Заявляемое изобретение относится к промышленному транспорту, а именно к устройствам для поштучного перемещения розноразмерных изделий объемной формы, в частности упакованной тары в виде коробок или лотков, например, с конвейера на любую другую приемную поверхность, включая рабочую поверхность другого конвейера, или в емкость, и может быть использовано в разных областях промышленности как при производстве таких изделий, так и при их перемещении на складах, а также в почтовых отделениях с возможностью их поштучного дозирования.
Известно устройство для дозированной выдачи штучных грузов с конвейера на конвейер, содержащее корпус с рабочей поверхностью из приемной и выгружной частей, наклонно расположенных на разной высоте относительно друг друга, и размещенную между ними поворотную заслонку в виде вала с плоскими ограничителями (Патент на изобретение №1578073, опубл. 15.07.1990, бюлл. №26).
Это известное устройство обеспечивает защиту изделий от падения с рабочей поверхности устройства, а также дозированную выдачу изделий за счет использования в нем заслонки в виде поворотного вала с жестко закрепленными ограничителями изделий, выполняющими роль ложементов для них.
Недостатком этого известного устройства является громоздкость и ненадежность его конструкции, обусловленная ее некомпактностью из-за выполнения приемной и выгружной частей его рабочей поверхности наклонно расположенными и отделенными друг от друга и смещенными по высоте одна относительно другой, при этом, сами ограничители, удерживающие изделия на наклонной входной части его рабочей поверхности, находятся под воздействием веса этого изделия, создавая крутящий момент на удерживающему их валу. Более того, скорость перемещения изделий по наклонной рабочей поверхности дозатора зависит от ее гладкости и возможности скольжения по ней грузов, что требует повышенных технологических затрат на ее производство, а также тщательную подготовку к работе. Все вместе вышеперечисленное снижает надежность устройства, скорость и временную точность дозирования изделий и требует повышенных затрат на производство устройства, а также на его обслуживание и ремонт.
Наиболее близким к предлагаемому техническому решению является штучный дозатор, содержащий несущий сборный корпус, сформированный профилем прямоугольной формы и встречно расположенными на его противоположных сторонах двумя вертикальными боковинами, ограничивающими рабочую зону дозатора, а также синхронно-подвижные створки, размещенные, каждая со своей боковине, привод створки и датчик индивидуального дозирования изделий (Патент на полезную модель №204210, опубл. 21 г., бюлл. №14).
Этот известный, наиболее близкий к заявляемому техническому решению, штучный дозатор по сравнению с вышеприведенным известным устройством для дозированной выдачи штучных грузов, обладает простой конструкцией, не требующей повышенных затрат на его производство, обслуживание и ремонт, а также обеспечивает скорость и надежность дозирования за счет выполнения приемной части его рабочей поверхности в одной плоскости с синхронно-подвижными створками.
Недостаток этого известного штучного дозатора, наиболее близкого к заявляемому техническому решению, заключается в том, что приемная и выгружная части его рабочей поверхности расположены на разных уровнях, что приемлемо только для дозирования мелких изделий, т.к. значительно увеличивает его размеры при дозировании объемных изделий. Кроме того, синхронно-подвижные створки этого устройства размещены над выгружной частью рабочей поверхности и их поверхности являются опорными для дозируемых изделий, что снижает их надежность и, как следствие, работоспособность конструкции дозатора. Вместе с тем, это известное устройство не компактно и технологически сложно, т.к. каждая его створка связана со своим шаговым двигателем, специально настраиваемым на синхронную работу с шаговым двигателем другой створки.
Технический результат, достигаемый заявляемым техническим решением, заключается в формировании универсального штучного дозатора, компактного, технологичного при производстве, эксплуатации и ремонте, надежного и обеспечивающего временную точность и высокую скорость дозирования при сохранности поверхностей дозируемых изделий.
Указанный технический результат достигается тем, что универсальный штучный дозатор, содержащий несущий сборный корпус, сформированный профилем прямоугольной формы и встречно расположенными на его противоположных сторонах двумя вертикальными боковинами, ограничивающими рабочую зону дозатора, а также синхронно-подвижные створки, размещенные, каждая со своей боковине, привод створки и датчик индивидуального дозирования изделий.... он дополнительно оснащен подвижной рабочей поверхностью для приема, продвижения и выгрузки дозируемых изделий, установленной над профилем корпуса параллельно ему, обеспечивая дозируемым изделиям возможность прямолинейного продвижения по ней, и сформированной двумя группами равновеликих роликов, связывающих своими концами боковины корпуса, при этом, одна группа роликов, формирующая приемную часть рабочей поверхности дозатора, является гравитационной, а другая группа роликов, формирующая выгружную часть рабочей поверхности дозатора, является приводной, связанной со своим приводом, обеспечивающим своим роликам скорость вращения, достаточную для активного подхвата ими опорной поверхности дозируемого изделия, продвижения по рабочей поверхности дозатора и последующего вывода изделия за пределы его рабочей зоны, а также программируемым блоком управления, связанным с приводом группы роликов выгружной части рабочей поверхности дозатора и с приводом створки, при этом, синхронно-подвижные створки дозатора поворотно установлены на боковинах корпуса над приводной группой роликов выгружной части его рабочей поверхности и связаны между собой таким образом, что привод для поворотного движения одной из них выполняет функцию привода для синхронного поворота другой створки, обеспечивая, тем самым, обеим створкам как возможность синхронно-поворотного сближения с формированием обеими поперечного перекрытия выгружной части рабочей поверхности дозатора, удерживающего изделия от продвижения по его рабочей поверхности и препятствующего их выгрузке, так и возможность их синхронно-поворотного раскрытия для поштучной выгрузки изделий за пределы его рабочей поверхности, а датчик индивидуального дозирования изделий, установлен на корпусе с возможностью формирования одного из сигналов, направляемых в блок управления, а именно: сигнала, фиксирующего появление изделия на выгружной части рабочей поверхности дозатора, так и сигнала, фиксирующего выход изделия из нее, и сам блок управления выполнен с возможностью формирования ответных командных сигналов, посылаемых приводу створок и приводной группе роликов, учитывающих определенность сохраняемой дистанции между следующими друг за другом изделиями, обеспечивая, тем самым, и сохранность их поверхностей и временную точность их дозирования.
