$
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки плоских изделий | 1987 |
|
SU1458303A1 |
| Линия погрузки стеклотары в контейнер | 1989 |
|
SU1742175A1 |
| Устройство для укладки предметов в тару | 1981 |
|
SU996274A1 |
| Установка для мойки и сушки тары | 1976 |
|
SU730390A1 |
| Устройство для стапелирования деталей | 1986 |
|
SU1397124A1 |
| Устройство для разгрузки контейнеров после термообработки | 1982 |
|
SU1067336A1 |
| Установка для комплектования лотков и контейнеров хлебобулочными изделиями | 1977 |
|
SU736928A1 |
| Устройство для укладки и упаковки листового стекла в тару | 1980 |
|
SU933549A1 |
| Устройство для укладки в тару штучных предметов | 1980 |
|
SU925764A2 |
| Устройство для подачи изделий | 1981 |
|
SU1143649A1 |
Изобретение относится к устройствам, используемым в промышленности строительных материалов при попарной укладке в тару плит, например, из природного камня. Цель изобретения - повышение производительности работы устройства. Изделия 27 подаются толкателем 4 на рольганг 2. После подачи двух изделий створки 5 и 6 опускаются приводом 8 вокруг осей 7 ниже уровня несущей поверхности рольганга. Срабатывают захваты и изделия, опираясь на ролики 24 створками 5 и 6 поворачиваются навстречу одна к другой, между ними закладывается прокладочный материал, после чего они толкателем подаются в контейнер 28. 4 ил.
J . 1
