как флоккулирующий агент для дисперсных сред. Катионный крахмал обладает высокими связующими свойствами при его использовании для соединения волокон, и способен обеспечить необходимую прочность твердой заготовки даже в случае его малого содержания в водной формовочной суспензии. Данное преимущество катионного крахмала позволяет выполнить твердую заготовку с высокой пористостью, что на более позднем этапе (г) создаст благоприятные условия для беспрепятственного проникновения водного коллоидного раствора основного связующего на всю толщину твердой заготовки.
[19] В частном случае изобретения на этапе (а) дисперсная фаза водной формовочной суспензии помимо неорганического волокна содержит также органическое волокно. В этом исполнении Способ позволяет получить фильтрующий элемент, который по сравнению с фильтрующим элементом, не содержащим органического волокна, характеризуется более высокой механической прочностью до введения его в эксплуатацию, и более высокой газопроницаемостью после введения его в эксплуатацию. Первое преимущество обеспечивается армирующей способностью органического волокна и проявляется на этапе транспортировки и монтажа фильтрующего элемента, т.е. когда его механическая прочность особенно важна. Второе преимущество обеспечивается выгоранием органического волокна под воздействием высокой температуры, в результате чего в фильтрующей стенке образуются новые поры, способные пропускать газ. В развитии данного частного случая в качестве органического волокна может быть использовано полимерное волокно, например, полипропиленовое волокно.
[20] В частном случае изобретения на этапе (б) в качестве формообразующей поверхности используют перфорированную жесткую оболочку, а осаждение дисперсной фазы водной формовочной суспензии на формообразующей поверхности обеспечивают путем погружения перфорированной жесткой оболочки в водную формовочную суспензию и создания внутри перфорированной жесткой оболочки пониженного давления. Данная технология позволяет получить целевую заготовку, которая характеризуется высокой пористостью и при этом является сравнительно тонкой и равномерной по толщине, что в конечном итоге обеспечивает ее высокую газопроницаемость.
[21] В развитии данного частного случая в качестве перфорированной жесткой оболочки используют перфорированную цилиндрическую трубу, что позволяет получить целевую заготовку цилиндрической формы. Обратим внимание, что цилиндрическая форма фильтрующего элемента является общепринятой, в то же время Способ допускает выполнение фильтрующего элемента, форма которого является конической или представляет собой комбинацию из цилиндрической и конической форм. Данное обстоятельство является определяющим при выборе формы перфорированной жесткой оболочки.
[22] В частном случае изобретения на этапе (в) при осуществлении сушки сырой заготовки в полости сырой заготовки размещают жесткий сердечник. Данное исполнение Способа позволяет сохранить форму сырой заготовки до отвердевания исходного связующего.
