Изобретение относится к области обработки металлов давлением, в частности к процессу гибки труб.
Известен способ подготовки труб к гибке, описанный в авторском свидетельстве ССССР 1510967, МПК В 21 D 9/16, 1987, включающий заполнение трубы кварцевым песком, который увлажняют до полного водонасыщения, а затем охлаждают трубу вместе с наполнителем ниже температуры замерзания воды.
Недостатком данного способа является высокая трудоемкость, зависимость качества получаемой детали от температуры деформирования (аналог).
Наиболее близким техническим решением из известных является способ гибки труб с наполнителем, включающий введение в трубу гибкой оправки и регулировку давления на стенки трубы в процессе ее гибки элементами гибкой оправки (СССР, а.с. 727270, В 21 D 9/01, 25.04.1980. Оправка для гибки тонкостенных труб, авт. И.П. Савин, О.П. Киселев). Однако представленный способ, в котором внутреннее давление создают за счет сжатия эластичных колец оправки, имеет следующие недостатки: возможны отпечатки внутри трубы в месте установки металлических шайб, что снижает качество получаемых труб, сложность регулировки заданного внутри давления усложняет процесс гибки.
Известно устройство для гибки труб с наполнителем, описанное в авторском свидетельстве СССР 651871, МПК В 21 D 9/15, 1977 (аналог).
Устройство для гибки труб с наполнителем преимущественно для рабочих систем летательного аппарата, содержащее установленные на станине ролик и прижимной ползун с рабочими ручьями, где рабочая поверхность ручья ролика очерчена в виде сопряженной с двумя параллельными прямыми полуокружностями диаметром на 0,5-1,0% меньше диаметра трубы, а глубина ручья равна диаметру трубы, на ползуне выполнен вильчатообразный выступ со скошенными внутрь кромками, ручей ползуна расположен в этом выступе, а его рабочая поверхность очерчена по окружности диаметром на 0,5-1,0% больше диаметра трубы и имеет глубину, равную половине диаметра трубы. В данном случае геометрические размеры изгибаемой трубы определяются не наполнителем, а конструктивными элементами гибочного устройства - ролика и прижимного ползуна с рабочими ручьями. Недостатком данного устройства является то, что в процессе изгиба трубы, давление наполнителя на стенки трубы остается неизменным, не регулируется, что не обеспечивает высокое качество получаемой трубы.
Наиболее близким техническим решением из известных устройств является описание к авторскому свидетельству СССР 154619, МПК В 21 Д 9/00, 1988 (прототип).
Устройство для гибки тонкостенных труб, содержащее гибочный узел, выполненный в виде стационарного и обкатного гибочных роликов, и внутреннюю спиральную гибкую оправку, также снабжено механизмом регулирования расстояния между витками, выполненными в виде шайб, размещенных на торцах оправки и связанных между собой гибкой тягой с регулировочным резьбовым соединением на конце, оправка выполнена из прутка круглого сечения с продольными цилиндрическими углублением по всей его длине, радиус которого не меньше радиуса прутка, причем каждый виток оправки выполнен с возможностью взаимодействия с поверхностью углубления соседнего витка.
Недостатки: однако недостаточное точное регулирование давления на стенки трубы не дает высокого качества при обработке.
Технический результат: повышение качества обработки за счет регулирования давления при изгибе трубы. Указанный технический результат достигается за счет того, что известный способ гибки труб с наполнителем в виде гибкой оправки включает введение в трубу гибкой оправки и регулировку давления на стенки трубы в процессе ее гибки элементами гибкой оправки, где в качестве элементов гибкой оправки для регулирования давления используют гибкие тяги с клиньями, а давление каждого разрезного кольца определяют по зависимости: ,
,
где t - толщина разрезного кольца, мм;
Р - усилие натяжения гибких тяг с клиньями, Н;
α - угол наклона клина, град.;
Мк - коэффициент трения между клином и поверхностью разрезного кольца;
R - радиус разрезного кольца, мм;
F - площадь поперечного сечения разрезного кольца, мм2.
