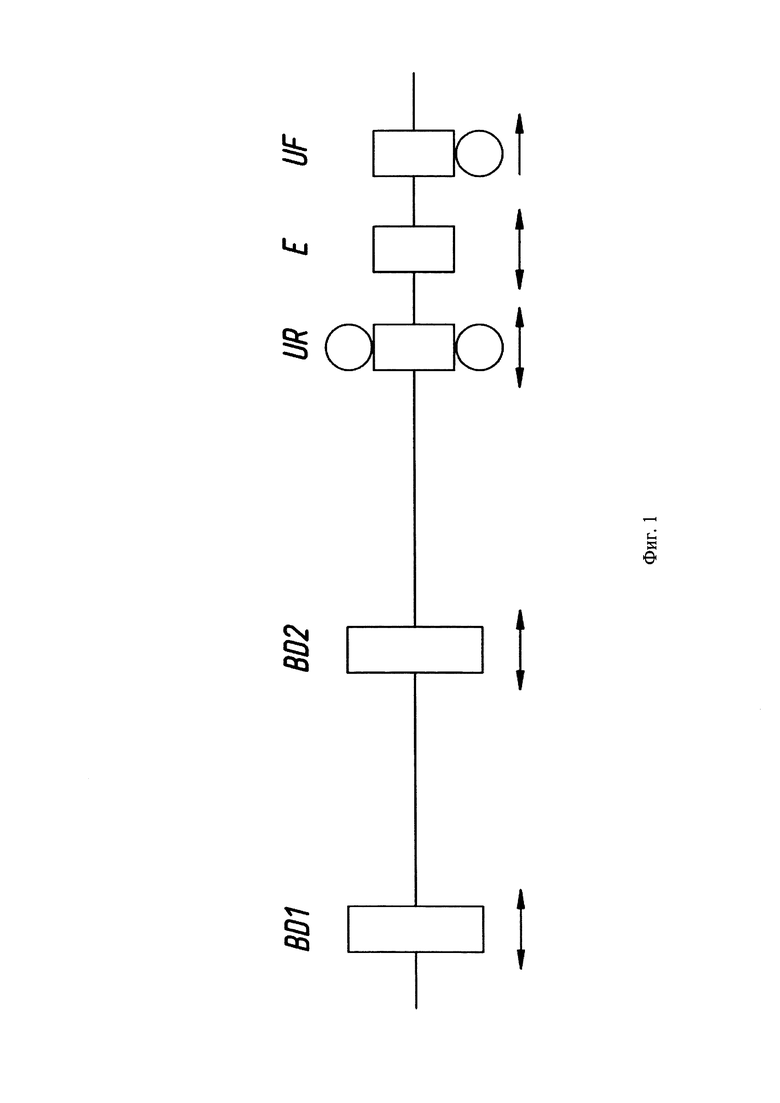
Изобретение относится к прокатному производству и может быть использовано при прокатке трамвайных желобчатых рельсов на рельсобалочных станах, оснащенных непрерывно-реверсивной группой, в состав которой входят универсальные четырехвалковые клети. Известно значительное количество компоновок таких прокатных станов, но общая структура такого рель-собалочного стана отражена схемой, показанной на фиг. 1, где BD1 и BD2 -черновые клети (в состав могут входить одна или две реверсивных клети), UR-E-UF - непрерывно-реверсивная группа клетей, где UR и UF - универсальные четырехвалковые клети, Е - вспомогательная, эджерная клеть дуо (Головатенко А.В., Дорофеев В.В., Добрянский А.В. и др. Разработка энергоэффективной технологии прокатки длинномерных железнодорожных рельсов на универсальном рельсобалочном стане АО «ЕВРАЗ ЗСМК». Черные металлы. №6. 2019. С. 29-34.).
Весь технологический процесс прокатки трамвайных желобчатых рельсов можно разбить на два этапа: получение рельсового подката в черновых клетях и его дальнейшая прокатка в непрерывно-реверсивной группе клетей.
