Изобретение относится к области сортовой прокатки и может быть реализовано при производстве железнодорожных рельсов на непрерывно-реверсивных рельсобалочных станах.
Сущность изобретения и известных решений, составляющих предшествующий уровень техники, поясняется фигурами, на которых изображено:
- на фиг. 1 - предшествующий уровень техники, схема расположения рабочих клетей рельсобалочного стана, включающего обжимную (1.1) и черновую (1.2) реверсивные клети дуо и непрерывно-реверсивную группу, включающую универсальную четырехвалковую реверсивную клеть (1.3), вспомогательную клеть дуо (1.4) и универсальную трехвалковую нереверсивную клеть (1.5),
- на фиг. 2 - предшествующий уровень техники, схема прокатки рельсов на рельсобалочном стане, включающем две реверсивные клети дуо и непрерывно-реверсивную группу клетей,
- на фиг. 3 - предшествующий уровень техники, схема рельсобалочного стана, включающего одну черновую реверсивную клеть дуо (3.1), непрерывно-реверсивную группу в составе двух универсальных четырехвалковых клетей (3.2) и расположенной между ними вспомогательной клети дуо (3.3), а также отдельно стоящую универсальную трехвалковую чистовую клеть (3.4),
- на фиг. 4 - предшествующий уровень техники, схема прокатки рельсов на рельсобалочном стане, представленном на фиг. 3, (4.1) – (4.12) – номера проходов,
- на фиг. 5 - предшествующий уровень техники, система черновых рельсовых калибров: (5.1) и (5.2) – закрытые рельсовые калибры; (5.3) – открытый рельсовый калибр,
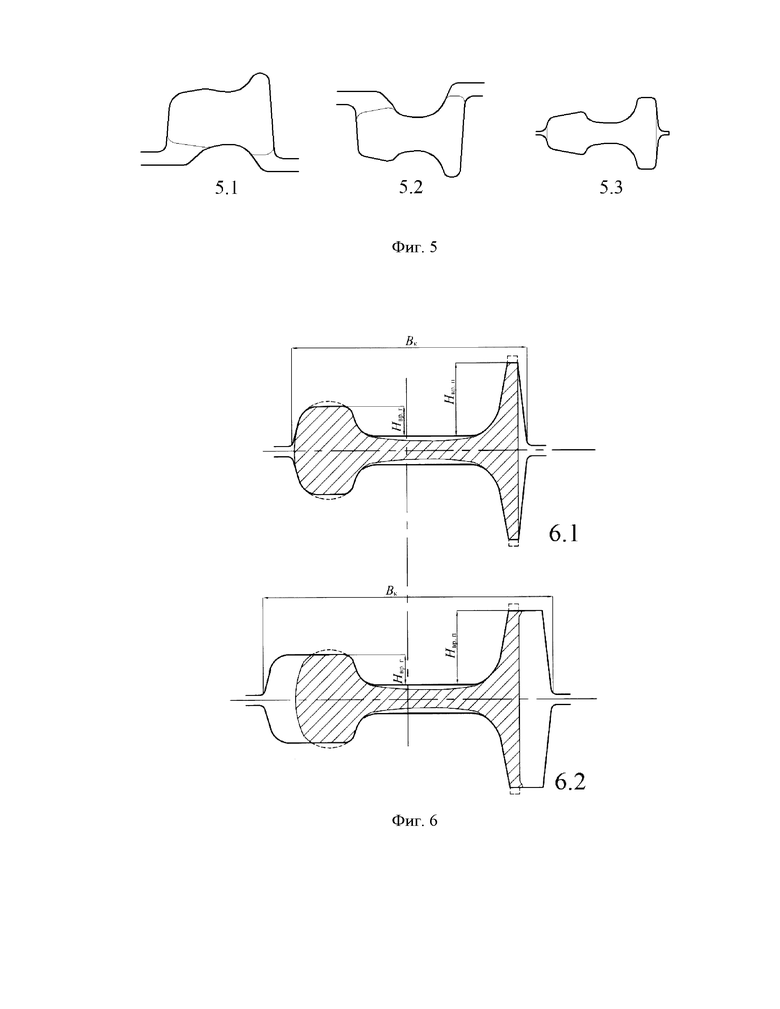
- на фиг. 6 - предшествующий уровень техники, схема контрольных (вспомогательных) рельсовых калибров: (6.1) – при использовании нескольких калибров со смещением вспомогательной клети; (6.2) – при использовании единственного калибра,
- на фиг. 7 - схема прокатки рельсов с переносом чернового симметричного рельсового калибра из черновой клети (3.1) во вспомогательную клеть (3.3): (7.1) – (7.10) – номера калибров; (3.1) – (3.4) – номера клетей, рельсобалочного стана, представленного на фиг. 3.
