Перекрестная ссылка на родственные заявки
Настоящая патентная заявка испрашивает приоритет заявки на патент Италии №102019000003481, поданной 11 марта 2019 года, полное описание которого включено в настоящий документ посредством ссылки.
Область техники настоящего изобретения
Настоящее изобретение относится к устройству и горелке для обжига керамических изделий. В частности, настоящее изобретение находит предпочтительное, но не исключительное применение в обжиге керамических изделий для получения плиток, которые будут подробно представлены в приведенном ниже описании, без потери общности по этой причине.
Уровень техники настоящего изобретения
Обжиг керамических изделий для изготовления плиток, как правило, происходит в туннельных обжигательных печах, которые ограничены двумя противоположными стенками и сводом. Указанные обжигательные печи обычно нагреваются посредством горелок, расположенных в двух рядах, по одному на каждой из сторон туннеля.
Горелки, которые работают на метане, как правило, расположены на боковых стенках туннеля на различных уровнях и обращены к противоположной стенке.
Цикл обжига керамических изделий разработан с высокой точностью, и его составляют: нагревание керамических изделий, начиная от впуска обжигательной печи, их выдерживание внутри обжигательной камеры при заданной температуре и их охлаждение в регулируемом режиме перед их достижением выпуска обжигательной печи.
Керамические изделия обычно перемещаются на большом конвейере, состоящем из ряда керамических роликов. По этой причине важно обеспечить, чтобы температура внутри обжигательной камеры была однородной по всей ширине обжигательной печи.
Для этой цели были разработаны промышленные горелки различных типов, а также различные конфигурации горелок внутри сложных устройств, таким образом, чтобы обеспечивать все более постоянную температуру внутри обжигательной камеры.
Однако, в частности, в очень больших туннельных обжигательных печах, как правило, наблюдается неоднородное распределение температуры в различных продольных сечениях, таким образом, что, более высокие температуры присутствуют в центре туннеля, и менее высокие температуры присутствуют близи боковых стенок.