Наиболее близким способом-аналогом, принятым за прототип по своей технической сущности и достигаемым результатам к предлагаемому изобретению, является способ прокатки трамвайных желобчатых рельсов на новых рельсобалочных станах, в состав которых входит непрерывно-реверсивная группа клетей, включающий получение прямоугольного раската в обжимной дуо-реверсивной клети, формирование промежуточного рельсового раската в черновой дуо-реверсивной клети, и окончательную его прокатку в непрерывно-реверсивной группе клетей, состоящей из двух универсальных четырехвалковых клетей с расположенной между ними вспомогательной клети дуо (Сметанин С.В., Перетятько В.Н., Юрьев А.Б. и др. Прокатка трамвайных рельсов / Новосибирск. Издательство СОР АН, 2018 - 408 С.).
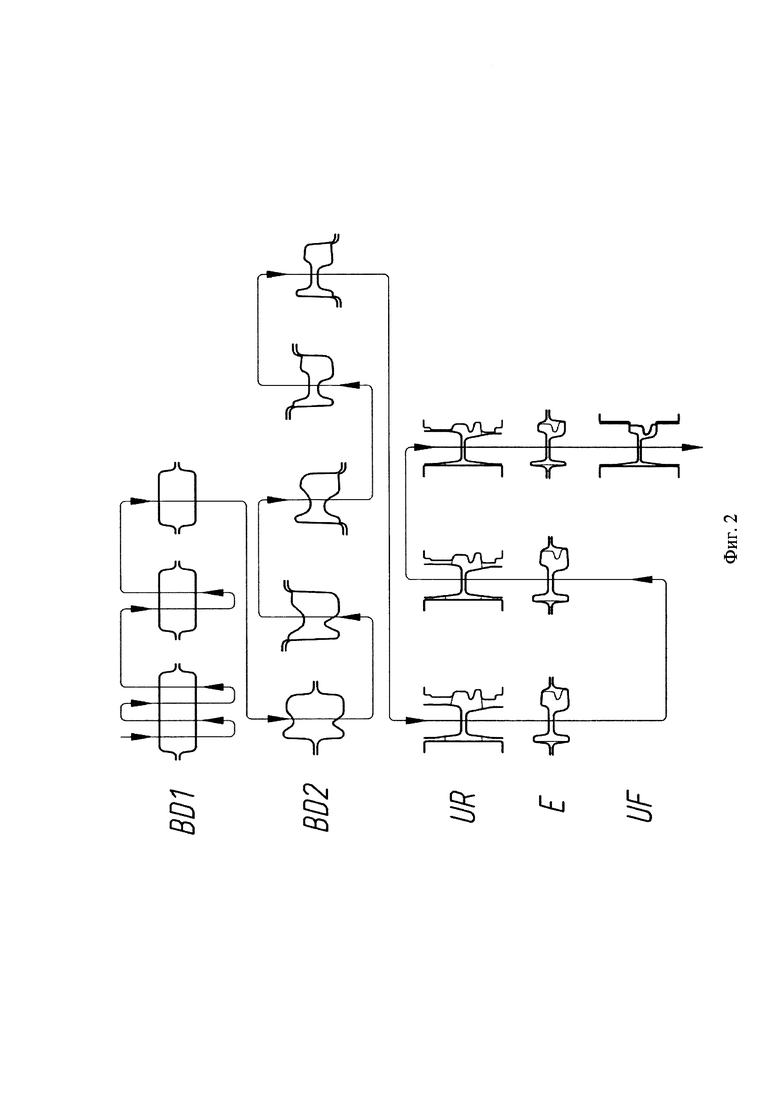
Суть способа поясняется схемами на фиг. 1 и 2. На фиг. 1 показана схема расположения клетей современного рельсопрокатного стана с непрерывно-реверсивной группой клетей. На фиг. 2 показана схема прокатки трамвайных желобчатых рельсов в указанных клетях. Прямоугольный раскат, полученный при прокатке заготовки в ящичных калибрах обжимной дуо-реверсивной клети BD1, передается в черновую дуо-реверсивную клеть BD2, где при прокатке в пяти калибрах формируется в черновой рельсовый раскат. Первый калибр клети BD2 является рельсовым разрезным несимметричным открытым калибром, остальные четыре калибра - это рельсовые прямые закрытые калибры. Окончательное формирование профиля осуществляют в непрерывно-реверсивной группе клетей за три прохода, где в первом проходе профиль формируется последовательно в универсальном четырехвалковом и вспомогательном двухвалковом калибрах (UR1 - ER1), во втором проходе - в двухвалковом вспомогательном и универсальном четырехвалковом калибрах (ER2 - UR2), а в третьем проходе - в универсальном четырехвалковом, вспомогательном двухвалковом и чистовом четырехвалковом калибрах (UR3 - EF - UF) с формированием головки, желоба и губы профиля в каждом четырехвалковом калибре.