[23] В частном случае изобретения между этапами (в) и (г) выполняют этап (ж), на котором твердую заготовку подвергают механической обработке, например, путем обтачивания. Данное исполнение Способа позволяет получить целевую заготовку с гладкой поверхностью, а также сформировать на целевой заготовке фильтрующую стенку и фланцевый участок.
[24] В частном случае изобретения на этапе (г) проникновение водного коллоидного оксидного раствора в тело твердой заготовки обеспечивают путем размещения перфорированной жесткой оболочки в полости твердой заготовки, погружения твердой заготовки в водный коллоидный раствор основного связующего и создания внутри перфорированной жесткой оболочки пониженного давления. Данное исполнение Способа позволяет гарантированно пропитать твердую заготовку водным коллоидным раствором основного связующего на всю ее толщину.
[25] В частном случае изобретения на этапе (г) в качестве водного коллоидного раствора основного связующего используют водный коллоидный раствор диоксида кремния. Такое основное связующее обеспечивают хорошую связь между волокнами даже при температуре до 1000°С и выше, при этом оно способно проникать в тело твердой заготовки на всю ее толщину. Одновременно с этим в качестве водного коллоидного раствора основного связующего может быть использован водный коллоидный раствор оксида металла, например, оксида алюминия (III), оксида магния, оксида титана, оксида циркония, оксида цинка.
[26] В частном случае изобретения на этапе (д) при осуществлении выдержки пропитанной заготовки при температуре, обеспечивающей замораживание водного коллоидного раствора основного связующего, в полости пропитанной заготовки размещают жесткий сердечник. Данное исполнение Способа позволяет сохранить форму пропитанной заготовки до отвердевания водного коллоидного раствора основного связующего в результате замораживания.
[27] В частном случае изобретения на этапе (е) при осуществлении сушки выдержанной заготовки в полости выдержанной заготовки размещают жесткий сердечник. Данное исполнение Способа позволяет сохранить форму выдержанной заготовки до отвердевания основного связующего в результате удаления влаги.
Краткое описание чертежей
[28] Осуществление изобретения будет пояснено ссылками на фигуры:
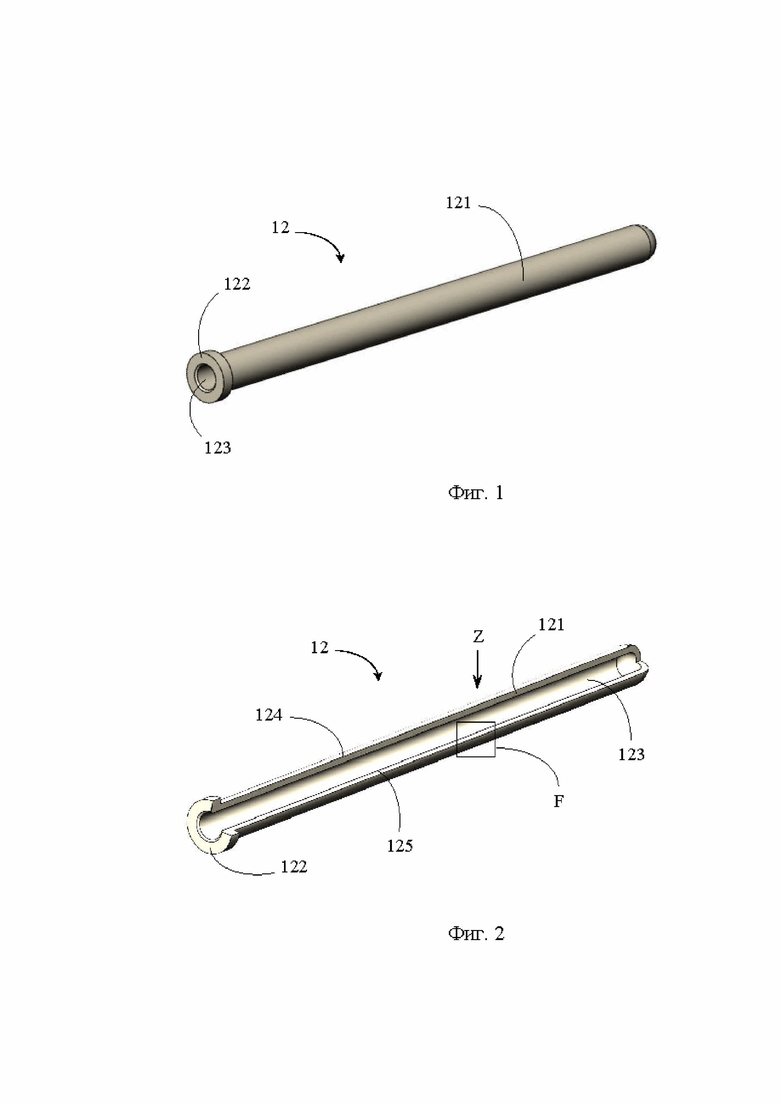
Фиг. 1 - трехмерное изображение фильтрующего элемента, выполненного согласно Способу, внешний вид;
Фиг. 2 - трехмерное изображение фильтрующего элемента, выполненного согласно Способу, вид в продольном разрезе;
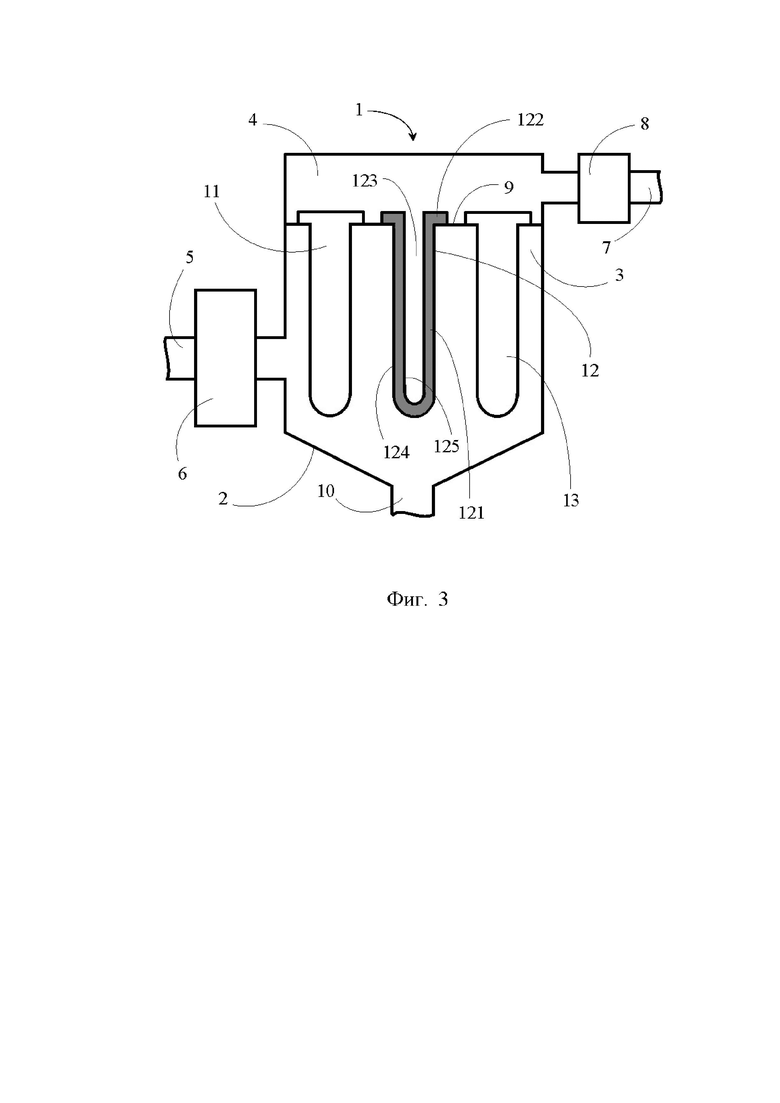
Фиг. 3 - схематическое изображение устройства для очистки горячего газа, в котором использован фильтрующий элемент, выполненный согласно Способу;
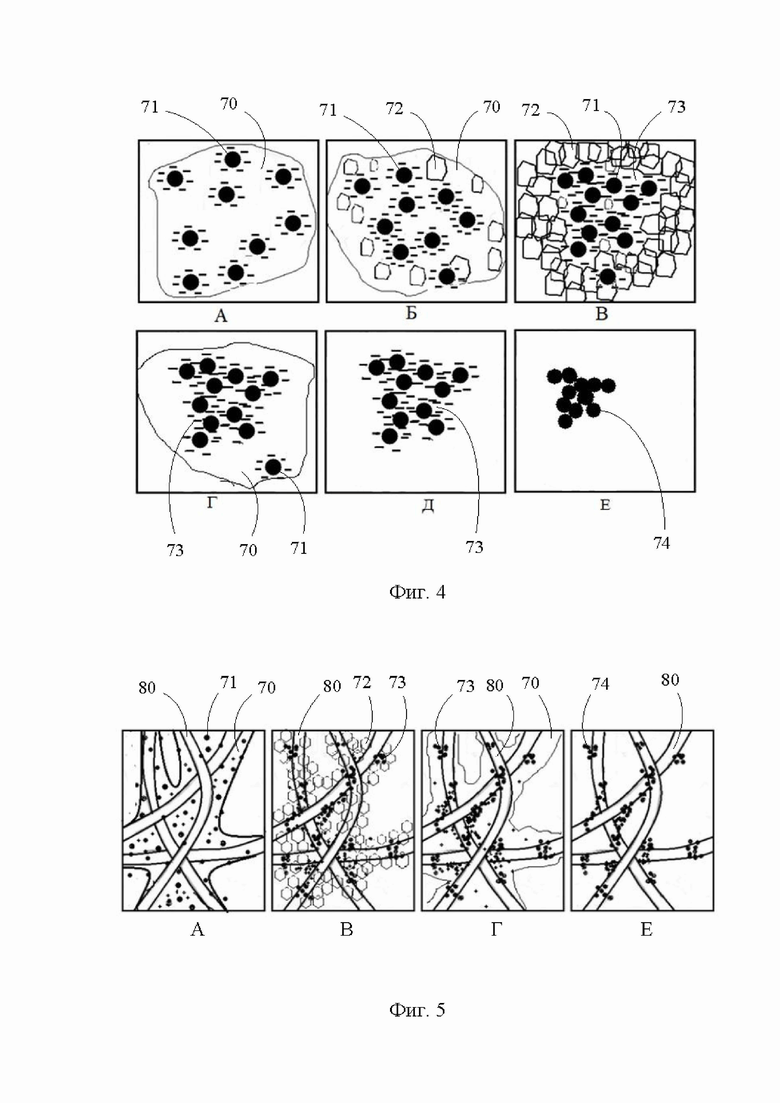
Фиг. 4 (фрагменты А-Е) - схематические изображения стадий преобразования водного коллоидного раствора основного связующего при его замораживании, выдержки в замороженном состоянии, размораживании и высушивании;
Фиг. 5 (фрагменты А-Е) - схематические изображения внутренней структуры пропитанной, выдержанной и целевой заготовок на соответствующих стадиях преобразования водного коллоидного раствора основного связующего;
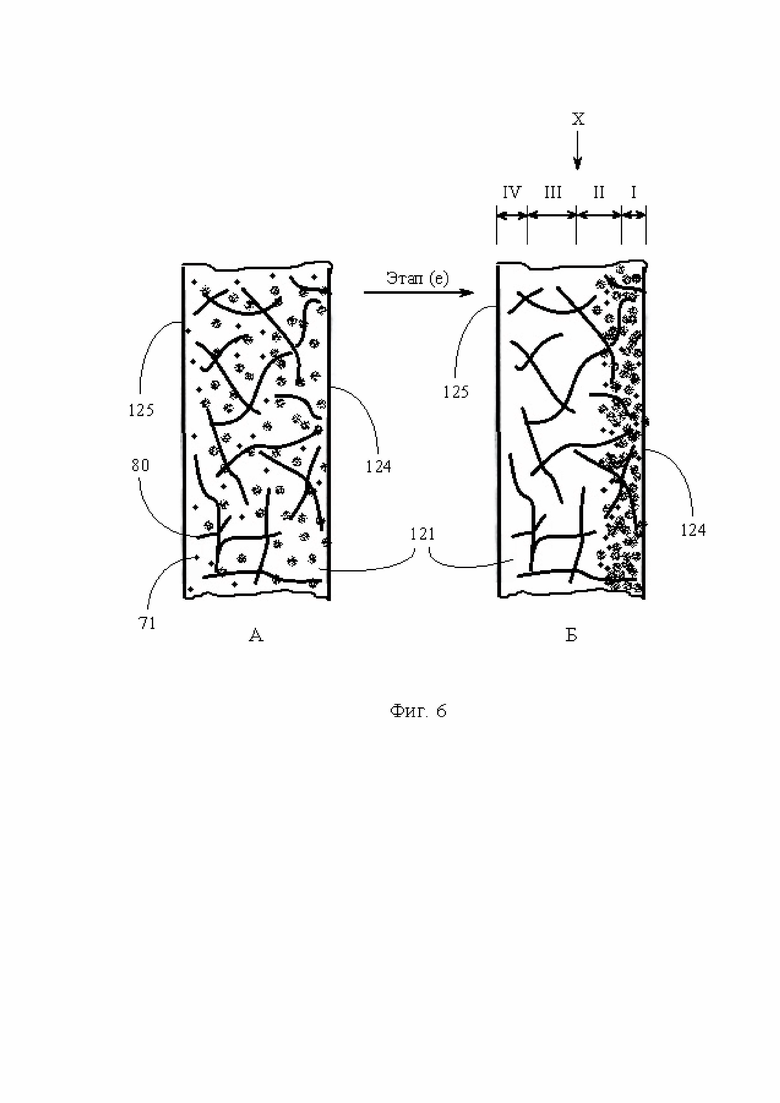