Это отсутствие однородности температуры неизбежно приводит к возникающим при обжиге дефектам керамических изделий, которые перемещаются вблизи стенок туннеля. В частности, указанные дефекты могут представлять собой как дефекты размеров, так и дефекты формы, такие как недостаточно плоские поверхности. В результате этого увеличивается объем производственных отходов.
Это различие между центром обжигательной печи и областями вблизи боковых стенок, как правило, вызвано тем, что продукты горения, которые циркулируют внутри обжигательной камеры, замедляются вблизи стенок, и, таким образом, уменьшается турбулентность указанных продуктов горения, а также, следовательно, и коэффициент теплообмена.
В документе DE 4014693 раскрыта туннельная печь, которая относится к типу, используемому в керамической промышленности, и содержит горелку, установленную на стенке обжигательной камеры. Горелка получает топливо через трубопровод, который оборудован регулирующим клапаном.
В документе ЕР 3155320 раскрыта горелка, которая предназначена для промышленной печи и может быть установлена в печи, содержащей одну обжигательную камеру, а также она содержит основной трубчатый резервуар, содержащий по меньшей мере одно первое отверстие для впуска топлива и по меньшей мере одно второе отверстие для впуска окислителя, а также концевое сопло, содержащее выпускное устье, обращенное к обжигательной камере, и элементы, которые инициируют горение смеси топлива и окислителя. Горелка также содержит по меньшей мере один канал, предназначенный для приема части газов, присутствующих внутри обжигательной камеры, и их перемещения к выпускному устью концевого сопла.
В документе US 5934206 раскрыто устройство для осуществления процесса частичного окисления в производстве синтетического газа.
Задача настоящего изобретения заключается в том, чтобы предложить устройство и горелку, конструкция которых позволяет по меньшей мере частично преодолеть недостатки предшествующего уровня техники, и которые при этом отличаются экономичностью и простотой изготовления.
