Изобретение относится к области сортовой прокатки и может быть реализовано при производстве железнодорожных рельсов на непрерывно-реверсивных рельсобалочных станах.
Известен способ прокатки рельсов с применением универсальных рабочих клетей [1, 2]. Указанный способ иллюстрируется схемами на Фиг.1 и Фиг.2.
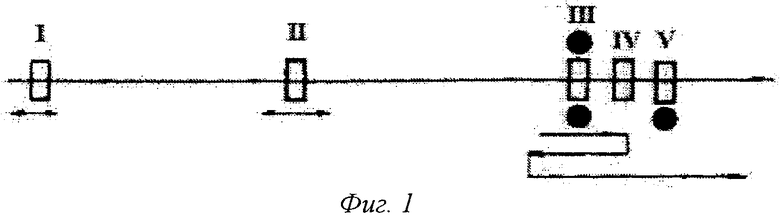
На Фиг.1 представлена схема расположения рабочих клетей типового рельсобалочного стана, который состоит из обжимной реверсивной клети дуо I, черновой клети дуо II и чистовой непрерывно-реверсивной группы тандем, включающей универсальную реверсивную клеть III, вспомогательную клеть дуо IV и универсальную трехвалковую нереверсивную клеть V.
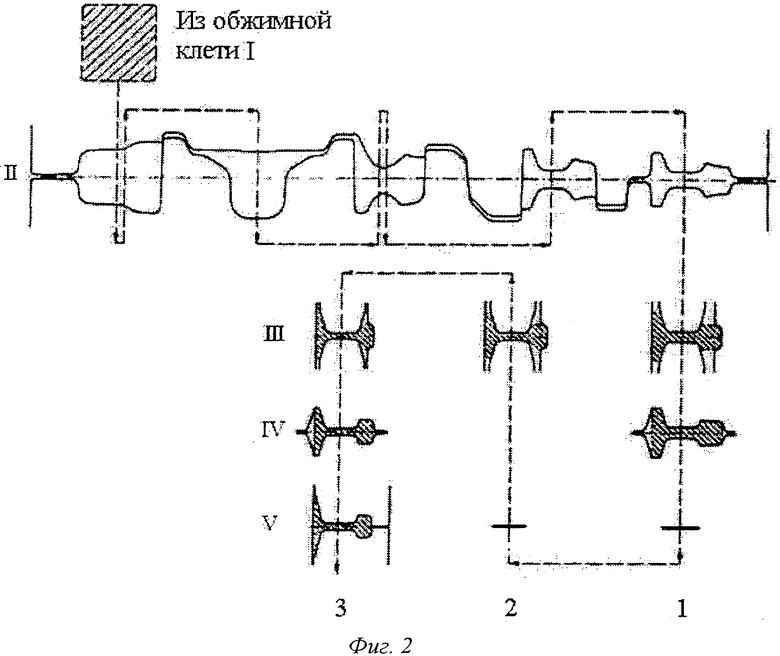
На Фиг.2 показана схема прокатки в указанных клетях (стрелками указана последовательность прохождения калибров, арабскими цифрами обозначены номера проходов в чистовой группе тандем).
Способ прокатки реализуется следующим образом (Фиг.2). В черновой клети II получают черновой рельсовый профиль, который передают по ходу прокатки в чистовую группу тандем и прокатывают в ней в три прохода, причем первый проход осуществляют в универсальном четырехвалковом калибре клети III и вспомогательном двухвалковом калибре клети IV (универсальная клеть V не используется, валки ее разведены), во втором реверсивном проходе используют один универсальный калибр клети III (вспомогательная клеть IV сдвинута с линии прокатки), третий проход осуществляется с использованием всех трех клетей в универсальном четырехвалковом, вспомогательном двухвалковом и универсальном трехвалковом калибрах. Таким образом, при трех проходах в чистовой группе тандем производится 2 реверса клети, причем в двух проходах клети IV и V не используются (т.е. имеет место 3 пропуска клетей).
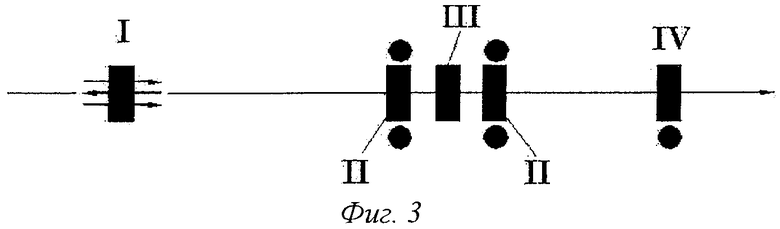
Наиболее близким аналогом, принятым за прототип, является способ прокатки PSP (Profile sizing process) [3, 4], представленный на схемах Фиг.3 и Фиг.4. Способ реализуется на стане (Фиг.3), включающем черновую рабочую реверсивную клеть I, непрерывно-реверсивную группу тандем в составе двух универсальных четырехвалковых клетей II и расположенной между ними вспомогательной нереверсивной клети дуо III, а также отдельно стоящую универсальную трехвалковую чистовую клеть IV.