Использование значительных обжатий при разрезке прямоугольной заготовки в рельсовом разрезном несимметричном открытом калибре и в двух последующих рельсовых прямых закрытых калибрах, согласно данному способу, приводит к следующим недостаткам:
- переполнению рельсового разрезного несимметричного открытого калибра;
- скручиванию раската при выходе из рельсового разрезного несимметричного открытого и двух последующих рельсовых прямых закрытых калибрах;
- не заполнению тонких закрытых фланцев в рельсовом разрезном несимметричном открытом калибре что приводит к невыполнению геометрических размеров готового профиля по ширине подошвы.
Целью изобретения является стабилизация процесса прокатки в черновых рельсовых калибрах и повышение качества трамвайных желобчатых рельсов за счет повышения точности выполнения размеров подошвы готового профиля.
Технический результат заключается в том, что предлагаемый способ прокатки трамвайных желобчатых рельсов позволяет за счет предварительного формирования подошвы рельсов в трапециевидных калибрах достичь полного заполнения тонких фланцев подошвы в рельсовых прямых закрытых калибрах, с окончательным формированием требуемой формы и размеров подошвы трамвайных желобчатых рельсов в соответствии с требованиями ГОСТа.
Технический результат достигается тем, что в способе прокатки трамвайных желобчатых рельсов, получение промежуточного рельсового раската в обжимной и черновой дуо-реверсивных клетях осуществляется в следующей последовательности: ящичные обжимные - трапециевидный осевой - трапециевидный ребровой - рельсовый разрезной прямой закрытый и рельсовые прямые закрытые калибры при этом в рельсовом разрезном прямом закрытом и следующим за ним рельсовом прямом закрытом калибрах с рассчитанными нейтральными линиями осуществляют смещение элемента головки на величину, обеспечивающую деление высоты элемента головки калибра пополам нейтральной линией, рассчитанной без смещения элемента головки, с наклоном шейки и дальнейшую прокатку в чистовой непрерывно-реверсивной группе клетей с использованием четырехвалковых и вспомогательных двухвалковых калибров.
Сопоставительный анализ заявляемого технического решения с прототипом показывает, что предлагаемый способ прокатки трамвайных желобчатых рельсов позволяет с большей точностью осуществить формирование элементов профиля в рельсовом разрезном прямом закрытом калибре из-за предварительного формирования фланцев в трапециевидном ребровом калибре, что улучшает качество трамвайных желобчатых рельсов за счет повышения точности формы и размеров готового профиля в процессе прокатки, а предложенная конструкция рельсового разрезного прямого закрытого и следующего за ним рельсового прямого закрытого калибров со смещением элементов головки на величину, обеспечивающей деление высоты головки пополам нейтральной линией, рассчитанной без смещения элемента головки увеличивает устойчивость прокатки раскатов в этих калибрах.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналогов, позволило установить совокупность существенных по отношению к установленному заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения, поэтому они обеспечивают техническому решению соответствие критерию «изобретательский уровень».