Краткое раскрытие настоящего изобретения
Согласно настоящему изобретению предложены устройство и горелка для обжига керамических изделий согласно независимым пунктам прилагаемой формулы изобретения и предпочтительно согласно любому из зависимых пунктов формулы изобретения в непосредственной или косвенной зависимости от независимых пунктов формулы изобретения.
Прилагаемая формула изобретения представляет предпочтительные варианты осуществления настоящего изобретения и составляет неотъемлемую часть описания изобретения.
Краткое описание фигур
Далее настоящее изобретение будет описано со ссылкой на сопровождающие фигуры, на которых представлены некоторые неограничительные варианты осуществления настоящего изобретения, при этом:
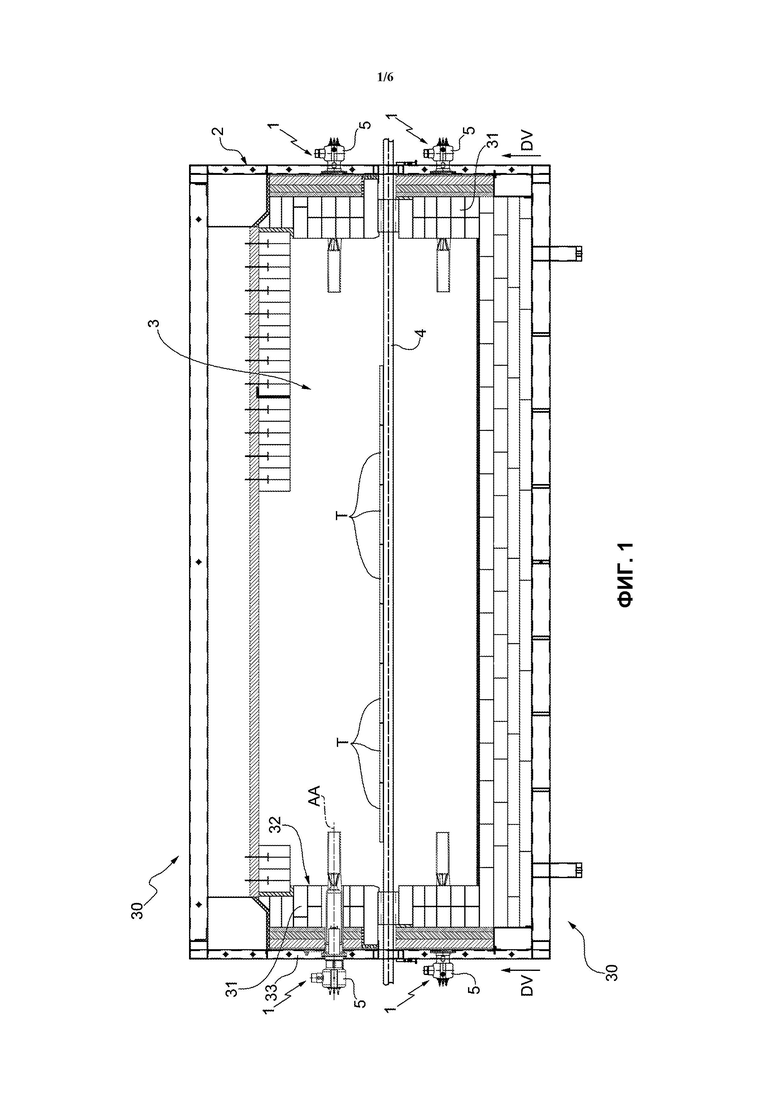
на фиг. 1 представлен вид спереди поперечного сечения устройства согласно настоящему изобретению;
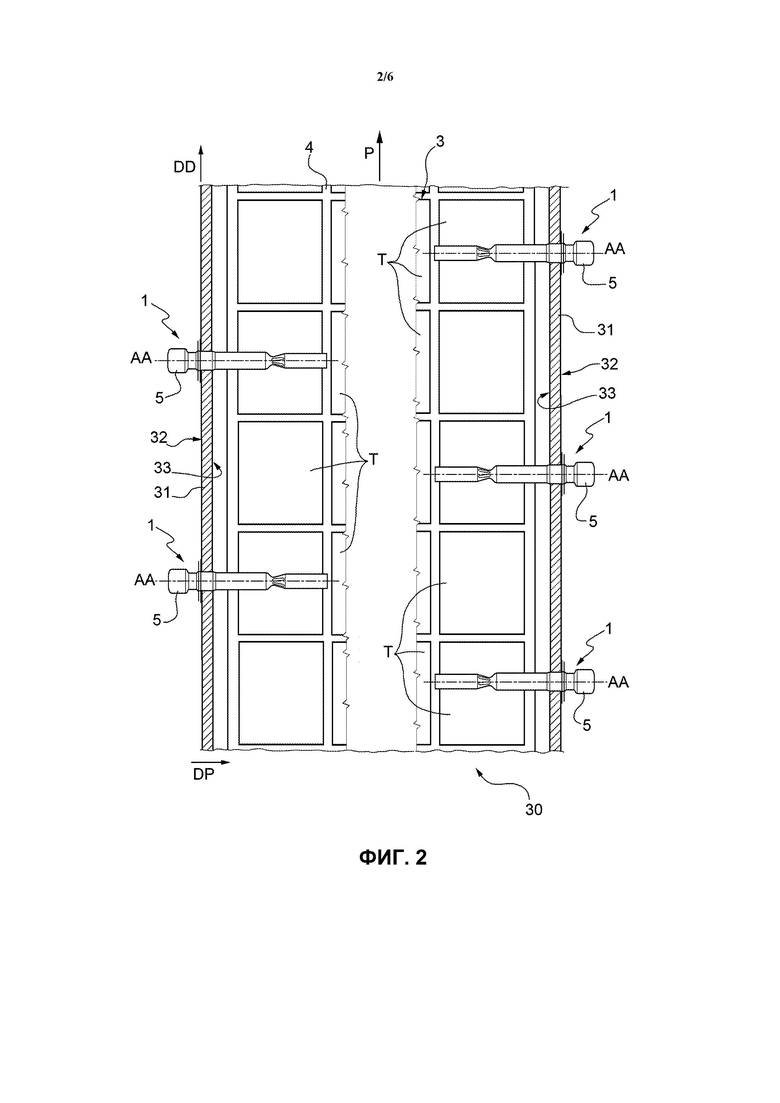
на фиг. 2 представлен схематический вид сверху сегмента устройства, проиллюстрированного на фиг. 1;
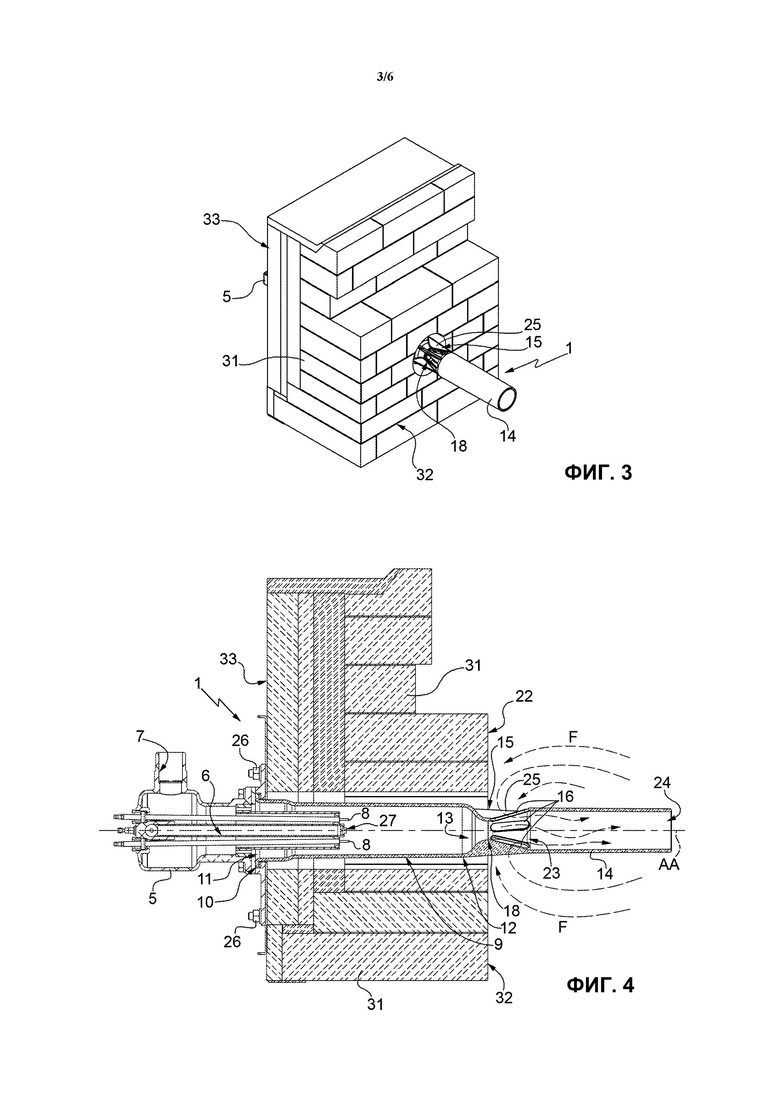
на фиг. 3 представлено схематическое перспективное изображение части устройства, проиллюстрированного на фиг. 1;
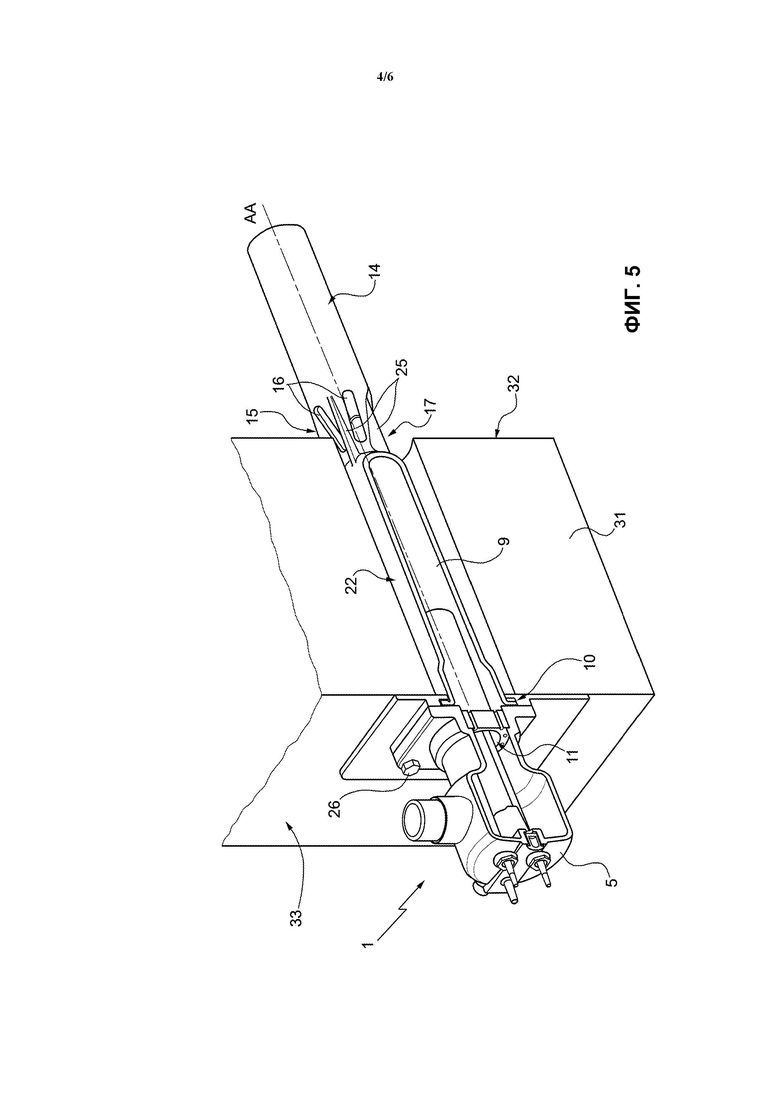
на фиг. 4 представлен вид спереди поперечного сечения части, проиллюстрированной на фиг. 3;
на фиг. 5 представлено схематическое перспективное изображение поперечного сечения, проиллюстрированного на фиг. 4;
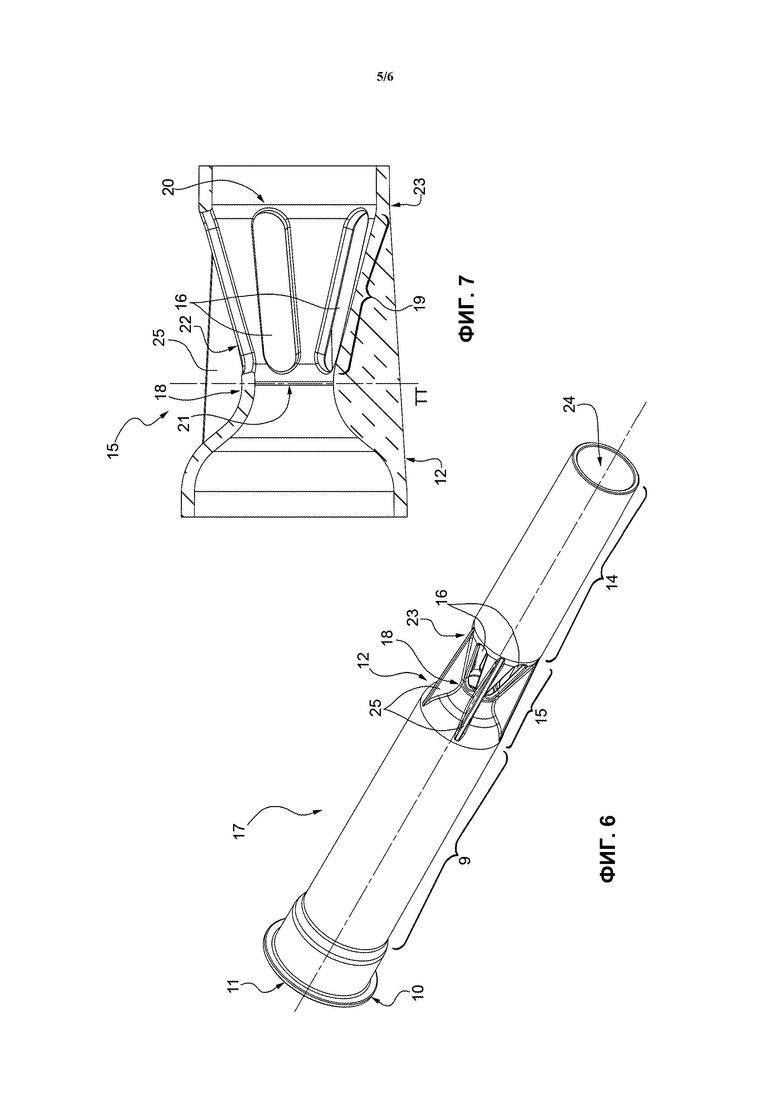
на фиг. 6 представлено схематическое перспективное изображение части горелки согласно настоящему изобретению;
на фиг. 7 представлен вид сбоку поперечного сечения части выпускного элемента, проиллюстрированной на фиг. 6; и
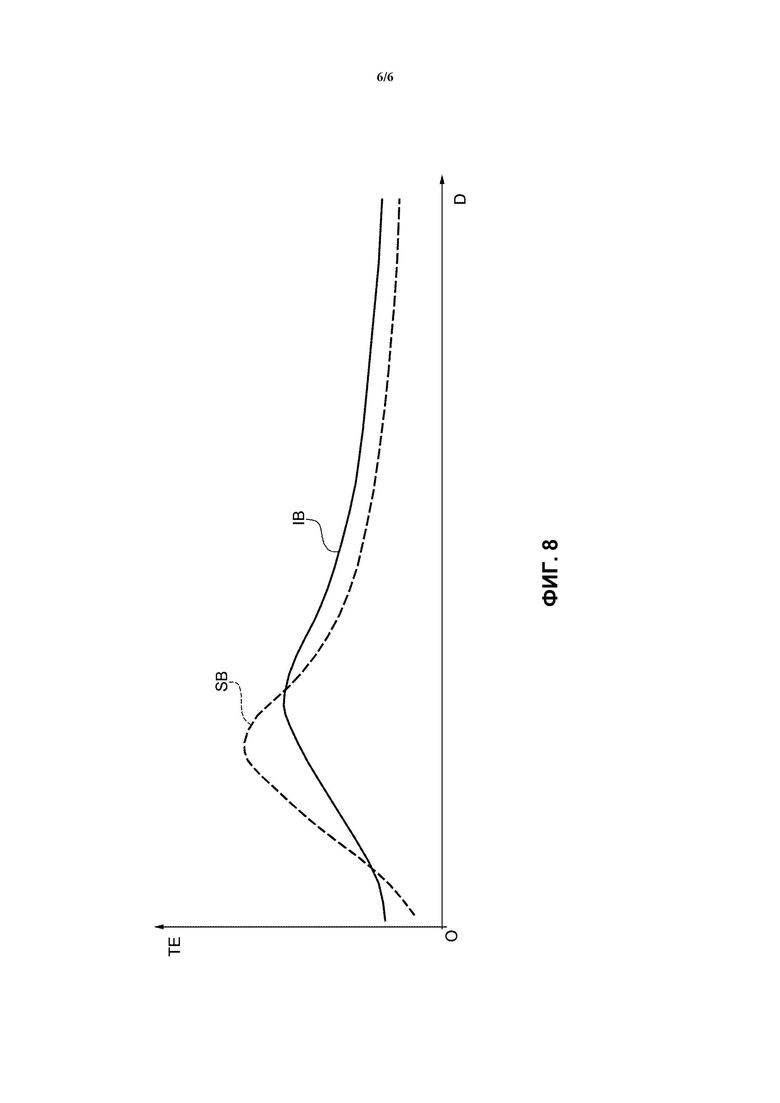
на фиг. 8 представлена диаграмма, иллюстрирующая изменение температуры в зависимости от расстояния от стенки обжигательной печи (на оси абсцисс представлено расстояние, и на оси ординат представлена температура).