Устройство для гибки труб, содержащее гибочный узел, выполненный в виде стационарного и обкатного гибочных роликов, и гибкую оправку, которая выполнена в виде эластичного стержня с нанизанными на него разрезными кольцами с прорезями, разделенными эластичными прокладками, расположенными в верхней части разрезных колец гибких тяг с клиньями, на каждой из которых клинья направлены в противоположные стороны с возможностью контактирования с прорезями разрезных колец, установленными с противоположных сторон каждой гибкой тяги регулировочными шпильками и пружинами, размещенными в крышках, при этом каждая гибкая тяга с противоположных сторон соединена с упомянутыми регулировочными шпильками и пружинами, причем устройство предназначено для гибки тонкостенных труб.
В процессе изгиба наполнитель в виде гибкой оправки, находящейся внутри трубы, увеличивает давление на стенки трубы с уменьшением радиуса изгиба, давление может регулироваться. Это происходит за счет того, что длина наружного слоя трубы при ее изгибе увеличивается и при этом происходит относительное перемещение гибких тяг с клиньями относительно разрезных колец и соответственно взаимодействие клиньев с прорезями разрезных колец и постепенное увеличение давления на поверхность трубы, чем обеспечивается повышение устойчивости трубы к образованию складок и искажению геометрической формы от исходной по ее сечению, то есть можно регулировать давление на трубу посредством варьирования элементами оправки.
На фиг.1 - изображено устройство в поперечном сечении.
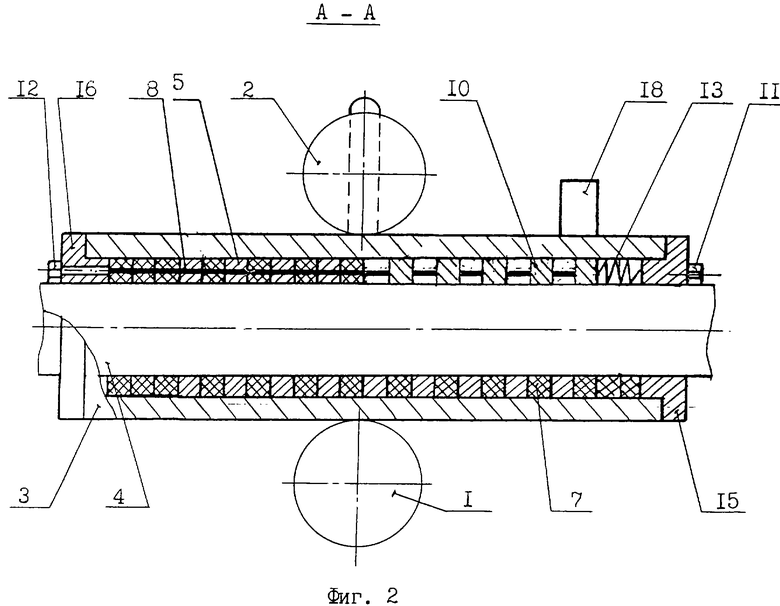
на фиг.2 - разрез по А-А фиг.1;
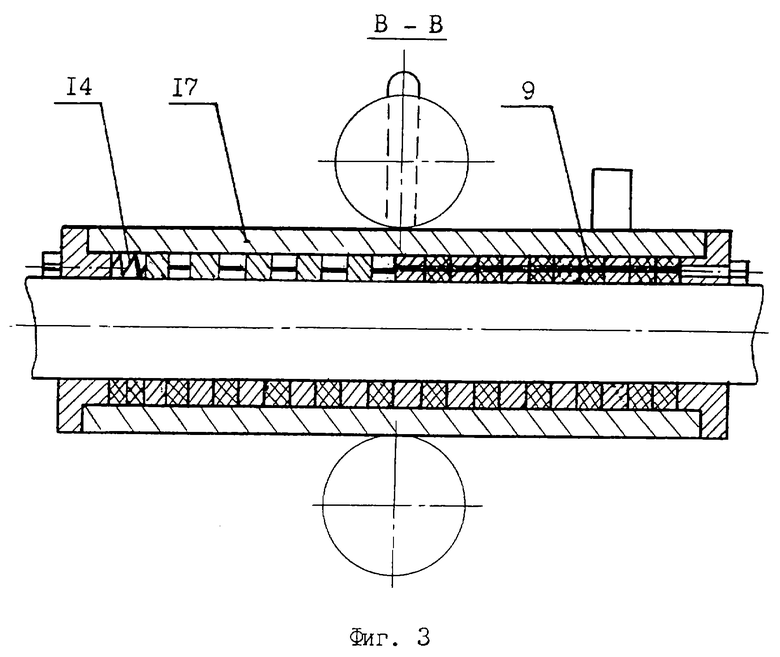
на фиг.3 - разрез по В-В на фиг.1;
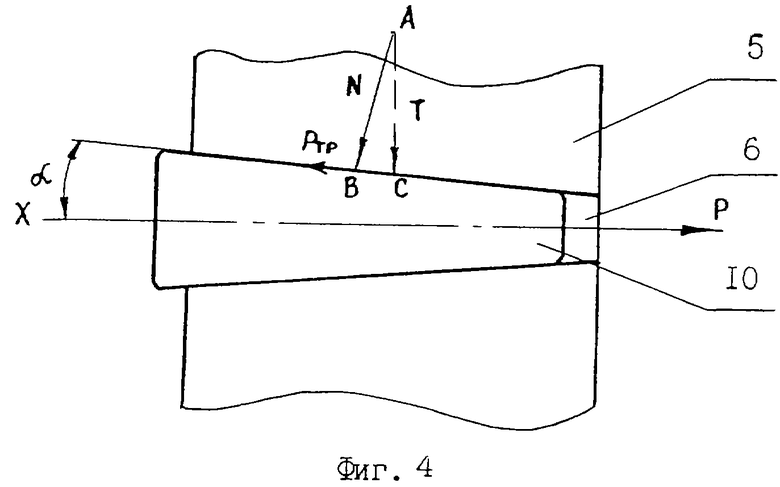
на фиг.4 - силовая схема взаимодействия клина с прорезью разрезного кольца.