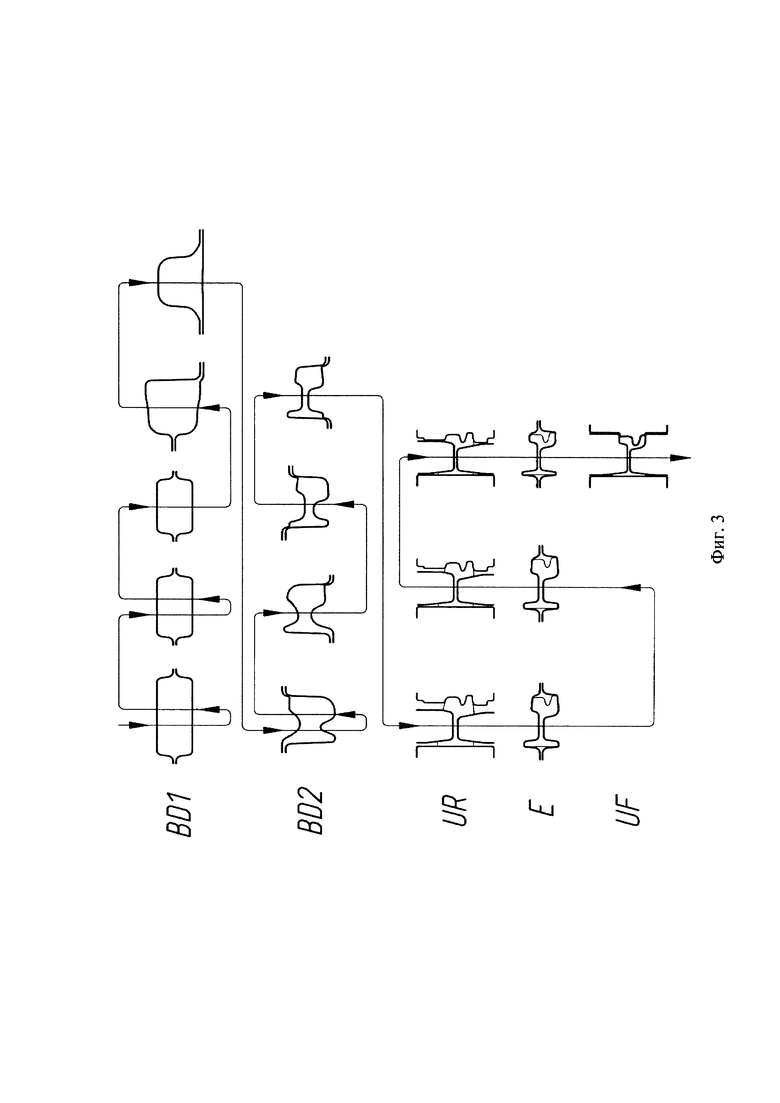
Суть изобретения поясняется схемой на фиг. 3. В обжимной дуо-реверсивной клети BD1 формируют трапециевидный раскат с использованием ящичных обжимных, трапециевидных осевого и ребрового калибров. Полученный раскат задают в черновую дуо-реверсивную клеть BD2 в рельсовый разрезной прямой закрытый калибр и далее прокатку осуществляют в трех рельсовых прямых закрытых калибрах. При этом в рельсовом разрезном прямом закрытом и следующим за ним