Известно значительное количество способов прокатки рельсов с применением универсальных рабочих клетей [Свейковски У., Нерзак Т. Производство рельсов высокого качества с использованием компактных универсальных клетей и технологий Rail Cool. Металлургическое производство и технология (МРТ). Русское издание. 2006, №2. С.50- 56; Свейковски У., Нерзак Т. Производство рельсов с использованием кассетных клетей и современных технологий охлаждения // Черные металлы. 2008, №1. С.32-36]. В большинстве таких способов существует хорошо прослеживаемое разделение технологического процесса прокатки на два этапа: 1) получение рельсового подката в черновых клетях, 2) прокатка готового рельса в чистовой непрерывно-реверсивной группе клетей. При этом в качестве черновых клетей могут быть использованы одна или две двухвалковых реверсивных клети или черновая непрерывно-реверсивная группа клетей, а в состав чистовой непрерывно-реверсивной группы включают универсальные четырехвалковые, универсальные трехвалковые и вспомогательные (эджерные) клети дуо.
Из уровня техники известны близкие к заявляемому способы прокатки рельсов, иллюстрируемые схемами, представленными на Фиг.1 - 4.
На Фиг.1 представлена схема расположения рабочих клетей рельсобалочного стана, который состоит из обжимной реверсивной клети дуо (1.1), черновой реверсивной клети дуо (1.2) и чистовой непрерывно-реверсивной группы, включающей универсальную четырехвалковую реверсивную клеть (1.3), вспомогательную клеть дуо (1.4) и универсальную трехвалковую нереверсивную клеть (1.5).
На Фиг.2 показана схема прокатки в клетях стана, представленного на Фиг.1.
Способ прокатки, показанный на Фиг.2 реализуется следующим образом. Исходная заготовка прямоугольного или квадратного поперечного сечения прокатывается в обжимной клети (1.1) в системе ящичных и трапециевидных калибров с получением за несколько проходов полосы с трапециевидным поперечным сечением. В черновой клети (1.2) из этого трапециевидного подката получают черновой рельсовый профиль путем последовательной прокатки в тавровом калибре, в двух закрытых рельсовых калибрах и в открытом рельсовом калибре. Полученный таким образом черновой рельсовый профиль передают в чистовую группу клетей для последующей прокатки в универсальных четырехвалковых, вспомогательных двухвалковых и чистовом универсальном трехвалковом калибрах.
Наиболее близким аналогом, принятым за прототип, является способ прокатки PSP (Profile sizing process) [Nigris G., Schroder J. Profile sizing process for high-quality medium / heavy sections and rails / MPT International. 2002, № 3. Р. 48-54; Зиновьев А.В. Процесс PSP для производства средне- и крупносортных профилей и рельсов // Новости черной металлургии за рубежом. 2003, №2. С.69-72.], представленный на схемах Фиг. 3 и Фиг. 4. Способ реализуется на стане (Фиг. 3), включающем одну черновую рабочую реверсивную клеть (3.1), непрерывно-реверсивную группу в составе двух универсальных четырехвалковых клетей (3.2) и расположенной между ними вспомогательной клети дуо (3.3), а также отдельно стоящую универсальную трехвалковую чистовую клеть (3.4).
На Фиг.4 показана схема прокатки рельсов в указанных на Фиг.3 клетях.
В черновой клети (3.1) в ящичных, тавровых, закрытых и последнем открытом рельсовых калибрах получают черновой рельсовый раскат. Раскат передают в непрерывно-реверсивную группу клетей и прокатывают в ней за 5 проходов. Особенностью способа-прототипа является то, что в первом проходе в непрерывно-реверсивной группе используют только вспомогательную клеть (3.3) (обе универсальные клети (3.2) пропускают, валки их разведены). Во втором и четвертом проходах используют только заднюю клеть (3.2) (вспомогательную и переднюю универсальную клети пропускают). А в третьем и пятом проходах прокатку ведут в передней универсальной клети (3.2) и вспомогательной клети (3.3) (пропускают заднюю универсальную клеть). В последнем, пятом проходе используют, кроме того, чистовой трехвалковый калибр, расположенный в чистовой универсальной клети.