Фиг. 6 (фрагменты А и Б) - схематические изображения продольного разреза фильтрующей стенки, соответствующие фрагменту F с Фиг. 2, для пропитанной заготовки (А) и целевой заготовки (Б), полученной при осуществлении сушки пропитанной заготовки без предварительного замораживания;
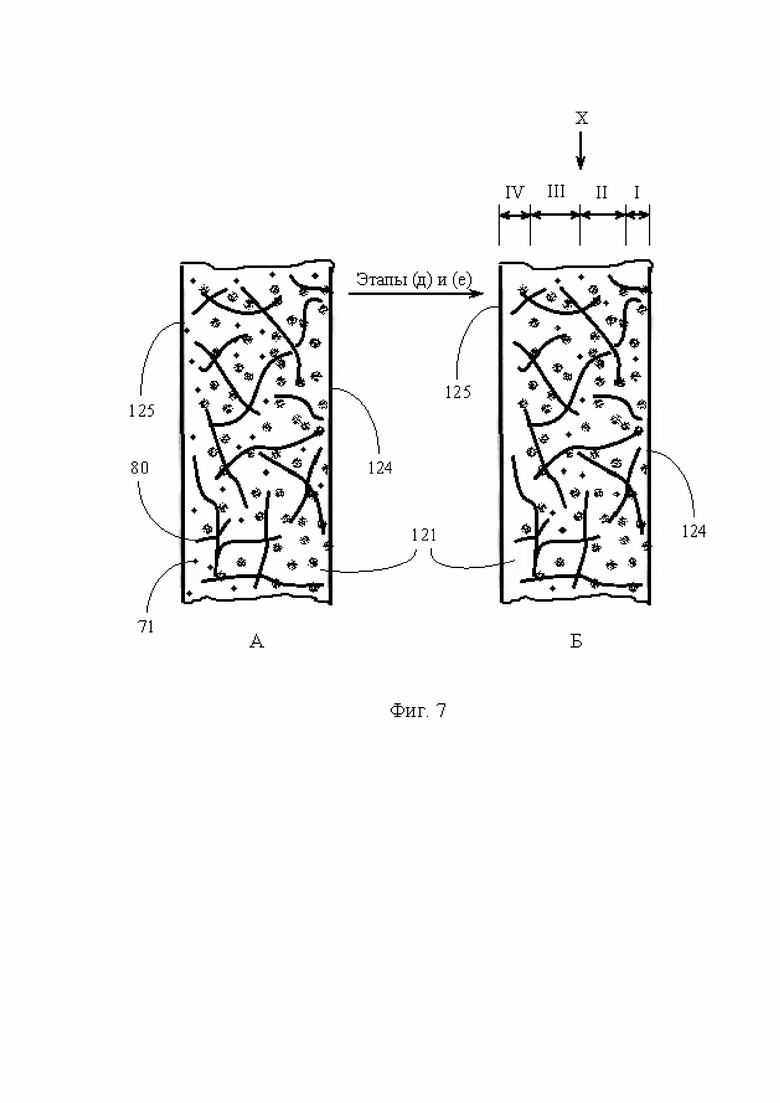
Фиг. 7 (фрагменты А и Б) - схематические изображения продольного разреза фильтрующей стенки, соответствующие фрагменту F с Фиг. 2, для пропитанной заготовки (А) и целевой заготовки (Б), полученной при осуществлении Способа;
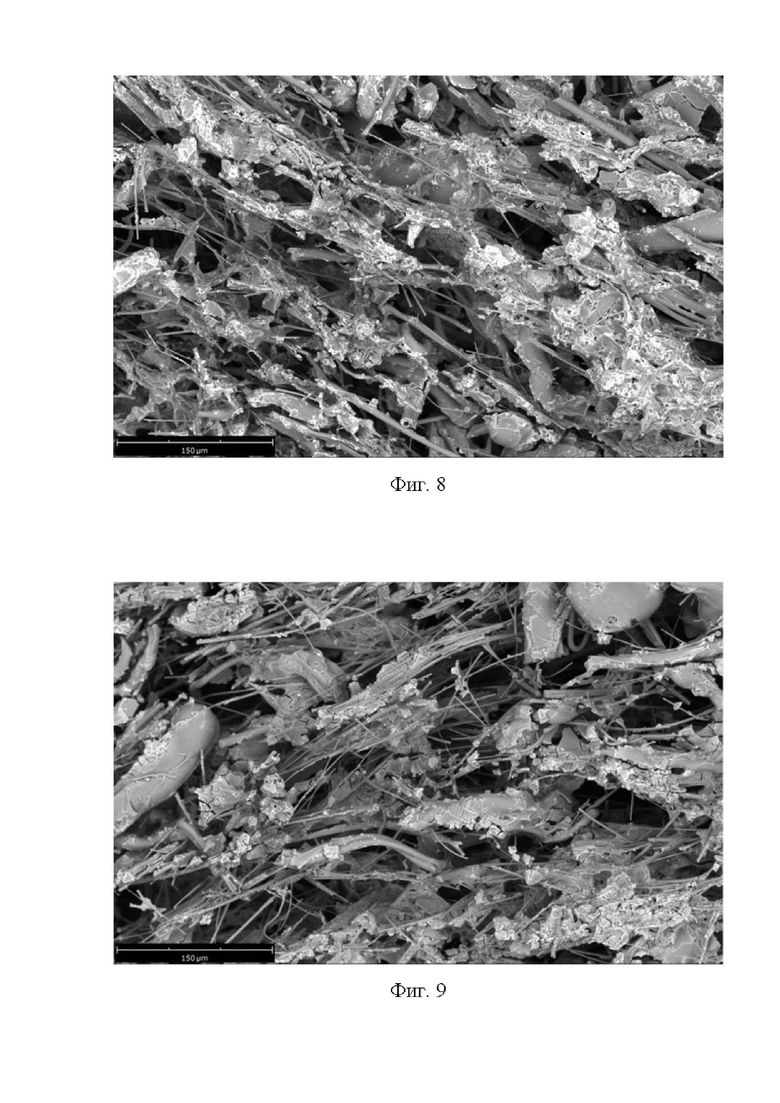
Фиг. 8 - сделанная в направлении X фотография участка из области I поперечного разреза фильтрующей стенки для целевой заготовки, полученной при осуществлении сушки пропитанной заготовки без предварительного замораживания;
Фиг. 9 - сделанная в направлении X фотография участка из области II поперечного разреза фильтрующей стенки для целевой заготовки, полученной при осуществлении сушки пропитанной заготовки без предварительного замораживания;
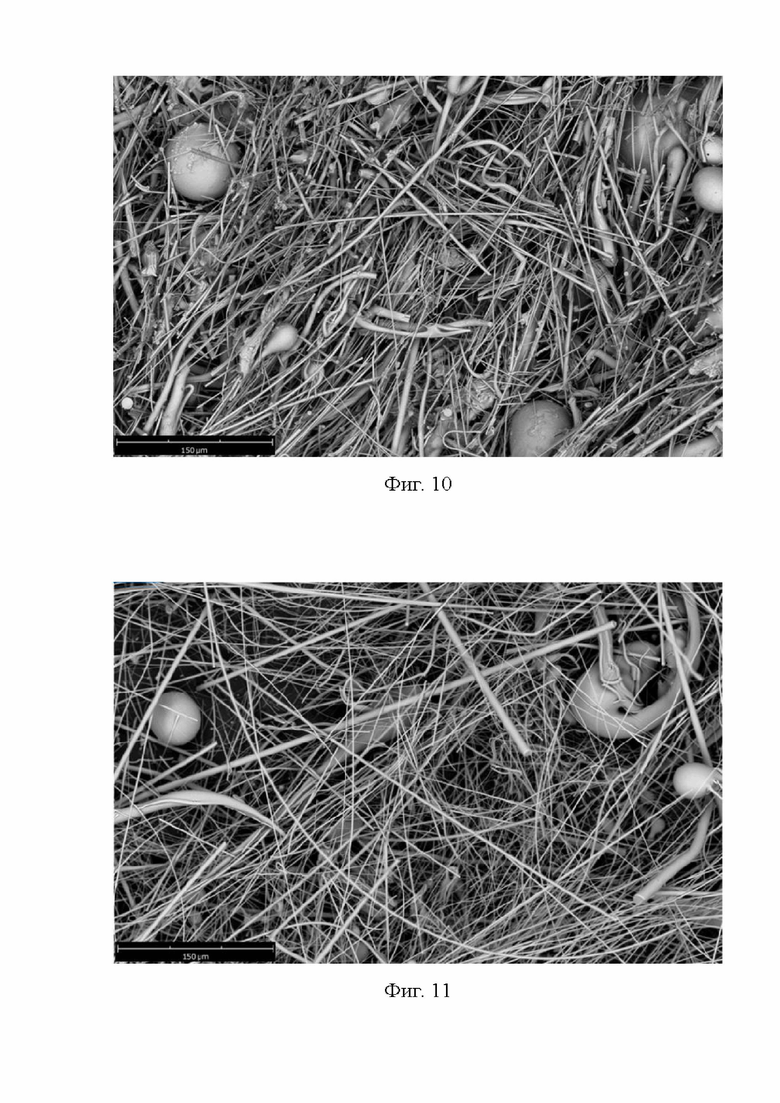
Фиг. 10 - сделанная в направлении X фотография участка из области III поперечного разреза фильтрующей стенки для целевой заготовки, полученной при осуществлении сушки пропитанной заготовки без предварительного замораживания;
Фиг. 11 - сделанная в направлении X фотография участка из области IV поперечного разреза фильтрующей стенки для целевой заготовки, полученной при осуществлении сушки пропитанной заготовки без предварительного замораживания;
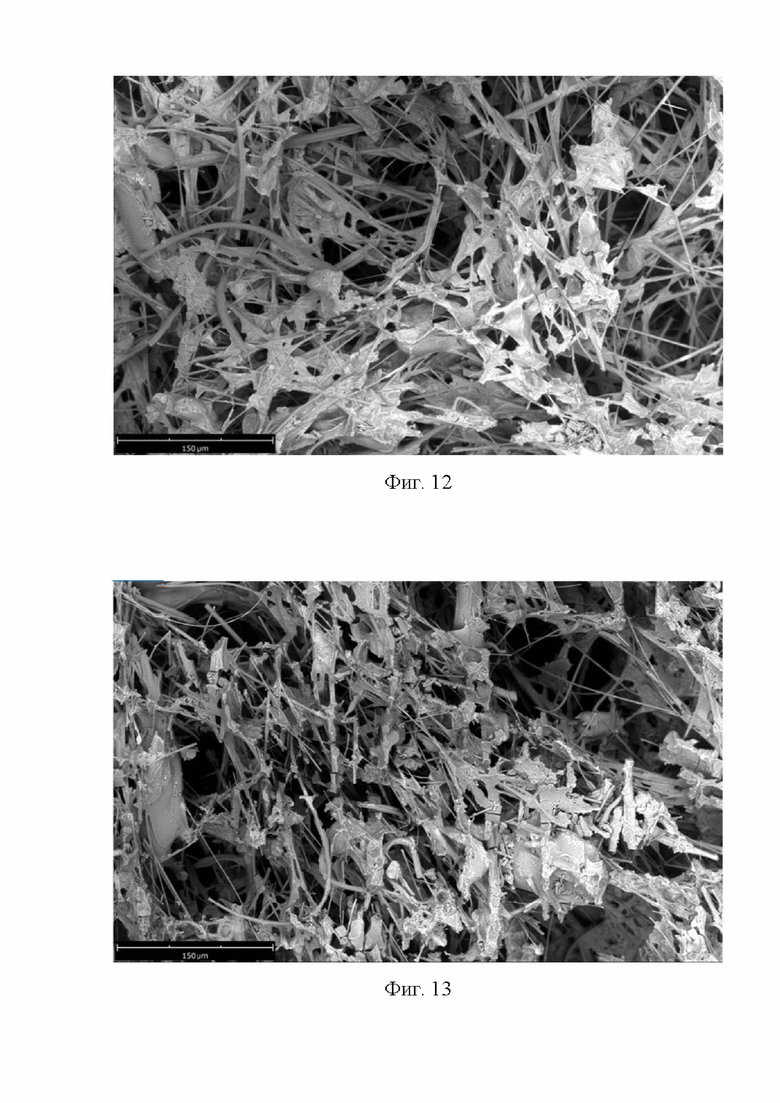
Фиг. 12 - сделанная в направлении X фотография участка из области I поперечного разреза фильтрующей стенки для целевой заготовки, полученной при осуществлении Способа;
Фиг. 13 - сделанная в направлении X фотография участка из области II поперечного разреза фильтрующей стенки для целевой заготовки, полученной при осуществлении Способа;
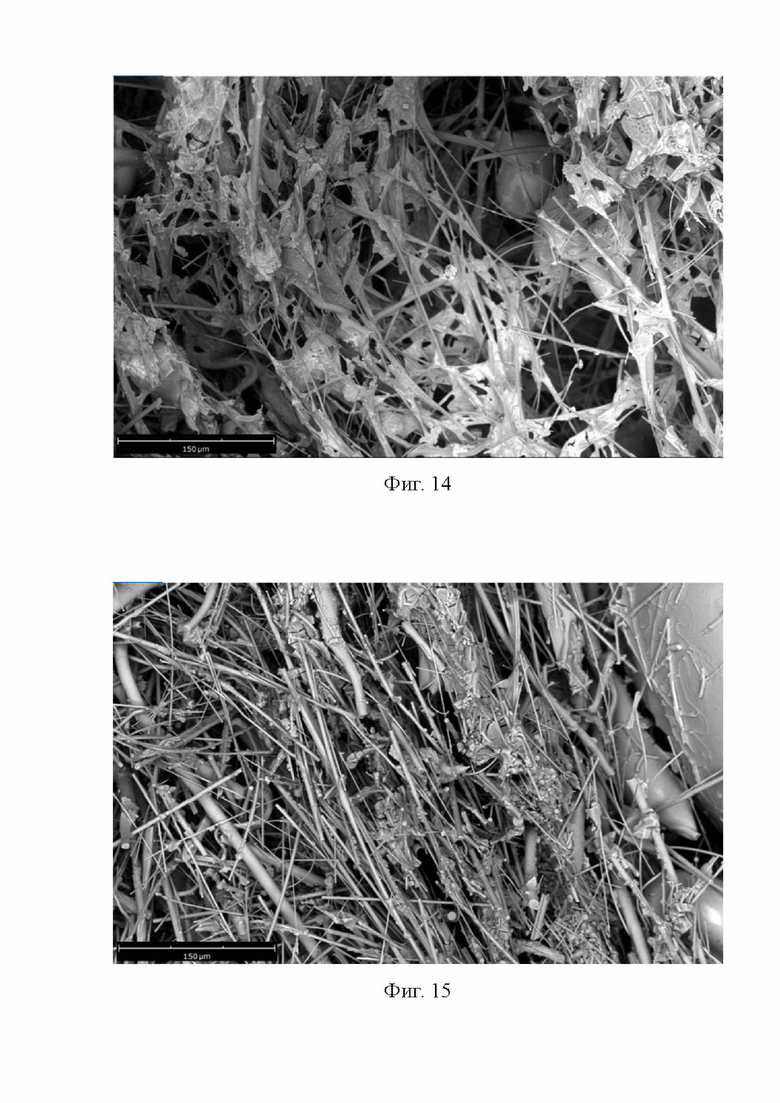
Фиг. 14 - сделанная в направлении X фотография участка из области III поперечного разреза фильтрующей стенки для целевой заготовки, полученной при осуществлении Способа;
Фиг. 15 - сделанная в направлении X фотография участка из области IV поперечного разреза фильтрующей стенки для целевой заготовки, полученной при осуществлении Способа.
Осуществление изобретения
[29] Осуществление изобретения будет показано на наилучших известных авторам изобретения примерах, которые не являются ограничениями в отношении объема охраняемых прав.
[30] На Фиг. 1 и Фиг. 2 показан фильтрующий элемент 12, выполненный согласно Способу. Фильтрующий элемент 12 включает в себя фильтрующую стенку 121 и фланцевый участок 122. Фильтрующая стенка 121 имеет форму цилиндрической трубы и образует полость 123, которая является закрытой с одного конца фильтрующей стенки 121. Фланцевый участок 122 имеет кольцеобразную форму и расположен на другом конце фильтрующей стенки 121, оставляя полость 123 открытой. Внешний диаметр фланцевого участка 122 больше внешнего диаметра фильтрующей стенки 121. В фильтрующем элементе 12 фильтрующая стенка 121 и фланцевый участок 122 выполнены заодно из одного и того же материала, однако, это не является ограничением. Фланцевый участок может быть выполнен, например, из металла с последующей заделкой в фильтрующую стенку. Описанная конфигурация фильтрующего элемента обычно именуется как «свеча».