рельсовом прямом закрытом калибрах с рассчитанными нейтральными линиями осуществляют смещение элемента головки на величину, обеспечивающую деление высоты элемента головки калибра пополам рассчитанными нейтральными линиями, с наклоном шейки.
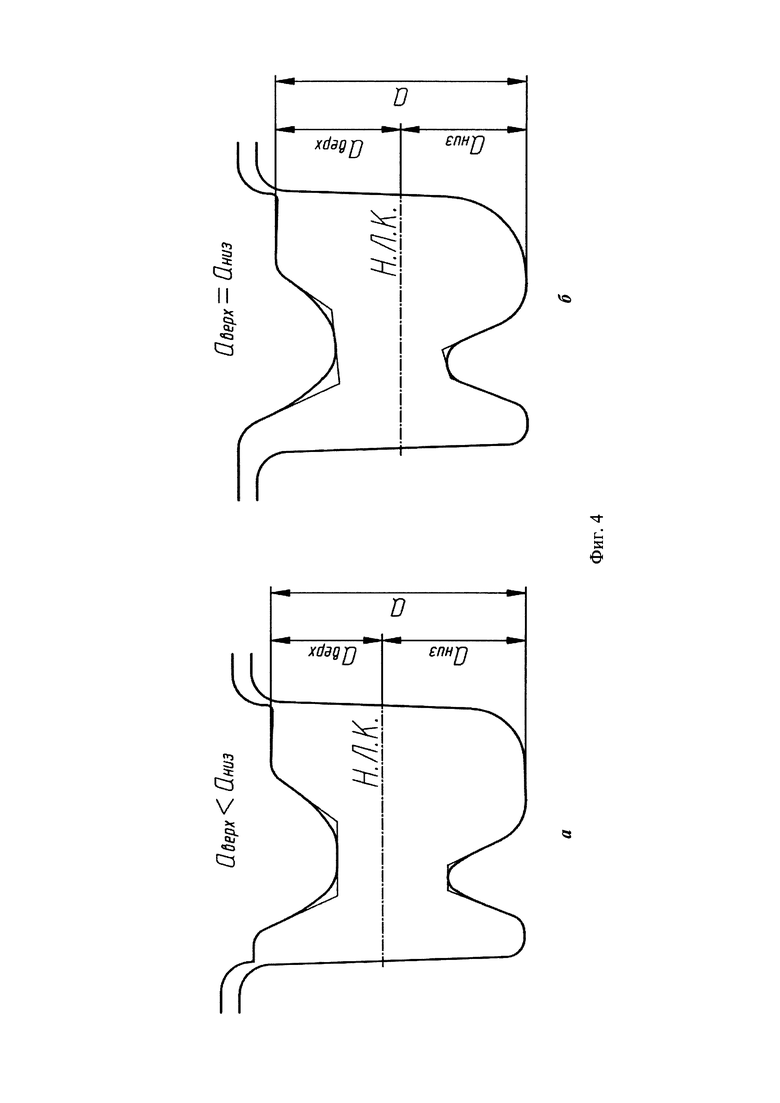
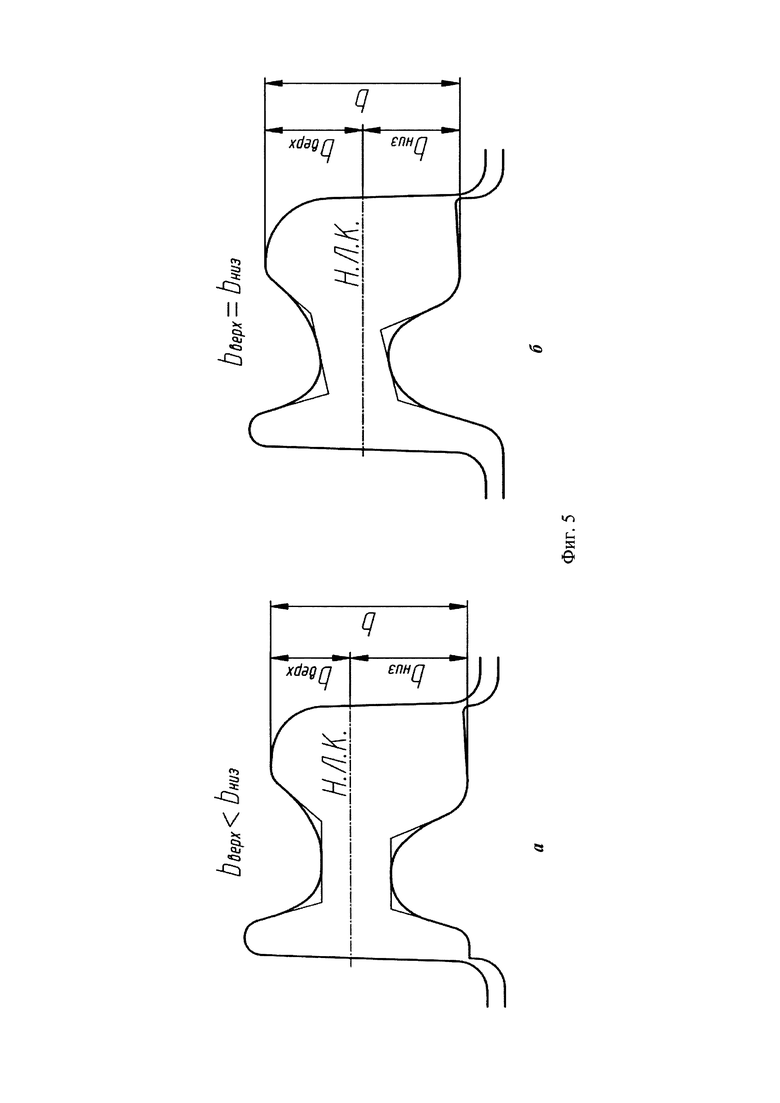
Положение нейтральной линии калибров (НЛК) определяется из принципа равенства средних окружных скоростей по ручьям верхнего и нижнего валков, образующих калибр.
