. 1 ;
; В настоящее время на нефте- и газопро jMbrcnax страны большое распространение по Яучипа контактная стыковая сварка обсадны труб в колонны, в процессе спуска взамеИ резьбовых соединений.
: Новый прогрессивный способ соединения .обсадных труб значительно 11овы.шает произ;водительность труда, снижает расход матер ала и химических реагентов, упрощает коне рукцию обсадной колонны, снижает бурения и обеспечивает полную герметичност скважин. Однако существующее оборудование, применяемое для спуска обсадных колонн, не позволяет полностью исполъзовегть преимущества контактной сты.ковой сварки, что тормозит дальнейшее развитие и внедре ние сварочной техники в этой отрасли eapotного хозяйства, В первую очередь это УГИо сится к наружным захватам, применяемым Ни бурокых для подачи привариваемых тр}€ и последующего спуска обсадной колонйы. Механизмы таких захватов размещены сяа ружа зажимаемой трубы, (колонны), что вы :зывает необходимость в освоболщении прост ранства в зоне стыка для прохождения опус;кающегося с колонной захвата до размеще|ш1я колоины на уровне сварки, т.е. необходимocT:J отвода сВарочиой машины от центIpa буровой. Подвод к отвод сварочной маши ны снижает производительность труда при спуске колонны., а также требует дополните шных громоздких механизмов для перемеще:ния машины, весящей обычно несколько Тон i. ;Конструкцня сварочной установки при этом {Значительно усложняется.
Наиболее высокое качество сварки (в особенности с ростом диаметра обсадных труб достигается неразъемными проходными сва|рочньтми машинамк типа К181, оСуществля-ющими равномерное зажатие труб по всему :перимеТру. Но для освобождения пространства под захват такие машины необходимо размешать на специальных тел ее конических подъемниках. Несмотря на высокое качество not пучаемых сварных соединений, машины типа :К181 не получили распространения ввиду j iToro, что после установки их на телес копи-i Ческих подъемниках уровень сварки оказы- . (вается очень вы.соко от пола буровой, что в своК) очередь создает большие неудобства в работе .оператора с точки зрения тех-1 НИКИ безопасности {особенно при подаче эл ватором очередной трубы), снижает. npoHs-jv водительность труда и ухудшает вы.попненне вспомогательных операций по удалению гран g та, термообработке стыка, техническому ) слуасиванию машины и т.д.|
Цепь изобретения повышение производительности труда при контактной стыковой
сварке обсадных кологш, упрощение конструк-|о ции установки и улучшение условий обслужи-/ вания.I