Подробное раскрытие настоящего изобретения
На фиг. 1 условным номером 1 обозначена в целом горелка для обжига керамических изделий Т согласно первому аспекту настоящего изобретения.
Горелка 1 может быть установлена в промышленной обжигательной печи 2, в частности, в туннельной обжигательной печи, содержащей обжигательную камеру 3.
В частности, как проиллюстрировано на фиг. 1 и 2, керамические изделия Т перемещаются посредством транспортной системы 4 вдоль траектории Р.
Более конкретно, керамические изделия С представляют собой керамические изделия любого типа, для которых требуется по меньшей мере обжиг в обжигательной печи.
Согласно неограничительному варианту осуществления, который проиллюстрирован на фиг. 1 и 2, транспортная система 4 содержит ряд керамических роликов, на которых расположены необожженные керамические изделия Т, подлежащие обжигу, предпочтительно в заданной последовательности.
Согласно некоторым неограничительным вариантам осуществления, которые не проиллюстрированы в настоящем документе, транспортная система 4 содержит множество керамических роликов (которые, если это необходимо, движутся с различными скоростями в целях создания различных условий обжига изделий).
Как проиллюстрировано на фиг. 3, 4 и 5, горелка 1 содержит смесительный резервуар 5, который, в свою очередь, содержит вводящий топливо канал 6, вводящий окислитель канал 7, искровое устройство 8 и сжигающую головку 27. Другими словами, смесительный резервуар 5 представляет собой часть горелки, которая предназначена для производства газовоздушной смеси, которая (после ее зажигания для получения пламени) обеспечивает обжиг керамических изделий Т внутри обжигательной печи 2. В частности, топливо, поступающее через вводящий топливо канал 6, в основном, представляет собой метан, в то время как окислитель, поступающий через вводящий окислитель канал 7, в основном, представляет собой атмосферный воздух (содержащий приблизительно 21% кислорода).
Горелка 1 дополнительно содержит трубчатый выпускной элемент 9, который выполнен с возможностью сквозного течения текучей среды, вытекающей из смесительного резервуара 5 и представляющей собой смесь топлива и окислителя и/или возможного продукта горения, и содержит конец 10, имеющий отверстие 11, в которое вставлена по меньшей мере часть смесительного резервуара 5, и конец 12, который является противоположным концу 10 и имеет отверстие 13.
Согласно некоторым неограничительным вариантам осуществления смесительный резервуар 5 присоединен к элементу 9 с применением фиксирующих элементов. Предпочтительно, но не обязательно, например, согласно варианту осуществления, который проиллюстрирован на фиг. 4 и 5, фиксирующие элементы представляют собой болты 26.
Согласно неограничительному варианту осуществления, который проиллюстрирован на фиг. 4 и 5, смесительный резервуар 5 частично вставлен в выпускной элемент 9 и частично расположен снаружи обжигательной печи 2. В частности, выпускной элемент 9 вставлен внутрь через боковую стенку 31 туннельной обжигательной печи 2. Более конкретно, выпускной элемент 9 полностью проходит внутрь через боковую стенку 31.
Горелка 1 содержит трубчатый выпускной элемент 14, который проходит от конца 12 элемента 9 в противоположном направлении по отношению к концу 10, а именно, в направлении (более конкретно, внутрь) обжигательной камеры 3. Другими словами, выпускной элемент 14 находится на противоположной стороне выпускного элемента 9 по отношению к смесительному резервуару 5.
Кроме того, горелка 1 содержит всасывающий элемент 15, который выполнен с возможностью перемещения по меньшей мере части газов F, которые присутствуют внутри обжигательной камеры 3, в трубчатый выпускной элемент 14 и содержит множество отверстий 16, расположенных между трубчатым выпускным элементом 9 и трубчатым выпускным элементом 14.
Предпочтительно трубчатый выпускной элемент 14 (полностью) расположен внутри обжигательной камеры 3 и, например, является коаксиальным по отношению к трубчатому выпускному элементу 9.
Другими словами, продольная ось симметрии АА трубчатого выпускного элемента 14 совпадает с продольной осью симметрии АА трубчатого выпускного элемента 9.
Согласно неограничительным вариантам осуществления, которые проиллюстрированы на фиг. 4-6, трубчатый выпускной элемент 9, трубчатый выпускной элемент 14 и всасывающий элемент 15 совместно образуют сжигающий блок 17, который схематически представлен в целом на фиг. 6. В частности, боковая поверхность 22 сжигающего блока 17 (по меньшей мере) частично оказывается без просветов. Более конкретно, боковая поверхность сжигающего блока 17 оказывается без просветов в секциях, в которых отсутствуют отверстия 16.
Предпочтительно, но не обязательно, сжигающий блок 17 представляет собой единый блок, в частности, изготовленный из карбида кремния. В частности, продольная ось симметрии сжигающего блока 17 представляет собой продольную ось симметрии АА трубчатых выпускных элементов 9 и 14.
Предпочтительно, но не обязательно, сжигающий блок 17 изготовлен в процессе аддитивного производства, в частности, трехмерной печати.
Согласно некоторым неограничительным вариантам осуществления, которые не проиллюстрированы в настоящем документе, сжигающий блок 17 изготовлен посредством сварки трубчатого выпускного элемента 9 с всасывающим элементом 15 и всасывающего элемента 15 с трубчатым выпускным элементом 14.
Согласно другим неограничительным вариантам осуществления, которые не проиллюстрированы в настоящем документе, сжигающий блок 17 изготовлен посредством механического присоединения с применением фиксирующих приспособлений (например, болтов, винтов, заклепок и т.д.) трубчатого выпускного элемента 9 к всасывающему элементу 15 и всасывающего элемента 15 к трубчатому выпускному элементу 14.
Согласно следующим неограничительным вариантам осуществления сжигающий блок 17 изготовлен с применением технологии литья под давлением.