Устройство для гибки труб, содержащее гибочный узел, выполненный в виде стационарного 1 и обкатного 2 гибочных роликов, и гибкую оправку 3, где гибкая оправка 3 выполнена в виде эластичного стержня 4 с нанизанными на него разрезными кольцами 5 с прорезями 6, разделенными эластичными прокладками 7, расположенными в верхней части разрезных колец 5 гибких тяг 8, 9 с клиньями 10, на каждой из которых клинья 10 направлены в противоположные стороны с возможностью контактирования с прорезями 6 разрезных колец 5, установленными с противоположных сторон каждой гибкой тяги 8, 9 регулировочными шпильками 11, 12 и пружинами 13, 14, размещенными в крышках 15, 16, при этом каждая гибкая тяга 8, 9 с противоположных сторон соединена с упомянутыми регулировочными шпильками 11, 12 и пружинами 13, 14, причем устройство предназначено для гибки тонкостенных труб 17. Трубу (заготовку) 17 закрепляют между стационарным 1 и обкатным 2 гибочными роликами с помощью упора 18.
Прорези 6 разрезных колец 5 и гибкие тяги 8, 9 смещены относительно оси симметрии верхней части трубы 17 на угол, равный не менее 20o.
Пример осуществления способа
Берем трубу 17 (заготовку) из стали диаметром 32 мм с толщиной стенки t= 2 мм, которую надо согнуть на радиус R=150 мм. Длина изгибаемой части трубы составляет 450 мм. Подбираем гибкую оправку 3 и производим давление на трубу 17 диаметром 26 мм, которая легко устанавливается в трубу 17.
При изгибе на указанный радиус минимальная деформация наружной поверхности трубы 17 соответствует 0,1-10%. В выбранной гибкой оправке 3 угол наклона клина 10 α =34o, Мк≈0,2, F=0,1 см2, ширина разрезного кольца 5 равна 0,5 см.
При изгибе трубы 17 гибкая оправка 3 увеличивает свой диаметр, создавая давление на трубу 17, и таким образом исключает потерю устойчивости трубы 17. Для регулирования давления используют гибкие тяги с клиньями и разрезные кольца, а давление каждого разрезного кольца по зависимости имеет разрезное кольцо 5 с клином 10 на фиг.4.