Во всех способах-аналогах завершающую стадию получения чернового рельсового раската проводят в черновой клети с применением двух закрытых рельсовых калибров с чередованием мест их разъема и последнего симметричного открытого рельсового калибра, как это показано на Фиг. 5. Именно такая последовательность применения калибров, ставшая, практически типовой в современном производстве рельсов, обусловлена следующими обстоятельствами. Закрытые рельсовые калибры (5.1 и 5.2, Фиг. 5) очень надежно удерживают поступающую в него заготовку в необходимом положении, обеспечивая тем самым заданное соотношение размеров элементов будущего рельса. Именно надежность первичного формирования чернового рельса в закрытых калибрах и объясняет их широкое применение. Однако, в закрытом рельсовом калибре невозможно получить профиль, симметричный относительно оси симметрии сечения будущего рельса, что связано с разным характером формоизменения в открытом и закрытом ручьях калибра: в открытом происходит увеличение высоты фланца профиля – приращение, а в закрытом – уменьшение его высоты – утяжка. Для уменьшения несимметричности профиля закрытые рельсовые калибры чаще всего используют парами с чередованием мест разъема валков по фланцам, таким образом, чтобы чередовать обработку фланцев профиля в открытых и закрытых ручьях калибра, чередуя их утяжку и приращение. Однако, такое чередование мест разъема валков в закрытых рельсовых калибрах хотя и выравнивает высоты фланцев, но не гарантирует получение достаточной точности симметрии профиля. Поэтому, на завершающей стадии прокатки чернового профиля, используют симметричный открытый рельсовый калибр (5.3 на фиг.5).
В способах-аналогах и в способе прототипе указанные черновые рельсовые калибры (и закрытые и открытые) размещают на валках черновой клети (см. Фиг. 2 и Фиг. 4). Такое размещение калибров имеет ряд недостатков.
1). Черновые клети оснащены электромеханическими быстроходными нажимными устройствами для быстрого изменения межвалкового зазора в процессе прокатки для обеспечения заданного режима обжатий. При этом точность установки межвалкового зазора в этой клети достаточно низкая. А это может привести к возникновению существенных колебаний в размерах сечений полос, последовательно поступающих для дальнейшей чистовой прокатки в универсальные калибры чистовой группы, что отрицательно сказывается на работе клетей и может служить причиной нестабильности размеров у последовательно прокатываемых рельсов.
2). В силу назначения и конструктивных особенностей (в частности, большой длины бочки валка), черновые клети не обладают высокой жесткостью. А это может приводить к возникновению значительных колебаний размеров сечения чернового рельса по длине прокатываемой полосы при наличии различных возмущений во время прокатки, таких как, разность температуры, механических свойств стали по длине раската и др., что так же отрицательно сказывается на работе универсальных клетей и стабильности характеристик готового рельса.
3). Большое количество калибров, которые необходимо разместить на валках черновых клетей, обуславливает необходимость использования в этих клетях валков с большой длиной бочки. Это приводит к необходимости использования валков с большими диаметрами бочки из соображений прочности. Повышенные длина бочки и ее диаметр приводят к существенному удорожанию валков, к повышенному расходу электроэнергии и к усугублению недостатков, указанных в п. 1) и 2).
Для снижения влияния недостатков, указанных в п. 1) и 2) на процесс прокатки в универсальных клетях, в способе-прототипе (см. Фиг. 4), кроме выравнивания чернового рельсового профиля в открытом симметричном рельсовом калибре черновой клети, предусмотрен последующий отдельный контроль высот фланцев и в чистовой группе клетей, в двухвалковом контрольном калибре вспомогательной клети (проход 4.8).
Особенности конструирования контрольных (вспомогательных) рельсовых калибров описаны, например, в [Смирнов В.К., Шилов В.А., Инатович Ю.В. Калибровка прокатных валков. Учебное пособие для вузов. Издание 2-е переработанное и дополненное. М.: Теплотехник, 2010. - 490 с.], схематично такие калибры показаны на Фиг. 6. Основное назначение вспомогательных калибров – контроль высоты фланцев (головки и подошвы). С целью осуществления такого контроля, в этих калибрах предусматривается обжатие полосы только по высоте фланцев, а обжатие шейки профиля не производится – межвалковый зазор по шейке в калибре больше чем толщина шейки профиля входящего в калибр раската.
Как показывают расчеты и практика, при прокатке в контрольных рельсовых калибрах обычно используется только малая часть номинальной мощности и прочности вспомогательной клети рельсобалочного прокатного стана. При прокатке на том же стане других профилей (уголков, швеллеров, балок и т.п.), вспомогательная клеть используется в качестве обычной деформирующей клети со значительно большей загрузкой, а значит, ее энергосиловая загрузка может быть увеличена и при производстве рельсов.