Согласно неограничительным вариантам осуществления, которые проиллюстрированы на сопровождающих фигурах, сжигающий блок 17 является полым и выполнен с возможностью пропускания потока смеси, производимой в смесительном резервуаре 5. В частности, указанная смесь после инициирования горения превращается в пламя.
Согласно некоторым неограничительным вариантам осуществления всасывающий элемент 15 содержит и, в частности, представляет собой трубку Вентури.
Согласно неограничительному варианту осуществления, проиллюстрированному на фиг. 6 и 7 (причем на фиг. 7 представлена деталь всасывающего элемента 15 согласно варианту осуществления, проиллюстрированному на фиг. 6), всасывающий элемент 15 имеет дроссель 18 расположенный в области конца 12. Кроме того, всасывающий элемент 15 имеет по меньшей мере один сегмент 19 в форме усеченного конуса, который ограничивают большое основание 20 и малое основание 21. Наконец, трубчатый выпускной элемент 14 имеет открытый конец 23, обращенный к всасывающему элементу 15, и второй открытый конец 24 обращенный к центру обжигательной камеры 3.
Предпочтительно, но не обязательно, отверстия 16 образованы в сегменте 19 с всасывающим элементом 15 в форме усеченного конуса. В частности, они проходят (в поперечном направлении) через сегмент 19 с всасывающим элементом 15 в форме усеченного конуса от одной стороны до другой.
Предпочтительно, но не обязательно, отверстия 16 по меньшей мере частично (в частности, полностью расположены внутри обжигательной камеры 3.
Предпочтительно, но не обязательно, отверстия 16 имеют продолговатую форму, а именно, представляют собой щели, которые (в поперечном направлении) проходят через сегмент 19 всасывающего элемента 15 в форме усеченного конуса от одной стороны до другой. В частности, отверстия 16 проходят в продольном направлении до трубчатого выпускного элемента 9 и до трубчатого выпускного элемента 14.
Более конкретно, малое основание 21 сегмента 19 в форме усеченного конуса совпадает с дросселем 18, и большое основание 20 указанного сегмента 19 в форме усеченного конуса совпадает с открытым концом 23.
Предпочтительно, но не обязательно, как проиллюстрировано на фиг. 3-7, всасывающий элемент 15 содержит армирующие ребра 25. Благодаря указанным ребрам 25, выпускной элемент 14 может иметь желательную протяженность без риска того, что сжигающий блок 17 может разрушиться в области сегмента с минимальным поперечным сечением, а именно, в области всасывающего элемента 15.
Предпочтительно, но не обязательно, выпускной элемент 9 имеет круглое поперечное сечение, в частности, с постоянным диаметром.
Предпочтительно, но не обязательно, выпускной элемент 14 имеет круглое поперечное сечение, в частности, с постоянным диаметром.
Предпочтительно, но не обязательно, всасывающий элемент 15 имеет круглое поперечное сечение.
Предпочтительно, но не обязательно, всасывающий элемент 15 имеет круглое поперечное сечение со значительно изменяющимся диаметром.
В частности, поперечное сечение ТТ (фиг. 7) дросселя 18 имеет диаметр, который составляет менее чем две трети диаметра выпускного элемента 14 и диаметра выпускного элемента 9. Более конкретно, поперечное сечение ТТ (фиг. 7) дросселя 18 имеет диаметр, который составляет менее чем половина диаметра выпускного элемента 14 и диаметра выпускного элемента 9.
Предпочтительно, но не обязательно, поперечное сечение ТТ (фиг. 7) дросселя 18 имеет диаметр, который составляет менее чем одна треть диаметра выпускного элемента 14 и диаметра выпускного элемента 9. В частности, поперечное сечение ТТ (фиг. 7) дросселя 18 имеет диаметр, который составляет менее чем одна шестая диаметра выпускного элемента 14 и диаметра выпускного элемента 9.
Чем больше уменьшается диаметр дросселя по отношению к диаметру выпускного элемента 9, тем больше увеличивается изменение скорости смеси, которая циркулирует в процессе применения внутри выпускного элемента 9.
Предпочтительно, но не обязательно, диаметр дросселя 18 находится в диапазоне от 10 мм (в частности, от 20 мм; более конкретно, от 25 мм) до 60 мм (в частности, до 40 мм; более конкретно, до 35 мм).
Предпочтительно, но не обязательно, диаметр выпускного элемента 14 и диаметр выпускного элемента 9 находится в диапазоне от 20 мм (в частности, от 40 мм; более конкретно, от 50 мм) до 200 мм (в частности, до 120 мм; более конкретно, до 100 мм).
Согласно второму аспекту настоящего изобретения предложено также промышленное устройство для обжига керамических изделий.
Как проиллюстрировано, в частности, на фиг. 1 и 2, промышленное устройство согласно настоящему изобретению обозначено в целом условным номером 30.
Согласно некоторым неограничительным вариантам осуществления керамические изделия Т после осуществления обжига представляют собой плитки. В частности, керамические изделия Т являются необожженными, когда они поступают в устройство, и обожженными, когда они выходят из него.
Промышленное устройство 30 содержит обжигательную печь 2, в частности, туннельную обжигательную печь, содержащую по меньшей мере одну боковую стенку 31, которая ограничивает обжигательную камеру 3 и имеет внутреннюю поверхность 32 внутри обжигательной камеры 3 и наружную поверхность 33 снаружи обжигательной камеры 3.
Промышленное устройство 30 дополнительно содержит транспортную систему 4, в частности, горизонтальную транспортную систему, которая выполнена с возможностью перемещения множества керамических изделий Т вдоль траектории Р внутри обжигательной камеры 3 (от впуска до выпуска обжигательной камеры 3).
Транспортная система 4 может представлять собой транспортную систему любого типа. Например, согласно неограничительному варианту осуществления, который проиллюстрирован на фиг. 1, транспортная система содержит ряд керамических роликов, на которых находятся необожженные керамические изделия Т, подлежащие обжигу, предпочтительно в заданной последовательности.
В частности, туннельная обжигательная печь 2 имеет две противоположные боковые стенки 31, между которыми перемещаются керамические изделия Т.
Согласно некоторым неограничительным вариантам осуществления, которые не проиллюстрированы в настоящем документе, керамические изделия могут представлять собой керамические изделия любого типа, для которых требуется по меньшей мере обжиг в обжигательной печи.
Согласно некоторым неограничительным вариантам осуществления, которые не проиллюстрированы в настоящем документе, транспортная система 4 содержит множество керамических роликов (которые, если это необходимо, перемещаются с различными скоростями в целях создания различных условий обжига изделий).
Устройство 30 содержит горелку 1, которая, в свою очередь, содержит трубчатый выпускной элемент 9, трубчатый выпускной элемент 14 и всасывающий элемент 15 для газов F.
Предпочтительно, но не обязательно, устройство 30 содержит горелку 1 согласно представленному выше описанию.
Предпочтительно всасывающий элемент 15 находится между выпускным элементом 9 и выпускным элементом 14 и по меньшей мере частично (в некоторых неограничительных случаях даже полностью) расположен внутри обжигательной камеры 3.