[31] Фильтрующий элемент 12 предназначен для использования в устройстве 1 для очистки запыленного горячего газа, показанном на Фиг. 3. Устройство 1 содержит герметичный корпус 2, заключающий в себе две камеры: грязную камеру 3 и чистую камеру 4. Запыленный газ подается через входной трубопровод 5 и нагнетается в грязную камеру 3 при помощи компрессора 6 под давлением, которое выше атмосферного давления. В свою очередь очищенный газ выводится через выходной трубопровод 7, перед которым установлен вакуумный насос 8, создающий в чистой камере 4 давление, которое ниже атмосферного давления. Таким образом, между грязной камерой 3 и чистой камерой 4 имеется существенный перепад давления.
[32] Устройство 1 содержит множество одинаковых фильтрующих элементов, из которых на Фиг. 3 показаны фильтрующие элементы 11, 12 и 13. Описанная выше конструкция и изложенное далее функционирование фильтрующего элемента 12 справедливы для всех фильтрующих элементов, составляющих упомянутое множество.
[33] Грязная камера 3 и чистая камера 4 разделены панелью 9, имеющей множество отверстий с диаметром, который больше диаметра фильтрующей стенки 121, но меньше диаметра фланцевого участка 122. Таким образом, при установке фильтрующего элемента 12 в устройство 1, в частности после размещения фильтрующей стенки 121 в грязной камере 3, фланцевый участок 122 позволяет обеспечить для фильтрующего элемента 12 возможность его опоры на панель 9, а для панели 9 - возможность герметизации отверстия под фильтрующую стенку 121.
[34] Полость 123 фильтрующей стенки 121 открыта в чистую камеру 4, соответственно упомянутый выше перепад давления между грязной камерой 3 и чистой камерой 4 соответствует перепаду давления между давлением на внешней поверхности 124 фильтрующей стенки 121 и давлением на ее внутренней поверхности 125. Следует отметить, что представленная на Фиг. 3 конфигурация устройства 1 не является единственно возможной: панель 9 или функционально аналогичные элементы могут находиться в грязной камере, при этом полость 123 в любом случае должна быть соединена с чистой камерой 4, например, посредством трубопровода.
[35] Фильтрующая стенка 121 выполнена из газопроницаемого материала, через поры которого способен проходить газ, но не способны проходит взвешенные в газе частицы. Таким образом, находящийся в грязной камере 3 газ, содержащий взвешенные частицы, вследствие наличия упомянутого перепада давления проходит сквозь фильтрующую стенку 121, в то время как взвешенные частицы задерживаются на внешней поверхности 124 и осыпаются в бункер 10. Выходя через внутреннюю поверхность 125, очищенный газ попадает в полость 123, а далее - в чистую камеру 4. Материал фильтрующей стенки 121 может также содержать частицы катализатора, что позволяет выполнять химическую очистку газа одновременно с его механической очисткой.