Предлагаемая установка снабжена сооснЬ: расположенным со сварочной машиной внут |ренним .захватом., соединенным с талевой 15 системой вышки. Захват выполнен в виде штанги по крайней мере с двумя клиновидными ступенями, несущими установленные с возможностью осевого перемещения зажи,-, ные губки, расположенные по внутреннему j 20 периметру трубы.|
Для более надежного зажатия трубы, зажимные губки захвата м.огут быть набже. ны. устройствами для независимого регулир)вания расстояния между соответствующими 2S губками каждой ступени. Каждая зажимная губка верхней ступени снабжена шарнирно закрепленной на ней губкой предварительно го зажатия и через шарнирно-рычажпую .у связана с винтовой втулкой, устаиов- ленной на штанге с возможностью осевого перемещения и- несушей распорную гайку, в здействующую на губки предварительного saf i жатия. При этом,-сварочная машина неразъе|(-1 ноге типа стационарно устанавливается на | poTo}je буровой на высоте, удобной для вьЫол--; нения всех видов работ, связанных с конта -, тной СТЫ.КОВСЙ сваркой обсадных колонн, ; /
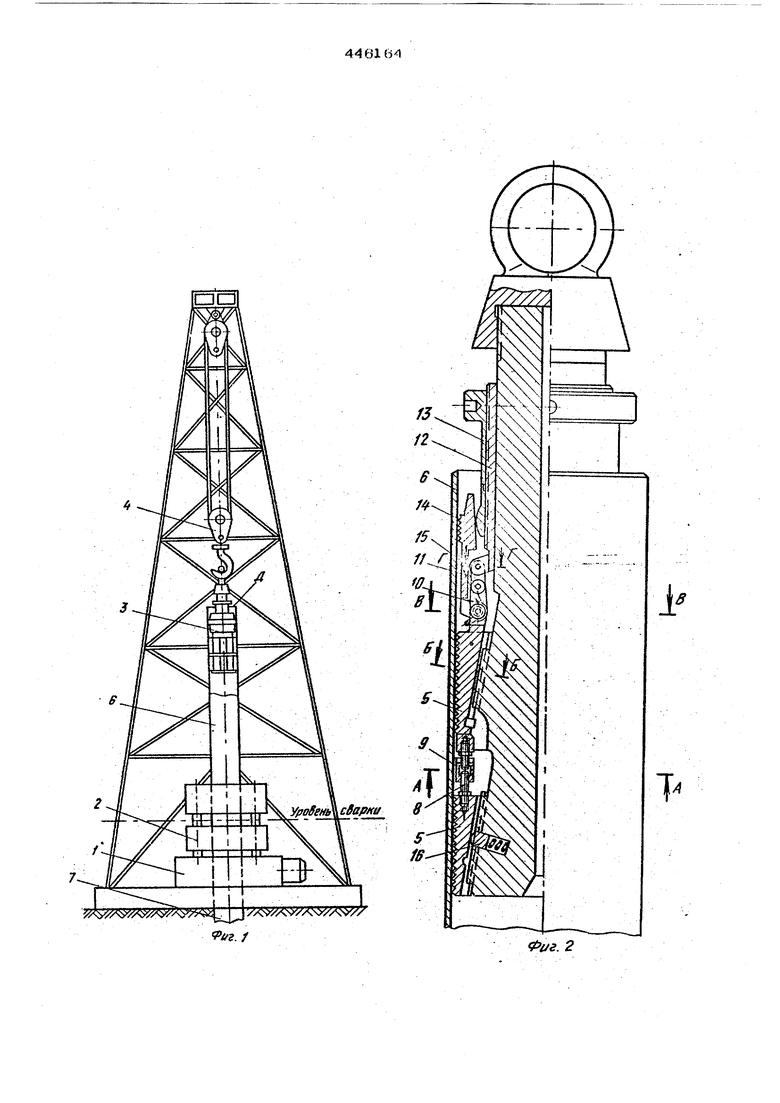
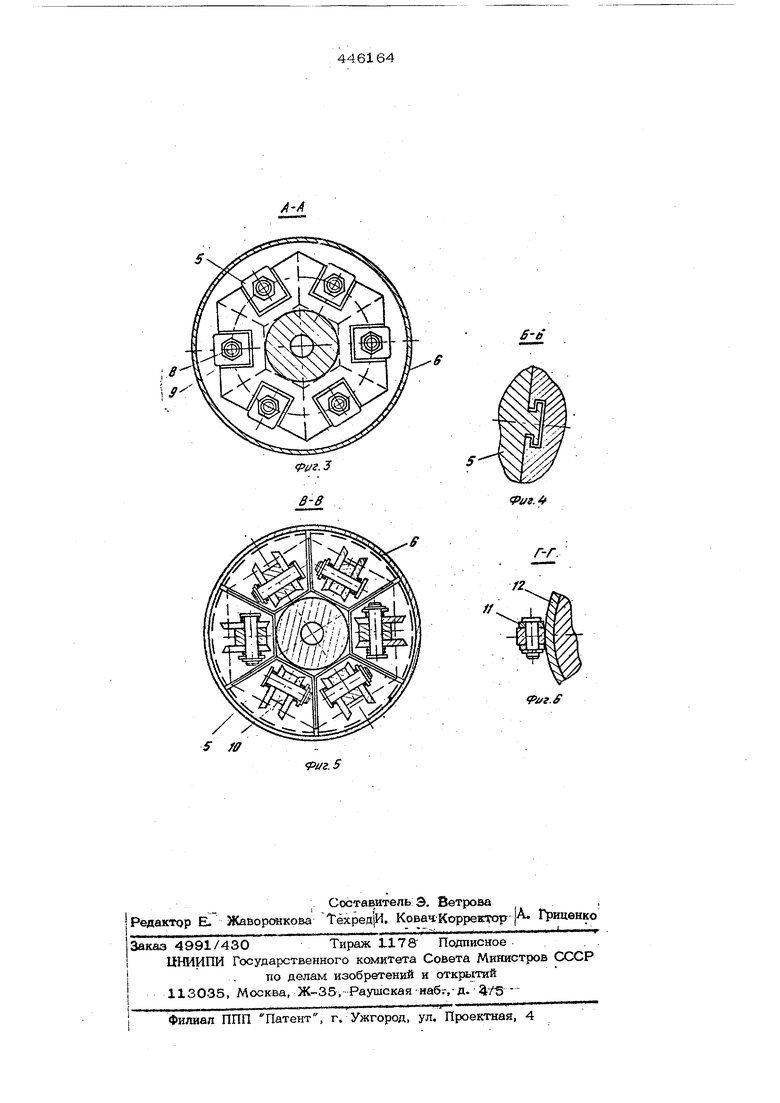
На фиг. 1 показано расположение описы|, 40 ваем.ой установки на буровой; на (|я1Г. 2 - / захват, общий вид; на фиг. 3 i- разрез по А-А на фиг.2; на фиг, 4 - сечение по Б-Б: иа , 2; на фиг. 3 - раз1эез по В-В на 1 .фиг, 2; на фиг. 6 - сечение по Г-Г на фиг..45 fe .,.
На роторе 1 буровой соосно колонна непод- . впшю закреплена сварочная машина 2 про-;1 ходпого Tmia. Захват 3. расположен соосно | со сварочной машиной и соединен с тгшевой |50 системой 4 буровой. Захват (фиг. 2) вьшол-/ вен в В1ще штанги, которая непосредствен- / но соединена со стропами талевой системы На клиновидных ступенях штанги с возможностью перемещения в направляющих пазах, gg смоити юваны соответственно количеству 1слимов щных ступеней штанги две или боле4 ступени зажим.ных рифленьхтс; . 5. Количество клиновидных ступеней штанги зависит от диаметра привариваемых труб 6 и 66
веса обсадной колонны 7 {определяется расчетом). Каждая ступень содержит четыре, шесть или больше зажимных губок (из расчета высококачественной центровки и зажатия трубы, без ее деформации), соединенных одна с другой при помощи винтов 8 и peryi лировочной гайки 9. Кроме того, каждая зажимная губка верхней ступени посредством) системы, шарнирно соединенных ры.чагов 10J и 11 соединена ;: винтовой втулкой 12, райположенной на цилиндрической части штанги .