Всасывающий элемент 15 выполнен с возможностью перемещения по меньшей мере части газов F, которые присутствуют внутри обжигательной камеры 3, в выпускной элемент 14. В результате этого оказывается возможным использование кислорода, который остается внутри обжигательной камеры 3, и полное сгорание тех газов F, которые не были полностью сожжены в результате первого прохождения внутри горелки 1, а именно, в результате первичного сгорания. Кроме того, газы F (предположительно, даже с учетом того, что они имеют относительно высокую температуру) способствуют повышению эффективности сгорания.
Термин «первичное сгорание» означает сгорание, которое осуществляет сжигающий блок 17, и пламя которого пересекает выпускной элемент 9.
Предпочтительно, но не обязательно, всасывающий элемент 15 расположен в области внутренней поверхности 32 одной из боковых стенок 31. Этот элемент 15 выполнен с возможностью создания пониженного давления между выпускным элементом 9 и выпускным элементом 14, таким образом, чтобы перемещать по меньшей мере часть газов F, которые присутствуют в обжигательной камере 3, в выпускной элемент 10. В частности, согласно неограничительным вариантам осуществления, которые проиллюстрированы на сопровождающих фигурах, снижение давления создается посредством эффекта Вентури.
Согласно неограничительному варианту осуществления настоящего изобретения, который проиллюстрированный на фиг. 2, устройство 30 содержит множество горелок 1, расположенных последовательно вдоль направления DD, которое является параллельным по отношению к траектории Р.
Согласно неограничительным вариантам осуществления, которые проиллюстрированы на фиг. 1-5, горелка 1 присоединена посредством фиксирующих элементов к стенке 31 обжигательной печи 2. В частности, выпускной элемент 9 вставлен внутрь через боковую стенку 31.
Согласно неограничительному варианту осуществления, который проиллюстрирован на фиг. 1, горелки 1 ориентированы в направлении DP, которое является поперечным (в частности, перпендикулярным) по отношению к направлению DD (и, следовательно, по отношению к траектории Р).
В частности, горелки 1 расположены на различных уровнях внутри по меньшей мере одной из стенок 31 обжигательной печи 2.
Предпочтительно, но не обязательно, трубчатый элемент 9 горелки 1 установлен таким образом, чтобы по меньшей мере частично (в частности, полностью и в поперечном направлении) проходить через одну из боковых стенок 31 обжигательной печи 2. В результате этого пламя, производимое горелкой 1, будет непосредственно проходить внутрь обжигательной камеры 3 обжигательной печи 2.
Предпочтительно, но не обязательно, трубчатый выпускной элемент 14 горелки 1 является коаксиальным по отношению к трубчатому выпускному элементу 9 и практически полностью расположен внутри обжигательной камеры 3.
Согласно некоторым неограничительным вариантам осуществления, которые не проиллюстрированы в настоящем документе, выпускной элемент 9 горелки 8 установлен таким образом, чтобы частично проходить в обжигательную камеру 3.
Согласно неограничительным вариантам осуществления, которые проиллюстрированы на сопровождающих фигурах, горелка 8 имеет продольную ось АА, которая проходит в поперечном направлении по отношению к траектории Р. В частности, ось АА является перпендикулярной по отношению к траектории Р. Более конкретно, ось АА также является перпендикулярной по отношению к боковой стенке 31 промышленной туннельной обжигательной печи 2.
В процессе применения смесительный резервуар 5 производит горючую смесь, в частности, пламя, и соответствующие газы проходят через выпускной элемент 9, который вводит их во всасывающий элемент 15, который, в свою очередь, перемещает их (вместе с газами F, которые всасываются в камеру) в выпускной элемент 14.
Этот элемент вводит горючую смесь в камеру сгорания.
Продукты горения, которые производит горелка 1, оказываются сгоревшими не полностью, когда они проходят через выпускной элемент 9 в первый раз, но степень сгорания увеличивается (повышается) благодаря непрерывной рециркуляции газов F (которые присутствуют внутри обжигательной камеры 3) посредством всасывающего элемента 15 в выпускном элементе 14.
Другими словами, горелка 1 осуществляет посредством искрового устройства 8 первичное сгорание газов (топлива и окислителя), которые поступают через каналы 6 и 7, а также их вторичное сгорание с применением газов F, которые рециркулируют изнутри обжигательной камеры 3, поскольку они не являются полностью сгоревшими (и, таким образом, содержат остаточный кислород), которые всасывает всасывающий элемент 15. В частности, первичное сгорание происходит внутри выпускного элемента 9, и вторичное сгорание происходит внутри выпускного элемента 14.
В частности, дроссель 18 всасывающего элемента 15 определяет увеличение скорости газа, выпускаемого горелкой 1 и вытекающего из выпускного элемента 9.
После этого скорость газа снова уменьшается вследствие расширяющейся формы, в частности, расходящейся формы сегмента 19 в форме усеченного конуса.
Изменение скорости газа, осуществляемое с применением эффекта Вентури, определяет снижение давления в области отверстий 16. Это снижение давления определяет, в свою очередь, всасывание газов F, которые присутствуют внутри камеры 3, что, таким образом, допускает вторичное сгорание с применением указанных газов F (которые все же имеют умеренное содержание кислорода, составляющее приблизительно 10%).
Согласно неограничительным вариантам осуществления, которые проиллюстрированы на сопровождающих фигурах, всасывающий элемент 15 определяет увеличение турбулентных движений внутри обжигательной камеры 3. Кроме того, вторичное сгорание, которое происходит внутри выпускного элемента 14, определяет дополнительное увеличение теплообмена, в частности, посредством излучения вследствие нагревания выпускного элемента 14. В результате этого происходит увеличение полного коэффициента теплообмена, в который вступают керамические изделия Т, а также повышается однородность температуры внутри обжигательной камеры 3.
Согласно предпочтительному неограничительному варианту осуществления, который проиллюстрирован на фиг. 4 и 5, дроссель 18 всасывающего элемента 15 расположен в области внутренней поверхность 32 стенки 31 обжигательной печи 2. Этот признак обеспечивает доведение до максимума всасывания и рециркуляции газов F, которые присутствуют вблизи внутренней поверхности 32 стенки 31 обжигательной печи 2, и которые представляют собой продукты горения, имеющие минимальную турбулентность и, следовательно, минимальную температуру.
Диаграмма на фиг. 8 представляет изменение температуры в зависимости от расстояния от стенки 3 обжигательной печи 2; эта диаграмма была получена посредством экспериментов.
В частности, на оси ординат представлена температура керамических изделий Т, подвергаемых обжигу, и на оси абсцисс представлено расстояние от стенки 3. Температура, изменение которой демонстрирует ломаная линия SB, представляет собой температура устройства, содержащего стандартную горелку, в то время как температура, изменение которой демонстрирует сплошная линия IB, представляет собой температуру устройства 1 согласно неограничительному варианту осуществления настоящего изобретения.