[36] Предложенный Способ изготовления фильтрующего элемента 12 реализуется посредством последовательного выполнения этапов (а), (б), (в), (г), (д) и (е), подробно описанных ниже. Однако Способ может включать в себя и другие этапы, например, опционально выполняемый этап (ж).
[37] На этапе (а) готовят водную формовочную суспензию, дисперсная фаза которой содержит неорганическое волокно и исходное связующее. В качестве неорганического волокна может быть использовано любое неорганическое волокно, способное без изменения своей структуры выдерживать температуру 500-1000°С и выше в зависимости от условий эксплуатации фильтрующего элемента 12. Например, неорганическое волокно может представлять собой по меньшей мере одно из следующего: керамическое волокно, такое как алюмосиликатное волокно или кальций-магний силикатное волокно, кварцевое волокно, базальтовое волокно, стекловолокно или любое другое волокно подобное данным волокнам, а также любую смесь из указанных волокон. В предпочтительном случае используют неорганическое волокно, в котором отдельное волокно имеет длину 0,1-1,0 мм и диаметр 1,0-10,0 мкм.
[38] Помимо неорганического волокна дисперсная фаза водной формовочной суспензии может содержать органическое волокно, в качестве которого может быть использовано любое органическое волокно, имеющее вид сравнительно длинных тонких нитей и способное разлагаться под действием повышенной температуры, например такое, как полимерное волокно. Органическое волокно позволяет обеспечить прочность фильтрующего элемента во время его транспортировки и монтажа, а также повысить газопроницаемость фильтрующего элемента после введения его в эксплуатацию. В предпочтительном случае используют органическое волокно, в котором отдельное волокно имеет длину 5,0-20,0 мм и диаметр 20,0-60,0 мкм.
[39] В качестве исходного связующего может быть использовано любое органическое или неорганическое связующее, способное выполнять функцию технологического связующего, т.е. такого связующего, которое способно обеспечить целостность заготовки до задействования основного связующего. Целесообразно, чтобы водная формовочная суспензия содержала исходное связующее в количестве, которое является минимально достаточном для достижения указанной цели.
[40] По мнению авторов изобретения, является предпочтительным случай, в котором дисперсная фаза водной формовочной суспензии содержит алюмосиликатное волокно в качестве неорганического волокна, полипропиленовое волокно в качестве органического волокна и катионный крахмал в качестве исходного связующего.
[41] Для приготовления водной формовочной суспензии неорганическое волокно, исходное связующее и опционально органическое волокно размешивают в воде с использованием фрезерной мешалки до образования однородной массы. Количественное содержание указанных компонентов является очевидным для специалиста в данной области. Тем не менее авторы изобретения отмечают, что в предпочтительных случаях Способа массовые доли указанных компонентов могут составлять: вода 80,0-98,9 масс. %, неорганическое волокно 1,0-19,0 масс. %, исходное связующее 0,01-1,0 масс. % при принятии массы водной формовочной суспензии за 100%. Если предусмотрено включение в водную формовочную суспензию органического волокна, то часть указанной массовой доли неорганического волокна замещают органическим волокном так, что массовая доля органического волокна составляет 1,0-9,5 масс. %. Возможные параметры этапа (а): температура воды 15-25°С, частота вращения лопасти фрезерной мешалки 600-700 об/мин, время перемешивания 10-20 минут.
[42] На этапе (б) получают сырую заготовку, для чего в водную формовочную суспензию погружают перфорированную жесткую оболочку, которая способна вращаться вокруг своей оси. Перфорированная жесткая оболочка (далее также форма-мундштук) представляет собой замкнутую с одного конца перфорированную цилиндрическую трубу, обтянутую полиамидной сеткой. В полости формы-мундштука создают вакуум с глубиной 0,08-0,09 МПа, что побуждает жидкую фазу водной формовочной суспензии просачиваться в полость формы-мундштука, а дисперсную фазу - осаждаться на внешней поверхности формы-мундштука, которая становится для сырой заготовки формообразующей поверхностью.
[43] Время действия вакуума зависит от глубины вакуума, совокупной массовой доли неорганического и органического волокна в водной формовочной суспензии, а также от требуемой толщины стенки сырой заготовки. Для случая, когда совокупная массовая доля неорганического и органического волокна в водной формовочной суспензии составляет 2 масс. %, а требуемая толщина стенки сырой заготовки составляет 2,0 см, время действия вакуума с глубиной 0,08-0,09 МПа может составлять 25-40 секунд. По истечении данного времени форму-мундштук с набранным слоем дисперсной фазы извлекают из водной формовочной суспензии на воздух и на протяжении 10-30 секунд продолжают подачу вакуума для удаления жидкой фазы и уплотнения набранного слоя.
[44] На этапе (в) получают твердую заготовку, для чего сырую заготовку сушат, предпочтительно, следующим образом. Сырую заготовку размещают на металлическом сердечнике и в вертикальном положении выдерживают в сушильном шкафу, например, при температуре 90-110°С в течение 10-20 часов.
[45] На этапе (ж), опционально выполняемом между этапами (в) и (г), твердую заготовку обтачивают на 3-х координатном фрезерном станке для получения гладкой внешней поверхности фильтрующей стенки с заданными геометрическими размерами, а также для формирования фланцевого участка, если таковой предусмотрен.
[46] На этапе (г) получают пропитанную заготовку, для чего твердую заготовку размещают на перфорированной жесткой оболочке, аналогичной используемой на этапе (б), погружают твердую заготовку в водный коллоидный раствор основного связующего и создают внутри перфорированной жесткой оболочки вакуум с глубиной 0,02-0,04 МПа. Под действием перепада давления водный коллоидный раствор основного связующего проникает в тело твердой заготовки и пропитывает ее на всю толщину. При толщине стенки твердой заготовки 1,5 см время действия вакуума указанной величины для полной пропитки твердой заготовки водным коллоидным раствором основного связующего может составлять 10-20 секунд. По прошествии указанного времени полученную пропитанную заготовку извлекают из емкости с водным коллоидным раствором основного связующего и удаляют его избыток, поддерживая в перфорированной жесткой оболочке вакуум с глубиной 0,05-0,06 МПа в течение 20-30 секунд.
[47] В качестве водного коллоидного раствора основного связующего в предпочтительном случае используют водный коллоидный раствор диоксида кремния. Представляется также возможным использование в этих целях водного коллоидного раствора оксида металла, например, оксида алюминия (III), оксида магния, оксида титана, оксида циркония, оксида цинка. Сухой остаток основного связующего в его водном коллоидном растворе предпочтительно составляет 15-30 масс. %.
[48] Следует отметить, что введение твердой заготовки в контакт с водным коллоидным раствором основного связующего, предусмотренное этапом (г) Способа для получения пропитанной заготовки, может быть осуществлено и иным очевидным для специалиста в данной области способом. Например, при погружении твердой заготовки в водный коллоидный раствор основного связующего вакуум может не подаваться, а проникновение раствора в тело твердой заготовки может обеспечиваться исключительно за счет капиллярного эффекта. В другом случае водный коллоидный раствор основного связующего может нагнетаться в полость твердой заготовки под небольшим давлением. Возможен также случай, когда твердая заготовка поливается водным коллоидным раствором основного связующего без погружения в него.
[49] На этапе (д) для получения выдержанной заготовки выполняют следующие операции: пропитанную заготовку устанавливают на металлический сердечник, в вертикальном положении помещают в морозильную камеру с температурой -25-35°С и после замораживания водного коллоидного раствора основного связующего выдерживают в морозильной камере некоторое время. Полученную таким образом выдержанную заготовку размораживают предпочтительно при комнатной температуре.
[50] Далее на этапе (е) получают целевую заготовку, для чего выполняют сушку выдержанной заготовки любым очевидным специалисту в данной области способом. Например, выдержанную заготовку, установленную на металлическом сердечнике, в вертикальном положении помещают в сушильный шкаф и выдерживают при температуре 110-130°С в течение 16-24 часов. В другом случае сушка может быть выполнена по технологии, известной из прототипа, т.е. с подачей вакуума в полость выдержанной заготовки и одновременным нагревом извне.
[51] Обратим внимание, что на этапах (а)-(г) и в некоторой степени на этапе (е) Способ является, по существу, аналогичным прототипу изобретения. Отличительные особенности Способа заключаются именно в этапе (д), на котором выполняются неизвестные из уровня техники операции, имеющие неизвестную из уровня техники причинно-следственную связь с заявленным техническим результатом.
[52] Стадии преобразования водного коллоидного раствора основного связующего при его замораживании, выдержки в замороженном состоянии, размораживании и высушивании схематически показаны на Фиг. 4 (фрагменты А-Е) на примере водного коллоидного раствора диоксида кремния (далее также - кремнезоль).
[53] На Фиг. 4(А) показан кремнезоль в стабильном состоянии. Обладая поверхностным положительным зарядом, коллоидные частицы 71 диоксида кремния отталкиваются друг от друга и под действием диффузионных сил равномерно распределяются в воде 70, что предотвращает их коагуляцию и обуславливает стабильное состояние коллоидной системы.