с возм.ожнсстью осевого перем.ещения. ОБ проворота втулку 12 предохраняет шпон- ка (не показана). На втулку навинчена распорная гайка 1.3, контактирующая с губками 14 предварительного зажатия, которые щарнирно укреплены, на каждой заж.км..ной губке верхней ступени. Каждая губка предварительного за.атия подпружинена относительно зажимлой губки верхней стУгпени пружшюА 15. Штанга на одной из j ступеней имеет подпружиненны.е пальцы 1 ф, количество которых равно числу зажимных губок . Зажимные губки этой пени Шх.еют соответствующие утл бления, 1
Работает захват следующим образом, i
8исходном, положении подпружиненные пальцы, входят в углубления соответствующих i зажимных губок. При этом все ступени зажимных губок фиксируются относительно штаиги в положении, когда наружный диа-метр захвата м.еньше внутреннего диам.етра привариваемой трубы. После введения 1 захвата в трубу вращают распорную гайку, которая, перемещаясь относительно винтовой втулки, воздействует на губки предварительного зажатия, прижимая их рабочие поверхности к внутренней поверхности; трубьг. Происходит предварительное за:-ка-; тие. Затем пе1эем.ещая при помощи талевой системы штангу относгггельно зажим.ньг.х ; губок и винтовой втулки, посредством. B3 iямодействия клиновых поверхностей произ;водят силовое зажатие трубы. Чем. больша осевое усилие, iприлагаемое к штанге,
.т, е. чембольше вес трубы, тем. больше сил;а
. зажатия. Усилие зажатия можно регулировать, подбирая клиновидных участков
штанги. Винть 8 и регулировочные гайки
9дают возм.о 1сность отрегулировать каж« дую пару .пы.х губок разных ; ступеней таким, образом., чтобы они одноврем.енно пр1.Ж1{мались к внутренней поверхности трубы. При этом, усилие зажатия распределяется по всей зажим.ае. поверхности равномерно, не вызывая искажения геометрических размеров трубы. Систем.а шарнирно соединенных рычагов 10 и 11 обеспечивает плоско-параллельное перем.ешение зажим.ных губок, исключая влияние на него взаимодействия остальных частей захвата. Разжатие трубы производится в обратном порядке. Опускают штангу до фиксации .зажимных губок в исходном положении, а затем отвинчивают гайку 13. При этом, пру;жины 15 отводят губки предварительного зажатия также в исходное положение. Работа сварочной установки в целом закшючается в следующем. Обсадная колонна зажата, клиньями ротора. Захватом по дается очередная привариваемая труба. Сварочная машина, постоянно находящаяся в аоне сварки, осуществляет зажим ueiT (тровку, оплавление и осадку. После удапе шя грата .