Изложенное позволяет сформулировать техническую проблему: недостаточная жесткость черновых реверсивных рабочих клетей, а также недостаточная точность установки межвалкового зазора быстроходными нажимными устройствами этих клетей способствуют снижению точности геометрических размеров чернового рельсового профиля. Кроме того, большое количество калибров, которые необходимо разместить на валках черновых клетей, обуславливает необходимость использования в этих клетях валков с большой длиной бочки, что в свою очередь приводит к необходимости использования валков с большими диаметрами бочки из соображений прочности. Повышенные длина бочки и ее диаметр приводят к существенному удорожанию валков, к повышенному расходу электроэнергии.
Решение технической проблемы обеспечивается тем, что прокатку рельсов осуществляют с формированием промежуточного рельсового раската в черновых реверсивных клетях дуо, с использованием после подготовительных ящичных и тавровых калибров, только закрытых рельсовых калибров и прокатку этого раската в чистовой непрерывно реверсивной группе клетей с использованием универсальных четырехвалковых, трехвалковых калибров универсальных клетей и двухвалковых калибров вспомогательной клети дуо, причем симметрирование и контроль высоты фланцев промежуточного сечения осуществляется в открытом двухвалковом калибре интенсивной деформации во вспомогательной клети дуо чистовой непрерывно-реверсивной группы.
То есть для решения указанной технической проблемы, в отличие от способа-прототипа, симметрирующий двухвалковый открытый рельсовый калибр (последний калибр в черновой клети) переносится из валков черновой клети в валки вспомогательной клети непрерывно-реверсивной группы. В этом новом калибре производят обжатие, распределенное в прототипе на два прохода – в симметричном рельсовом калибре черновой клети и контрольном калибре вспомогательной клети непрерывно реверсивной группы. Обжатие по шейке профиля в новом калибре назначают с учетом потребности калибровки и имеющихся ограничений прочности, мощности и т.п., а обжатие по высоте фланцев принимают равным сумме обжатий в старых калибрах (симметричном рельсовом калибре черновой клети и контрольном калибре вспомогательной клети непрерывно реверсивной группы).
Таким образом, прокатка в непрерывно-реверсивной группе начинается не с контрольного, как в способе-прототипе, а с деформирующего открытого калибра. В этом калибре производится полноценное обжатие всех элементов профиля, включая и шейку, и фланцы, что гарантирует высокую степень симметричности получаемого профиля. И, учитывая высокую точность установки валков во вспомогательной клети, отпадает необходимость отдельного контроля высоты фланцев.
Последующая прокатка в чистовой группе производится так же, как и в аналогах, с распределением обжатий элементов профиля по универсальным и вспомогательным проходам в соответствии с фактической мощностью, прочностью и жесткостью имеющихся клетей и их приводов, а также в соответствии с прочими ограничениями стана.
На Фиг.7 приведена схема прокатки рельсов по предлагаемому способу на стане с одной черновой клетью дуо и непрерывно-реверсивной чистовой группой клетей, схематично изображенном на Фиг. 3, поясняющая суть изобретения. Причем, чистовая универсальная клеть может быть установлена как в составе непрерывной группы, так и отдельно.
Для реализации предлагаемого способа на данном стане используют непрерывнолитую заготовку прямоугольного или квадратного поперечного сечения. Прокатка начинается в черновой реверсивной клети дуо (3.1). За несколько проходов в ящичном калибре (7.1) получают полосу с прямоугольным поперечным сечением, которую после кантовки задают последовательно в тавровые калибры (7.2) и (7.3). Цель использования тавровых калибров – получить сечение, значительно несимметричное относительно горизонтальной оси. Полученное несимметричное сечение кантуют так, чтобы при задаче в закрытый разрезной рельсовый калибр (7.4), тонкая часть сечения попала в часть калибра, соответствующую головке, а толстая – в часть, соответствующую подошве рельсового профиля. После прокатки в закрытых рельсовых калибрах (7.4) и (7.5) с чередованием мест разъема валков, раскат чернового рельса передают в чистовую непрерывно-реверсивную группу клетей (3.2) – (3.4). В первом проходе полосы через чистовую группу клетей валки первой универсальной клети (3.2) разводят и пропускают полосу через клеть без обжатия. Во вспомогательной клети (3.3) используют открытый рельсовый калибр (7.6), основная цель которого - обеспечить получение максимально симметричного и точного подката для последующей прокатки в универсальных клетях. Для этого необходимо иметь достаточно высокую степень заполнения этого калибра, имея минимальные свободные, не контролируемые валками поверхности прокатываемого профиля. Важность обеспечения высокой точности и симметричности чернового профиля именно в этом калибре объясняется тем, что при последующей прокатке в универсальных и вспомогательных калибрах практически невозможно исправить ряд возможных несовершенств профиля, и, прежде всего, разнополочность фланцев. Полученный таким образом высокоточный подкат в дальнейшем прокатывается в типовых универсальных и вспомогательных калибрах (7.7) – (7.10) по общепринятой технологии.