Использование пневмоцилиндра в качестве привода для поворота створок, установленного между боковинами корпуса сверху на высоте от рабочей поверхности, превышающей высоту дозируемых изделий, позволяет в совокупности с приводной группой роликов сформировать наиболее компактную, надежную конструкцию с высокой скоростью дозирования.
Установка привода приводной группы роликов рабочей поверхности дозатора на несущем профиле корпуса дозатора под его рабочей поверхностью также способствует компактности дозатора.
Вместе с тем, установка блока управления на внешней стороне одной из боковин корпуса дозатора способствует его функциональной автономности.
Кроме того, блок управления может быть размещен отдельно от корпуса дозатора, например, вместе с комплексом устройств, с которыми используется настоящий дозатор.
Снабжение дозатора транспортерной лентой, покрывающей приводные ролики его рабочей поверхности, позволяет повысить сцепление поверхностей изделий с рабочей поверхностью дозатора при дозировании изделий со скользкой поверхностью.
Необходимость учета и контроля объемно-весовых характеристик изделий, отпускаемых через дозатор, предопределяет оснащение его определителем объемно-весовых характеристик этих изделий, связанным с блоком управления и состоящим из закрепленного на боковинах корпуса сканера и весов, установленных на связывающем боковины корпуса основании.
Предлагаемое техническое решение иллюстрируется чертежами дозатора, установленного между подающим изделия конвейером и конвейером, принимающим изделия после дозирования.
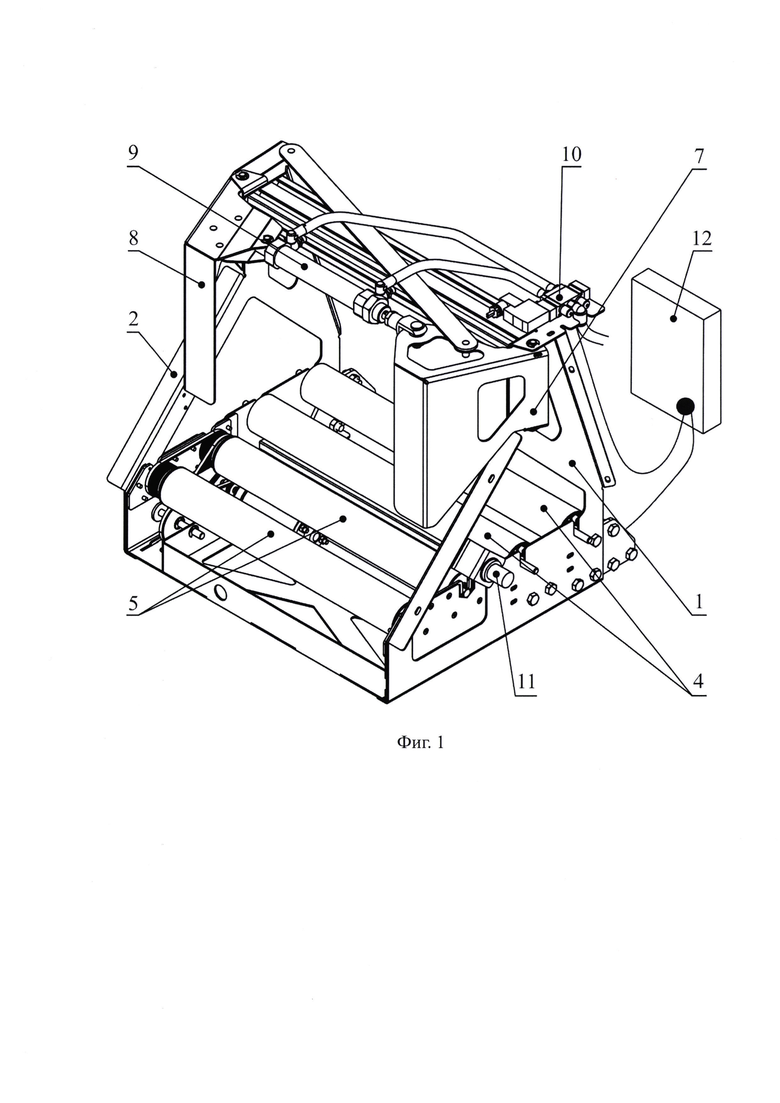
Фиг. 1 - Универсальный штучный дозатор в сборе (изометрия);
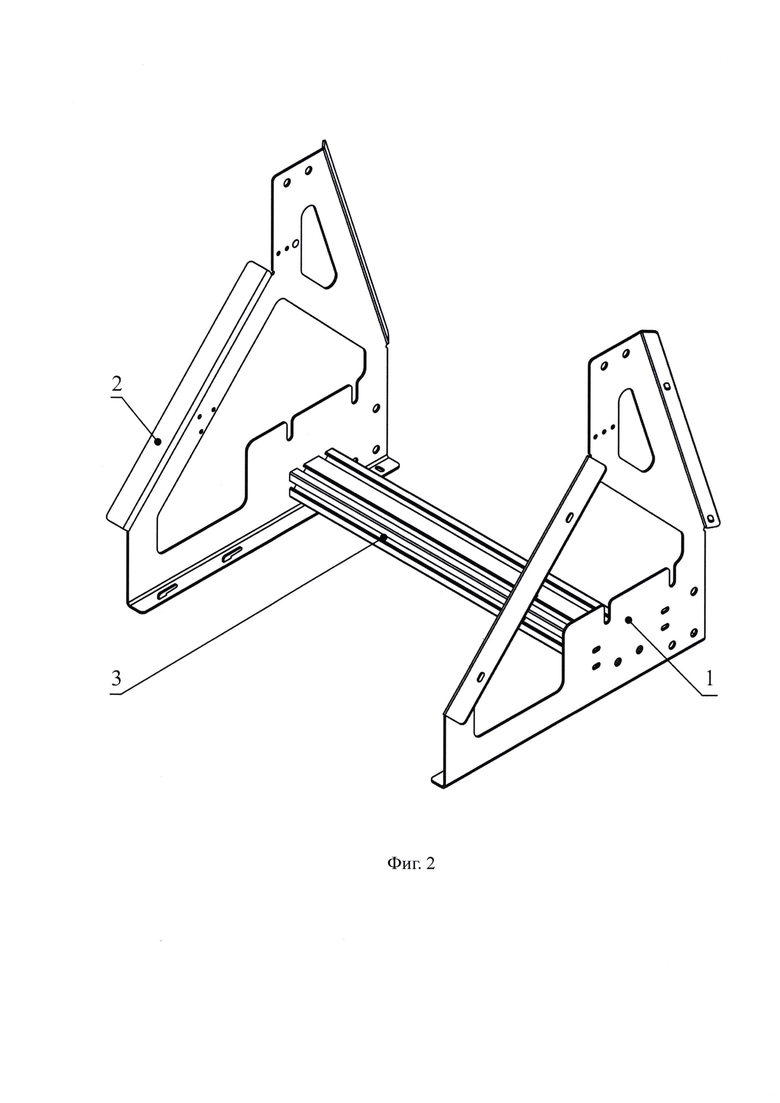