Из уравнения равновесия на ось Х имеем
P-2Nsinα-2Pтр•cosα = 0, (1)
где Ртр - усилие трения;
Ртр=Мк•N, (2)
где N - усилие, нормальное к поверхности скольжения, тогда
Давление разрезного кольца на трубу определяется
где t - толщина разрезного кольца, мм;
R - радиус разрезного кольца, мм;
σ - напряжение в разрезном кольце, мм, которое определяется:
где F - площадь поперечного сечения разрезного кольца, мм2;
α - угол наклона клина, град.,
тогда, подставив значение (5) в (4) с учетом (3), получим:
или в нашем случае имеем:
Усилие натяжения гибких тяг определяется: (7)
(7)
Напряжение в разрезном кольце при максимальном значении упругих деформаций определяется
σ = E•ε, (8)
где Е - модуль упругости разрезного кольца 5;
ε - значение упругой деформации,
ε = 0,06
подставив в зависимость (8), получим
σ =20700•0,06=1242 кг/см2.
Усилие Т, действующее в разрезном кольце 5 на клин 10 в направлении АС (фиг.4)
АС=Т;
Т=σF=1242•0,1=124 кг,
тогда
N=T•cosα=124•0,823=102 кг.
Подставив в формулы (6) и (7), получим
Р=148 кг, q=39,6 кг/см2.
Первоначальное давление разрезного кольца 5 на трубу 18, q≈0. По мере выбора зазора между гибкой оправкой 3 и внутренним диаметром трубы 17 давление разрезного кольца 5 на трубу 17 возрастает и в конечный момент изгиба трубы на радиусе 150 мм каждое разрезное кольцо 5 оказывает давление на трубу 17 q=39,6 кг/см2.
Работа устройства
Гибкая оправка 3 устанавливается в трубу 17. При этом с помощью клиньев 10, гибких тяг 8, 9, регулировочных шпилек 11, 12, расположенных в крышках 15, 16, усиливается необходимый зазор между разрезными кольцами 5 и трубой 17, обеспечивающий свободное перемещение разрезного кольца 5, эластичных прокладок 7, установленных на эластичном стержне 4 в трубе 17. Трубу 17 закрепляют между стационарными 1 и обкатным 2 гибочными роликами с помощью упора 18.
Включают привод (на чертеже не показан) обкатного 2 гибочного ролика, который изгибает трубу 17. При изгибе клинья 10, входящие в прорези 6 разрезных колец 5 с помощью гибких тяг 8, 9, перемещаясь увеличивают диаметр разрезных колец 5, не допуская возможности смятия трубы 17. Увеличение диаметра разрезных колец 5 обеспечивается регулировкой длины гибких тяг 8, 9. После изгиба трубы 17 с помощью регулировочных шпилек 11, 12, гибких тяг 8, 9 и пружин 13, 14, клинья 10 занимают свое первоначальное положение, после чего гибкая оправка 3 удаляется из трубы 17.
Использование гибкой оправки 3, обеспечивающей регулировку зазора между трубой 18 и гибкой оправкой 3 более чем на 70%, исключает потерю устойчивости трубы при гибке, обеспечивая повышение качества изделия.