Под нейтральной линией понимают линию, делящую калибр на две части так, что совмещение этой линии с линией прокатки в случае равенства начальных диаметров обеспечивает прямолинейный выход полосы из валков (Чекмарев А.П., Мутьев М.С., Машковцев Р.А. Калибровка Прокатных валков. Учебное пособие для вузов. Изд-во «Металлургия». 1971. 512 С.).
Знание направления действующих при прокатке сил, вызванных различием катающих диаметров по периметру калибра позволяет принимать меры, обеспечивающие нормальное поведение раската при прокатке. В зависимости от конфигурации калибра оказывается целесообразным придать определенную направленность скручиванию раската или исключить ее полностью. Таким образом геометрическая форма калибра, его положение в валках при расточке оказывают основное влияние на поведение раската при прокатке.
В фасонных рельсовых калибрах фланцы могут быть открытые или закрытые т.е. обрабатываться одним или двумя валками, что сказывается на изменении сил трения, действующих со стороны верхнего и нижнего валков. Но в некоторых случаях нейтральная линия не отражает такого изменения сил трения в калибре.
Наименьшая устойчивость в схеме прокатки промежуточного рельсового раската для трамвайных желобчатых рельсов по прототипу наблюдается в рельсовом разрезном несимметричном открытом и следующим за ним рельсовом прямом закрытом калибрах, в которых осуществляется первоначальное формирование асимметричной формы головки профиля. Под характеристикой устойчивости, при этом, подразумевается, в основном, поведение раската в зонах деформации данных калибров, где при определенных соотношениях геометрических размеров калибров и задаваемого в них раската возможно сваливание, скручивание, изгиб, переполнение или другое искажение раската на выходе из калибра.
Из практики работы известно, что раскат обычно стремится изогнуться в сторону закрытого ручья калибра, а стремление полосы к скручиванию возникает в направлении закрытых фланцев профиля, где происходит наибольшее заклинивание металла.
По этой причине конструкцию рельсового разрезного прямого закрытого калибра, в котором закрытые ручьи врезаются в нижний валок, а высота закрытого ручья головки намного превышает высоту открытого ручья, выполняют со смещением элемента головки на величину, обеспечивающую деление высоты элемента головки калибра пополам нейтральной линией, рассчитанной без смещения элемента головки, с наклоном шейки.
Выравнивание диаметров по головке профиля в рельсовом разрезном прямом закрытом калибре приводит к выравниванию их окружных скоростей и устранению возникающей силы при превышении скорости верхнего ручья, стремящейся изогнуть головку вниз. Так как объем головки в рельсовом разрезном прямом закрытом калибре составляет 2/3 объема калибра изгиб всего раската в сторону закрытого ручья калибра резко уменьшается.
Предложенная конструкция рельсового разрезного прямого закрытого калибра позволяет осуществлять устойчивую разрезку в нем трапециевидного раската без переполнения калибра с формированием его элементов в соответствии с расчетными величинами по калибровке валков и прямолинейным выходом раската из калибра.
Необходимо отметить, что в некоторых случаях скручивание раската на выходе из калибра происходит в направлении противоположном предполагаемому, что дестабилизирует процесс прокатки.
Данный случай характерен для прокатки рельсового раската в следующем за рельсовым разрезным прямом закрытом калибре - рельсовом прямом закрытом калибре. Закрытый ручей этого калибра врезан в верхний валок, но по причине малой высоты головки в этом ручье диаметр верхнего валка по головке значительно больше диаметра валка по головке со стороны открытого ручья. По этой причине возникает значительная разность окружных скоростей по ручьям головки и раскат скручивается в направлении открытого фланца головки профиля. С целью выравнивания окружных скоростей ручьев, формирующих головку профиля, этот калибр конструируют со смещением головки вверх в сторону закрытого ручья для выравнивания диаметров валков по головке со стороны верхнего и нижнего ручьев. Смещение элемента головки осуществляют также как и в рельсовом прямом закрытом калибре на величину, обеспечивающую деление высоты элемента головки калибра пополам нейтральной линией, рассчитанной без смещения элемента головки, с наклоном шейки.