Фиг. 2 - Корпус дозатора;
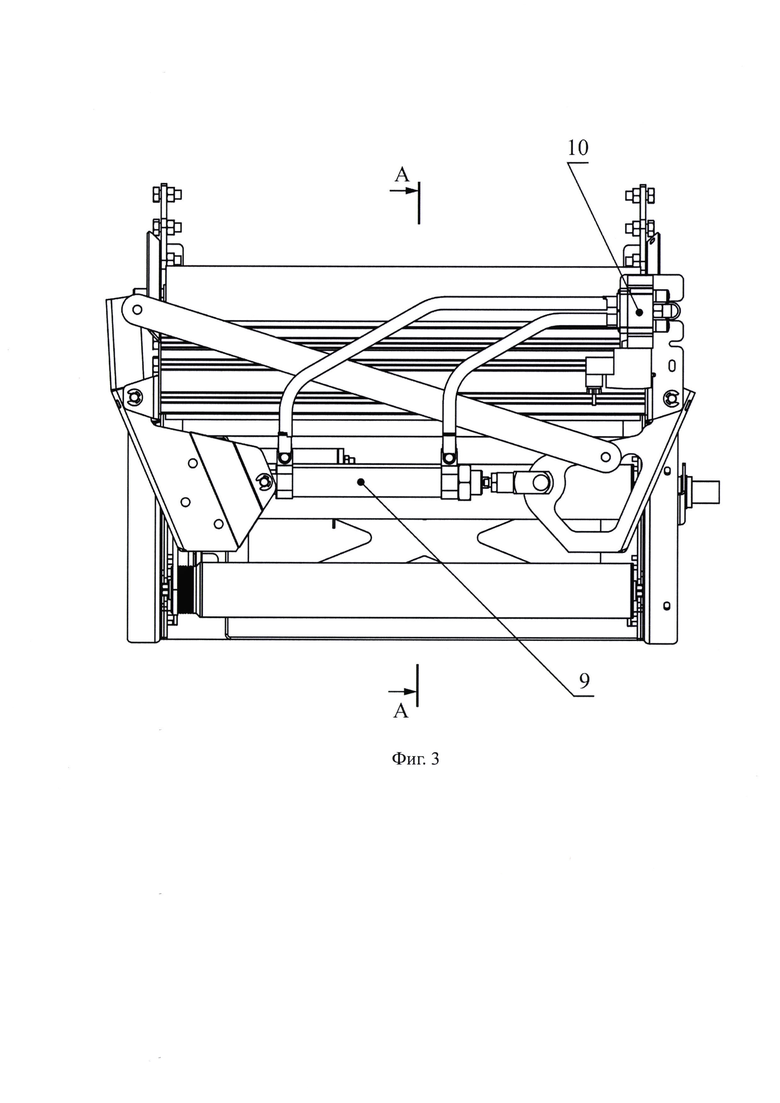
Фиг. 3 - Дозатор, вид сверху;
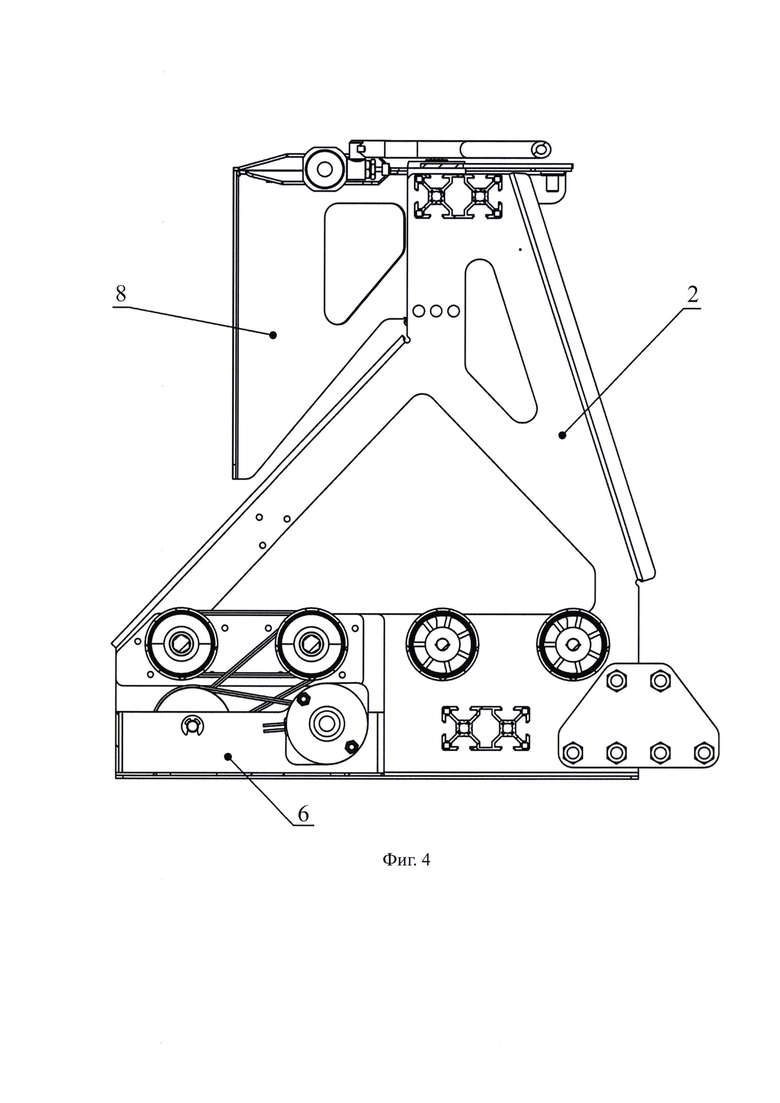
Фиг. 4 - А-А Фиг. 4;
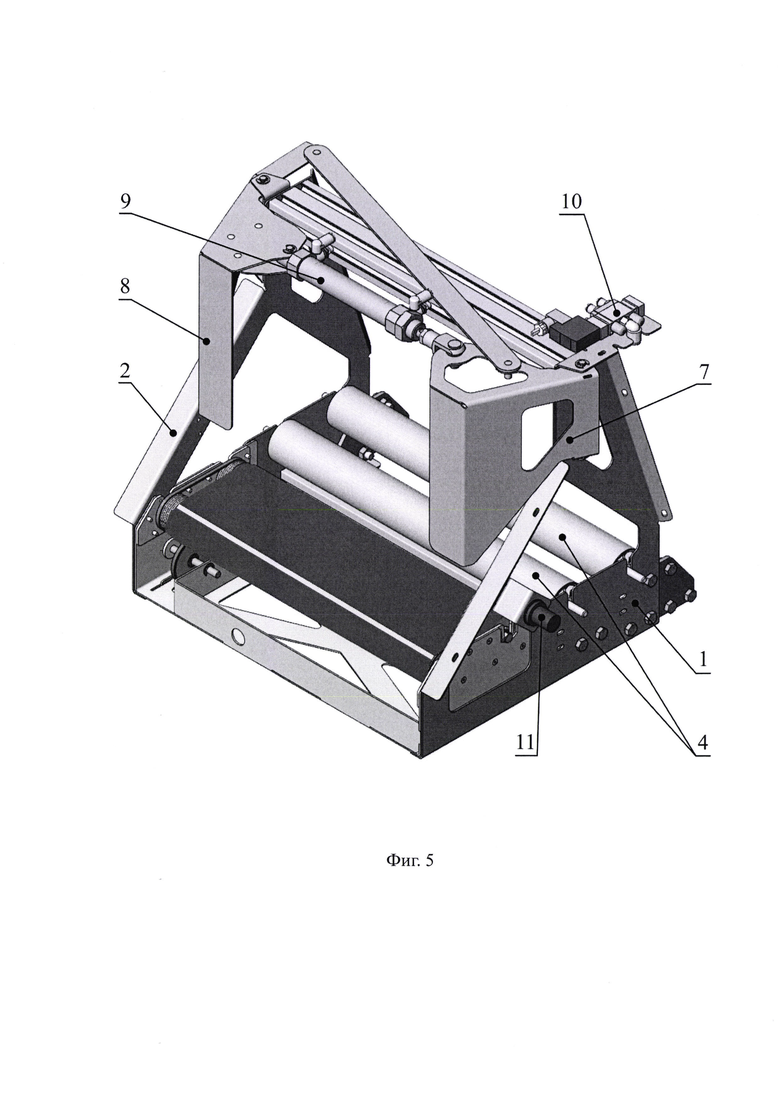
Фиг. 5 - Дозатор с транспортерной лентой (фото);
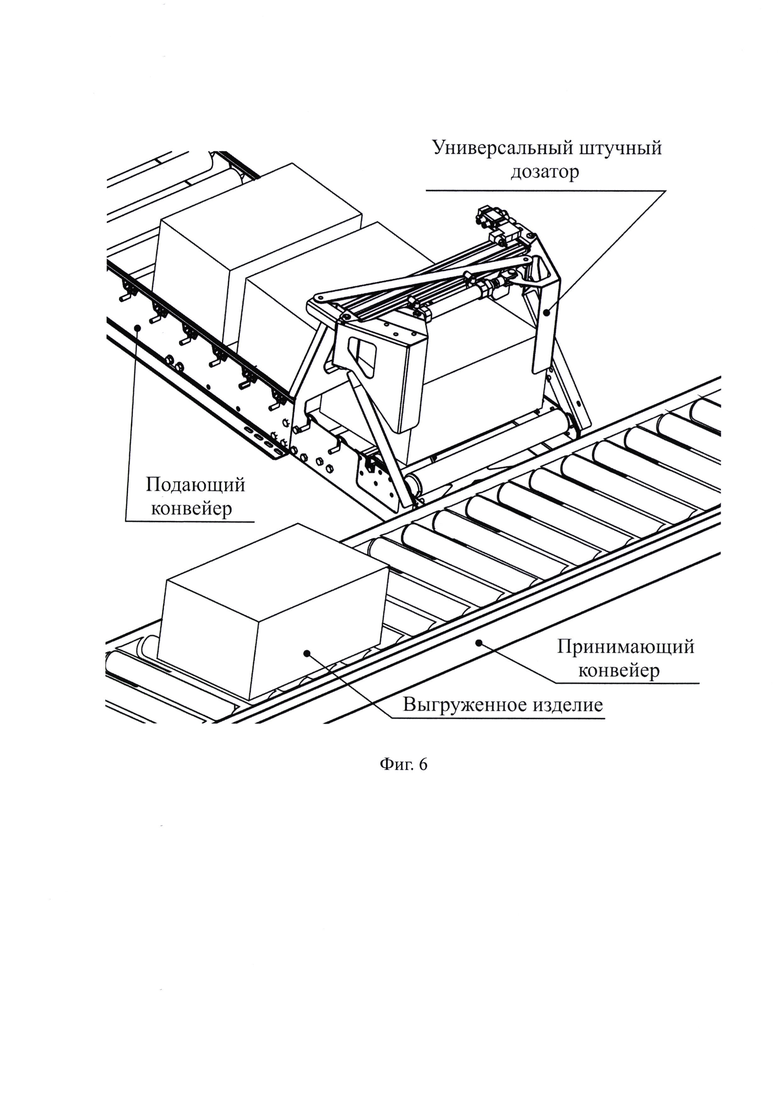
Фиг. 6 - Дозатор с конвейерами: подающим и принимающим изделия;
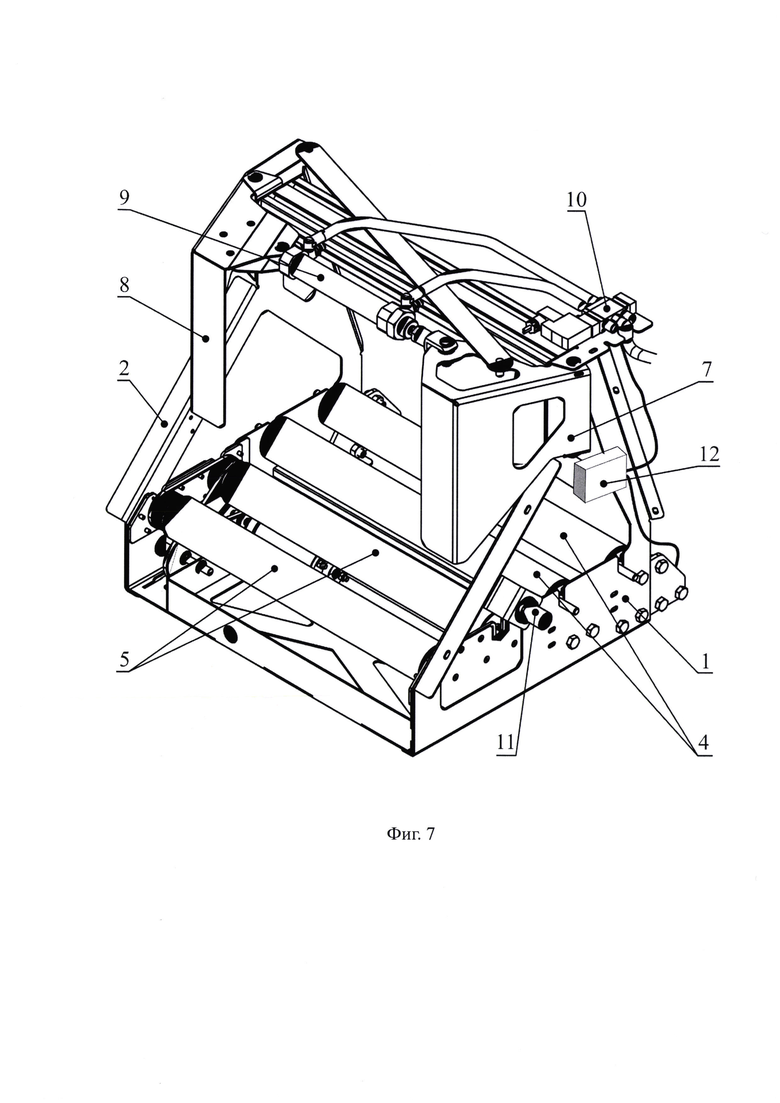
Фиг. 7 - Дозатор с блоком управления, размещенном на корпусе.
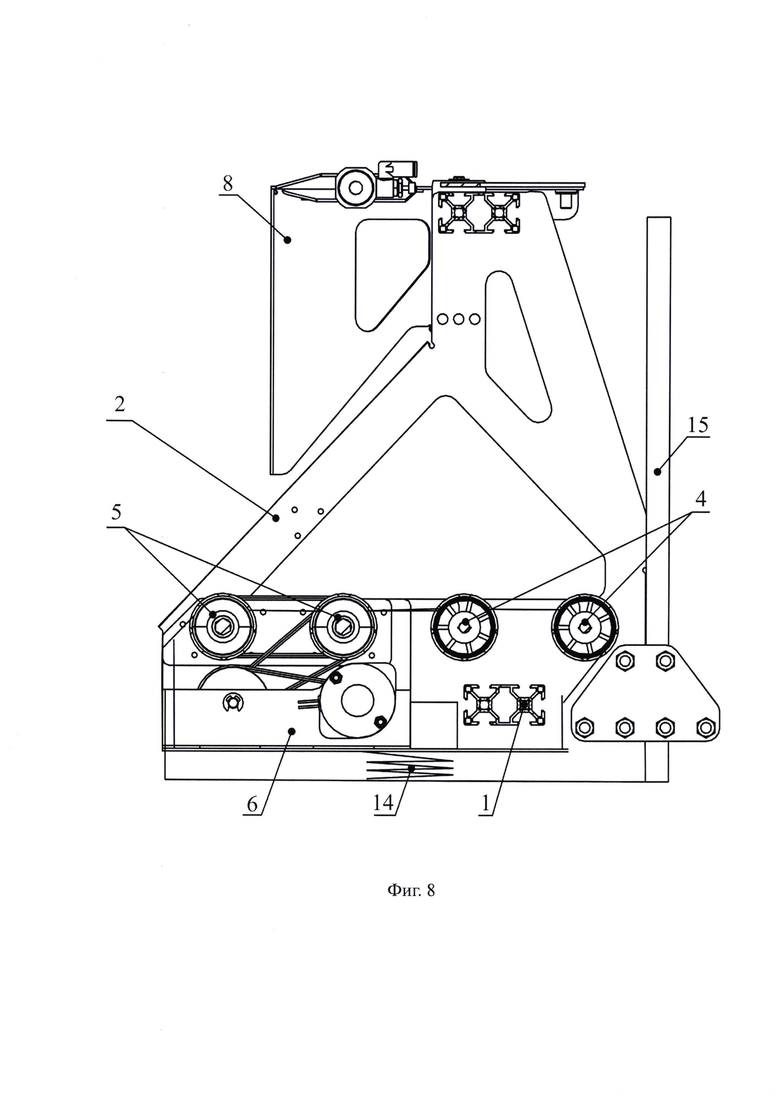
Фиг. 8 - Дозатор с определителем объемно-весовых характеристик дозируемых изделий.