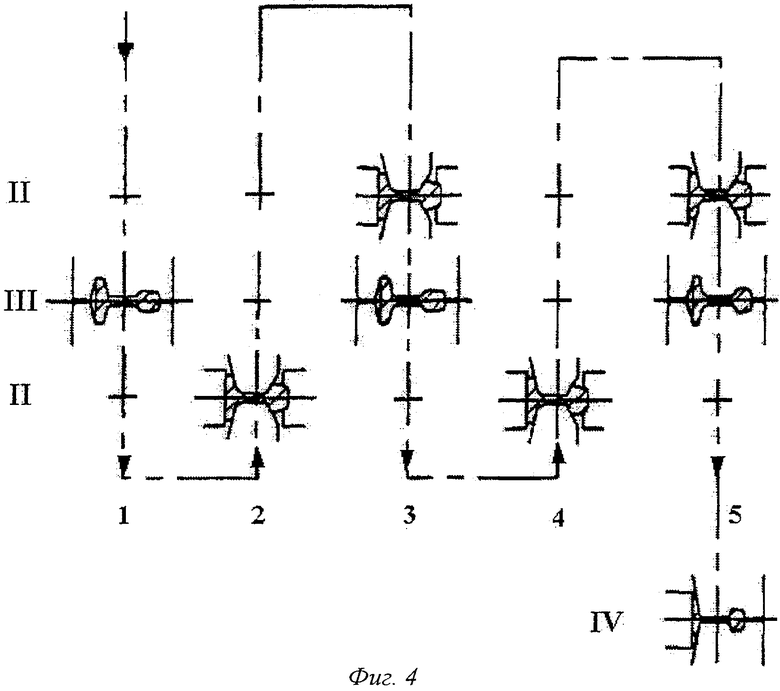
На Фиг.4 показана схема прокатки рельсов в указанных клетях (арабскими цифрами обозначены номера проходов). Черновой раскат из реверсивной клети I прокатывают в непрерывно-реверсивной группе клетей тандем за 5 проходов. При этом в первом проходе используют только вспомогательную клеть III (обе универсальные клети II пропускают, валки их разведены), во втором и четвертом проходах используют только заднюю клеть II (вспомогательную и переднюю универсальную клети пропускают), а в третьем и пятом проходах прокатку ведут в передней универсальной клети II и вспомогательной клети III (пропускают заднюю универсальную клеть).
Во всех способах-аналогах черновой раскат задают в непрерывно-реверсивную группу клетей тандем с передней стороны (по ходу прокатки).
Недостатками способа-прототипа являются:
- уменьшение производительности стана вследствие применения в чистовой группе тандем пяти проходов с четырьмя реверсами раската;
- неэффективное использование установленных рабочих клетей в группе тандем, так как число пропускаемых клетей (холостых проходов) составляет 8 при семи рабочих проходах;
- интенсивное снижение температуры раската в чистовой группе тандем.
Еще одним весьма важным недостатком аналогов и прототипа является последовательное использование в последнем проходе двух калибров с горизонтальным разъемом со стороны головки: вспомогательного двухвалкового калибра клети III (Фиг.4) и чистового универсального трехвалкового калибра клети IV. При этом поверхность катания головки (боковая поверхность головки) не контролируется и формируется за счет течения металла в ширину (в сторону зазора), вследствие чего появляется возможность вытекания металла в зазор, а также колебание ширины головки по длине рельса под действием неизбежного изменения технологических факторов (например, температуры раската) в процессе прокатки. Это затрудняет получение правильной формы и высокой точности размеров головки рельса, которая в соответствии с ГОСТ Р 51685-2000 должна быть выполненной по радиусу и иметь стабильные размеры по длине рельса. Это особенно важно при производстве рельсов для высокоскоростных магистралей.
Кроме того, последовательное расположение черновой реверсивной клети, непрерывно-реверсивной группы тандем и отдельно стоящей чистовой клети требуют увеличенной длины стана, особенно при прокатке длинномерных рельсов.
Целью изобретения является увеличение производительности стана, повышение температуры конца прокатки, более эффективное использование рабочих клетей в чистовой группе тандем и улучшение качества рельсов за счет повышения точности размеров головки.