Таким образом, оказывается очевидным, что с применением устройства 1 согласно настоящему изобретению может быть достигнута более высокая однородность температуры по ширине обжигательной камеры 3 обжигательной печи 2. В частности, температура вблизи всей обжигательной камеры 3 значительно увеличивается благодаря турбулентности, которую производит всасывающий элемент 15, и воздействию излучения, которое производит выпускной элемент 14 вблизи указанной стенки 3; с другой стороны, температура в центре обжигательной печи повышается по сравнению с традиционным случаем вследствие применения выпускного элемента 14, что позволяет сжигающему блоку 17 достигнуть большей глубины внутри обжигательной печи 2. Таким образом, пламя, выходящее из указанного выпускного элемента 14, выпускается на большей глубине по сравнению с традиционными решениями.
Следует отметить, что температурный пик вблизи выпуска горелки 1 оказывается (по меньшей мере, частично) уплощенным.
Даже несмотря на то, что настоящее изобретение, которое описано выше, представлено с определенной ссылкой на конкретный пример, оно не ограничивается указанным примером, поскольку его объем патентной охраны охватывает все такие варианты осуществления, изменения или упрощения, на которые распространяется прилагаемая формула изобретения, такие как, например, различные геометрические формы сжигающей головки 27, сжигающего блока 17 и, в частности, всасывающего элемента 15, различные способы всасывания газов F вблизи стенки 3, различные конфигурации горелок 8 внутри устройства 1 (в том числе в отношении положения и в отношении ориентации), различные транспортные системы 4 и т.д.
Устройство и горелка, которые описаны выше, имеют многочисленные преимущества.
Прежде всего, способ, согласно которому изготовлена и собрана горелка 1, является упрощенным по сравнению с решениями предшествующего уровня техники, в которых предусмотрено большее число компонентов.
Кроме того, с учетом данной геометрической формы и конфигурации в обжигательной камере 3, горелка 1 может быть легко установлена в целях замены (усовершенствования) стандартной конструкции.
Кроме того, присутствие выпускного элемента 14 внутри камеры 3 и всасывающего элемента 15 вблизи внутренней поверхности 32 стенки 31, а не боковой стенки 31, предотвращает проблемы, которые связаны с чрезмерным нагреванием указанной стенки 31, обычно изготовленной из каменной кладки, и которые могли бы приводить к чрезмерному нагреванию и возможному разрушению сжигающего блока 17 и/или к чрезмерному нагреванию смесительного резервуара 5 (обычно изготовленного из металла), что, в свою очередь, могло бы производить риск ожога для операторов значительное рассеяние энергии. Кроме того, предотвращаются проблемы, возникающие в результате образования отложений и закупориваний, которые вызваны возможной конденсацией газов, рециркулирующих внутри каменной кладки боковой стенки 31.
Наконец, уменьшение рассеяния, увеличение степени сгорания (достигаемая рециркуляция продуктов сгорания, которая составляет по меньшей мере 50%, допускает применение изменений с уменьшением количества окислителя вследствие применения остаточного кислорода, который присутствует в рециркулирующих газах F) и повышение однородности температуры внутри обжигательной камеры 3 определяют для устройства 30 и горелки 1 согласно настоящему изобретению потребность в меньшем количестве газа (обычно метана), который должен быть введен в горелку для поддержания заданной температуры, по сравнению с решениями предшествующего уровня техники.
Группа изобретений относится к горелке для обжига керамических изделий и к промышленному устройству, содержащему обжиговую печь, в которой установлена указанная горелка. Горелка (1) для обжига керамических изделий, которая выполнена с возможностью установки в промышленной обжигательной печи (2), содержащей обжигательную камеру (3), и содержит смесительный резервуар (5), канал (6) для введения топлива, канал (7) для введения окислителя, искровое устройство (8) для начала горения, первый трубчатый выпускной элемент (9), который выполнен с возможностью сквозного протекания текучей среды, вытекающей из смесительного резервуара (5). При этом горелка (1) выполнена с первым концом (10), в который вставлена по меньшей мере часть смесительного резервуара (5), и со вторым концом (12), который является противоположным первому концу (10) и содержит второй трубчатый выпускной элемент (14), выполненный проходящим от второго конца (12) на противоположной стороне по отношению к первому концу (10), и всасывающий элемент (15), который выполнен с возможностью перемещения по меньшей мере части газов (F), присутствующих внутри обжигательной камеры (3), во второй трубчатый выпускной элемент (14) и выполнен с одним или несколькими отверстиями (16), расположенными между первым (9) и вторым трубчатым выпускным элементом (14), причем всасывающий элемент (15) выполнен с возможностью по меньшей мере частичного расположения внутри обжигательной камеры (3). При этом всасывающий элемент (15) содержит дроссель (18), расположенный в области второго конца (12), и по меньшей мере один сегмент (19) в форме усеченного конуса с большим основанием (20) и малым основанием (21), причем второй трубчатый выпускной элемент (14) выполнен с открытым концом (23), обращенным к всасывающему элементу (15), и со вторым открытым концом (24), обращенным внутрь обжигательной камеры (3). Промышленное устройство (30) для обжига керамических изделий (Т) содержит туннельную обжигательную печь (2), содержащую по меньшей мере одну боковую стенку (31), обжигательную камеру (3) и транспортную систему, выполненную с возможностью транспортировки множества керамических изделий (Т) вдоль траектории (Р) и по меньшей мере одну горелку (1). Технический результат заключается в создании промышленного устройства (30) и горелки (1), конструкция которых обеспечивает возможность в потреблении меньшего количества газа, который должен быть введен в горелку (1) для поддержания заданной температуры, а также в простоте изготовления. 2 н. и 13 з.п. ф-лы, 8 ил.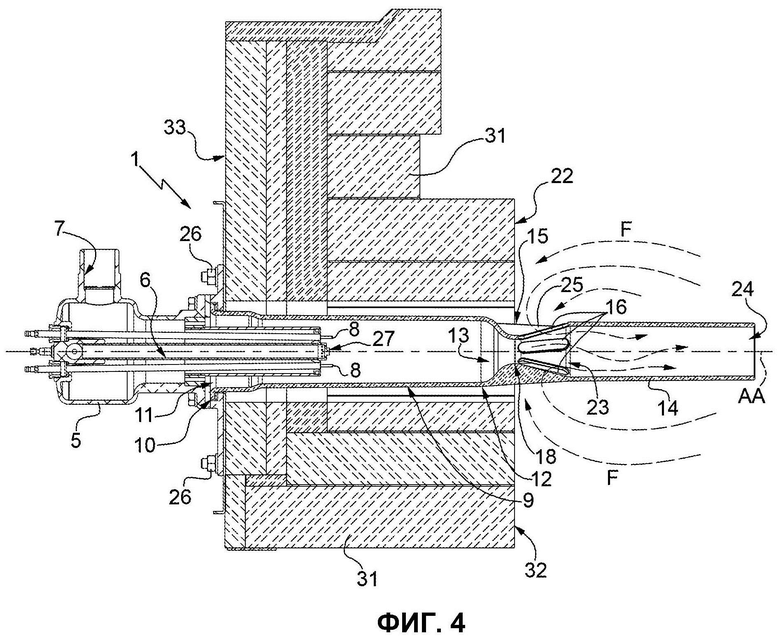
1. Горелка (1) для обжига керамических изделий, выполненная с возможностью установки в промышленной обжигательной печи (2), содержащей обжигательную камеру (3), причем горелка (1) содержит смесительный резервуар (5), канал (6) для введения топлива, канал (7) для введения окислителя, искровое устройство (8) для начала горения, первый трубчатый выпускной элемент (9), который выполнен с возможностью сквозного протекания текучей среды, вытекающей из смесительного резервуара (5), при этом горелка (1) выполнена с первым концом (10), в который вставлена по меньшей мере часть смесительного резервуара (5), и со вторым концом (12), который является противоположным первому концу (10), отличающаяся тем, что она содержит второй трубчатый выпускной элемент (14), выполненный проходящим от второго конца (12) на противоположной стороне по отношению к первому концу (10), и всасывающий элемент (15), который выполнен с возможностью перемещения по меньшей мере части газов (F), присутствующих внутри обжигательной камеры (3), во второй трубчатый выпускной элемент (14) и выполнен с одним или несколькими отверстиями (16), расположенными между первым (9) и вторым трубчатым выпускным элементом (14), причем всасывающий элемент (15) выполнен с возможностью по меньшей мере частичного расположения внутри обжигательной камеры (3), при этом всасывающий элемент (15) содержит дроссель (18), расположенный в области второго конца (12), и по меньшей мере один сегмент (19) в форме усеченного конуса с большим основанием (20) и малым основанием (21), причем второй трубчатый выпускной элемент (14) выполнен с открытым концом (23), обращенным к всасывающему элементу (15), и со вторым открытым концом (24), обращенным внутрь обжигательной камеры (3).