Универсальный штучный дозатор содержит:
* Сборный корпус, сформированный двумя, ограничивающими рабочую зону дозатора, вертикально размещенными боковинами 1 и 2 (Фиг. 1, 2), встречно закрепленными на противоположных сторонах несущего профиля прямоугольной формы 3 (Фиг. 2).
* Подвижную рабочую поверхность для приема, продвижения и выгрузки дозируемых изделий, установленную над профилем корпуса 3 параллельно ему, обеспечивая дозируемым изделиям возможность прямолинейного продвижения по ней и сформированную двумя группами равновеликих роликов, связывающих своими концами боковины корпуса, при этом, одна группа роликов 4 (Фиг. 1, 5, 7, 8) формирует приемную часть рабочей поверхности дозатора и является гравитационной, а другая группа роликов 5 формирует выгружную часть рабочей поверхности дозатора и является приводной, связанной со своим приводом 6 (Фиг. 4, 8), обеспечивающим своим роликам скорость вращения, достаточную для активного подхвата ими опорной поверхности дозируемого изделия, продвижения по рабочей поверхности дозатора и последующего вывода изделия за пределы его рабочей зоны.
* Синхронно-подвижные створки 7, 8 (Фиг. 1, 4, 5, 7, 8), поворотно установленные на боковинах 1 и 2 корпуса над приводной группой роликов 5 его рабочей поверхности и связаны между собой таким образом, что привод для поворота одной из них является приводом для поворота другой створки, обеспечивая обеим створкам и возможность синхронно-поворотного сближения с формированием обеими поперечного перекрытия рабочей поверхности дозатора, отделяющего дозируемое изделие от других, следующих за ним, и препятствующего их продвижению по рабочей поверхности дозатора, а также возможность синхронно-поворотного раскрытия для выгрузки изделия с его рабочей поверхности. В качестве привода для поворота створок 7, 8 использован установленный сверху между боковинами 1, 2 корпуса параллельно рабочей поверхности дозатора пневмоцилиндр 9 со своим пневмораспределителем 10, подающим в него сжатый воздух для раскрытия и закрытия створок.
* Оптический датчик индивидуального дозирования изделий 11, закрепленный на боковине с возможностью формирования им того или другого сигнала, а именно: сигнала, фиксирующего появление изделия на выгружной части рабочей поверхности дозатора, так и сигнала, фиксирующего выход изделия с нее.
* Программируемый блок управления 12, связанный с приводом группы роликов 5 выгружной части рабочей поверхности дозатора и с пневмораспределителем 10 пневмоцилиндра 9, а также с оптическим датчиком 11.
* Транспортерная лента 13 (Фиг. 5), предназначенная для покрытия приводных роликов 5 выгружной части рабочей поверхности дозатора и используемая при дозировании изделий со скользкой поверхностью для повышения сцепления поверхностей изделий с выгружной частью рабочей поверхности дозатора.
Конструкция настоящего штучного дозатора технологична при производстве, эксплуатации и ремонте, т.к. его производство не требует специального оборудования и оснастки, а при эксплуатации и ремонте, его конструкция позволяет обеспечить доступ ко всем ее узлам.
Монтаж собранного штучного дозатора (Фиг. 7) производят следующим образом.
Вначале этот дозатор размещают между наклонным конвейером, подающим изделия на рабочую поверхность дозатора, и конвейером, принимающим изделия после дозирования, путем плотного примыкания рабочих поверхностей этих конвейеров к соответствующей части рабочей поверхности дозатора: приемной или выгружной, а затем скрепляют корпуса обоих конвейеров с корпусом дозатора.
Универсальный штучный дозатор изделий объемной формы готов к работе.
Принцип работы дозатора заключается в следующем.
Вначале подключают к сети блок управления 12, датчик индивидуального дозирования изделий 11, а также привод 6 приводной группы роликов 5 рабочей поверхности дозатора, пневмоцилиндр 9 и подающий в него сжатый воздух пневматический распределитель 10.
В нерабочем положении дозатора его створки 7, 8 поперечно перекрывают его рабочую поверхность, не пропуская изделия на выгрузку. Для этого блок управления подает сигнал на пневматический распределитель 10 и тот наполняет пневмоцилиндр 9 сжатым воздухом, который воздействует на створки, сближая их.