Использование гибкой оправки, выполненной в виде эластичного стержня с нанизанными на него разрезными кольцами с прорезями, разделенными эластичными прокладками, которые расположены в верхней части разрезных колец гибких тяг с клиньями, на каждой гибкой тяге клинья направлены в противоположную сторону с возможностью контактирования с прорезями разрезных колец, установленными с противоположных сторон гибкой тяги регулировочными шпильками и пружинами, установленными в крышках. Гибкие тяги с противоположных сторон соединены с регулировочными шпильками и пружинами, обеспечивают регулировку зазора между трубой 17 и гибкой оправкой 3 более чем на 70%, исключают потерю устойчивости трубы при гибке, обеспечивая повышение качества при обработке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ ТРУБ | 2002 |
|
RU2245206C2 |
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1986 |
|
RU1417281C |
| СПОСОБ ГИБКИ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1989 |
|
RU1741344C |
| СПОСОБ ГИБКИ ПАТРУБКОВ С КРИВОЛИНЕЙНОЙ ОСЬЮ | 1988 |
|
RU1552449C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1987 |
|
RU1466084C |
| СПОСОБ ГИБКИ ТРУБ | 2013 |
|
RU2571994C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2000 |
|
RU2174885C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУАНСОНА ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2000 |
|
RU2197351C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2285573C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ТРУБ | 2016 |
|
RU2622197C1 |
Изобретение относится к области обработки металлов давлением, в частности к процессу гибки труб. При изгибе трубы реализуется давление посредством гибки труб с наполнителем в виде гибкой оправки, производящей давление на трубу посредством регулирования элементов гибкой оправки - гибких тяг с клиньями, разрезного кольца, и давление определяют по приведенной в формуле зависимости. Устройство содержит гибочный узел, выполненный в виде стационарного и обкатного гибочных роликов, гибкую оправку, выполненную в виде эластичного стержня с нанизанными разрезными кольцами, разделенными эластичными прокладками, где через разрезные кольца в верхней части их пропущены гибкие тяги с клиньями, на одной из которых клинья расположены в одну сторону, на другой - в противоположную с возможностью контактирования с прорезями разрезных колец,. причем с каждой из сторон гибкие тяги соединены с регулировочными шпильками и пружинами, установленными в крышках. Повышается качество обработки за счет регулирования давления при изгибе трубы. 2 с. и 1 з.п. ф-лы, 4 ил.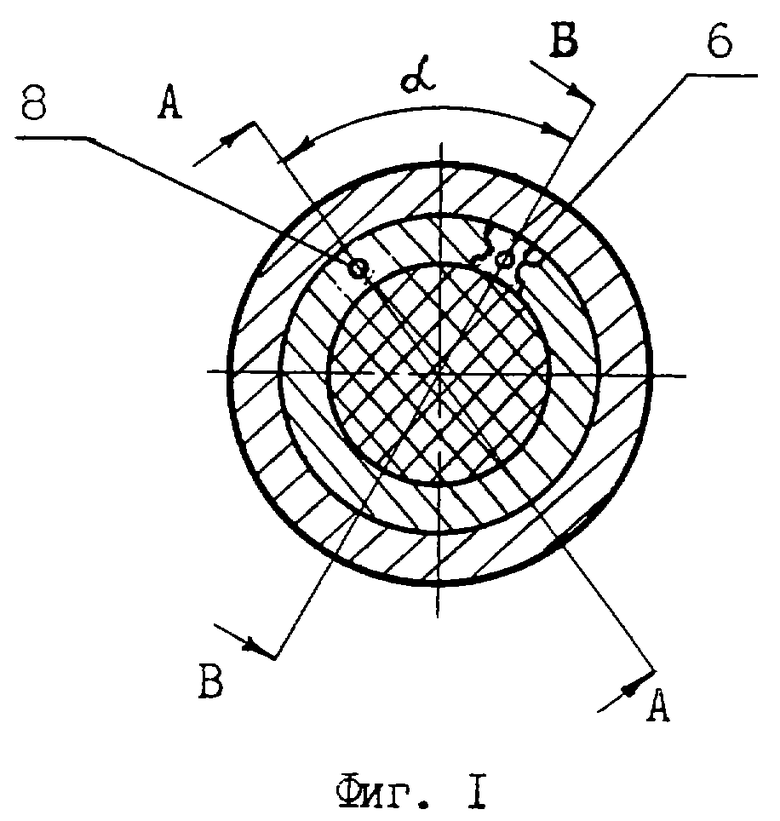

где t - толщина разрезного кольца, мм;
Р - усилие натяжения гибких тяг с клиньями, Н;
α - угол наклона клина, град. ;
Мк - коэффициент трения между клином и поверхностью разрезного кольца;
R - радиус разрезного кольца, мм;
F - площадь поперечного сечения разрезного кольца, мм2.
| Оправка гибких тонкостенных труб | 1978 |
|
SU727270A1 |
| Устройство для гибки тонкостенных труб | 1988 |
|
SU1546192A1 |
| Устройство для гибки тонкостенных труб | 1980 |
|
SU940918A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| GB 1482100 A, 03.08.1977 | |||
| US 3964290, 22.06.1976. | |||