С5 О С5
00
Изобретение относится к устройствам, используемым в промышленности строительных материалов при укладке в тару, например, односторонне полированных плит из природного камня и т. п.
Цель изобретения - повышение произво- дительности работы устройства.
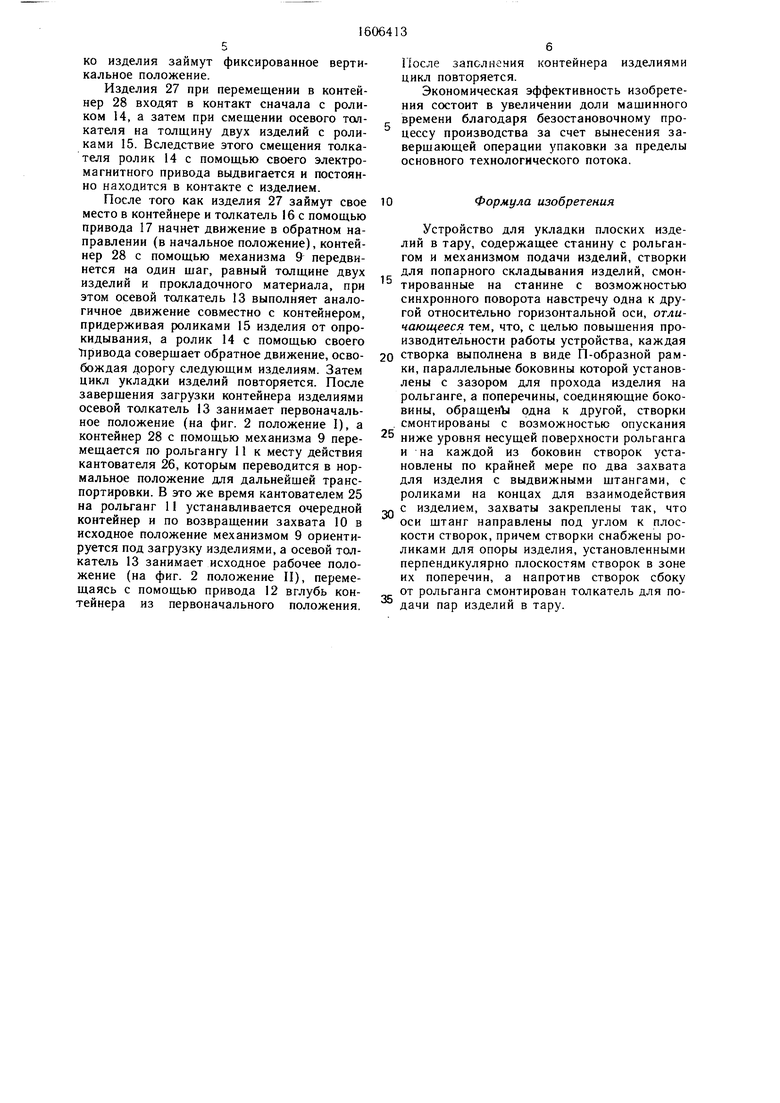
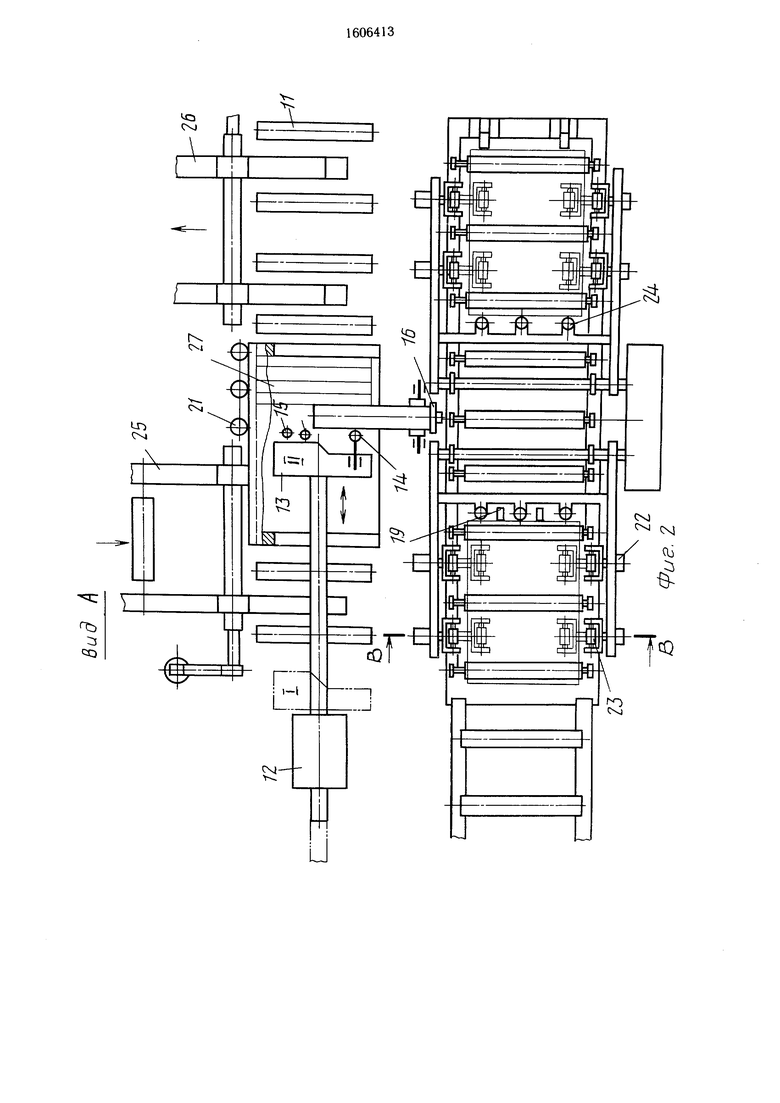
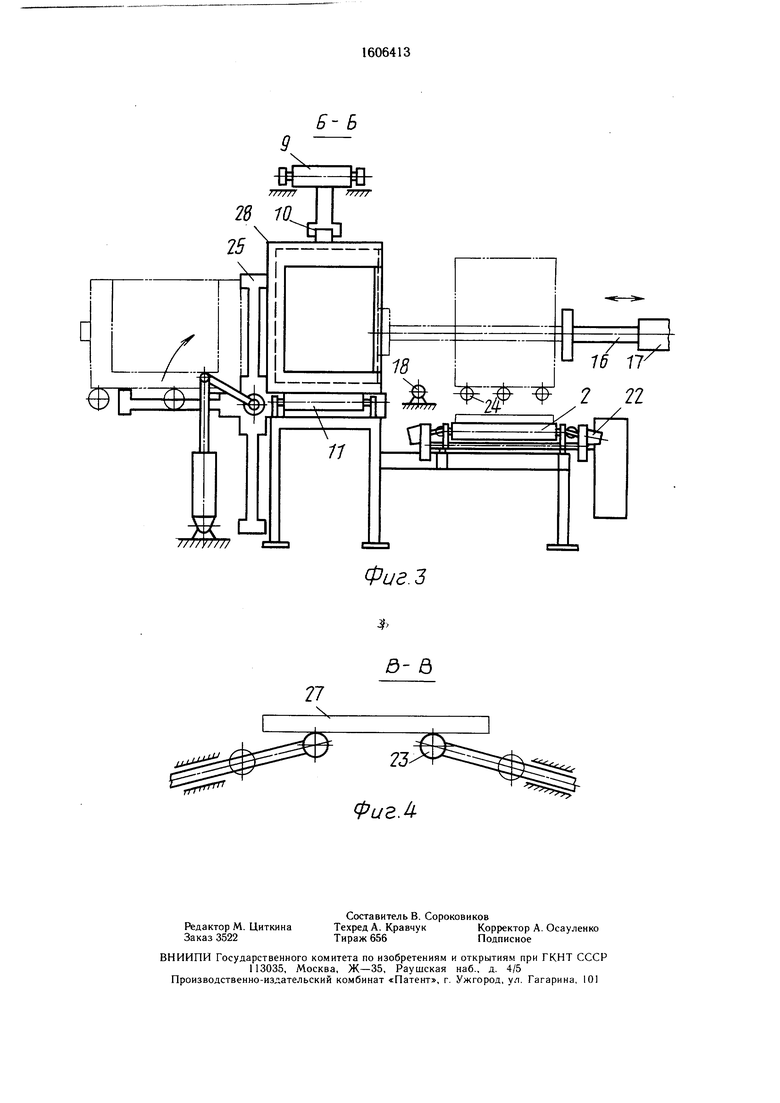
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. I; на фиг. 3 - разрез Б-Б на фиг. 1; на
ки 24, составляющие опорную плоскость для изделия в процессе кантования, установленные перпендикулярно плоскостям опор в зоне их обращенных друг к другу сторон. Устройство имеет кантователи 25 и 26 и укладывает изделия 27 в контейнеры 28.
Устройство работает следующим образом.
В исходном положении поворотные створки 5 и 6 находятся в вертикальном по1f|-- - .. ш-1.11 . ж. , lit
гК Г1 г лП п1f f ----- ь , жж1«л 1 1. iiv/
фиг. 4 - разрез В-В на фиг. 2 (механизм 10 ложении. Контейнер 28, перекантованный ... материала между кантователем 25 на бок н сориентированный механизмом 9 относительно плоскости I (фиг. 1) прилегания изделий, находится в это время на рольганге 11 совместно с толкателем 13, расположенным внутри контейнера.
Обработанные изделия, поступающие к данному устройству по конвейеру 20, толкателем 4 по одному передвигаются по рольгангу 2 в зону действия поворотных ствополированными поверхностями изделий не показан).