[54] На Фиг. 4(Б) показан кремнезоль в процессе его замораживания. Формирующиеся центры 72 кристаллизации воды отталкивают коллоидные частицы 71 от фронта замерзания, локализуя их в замкнутых объемах и создавая условия для коагуляции.
[55] На Фиг. 4(В) показан кремнезоль в процессе выдержки в замороженном состоянии. Коллоидные частицы 71 слипаются, образуя гелеобразные агрегаты 73.
[56] На Фиг. 4(Г) показан кремнезоль в размороженном состоянии. После повышения температуры гелеобразные агрегаты 73 не совершают обратный переход в сторону образования множества коллоидных частиц 71, а сохраняют коагулированную структуру. Диффузии в воду 70 подвержены только немногочисленные свободные коллоидные частицы 71, не затронутые коагуляцией и не присоединенные к какому-либо из гелеобразных агрегатов 73.
[57] На Фиг. 4(Д) и Фиг. 4(Е) показан кремнезоль на начальном и завершающем периодах сушки. Как видно на Фиг. 4(Д), в процессе сушки сначала удаляется вода, находящаяся в своем естественном жидком состоянии, в то время как гелеобразные агрегаты 73 сохраняют свою целостность. Однако с продолжением сушки вода испаряется и из гелеобразных агрегатов 73, что превращает гелеобразные агрегаты 73 в твердые агрегаты 74, как это показано на Фиг. 4(Е).
[58] Таким образом, Фиг. 4(А-Е) на примере кремнезоля иллюстрирует используемое в Способе известное свойство коллоидных частиц 71 претерпевать необратимые изменения при замораживании и последующем размораживании водного коллоидного раствора оксида кремния или металла с образованием гелеобразных агрегатов 73, которые при осуществляемой далее сушке способны превращаться в твердые агрегаты 74.
[59] На Фиг. 5 (фрагменты А-Е) схематически показана внутренняя структура пропитанной, выдержанной и целевой заготовок, отражающая описанные выше стадии преобразования кремнезоля при его замораживании, размораживании и сушке.
[60] На Фиг. 5(А) изображен фрагмент внутренней структуры пропитанной заготовки после выполнения этапа (г), на котором твердая заготовка была погружена в кремнезоль. Состояние кремнезоля, охватывающего волокна 80, на Фиг. 5(А) соответствует стабильному состоянию, показанному на Фиг. 4(А), когда коллоидные частицы 71 свободно диспергированы в воде 70.
[61] На Фиг. 5(В) изображен фрагмент внутренней структуры пропитанной заготовки в процессе выполнения этапа (д). Кремнезоль находится в замороженном состоянии, соответствующем Фиг. 4(В). Центры 72 кристаллизации воды локализовали коллоидные частицы 71 вблизи волокон 80, в результате чего коллоидные частицы 71 коагулируют с образованием гелеобразных агрегатов 73, осаждающихся на волокнах 80.
[62] На Фиг. 5(Г) изображен фрагмент внутренней структуры выдержанной заготовки после завершения этапа (д). Кремнезоль переходит в размороженное состояние, которое соответствует Фиг. 4(Г), и по существу, перестает быть таковым. Гелеобразные агрегаты 73 не совершают обратный переход в сторону образования множества коллоидных частиц 71, а сохраняют коагулированную структуру и остаются осажденными на волокнах 80.
[63] На Фиг. 5(Е) изображен фрагмент внутренней структуры целевой заготовки после завершения этапа (е). При осуществлении сушки гелеобразные агрегаты 73, оставаясь осажденными на тех же самых волокнах 80, превращается в твердые агрегаты 74, как это показано ранее на Фиг. 4(Е). Твердые агрегаты 74, в свою очередь, обеспечивают прочную связь волокон 80 между собой. Таким образом, в ходе сушки основное связующее, в качестве которого в данном случае выступает диоксид кремния, не претерпевает миграции, и после завершения сушки основное связующее остается равномерно распределенным в теле целевой заготовки.
[64] На Фиг. 6 (фрагменты А и Б) показаны схематические изображения продольного разреза фильтрующей стенки 121, соответствующие фрагменту F с Фиг. 2, для пропитанной заготовки (Фиг.6(А)) и целевой заготовки (Фиг.6(Б)), когда целевая заготовка получена без выполнения этапа (д), т.е. при выполнении этапа (е) сразу после этапа (г). Другими словами, целевая заготовка, показанная на Фиг. 6(Б), получена при осуществлении сушки пропитанной заготовки, показанной на Фиг. 6(А), без предварительного замораживания, что проиллюстрировано стрелкой с указанием этапа (е), на котором выполняется упомянутая сушка.
[65] Как видно на Фиг. 6(А), после выполнения этапа (г) коллоидные частицы 71 основного связующего равномерно распределены в водном растворе по всей толщине фильтрующей стенки 121 от ее внутренней поверхности 125 до внешней поверхности 124. Однако при осуществлении сушки на этапе (е) коллоидные частицы 71 не задерживаются на волокнах 80 и мигрируют в водном растворе в сторону повышенной температуры, т.е. в сторону внешней поверхности 124, что отражено на Фиг. 6(Б). В результате этого прочное скрепление волокон 80 между собой обеспечивается только вблизи внешней поверхности 124 (области I и II), в то время как на большей части толщины фильтрующей стенки 121, и особенно вблизи внутренней поверхности 125 (область IV), связь между волокнами 80 не является достаточной жесткой для их надежного удержания в контакте друг с другом.
[66] Данная ситуация проиллюстрирована на Фиг. 8-11, на которых представлены сделанные в направлении X фотографии участков из областей I-IV поперечного разреза фильтрующей стенки 121, показанной на Фиг. 6(Б). Обратим внимание, что на своем поперечном разрезе фильтрующая стенка 121 имеет такую же структуру, что на своем продольном разрезе с Фиг. 6(Б), поэтому поперечный разрез фильтрующей стенки 121 на фигурах не представлен.
[67] Как видно на Фиг. 8, в области I, т.е. вблизи внешней поверхности 124, фильтрующая стенка 121 содержит чрезвычайно большое количество основного связующего, которое хотя и обеспечивает надежное скрепление волокон, но также создает препятствие для потока газа, что отрицательно влияет на производительность фильтрующего элемента. В области II фильтрующая стенка 121 содержит несколько меньшее количество основного связующего (Фиг. 9), однако, данное количество является достаточным, чтобы обеспечить скрепление волокон.
[68] Тем временем в области III уже наблюдается явный недостаток основного связующего, и значительная часть волокон не имеет жесткой связи между собой. В области IV основное связующее практически отсутствует, а волокна не связаны друг с другом, в результате чего область IV не вносит вклада в упрочнение фильтрующего элемента. Заметим также, что поток газа входит в фильтрующую стенку 121 через область I, а выходит через область IV, что приводит к уносу волокна из области IV с потоком газа. Последнее обстоятельство снижает фильтрующую способность фильтрующей стенки 121.
[69] На Фиг. 7 (фрагменты А и Б) показаны схематические изображения продольного разреза фильтрующей стенки 121, соответствующие фрагменту F с Фиг. 2, для пропитанной заготовки (Фиг. 7(А)) и целевой заготовки (Фиг. 7(Б)), когда целевая заготовка получена при последовательном выполнении этапов (д) и (е) после этапа (г), т.е. при осуществлении Способа.
[70] Пропитанная заготовка, показанная на Фиг. 7(А) аналогична таковой с Фиг. 6(А), поскольку получена в результате выполнения этапов (а)-(г). Однако благодаря выполнению этапа (д) перед этапом (е) целевая заготовка, показанная на Фиг. 7(Б), отличается от целевой заготовки с Фиг. 6(Б) тем, что основное связующее не испытало миграции в сторону внешней поверхности 124 и осталось равномерно распределенным по всей толщине фильтрующей стенки 121. В результате этого прочное скрепление волокон 80 между собой обеспечивается во всех областях I-IV, что повышает прочность фильтрующего элемента.
[71] Причинно-следственная связь между выполнением этапа (д) и равномерным распределением основного связующего по всей толщине фильтрующей стенки 121 в целевой заготовке с Фиг. 7(Б) была подробно описана выше и показана на Фиг. 4(А-Е) и Фиг. 5(А-Е). Кратко, она состоит в том, что замораживание водного коллоидного раствора основного связующего приводит к объединению коллоидных частиц 71 основного связующего в гелеобразные агрегаты 73, которые осаждаются на волокнах 80 выдержанной заготовки, в то время как размораживание полученной среды не вызывает распад гелеобразных агрегатов 73 на коллоидные частицы 71 и возвращение их обратно в водный коллоидный раствор. В результате этого обеспечиваемое в ходе последующей сушки удаление влаги 70 из фильтрующей стенки 121 выдержанной заготовки не сопровождается переносом основного связующего, что сохраняет изначально равномерное распределение основного связующего в фильтрующей стенке 121.
[72] Подтверждением эффекта, отраженного на Фиг. 7(Б), являются представленные на Фиг. 12-15 фотографии участков из областей I-IV поперечного разреза фильтрующей стенки 121, показанной на Фиг. 7(Б). Данные фотографии сделаны в направлении X, а расположение участков, отображенных на Фиг. 12-15, является таким же, что и расположение участков, отображенных на Фиг. 8-11, что позволяет произвести их корректное сравнение.