2. Горелка (1) по п.1, отличающаяся тем, что второй трубчатый выпускной элемент (14) выполнен с возможностью полного расположения внутри обжигательной камеры (3) и, при этом выпускной элемент (14) выполнен, в частности, коаксиальным по отношению к первому трубчатому выпускному элементу (9), при этом, в частности, первый трубчатый выпускной элемент (9), второй трубчатый выпускной элемент (14) и всасывающий элемент (15) образуют сжигающий блок (17), который выполнен с боковой поверхностью (22), выполненной по меньшей мере частично без просветов.
3. Горелка (1) по п.1 или 2, отличающаяся тем, что первый трубчатый выпускной элемент (9), второй трубчатый выпускной элемент (14) и всасывающий элемент (15) образуют сжигающий блок (17) в виде единого блока, в частности, изготовленного из карбида кремния.
4. Горелка (1) по п.2 или 3, отличающаяся тем, что сжигающий блок (17) изготовлен путем аддитивного производства, в частности, трехмерной печати.
5. Горелка (1) по любому из предшествующих пунктов, отличающаяся тем, что всасывающий элемент (15) содержит трубку Вентури.
6. Горелка (1) по любому из предшествующих пунктов, отличающаяся тем, что отверстия (16), выполненные во всасывающем элементе (15), в частности, имеют продолговатую форму и расположены в продольном направлении по отношению к первому трубчатому выпускному элементу (9) и ко второму трубчатому выпускному элементу (14), при этом малое основание (21) указанного сегмента (19) в форме усеченного конуса выполнено совпадающим с дросселем (18), а большое основание (20) указанного сегмента (19) выполнено в форме усеченного конуса и совпадающим с первым открытым концом (23).
7. Горелка (1) по любому из предшествующих пунктов, отличающаяся тем, что всасывающий элемент (15) содержит армирующие ребра (25).
8. Горелка (1) по любому из предшествующих пунктов, отличающаяся тем, что дроссель (18) выполнен с диаметром, составляющим менее, чем две трети диаметра первого трубчатого выпускного элемента (9) и/или второго трубчатого выпускного элемента (14), в частности, менее, чем половина диаметра первого трубчатого выпускного элемента (9) и/или второго трубчатого выпускного элемента (14).
9. Горелка (1) по любому из предшествующих пунктов, отличающаяся тем, что отверстия (16) выполнены на сегменте (19) всасывающего элемента (15) в форме усеченного конуса, в частности, проходящими через сегмент (19) всасывающего элемента (15) в форме усеченного конуса от одной стороны до другой.
10. Промышленное устройство (30) для обжига керамических изделий, содержащее туннельную обжигательную печь (2), содержащую по меньшей мере одну боковую стенку (31), которая по меньшей мере частично выполнена для ограничения обжигательной камеры (3) и имеет внутреннюю поверхность (32) внутри обжигательной камеры (3) и наружную поверхность (33) снаружи обжигательной камеры (3), транспортную систему (4), которая выполнена с возможностью транспортировки множества керамических изделий (Т) вдоль траектории (Р) внутри обжигательной камеры (3), и по меньшей мере одну горелку (1) по любому из предшествующих пунктов.
11. Устройство (30) по п.10, отличающееся тем, что всасывающий элемент (15) расположен в области внутренней поверхности (32) боковой стенки (31), при этом всасывающий элемент (15) выполнен с возможностью создания давления между первым выпускным элементом (9) и вторым выпускным элементом (14) для перемещения по меньшей мере части газов (F), присутствующих в обжигательной камере (3), во второй выпускной элемент (14).
12. Устройство (30) по п.10 или 11, отличающееся тем, что содержит множество горелок (1), расположенных последовательно вдоль направления (DD), которое является параллельным по отношению к траектории (Р).
13. Устройство (30) по любому из пп.10-12, отличающееся тем, что первый трубчатый выпускной элемент (9) по меньшей мере одной указанной горелки (1) по меньшей мере частично, в частности, полностью выполнен проходящим, сквозь, в частности, в поперечном направлении, боковую стенку (31) обжигательной печи (2), причем второй трубчатый выпускной элемент (14) горелки (1) является практически коаксиальным по отношению к первому трубчатому выпускному элементу (9) и при этом практически полностью расположен внутри обжигательной камеры (3).
14. Устройство (30) по любому из пп.10-13, отличающееся тем, что первый трубчатый выпускной элемент (9) по меньшей мере одной указанной горелки (1) установлен частично проходящим в обжигательную камеру (3).
15. Устройство (30) по любому из пп.10-14, отличающееся тем, что указанная горелка (1) имеет продольную ось (АА), которая выполнена проходящей в поперечном направлении, в частности, перпендикулярно траектории (Р), в частности, перпендикулярно стенке (31) промышленной обжигательной печи (2).
| DE 4014693 A1, 14.11.1991 | |||
| EP 3155320 A1, 19.04.2017 | |||
| Газовая плоскопламенная горелка | 1975 |
|
SU561839A1 |
| ТУННЕЛЬНАЯ ПЕЧЬ ДЛЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2441187C2 |
| Рециркуляционная печь | 1982 |
|
SU1093883A1 |