Устройство состоит из несущей станины 1 с установленными на ней рольгангами 2 и механизмом 3 подачи изделий, тол- катель 4 которого выполнен с возможностью аксиального перемещения, смонтированных на станине поворотных створок 5 и 6 с возможностью синхронно-встречного поворота.„„. . „ ..„ . пивирОТНЫХ СТВОвокруг своих осей 7 на угол 90° в вертикаль- 20 рок 5 и 6 сначала на место I, а затем на мес- нои плоскости при помощи привода 8, а так- то II (фиг. 1). же механизма для закладки прокладочного
материала по стрелке Г между полирован-В своем рабочем цикле при перемещеными поверхностями изделий, состоящего из нии изделий на рольганг 2 толкатель 4 совер- накопителя и устройства выдачи прокладоч- шает первый ход длинный, а второй корот- ного материала (не показан), механизма 9 кий, ограничителем второго (короткого) хода пene.P,„P„н« .пи..й....„ „... .... ,9 которые выдвигаются после завершения толкателем 4 первого (длинного) хода и возвращаются в исходное положение после завершения толкателем ,- ..- iMvibuv uij 1 | -лс1Г1Г1ота л
перемещения контейнеров, состоящего из захвата 10, выполненного с возможностью шагового движения совместно с контейнером, рольганга 11 и механизма укладки изделий
...„ J kviu,iif4 гюд 11 11ПJi J/T cnnc: da DC и ШI
в контейнеры, состоящего из снабженного on рого (короткого) хода.