[73] Как видно на Фиг. 12, в области I, т.е. вблизи внешней поверхности 124, фильтрующая стенка 121 содержит значительное количество основного связующего, однако, данное количество не является избыточным, как на Фиг. 8, что повышает газопроницаемость фильтрующей стенки 121 фильтрующего элемента, выполненного согласно Способу. Далее, в областях II и III фильтрующей стенки 121 (Фиг. 13 и 14) количество основного связующего является сопоставимым с таковым в области I, что обеспечивает требуемую прочность скрепления волокон, а значит и повышает прочность фильтрующего элемента в целом. И наконец, в области IV (Фиг. 15) количество основного связующего незначительно уменьшается относительно областей I-III, при этом оно является достаточным, чтобы обеспечить надежное скрепление волокон и благодаря этому повысить прочность фильтрующего элемента, а также предотвратить унос волокна с потоком газа.
[74] Таким образом, Фиг. 12-15 являются фактическим доказательством того, что при осуществлении Способа достигается технический результат в виде равномерного распределения основного связующего в теле фильтрующего элемента. В дополнение к этому авторы изобретения представляют экспериментальное подтверждение решения поставленной перед изобретением технической проблемы, которая заключается в повышении механической прочности и газопроницаемости фильтрующего элемента. Данное экспериментальное подтверждение следует из представленного ниже сопоставления фильтрующего элемента, выполненного при последовательном осуществлении этапов (а)-(е), т.е. согласно Способу (Пример осуществления Способа), и фильтрующего элемента, выполненного при осуществлении этапов (а)-(г) и (е) без осуществления этапа (д), т.е. согласно решению, известному из уровня техники (Сравнительный пример).
[75] Пример осуществления Способа (далее - Пример)
Этап (а): Подготовка водной формовочной суспензии
Для приготовления водной формовочной суспензии были использованы следующие компоненты:
- вода при температуре 20°С, 98 л,
- алюмосиликатное волокно в качестве неорганического волокна, массовая доля Al2O3 44-48%, SiO2 50-54%, 1 кг,
- полипропиленовое волокно в качестве органического волокна, полипропилен 100%, диаметр 15-60 мкм, длина 6,12,18 мм, 1 кг,
- катионный крахмал в качестве исходного связующего, 0,04 кг.
Водную формовочную суспензию получили путем перемешивания указанных компонентов до однородной массы, для чего использовали фрезерную мешалку с частотой вращения лопасти 700 об/мин. Время перемешивания составило 15 минут. Полученную водную формовочную суспензию залили в формовочную емкость, оснащенную донными мешалками для поддержания дисперсной фазы во взвешенном состоянии.
[76] Этап (б): Получение сырой заготовки
Для формования сырой заготовки использовали форму-мундштук, которая была выполнена в виде перфорированной цилиндрической трубы, обтянутой снаружи полиамидной сеткой, при этом наружная поверхность формы-мундштука выступала в качестве формообразующей поверхности. Диаметр отверстий перфорированной цилиндрической трубы был равен 2 мм, плотность расположения отверстий составляла 3 отверстия на 1 см2. Размер стороны квадратных ячеек полиамидной сетки составлял 0,3 мм.
Форму-мундштук погрузили в формовочную емкость, отключили донные мешалки, после чего с использованием пневмосистемы и водокольцевого насоса в полость формы-мундштука в течение 30 секунд подавали вакуум с глубиной 0,08 МПа. Не прекращая подачу вакуума, форму-мундштук с набранным слоем дисперсной фазы водной формовочной суспензии вынули из формовочной емкости, и продолжая подачу вакуума, в течение 15 секунд производили удаление избытка жидкой фазы водной формовочной суспензии из набранного слоя. Затем полученную данным образом сырую заготовку сняли с формы-мундштука.
[77] Этап (в): Получение твердой заготовки
Сырую заготовку разместили на металлическом сердечнике и в вертикальном положении сушили в сушильном шкафу при температуре 100°С в течение 11 часов. В результате этого получили твердую заготовку с толщиной 15 мм, которую с целью формирования фланцевого участка и гладкой внешней поверхности фильтрующей стенки обточили на 3-х координатном фрезерном станке при установке следующих параметров: скорость вращения фрезы 24000 об/мин, скорость вращения твердой заготовки 800 об/мин. Сжатым воздухом удалили с поверхности твердой заготовки волокнистую пыль, образовавшуюся в результате механической обработки.
[78] Этап (г): Получение пропитанной заготовки
Подготовили водный коллоидный раствор основного связующего, для чего использовали кремнезоль марки ЛЭЙКСИЛ HT40, который разбавили до содержания сухого остатка 25 масс. %. Твердую заготовку разместили на форме-мундштуке, которая была использована ранее на этапе (б), и погрузили в кремнезоль. С использованием пневмосистемы и водокольцевого насоса в полость формы-мундштука в течение 10 секунд подавали вакуум с глубиной 0,02 МПа, в результате чего твердая заготовка стала пропитанной заготовкой. После этого форму-мундштук с пропитанной заготовкой извлекли из кремнезоля, и продолжая подачу вакуума с глубиной 0,06 МПа, в течение 20 секунд производили удаление избытка кремнезоля.
[79] Этап (д): Получение выдержанной заготовки
Пропитанную заготовку сняли с формы-мундштука, разместили на металлическом сердечнике и в вертикальном положении выдерживали в морозильной камере при температуре -25°С в течение 1 часа, в результате чего получили выдержанную заготовку.
[80] Этап (е). Получение целевой заготовки
Не снимая с металлического сердечника, выдержанную заготовку в вертикальном положении сушили в сушильном шкафу при температуре 120°С в течение 18 часов, и по завершении сушки получили целевую заготовку.
[81] Сравнительный пример
Целевую заготовку получили аналогично Примеру с тем лишь исключением, что этап (д) был пропущен.
[82] Следует отметить, что каждая из полученных в Примере и Сравнительном примере целевых заготовок включала в себя фильтрующую стенку и фланцевый участок, т.е. представляла собой готовый фильтрующий элемент. Далее фильтрующие элементы, полученные в Примере и в Сравнительном примере были подвергнуты испытаниям на газопроницаемость и прочность. Перед проведением испытаний фильтрующие элементы выдерживались в тепловой камере при температуре 350°С на протяжении 2-х часов, что имитировало начальный этап эксплуатации фильтрующих элементов, на котором происходит выгорание органического волокна.
[83] Испытания фильтрующих элементов на газопроницаемость были проведены в аттестационной Лаборатории газоочистки ООО «НТЦ «Бакор» на специализированном стенде. Газопроницаемость фильтрующих элементов оценивали по сопротивлению потоку воздуха, которое создает фильтрующая стенка, т.е. чем меньше сопротивление потоку воздуха, тем выше газопроницаемость. Сопротивление потоку воздуха определяли как отношение между падением давления на фильтрующей стенке и площадью внешней поверхности фильтрующей стенки. В качестве падения давления принимали разность между давлением воздуха на внешней и внутренней поверхностях фильтрующей стенки, при этом повышенное давление 0,8 МПа подавали на внешнюю поверхность фильтрующей стенки.
[84] Испытания фильтрующих элементов на прочность были проведены в Исследовательском центре специальной керамики ООО «НТЦ «Бакор». Сущность метода заключается в испытании образцов на разрыв с постоянной скоростью увеличения нагрузки до их разрушения. Из фильтрующего элемента вырезают образец в форме галтели, который закрепляют на разрывном стенде. К образцу прикладывают непрерывно увеличивающуюся нагрузку и фиксируют ее величину в момент разрушения образца. После разрыва образца измеряют площадь сечения в области разрыва и рассчитывают прочность образца на разрыв в МПа как отношение нагрузки к площади сечения образца.
[85] Результаты испытаний представлены в Таблице. Сопоставление результатов испытаний двух фильтрующих элементов свидетельствует о более высокой прочности и более высокой газопроницаемости фильтрующего элемента, полученного в Примере, по сравнению с фильтрующим элементом, полученным в Сравнительном примере.
[86] Кроме того, фильтрующие элементы, полученные в Примере и Сравнительном примере, были разрезаны в поперечной плоскости, после чего на поверхностях разреза были определены области I-IV и выполнены фотографии, представленные соответственно на Фиг. 12-15 и Фиг. 8-11.