При накоплении определенного количества изделий на конвейере, подающем изделия к дозатору (Фиг. 7), и их затребовании блок управления 12 подает команду в пневматический распределитель 10 для подачи сжатого воздуха в пневмоцилиндр 9, который срабатывает на раскрытие створок 7, 8. Пневмоцилиндр 9 раздвигает створки 7, 8, а приводные ролики 5 выгружной части дозатора, вращаясь, продвигают изделие вперед вдоль рабочей поверхности дозатора между боковин 3 и 4 для выгрузки первого изделия на принимающий конвейер (Фиг. 7), и изделие выгружается. При этом, оптический датчик 11 индивидуального дозирования изделий, обнаружив отсутствие изделия на приводной группе роликов 6, подает соответствующий сигнал на блок управления 12. Последний, соблюдая паузу, предварительно подобранную опытным путем в зависимости от габаритов дозируемых изделий и их веса, а также скорости их перемещения по выгружной части 7 рабочей поверхности дозатора, и зафиксированную его управляющей программой, подает команду в пневмораспределитель 10 на подачу сжатого воздуха в пневмоцилиндр 9 для поворотного сближения створок 7,8 с формированием обеими поперечного перекрытия выгружной части рабочей поверхности дозатора, удерживающего последующие изделия от продвижения по рабочей поверхности дозатора и препятствующего их выгрузке. При этом, блок управления 12 подает командный сигнал на привод 6 группы роликов 5, отключающий питание приводной группы роликов 5 и останавливающий их работу.
После этого изделие, следующее за первым, под действием силы тяжести перемещается на гравитационную группу роликов 4 и далее продвигается к выгружной части дозатора с приводными роликами 5. Датчик 11 обнаруживает это изделие и подает об этом сигнал в блок управления 12. Последний, соблюдает другую паузу, необходимую для освобождения пространства от ранее выгруженного изделия на принимающем конвейере (Фиг. 7) для следующего изделия, которая также предварительно подобрана опытным путем в зависимости от габаритов дозируемых изделий и их веса, а также скорости перемещения изделий по принимающему конвейеру. После чего формирует сигнал для пневмораспределителя 10 на подачу сжатого воздуха в пневмоцилиндр 9 для синхронно-поворотного раскрытия им створок 7, 8 и последующей выгрузки этого изделия за пределы рабочей поверхности дозатора. Затем блок управления 12 направляет сигнал на подачу питания приводу 6 приводной группы роликов 5, приводящего их в движение, выгружающее изделие за пределы рабочей поверхности дозатора.
После выгрузки из дозатора второго изделия процесс дозируемого перемещения изделий продолжается до опустошения от них рабочей поверхности дозатора.
Таким образом, созданное техническое решение благодаря совокупности своих существенных признаков, отраженных в формуле изобретения, позволяет сформировать компактную, технологичную при производстве, эксплуатации и ремонте, надежную в эксплуатации конструкцию штучного дозатора, обеспечивающего временную точность и высокую скорость дозирования при сохранности поверхностей дозируемых изделий за счет: формирования рабочей зоны дозатора в его корпусе между боковинами с подвижной рабочей поверхностью из двух разных групп равновеликих роликов: одной гравитационной группы роликов, втаскивающей изделия на приемную часть рабочей поверхности дозатора, и другой приводной группы роликов, ускоренно продвигающей их к выгрузке из дозатора; использования одного общего привода для обеих створок и их компактного поворотного закрепления на боковинах корпуса над приводной группой роликов его рабочей поверхности, обеспечивающего возможность их синхронного поворота для поперечного перекрытия ими рабочей поверхности, отделяющего дозируемое изделие от других, следующих за ним изделий, препятствуя их продвижению по рабочей поверхности дозатора и обеспечивая сохранность их поверхностей, а также для их раскрытия, позволяющего изделиям беспрепятственно продвигаться по его рабочей поверхности; закрепления оптического датчика индивидуального дозирования изделий на корпусе дозатора с возможностью формирования одного из сигналов, направляемых в блок управления, а именно: сигнала, фиксирующего появление изделия на выгружной части рабочей поверхности дозатора, так и сигнала, фиксирующего выход изделия из нее; использования блока управления, формирующего ответные командные сигналы, направляемые на привод створок и приводную группу роликов и учитывающие определенность сохраняемой дистанции между следующими друг за другом изделиями, обеспечивая, тем самым, и сохранность их поверхностей и временную точность их дозирования.
Заявленный в качестве изобретения универсальный штучный дозатор прошел производственные испытания и готов к выпуску на предприятии заявителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОЗАТОР ПИРОТЕХНИЧЕСКИХ СОСТАВОВ | 2015 |
|
RU2586085C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 2015 |
|
RU2582891C1 |
| Линия погрузки стеклотары в контейнер | 1989 |
|
SU1742175A1 |
| МОДУЛЬ МНОГОКОМПОНЕНТНОГО ДОЗИРОВАНИЯ | 2014 |
|
RU2561825C1 |
| Шахтная вагонетка для балласта | 1979 |
|