nDHBOnOM 19 ПГРНПГП тГ1Л1 -а-г 2по 11 л, г,,.., П
Приводом 12 осевого толкателя 13 с приемным роликом 14 и двумя подвижными роликами 15 и толкателя 16 для подачи пар изделий в тару с приводом 17, размещенного напротив створок сбоку от рольганга 2. КажПосле перемещения первого изделия 27 на рольганг 2 и возвращения толкателя 4 в исходное положение включается привод 8, с помощью которого створки 5 и 6 соверща- ют поворот вокруг своих осей 7, переходя из
дая створка выполнена в виде П-образной вертикального Положения в горизонтальное боковины которой уста- В это же время толкатель 4 выполняет
короткий ход, совершая перемещение второго изделия 27 с конвейера 20 на рольганг 2.
новлены с зазором для прохода изделия на рольганге, а поперечины, соединяющие боковины, обращены друг к другу, створки установлены с возможностью опускания ни
После того как второе изделие займет свое место на рольганге 2, захваты 22 выдвижеU .- -.- v.i -. жиш, irfj ч- ылис111Л . О.О1ДОП.
же уровня несущей поверхности рольганга. 40 нием роликов 23 выполняют захват изделий.
С , ИР.ПК1Г1 ПГ П М Vl тло гтл гтпЛ п плп.-
С целью поддержки изделий в вертикальном положении во время укладки их в контейнеры на станине 1 установлен ролик 18, а также упоры 19 с приводом (не показан) для ограничения перемещения каждого второго изделия, поступающего к данному устройству по конвейеру 20 от шлифовально- полировального конвейера.
С целью восприятия усилия, возникающего при заталкивании изделий в контейнеры, и предотвращения смещения последних в направлении действия вектора этого усилия на станине 1 смонтированы упорные ролики 21.
На поворотных створках 6 и 5 на каждой боковине смонтированы по два захвата 22 для изделия с выдвижными штанга- 55 ми, расположенными под углом к плоскости створок (фиг. 4) и снабженными на концах роликами 23 для взаимодействия с изделием. На створках размещены также опорные ролиЗатем с помощью привода 8 створки 5 и 6 совместно с изделиями 27 соверщают синхронно-встречный поворот вокруг осей 7, переходя из горизонтального положения в g вертикальное, при этом происходит закладка прокладочного материала между изделиями, поступившего из накопителя механизма подачи прокладочного материала.
Ролики 23 захвата 22 первоначально совершают выдвижение на длину, позволяющую захватить изделия 27, а затем при переходе створок 5 и 6 с изделиями в вертикальное положение происходит вторичное выдвижение роликов 23, вследствие которого осуществляется сближение изделий и захват прокладочного материала.
В процессе совместного поворота со створками изделия 27 опираются на ролики 24, по которым впоследствии передвигаются в конте йнер 28 с помощью толкателя 16, который приходит в действие сразу же, как толь50
ки 24, составляющие опорную плоскость для изделия в процессе кантования, установленные перпендикулярно плоскостям опор в зоне их обращенных друг к другу сторон. Устройство имеет кантователи 25 и 26 и укладывает изделия 27 в контейнеры 28.
Устройство работает следующим образом.
В исходном положении поворотные створки 5 и 6 находятся в вертикальном по ----- ь , жж1«л 1 1. iiv/
ложении. Контейнер 28, перекантованный кантователем 25 на бок н сориентированный механизмом 9 относительно плоскости I (фиг. 1) прилегания изделий, находится в это время на рольганге 11 совместно с толкателем 13, расположенным внутри контейнера.
Обработанные изделия, поступающие к данному устройству по конвейеру 20, толкателем 4 по одному передвигаются по рольгангу 2 в зону действия поворотных ство.„„. . „ ..„ . пивирОТНЫХ СТВОрок 5 и 6 сначала на место I, а затем на мес- то II (фиг. 1).
рого (короткого) хода.
П
После перемещения первого изделия 27 на рольганг 2 и возвращения толкателя 4 в исходное положение включается привод 8, с помощью которого створки 5 и 6 соверща- ют поворот вокруг своих осей 7, переходя из
вертикального Положения в горизонтальное В это же время толкатель 4 выполняет
короткий ход, совершая перемещение второго изделия 27 с конвейера 20 на рольганг 2.