[87] Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ОГНЕУПОРНОГО ИЗДЕЛИЯ С ВЫСОКОЙ ОДНОРОДНОСТЬЮ ХИМИЧЕСКОГО СОСТАВА | 2022 |
|
RU2796140C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ ПОСРЕДСТВОМ 3D-ПЕЧАТИ С ПОДАЧЕЙ ГАЗООБРАЗНОГО ХЛАДАГЕНТА В ОБЛАСТЬ ПЕЧАТИ | 2023 |
|
RU2812374C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ ПОСРЕСТВОМ 3-Д ПЕЧАТИ | 2021 |
|
RU2774993C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ ОЧИСТКИ ГОРЯЧЕГО ГАЗА ОТ ПЫЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2759084C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА ДЛЯ ОЧИСТКИ ГОРЯЧЕГО ГАЗА | 2023 |
|
RU2815946C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА С ВОЛОКНИСТОЙ СТРУКТУРОЙ | 2008 |
|
RU2371423C1 |
| ТЕРМОСТОЙКИЙ ВЫСОКОПОРИСТЫЙ ВОЛОКНИСТЫЙ ТЕПЛОИЗОЛЯЦИОННЫЙ И ЗВУКОПОГЛОЩАЮЩИЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2345042C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА | 2008 |
|
RU2370473C1 |
| СБОРНЫЙ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ ОЧИСТКИ ГОРЯЧЕГО ГАЗА | 2024 |
|
RU2836613C1 |
| Высокотермостойкий радиопрозрачный неорганический стеклопластик и способ его получения | 2015 |
|
RU2610048C2 |
Изобретение относится к области промышленной экологии, в частности к области очистки горячего газа от взвешенных частиц, и может быть использовано, например, в металлургии. Предложен способ получения фильтрующего элемента для удаления частиц из газа, в котором для получения фильтрующего элемента изготавливают целевую заготовку. Способ включает этапы (а), (б), (в), (г), (д) и (е). На этапе (а) готовят водную формовочную суспензию, дисперсная фаза которой содержит неорганическое волокно и исходное связующее. На этапе (б) получают сырую заготовку, где водную формовочную суспензию пропускают через формообразующую поверхность так, что дисперсная фаза водной формовочной суспензии осаждается на формообразующей поверхности. На этапе (в) получают твердую заготовку путем сушки сырой заготовки. На этапе (г) получают пропитанную заготовку, для чего твердую заготовку вводят в контакт с водным коллоидным раствором основного связующего так, что данный раствор проникает в тело твердой заготовки. На этапе (д) получают выдержанную заготовку, для чего пропитанную заготовку выдерживают при температуре, обеспечивающей замораживание водного коллоидного раствора основного связующего. На этапе (е) получают целевую заготовку путем сушки выдержанной заготовки. Изобретение обеспечивает повышение механической прочности и газопроницаемости фильтрующего элемента. 14 з.п. ф-лы, 15 ил., 1 табл.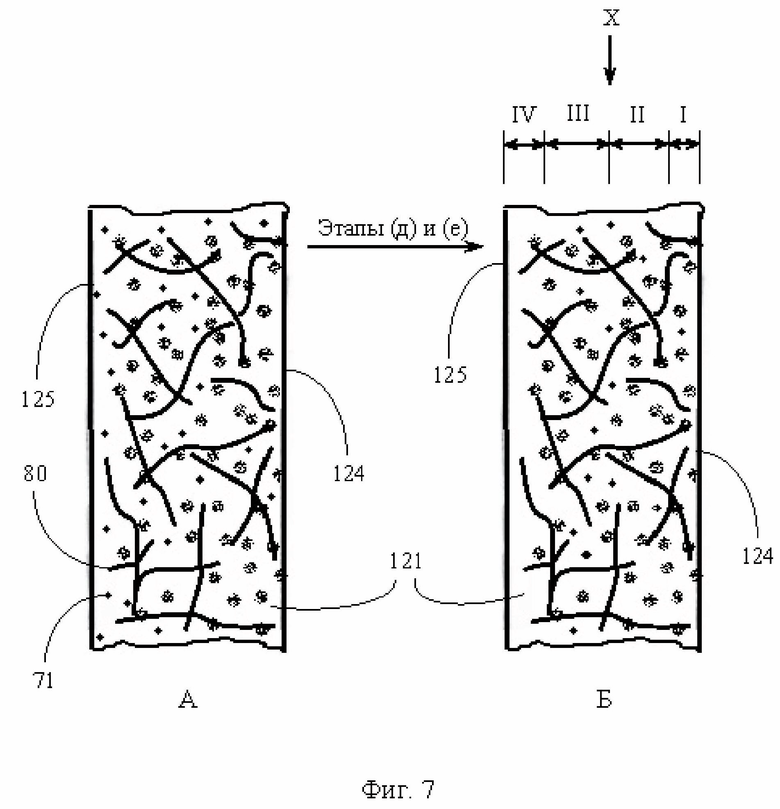
1. Способ получения фильтрующего элемента для удаления частиц из газа, в котором для получения фильтрующего элемента изготавливают целевую заготовку, при этом способ включает в себя следующие этапы:
(а) готовят водную формовочную суспензию, дисперсная фаза которой содержит неорганическое волокно и исходное связующее;
(б) получают сырую заготовку, для чего водную формовочную суспензию пропускают через формообразующую поверхность так, что дисперсная фаза водной формовочной суспензии осаждается на формообразующей поверхности;
(в) получают твердую заготовку путем сушки сырой заготовки;
(г) получают пропитанную заготовку, для чего твердую заготовку вводят в контакт с водным коллоидным раствором основного связующего так, что водный коллоидный раствор основного связующего проникает в тело твердой заготовки;
(д) получают выдержанную заготовку, для чего пропитанную заготовку выдерживают при температуре, обеспечивающей замораживание водного коллоидного раствора основного связующего;
(е) получают целевую заготовку путем сушки выдержанной заготовки.
2. Способ по п. 1, в котором целевая заготовка представляет собой готовый фильтрующий элемент.
3. Способ по п. 1, в котором целевая заготовка представляет собой составную часть фильтрующего элемента.
4. Способ по п. 1, в котором на этапе (а) в качестве неорганического волокна используют по меньшей мере одно из следующего: алюмосиликатное волокно, кальций-магний силикатное волокно, кварцевое волокно, базальтовое волокно, стекловолокно.
5. Способ по п. 1, в котором на этапе (а) в качестве исходного связующего используют катионный крахмал.
6. Способ по п. 1, в котором на этапе (а) дисперсная фаза водной формовочной суспензии содержит также органическое волокно.
7. Способ по п. 6, в котором в качестве органического волокна используют полимерное волокно, например полипропиленовое волокно.
8. Способ по п. 1, в котором на этапе (б) в качестве формообразующей поверхности используют перфорированную жесткую оболочку, а осаждение дисперсной фазы водной формовочной суспензии на формообразующей поверхности обеспечивают путем погружения перфорированной жесткой оболочки в водную формовочную суспензию и создания внутри перфорированной жесткой оболочки пониженного давления.
9. Способ по п. 8, в котором в качестве перфорированной жесткой оболочки используют перфорированную цилиндрическую трубу.
10. Способ по п. 1, в котором на этапе (в) при осуществлении сушки сырой заготовки в полости сырой заготовки размещают жесткий сердечник.
11. Способ по п. 1, в котором между этапами (в) и (г) выполняют этап (ж), на котором твердую заготовку подвергают механической обработке, например путем обтачивания.
12. Способ по п. 1, в котором на этапе (г) проникновение водного коллоидного раствора основного связующего в тело твердой заготовки обеспечивают путем размещения перфорированной жесткой оболочки в полости твердой заготовки, погружения твердой заготовки в водный коллоидный раствор основного связующего и создания внутри перфорированной жесткой оболочки пониженного давления.
13. Способ по п. 1, в котором на этапе (г) в качестве водного коллоидного раствора основного связующего используют водный коллоидный раствор диоксида кремния.
14. Способ по п. 1, в котором на этапе (д) при осуществлении выдержки пропитанной заготовки при температуре, обеспечивающей замораживание водного коллоидного раствора основного связующего, в полости пропитанной заготовки размещают жесткий сердечник.
15. Способ по п. 1, в котором на этапе (е) при осуществлении сушки выдержанной заготовки в полости выдержанной заготовки размещают жесткий сердечник.
| US 20170341004 A1, 30.11.2017 | |||
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ ОЧИСТКИ ГОРЯЧЕГО ГАЗА ОТ ПЫЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2759084C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА С ВОЛОКНИСТОЙ СТРУКТУРОЙ | 2008 |
|
RU2371423C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ РУКАВНОГО ФИЛЬТРА | 2010 |
|
RU2432982C1 |
| АППАРАТ ДЛЯ ФИЛЬТРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПОТОКОВ ТЕКУЧИХ СРЕД, ГИБРИДНЫЙ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2396102C1 |
| ФИЛЬТРУЮЩИЙ МАТЕРИАЛ ДЛЯ ОЧИСТКИ ВОЗДУХА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2007 |
|
RU2349368C1 |
| ФИЛЬТРОВАЛЬНАЯ УСТАНОВКА ДЛЯ ОЧИСТКИ ГОРЯЧИХ ГАЗОВ | 2005 |
|
RU2283687C1 |
| КАТАЛИТИЧЕСКИЙ ФИЛЬТР С ПРОТОЧНЫМИ СТЕНКАМИ, СНАБЖЕННЫЙ МЕМБРАНОЙ | 2016 |
|
RU2706315C2 |
| DE 4338716 C1, 18.05.1995 | |||
| US 5364456 A1, 15.11.1994 | |||
| US 2008314012 A1, 25.12.2008. | |||