В предложенном способе подкат из обжимной дуо-реверсивной клети BD1, в отличие от прототипа, имеет трапециевидную форму, подготовленную для последующей прокатки в черновой дуо-реверсивной клети BD2, что позволяет получить полное заполнение тонких фланцев подошвы в рельсовых прямых закрытых калибрах. Дальнейшая прокатка в универсальных четырехвалковых калибрах клетей UR и UF окончательно формирует требуемую форму и размер подошвы трамвайных желобчатых рельсов в соответствии с требованиями ГОСТа.
Предлагаемый способ прокатки трамвайных желобчатых рельсов с формированием промежуточного рельсового раската в черновых дуо-реверсивных клетях по схеме включающей прокатку в ящичных обжимных -трапециевидных осевом и ребровом - рельсовом разрезном прямом закрытом и рельсовых прямых закрытых калибрах, где в рельсовом разрезном прямом закрытом и следующим за ним рельсовом прямом закрытом калибрах осуществляют смещение элемента головки на величину, обеспечивающую деление высоты элемента головки калибра пополам нейтральной линией, рассчитанной без смещения элемента головки, с наклоном шейки обеспечивает качественное оформление геометрических параметров промежуточного рельсового раската в соответствии с калибровкой валков, стабилизирует процесс прокатки, увеличивает производительность стана за счет сокращения времени на настройку профиля, улучшает качество трамвайных желобчатых рельсов за счет повышения точности формы и размеров готового профиля.
Пример реализации способа. Предложенный способ прокатки трамвайных желобчатых рельсов реализован на универсальном рельсобалочном стане АО «ЕВРАЗ Объединенный Западно-Сибирский металлургический комбинат» при производстве трамвайных желобчатых рельсов типа РТ62. Непрерывнолитую заготовку сечением 300×365 мм нагревали в печи с шагающими балками и прокатывали в обжимной дуо-реверсивной клети BD1 за 7 пропусков в трапециевидный профиль (фиг. 3). В схеме прокатки заготовки в клети BD1 задействованы три ящичных обжимных калибра, раскат из последнего ящичного обжимного калибра имеет размеры: высота - 240 мм, ширина - 250 мм. Габаритные размеры трапециевидного осевого калибра: высота - 245 мм, ширина - 250 мм; трапециевидного ребрового: высота - 200 мм, ширина - 290 мм. Полученный раскат трапециевидной формы передается в черновую дуо-реверсивную клеть BD2, где после кантовки прокатывается за 5 пропусков в одном рельсовом разрезном прямом закрытом и трех рельсовых прямых закрытых калибрах в промежуточный рельсовый раскат с размерами 160×28×125×235 мм, где 160 мм - ширина подошвы, 28 мм - толщина шейки, 125 мм - ширина головки, 235 мм - ширина подошвы.
В рельсовом разрезном прямом закрытом калибре прокатка осуществляется за два пропуска, что позволяет уменьшить давление металла на валки при разрезке раската, улучшить захват металла валками и повысить устойчивость раската в калибре.
В рельсовом разрезном прямом закрытом (фиг.4 «а») и следующим за ним рельсовом прямом закрытом (фиг.5 «а») калибрах с рассчитанными нейтральными линиями осуществляют смещение элемента головки на величину, обеспечивающую деление высоты элемента головки калибра пополам рассчитанными нейтральными линиями (фиг.4 «б», 5 «б»), что обеспечивает равенство катающих диаметров валков по головке профиля, улучшает устойчивость раската при прокатке и стабилизирует процесс прокатки.