SU861145A1 |
| Устройство для укладки плоских изделий в тару | 1988 |
|
SU1606413A1 |
| ВИБРАЦИОННЫЙ СМЕСИТЕЛЬ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ С ДОЗАТОРОМ ОБЪЕМНОГО ТИПА | 2006 |
|
RU2318585C2 |
| Устройство для автоматического весового дозирования штучных изделий | 1977 |
|
SU662818A1 |
| Перегрузочное устройство для сыпучих материалов | 1985 |
|
SU1355575A1 |
| Модульный завод по производству растворобетонных смесей | 2018 |
|
RU2701003C1 |
Дозатор содержит корпус, сформированный профилем прямоугольной формы и встречно расположенными на его противоположных сторонах двумя вертикальными боковинами, ограничивающими рабочую зону дозатора, синхронно-подвижные створки, размещенные каждая на своей боковине, подвижную рабочую поверхность для приема, продвижения и выгрузки дозируемых изделий, установленную над профилем корпуса параллельно ему, обеспечивая дозируемым изделиям возможность прямолинейного продвижения по ней, и сформированную двумя группами роликов. Одна приемная группа роликов является гравитационной, а другая, выгружная, группа роликов является приводной. Обеспечивается компактная, надежная конструкция дозатора с высокой скоростью дозирования. 5 з.п. ф-лы, 8 ил.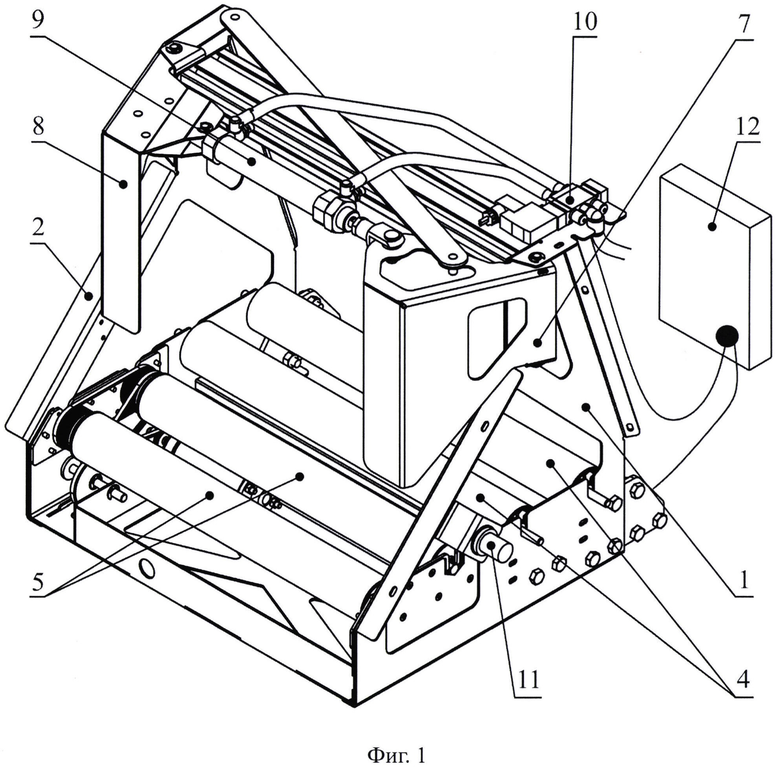
1. Универсальный штучный дозатор, содержащий несущий сборный корпус, сформированный профилем прямоугольной формы и встречно расположенными на его противоположных сторонах двумя вертикальными боковинами, ограничивающими рабочую зону дозатора, а также синхронно-подвижные створки, размещенные каждая на своей боковине, привод створки и датчик индивидуального дозирования изделий, отличающийся тем, что он дополнительно оснащен подвижной рабочей поверхностью для приема, продвижения и выгрузки дозируемых изделий, установленной над профилем корпуса параллельно ему, обеспечивая дозируемым изделиям возможность прямолинейного продвижения по ней, и сформированной двумя группами равновеликих роликов, связывающих своими концами боковины корпуса, при этом одна группа роликов, формирующая приемную часть рабочей поверхности дозатора, является гравитационной, а другая группа роликов, формирующая выгружную часть рабочей поверхности дозатора, является приводной, связанной со своим приводом, обеспечивающим своим роликам скорость вращения, достаточную для активного подхвата ими опорной поверхности дозируемого изделия, продвижения по рабочей поверхности дозатора и последующего вывода изделия за пределы его рабочей зоны, а также программируемым блоком управления, связанным с приводом группы роликов выгружной части рабочей поверхности дозатора и с приводом створки, при этом синхронно-подвижные створки дозатора поворотно установлены на боковинах корпуса над приводной группой роликов выгружной части его рабочей поверхности и связаны между собой таким образом, что привод для поворотного движения одной из них выполняет функцию привода для синхронного поворота другой створки, обеспечивая тем самым обеим створкам как возможность синхронно-поворотного сближения с формированием обеими поперечного перекрытия выгружной части рабочей поверхности дозатора, удерживающего изделия от продвижения по его рабочей поверхности и препятствующего их выгрузке, так и возможность их синхронно-поворотного раскрытия для поштучной выгрузки изделий за пределы его рабочей поверхности, а датчик индивидуального дозирования изделий установлен на корпусе с возможностью формирования одного из сигналов, направляемых в блок управления, а именно: сигнала, фиксирующего появление изделия на выгружной части рабочей поверхности дозатора, и сигнала, фиксирующего выход изделия из нее, и сам блок управления выполнен с возможностью формирования ответных командных сигналов, посылаемых приводу створок и приводной группе роликов, учитывающих определенность сохраняемой дистанции между следующими друг за другом изделиями, обеспечивая тем самым и сохранность их поверхностей, и временную точность их дозирования.
2. Универсальный штучный дозатор, отличающийся тем, что в качестве привода для поворота створок использован пневмоцилиндр, установленный между боковинами корпуса сверху на высоте от рабочей поверхности, превышающей высоту дозируемых изделий.
3. Универсальный штучный дозатор, отличающийся тем, что привод приводной группы роликов закреплен к боковинам корпуса под рабочей поверхностью дозатора.
4. Универсальный штучный дозатор, отличающийся тем, что блок управления установлен на внешней поверхности боковины корпуса.
5. Универсальный штучный дозатор, отличающийся тем, что он снабжен транспортерной лентой, покрывающей приводные ролики рабочей поверхности дозатора.
6. Универсальный штучный дозатор, отличающийся тем, что он снабжен определителем объемно-весовых характеристик дозируемых изделий, состоящим из закрепленного на боковинах корпуса сканера и весов, установленных на связывающем боковины корпуса основании.
| УСТРОЙСТВО для ПОДАЧИ коконов НА ЧАШЕЧКИ ВАРИАЦИОННЫХ ВЕСОВ КАРУСЕЛЬНОГО ТИПА | 0 |
|
SU204210A1 |
| Устройство для накопления и подачи изделий | 1986 |
|
SU1406041A1 |
| CN 208326563 U, 04.01.2019. | |||