После того как второе изделие займет свое место на рольганге 2, захваты 22 выдвиже.- -.- v.i -. жиш, irfj ч- ылис111Л . О.О1ДОП.
нием роликов 23 выполняют захват изделий.
0 нием роликов 23 выполняют захват изделий.
-
Затем с помощью привода 8 створки 5 и 6 совместно с изделиями 27 соверщают синхронно-встречный поворот вокруг осей 7, переходя из горизонтального положения в g вертикальное, при этом происходит закладка прокладочного материала между изделиями, поступившего из накопителя механизма подачи прокладочного материала.
Ролики 23 захвата 22 первоначально совершают выдвижение на длину, позволяющую захватить изделия 27, а затем при переходе створок 5 и 6 с изделиями в вертикальное положение происходит вторичное выдвижение роликов 23, вследствие которого осуществляется сближение изделий и захват прокладочного материала.
В процессе совместного поворота со створками изделия 27 опираются на ролики 24, по которым впоследствии передвигаются в конте йнер 28 с помощью толкателя 16, который приходит в действие сразу же, как толь0
ко изделия займут фиксированное вертикальное положение.
Изделия 27 при перемещении в контейнер 28 входят в контакт сначала с роликом 14, а затем при смещении осевого толкателя на толщину двух изделий с роликами 15. Вследствие этого смещения толкателя ролик 14 с помощью своего электромагнитного привода выдвигается и постоянно находится в контакте с изделием.
После того как изделия 27 займут свое место в контейнере и толкатель 16 с помощью привода 17 начнет движение в обратном направлении (в начальное положение), контейнер 28 с помощью механизма 9 передвинется на один щаг, равный толщине двух изделий и прокладочного материала, при этом осевой толкатель 13 выполняет аналогичное движение совместно с контейнером, придерживая роликами 15 изделия от опрокидывания, а ролик 14 с помощью своего привода совершает обратное движение, осво- бождая дорогу следующим изделиям. Затем цикл укладки изделий повторяется. После завершения загрузки контейнера изделиями осевой толкатель 13 занимает первоначальное положение (на фиг. 2 положение I), а контейнер 28 с помощью механизма 9 перемещается по рольгангу 11 к месту действия кантователя 26, которым переводится в нормальное положение для дальнейщей транспортировки. В это же время кантователем 25 на рольганг 11 устанавливается очередной контейнер и по возвращении захвата 10 в исходное положение механизмом 9 ориентируется под загрузку изделиями, а осевой толкатель 13 занимает исходное рабочее положение (на фиг. 2 положение II), перемещаясь с помощью привода 12 вглубь контейнера из первоначального положения.
После заполнения контейнера изделиями цикл повторяется.
Экономическая эффективность изобретения состоит в увеличении доли машинного времени благодаря безостановочному процессу производства за счет вынесения завершающей операции упаковки за пределы основного технологического потока.
0
5
0
5
0
5
Формула изобретения
Устройство для укладки плоских изделий в тару, содержащее станину с рольгангом и механизмом подачи изделий, створки для попарного складывания изделий, смонтированные на станине с возможностью синхронного поворота навстречу одна к другой относительно горизонтальной оси, отличающееся тем, что, с целью повышения производительности работы устройства, каждая створка выполнена в виде П-образной рамки, параллельные боковины которой установлены с зазором для прохода изделия на рольганге, а поперечины, соединяющие боковины, обращен1л одна к другой, створки смонтированы с возможностью опускания ниже уровня несущей поверхности рольганга и на каждой из боковин створок установлены по крайней мере по два захвата для изделия с выдвижными щтангами, с роликами на концах для взаимодействия с изделием, захваты закреплены так, что оси штанг направлены под углом к плоскости створок, причем створки снабжены роликами для опоры изделия, установленными перпендикулярно плоскостям створок в зоне их поперечин, а напротив створок сбоку от рольганга смонтирован толкатель для подачи пар изделий в тару.
6- Ь
п
2 22
Фиг.З
&- &
| Устройство для укладки плоских изделий | 1987 |
|
SU1458303A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