Заявляемый способ прокатки рельсов позволит получить следующий технический результат:
- улучшение качества рельсов за счет повышения точности формы и размеров профиля, что обеспечивается большей точностью настройки симметричного двухвалкового рельсового калибра при расположении его на валках вспомогательной клети, а также повышенной жесткостью вспомогательной клети;
- уменьшение общего количества необходимых калибров за счет объединения функций открытого симметричного рельсового калибра и первого контрольного калибров, что снижает затраты на изготовление прокатных валков и привалковой арматуры;
- уменьшение количества калибров, которые необходимо разместить на валках черновой клети, что позволит или использовать валки с меньшей длиной и диаметром бочки, или разместить на тех же валках дополнительный (запасной) калибр, имеющий повышенный износ и сократить тем самым коэффициент расхода прокатных валков;
- увеличение производительности стана за счет уменьшения количества проходов в черновой клети дуо и уменьшения, таким образом, такта прокатки в черновой клети, что приведет к выравниванию и общему сокращению тактов прокатки в черновой клети и непрерывно-реверсивной чистовой группе;
- повышение температуры прокатки в непрерывно-реверсивной группе за счет снижения такта прокатки в черновой клети и передачи из черновой клети раската с более массивным, а значит и более горячим поперечным сечением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2017 |
|
RU2668626C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2010 |
|
RU2429090C1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2022 |
|
RU2787897C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |



Изобретение относится к области прокатки рельсов. Способ включает получение в реверсивных черновых клетях промежуточного рельсового раската с использованием закрытых рельсовых калибров и дальнейшую его прокатку в непрерывно-реверсивной группе клетей с использованием двухвалковых калибров вспомогательной клети, а также четырех- и трехвалковых калибров универсальных клетей. Возможность повышения точности симметричного профиля подката, задаваемого в универсальные клети, обеспечивается за счет того, что прокатку в черновых реверсивных клетях дуо завершают после прокатки в закрытых разрезных калибрах, при этом симметрирование с одновременным контролем высоты фланцев промежуточного сечения осуществляют в двухвалковом открытом калибре интенсивной деформации во вспомогательной клети дуо чистовой непрерывно-реверсивной группы клетей. 7 ил.
Способ прокатки рельсов на непрерывно-реверсивном рельсобалочном стане, включающий последовательную прокатку в одной или двух черновых реверсивных клетях дуо и чистовой непрерывно-реверсивной группе клетей с последовательным использованием ящичных, тавровых, закрытых разрезных и открытого симметрирующего калибров, двухвалковых контрольных калибров вспомогательной клети дуо, четырехвалковых и трехвалковых калибров универсальных клетей чистовой группы, отличающийся тем, что прокатку в черновых реверсивных клетях дуо завершают после прокатки в закрытых разрезных калибрах, при этом симметрирование с одновременным контролем высоты фланцев промежуточного сечения осуществляют в двухвалковом открытом калибре интенсивной деформации во вспомогательной клети дуо чистовой непрерывно-реверсивной группы клетей.
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2017 |
|
RU2668626C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ, УСТРОЙСТВО ДЛЯ ПРОКАТКИ РЕЛЬСОВ И РЕЛЬС, ИЗГОТОВЛЕННЫЙ УКАЗАННЫМ СПОСОБОМ | 2010 |
|
RU2530609C2 |
| ЧЕТЫРЕХВАЛКОВЫЙ КОМПЛЕКТ В ПРОКАТНОЙ КЛЕТИ ТРИО | 1996 |
|
RU2100107C1 |
| Способ калибровки рельсов | 1987 |
|
SU1445823A1 |
| УНИВЕРСАЛЬНЫЙ СОРБЦИОННО-ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ ЛЕГКОГО БЕСКЛАПАННОГО ПЫЛЕГАЗОЗАЩИТНОГО РЕСПИРАТОРА | 1991 |
|
RU2068282C1 |