и термообработки стыка (на фиН и не показаны) захват вновь зажимает колонну, клиньй ротора разжимаются, производится спуск колонны. Поскольку захват не выходит за пределы наружного диаметра обЬадной трубы и естественно, может пройти jD трубой сквозь сварочную машину, последряя из зоны сварки не удаляется. Спуск КО пош1Ь1 производится до размещения торца {фиг, 1) на уровне сварки. Клинья ротора етовь зажимают колонну, захват освобожда+ .ется, подается очередная привариваемая труба. Цикл повторяется. формула изобретения 1. Установка для контактной стыковой bварки обсадных труб над устьем скважины.; родержащая неразъемную сварочную NiamHHyi |Проходного типа и захват для труб, соедннон1ный с талевой системой буровой вьпики, о и ч а ю щ а я с я тем, что, с целью по|рышения производительности, упрощения кон|струкции и улучшения условий обслуживания, jpaxBaT вьтолнен в виде штанги по крайней jkf.epe с двумя клиновидными ступенями, не:рущими установленные с возможностью осе:вого перемещения зажимные губки, располо женньте по внутреннему периметру трубы. I Ij 2, Установка по-п. 1, о т л и ч а я тем, что, с цепью более надежного заь| тия трубы, зажимные губки захвата снаб; ены устройствами для независимого регулйрования расстояния между соответствующи-1 ми губками каждой ступени, а каждая зажимная губка верхней ступени снабжена шарнирр iko закрепленной на ней губкой предварительjHoro зажатия и через шарнирно-рычажную 1 (систему связана с винтовой втулкой, уста- (Новленной на штанге с возможностью осево-|5го перемещения и несущей распорную гайку воздействующую на губки предварительного j Зажатия,; Фиг. 2
5 fff
-ti
fpug.
r-r.
.ff
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной стыковой сварки обсадных труб над устьем скважины | 1972 |
|
SU441759A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОБСАДНЫХ ТРУБ НАД УСТБЕМ СКВАЖИНБ1 | 1968 |
|
SU231040A1 |
| Машина для контактной стыковой сварки труб | 1968 |
|
SU249507A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОБСАДНЫХ ТРУБ НАД УСТЬЕМ СКВАЖИНЫ | 1970 |
|
SU265319A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| Устройство для сборки и сварки изделий из стержней и пластин | 1985 |
|
SU1274897A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СПУСКА И ПОДЪЕМА БУРИЛЬНОЙ КОЛОННЫ В СКВАЖИНЕ | 2010 |
|
RU2544192C2 |
| Машина для контактной стыковой сварки труб | 1984 |
|
SU1191224A1 |
| Манипулятор | 1986 |
|
SU1430257A1 |