Заявленный способ прокатка трамвайных желобчатых рельсов позволил получить следующий технический результат:
- улучшить качество трамвайных желобчатых рельсов за счет повышения точности формы и размеров готового профиля в процессе прокатки;
- стабилизировать процесс прокатки и увеличить производительность стана;
- сократить количество фасонных калибров для формирования черновой рельсовой заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2017 |
|
RU2668626C1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке трамвайных желобчатых рельсов на рельсобалочных станах, оснащенных непрерывно-реверсивной группой, в состав которой входят универсальные четырехвалковые клети. Способ включает прокатку в ящичных обжимных - трапециевидных осевом и ребровом - рельсовом разрезном прямом закрытом и рельсовых прямых закрытых калибрах, где в рельсовом разрезном прямом закрытом и следующим за ним рельсовом прямом закрытом калибрах осуществляют смещение элемента головки с наклоном шейки на величину, обеспечивающую деление высоты элемента головки калибра пополам нейтральной линией, рассчитанной без смещения элемента головки. Технический результат – улучшение качества трамвайных желобчатых рельсов, стабилизация процесса прокатки, увеличение производительности стана и сокращение количества фасонных калибров для формирования черновой рельсовой заготовки. 1 пр., 5 ил.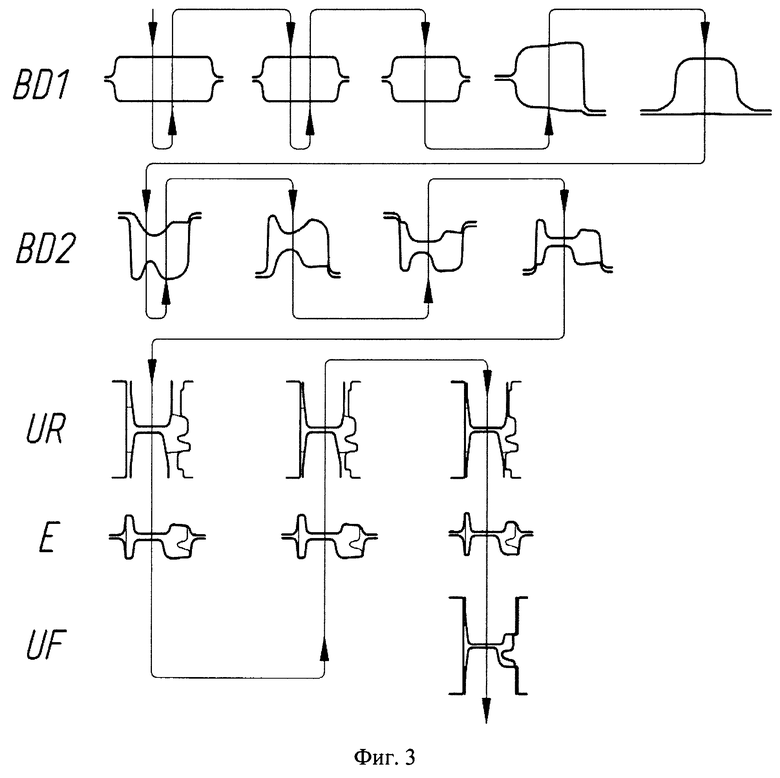
Способ прокатки трамвайных желобчатых рельсов, включающий получение промежуточного рельсового раската в черновых дуо-реверсивных клетях в следующей последовательности: ящичные обжимные - рельсовый разрезной несимметричный открытый - рельсовые прямые закрытые калибры и дальнейшую его прокатку в чистовой непрерывно-реверсивной группе клетей, с использованием четырехвалковых и вспомогательных двухвалковых калибров, с рассчитанными нейтральными линиями всех калибров, отличающийся тем, что формирование промежуточного рельсового раската в черновых дуо-реверсивных клетях осуществляют по схеме, включающей прокатку в ящичных обжимных - трапециевидных осевом и ребровом - рельсовом разрезном прямом закрытом и рельсовых прямых закрытых калибрах, при этом в рельсовом разрезном прямом закрытом и следующим за ним рельсовом прямом закрытом калибрах осуществляют смещение элемента головки на величину, обеспечивающую деление высоты элемента головки калибра пополам рассчитанными нейтральными линиями, с наклоном шейки.
| СМЕТАНИН С.В | |||
| и др | |||
| Прокатка трамвайных рельсов, Новосибирск, Издательство СОРАН, 2018 | |||
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ И ЧИСТОВОЙ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2015 |
|
RU2604076C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2017 |
|
RU2668626C1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2010 |
|
RU2429090C1 |
| Изложница | 1972 |
|
SU471152A1 |
| CN 108723085 A, 02.11.2018. | |||