Для реализации указанной цели в известном способе прокатки рельсов, включающем получение чернового рельсового раската в обжимной и черновой реверсивных клетях и прокатку этого раската в чистовой непрерывно-реверсивной группе клетей тандем, полученный черновой раскат задают в чистовую группу тандем с задней стороны (против хода прокатки) и прокатывают в ней за два прохода с использованием следующей системы калибров:
- в первом проходе: универсальный четырехвалковый калибр - вспомогательный двухвалковый калибр - универсальный четырехвалковый калибр;
- во втором проходе: универсальный четырехвалковый калибр - вспомогательный двухвалковый калибр - универсальный четырехвалковый калибр - универсальный трехвалковый калибр.
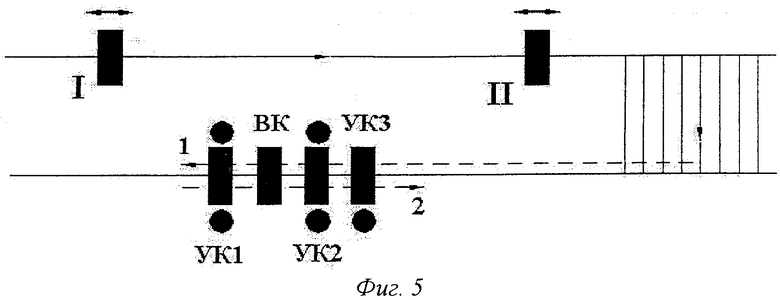
Суть изобретения поясняется схемами на Фиг.5 и Фиг.6. На Фиг.5 показана схема расположения клетей рельсопрокатного стана. Для реализации предлагаемого способа применяют U-образное расположение клетей. На первой линии располагают обжимную реверсивную клеть I и черновую реверсивную клеть II, а на второй (возвратной) линии устанавливают непрерывно-реверсивную группу тандем в составе двух универсальных четырехвалковых клетей УК1 и УК2, вспомогательной клети дуо ВК и чистовой универсальной трехвалковой клети УК3. Причем чистовая универсальная клеть может быть установлена как в составе непрерывной группы, так и отдельно.
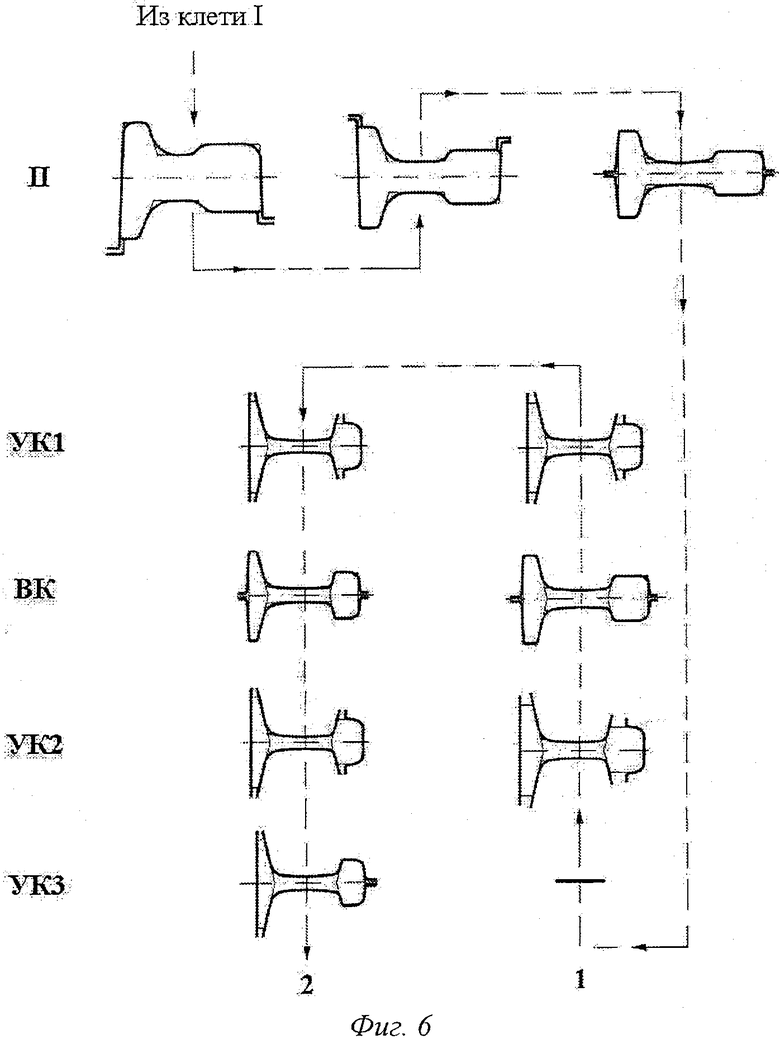
На Фиг.6 представлена схема прокатки по заявляемому способу. В черновой клети II получают черновой рельсовый профиль. Полученный раскат шлепперами передают на вторую линию и задают с задней стороны в непрерывно-реверсивную группу тандем, причем в первом проходе чистовую клеть УК3 не используют (валки ее разведены), прокатку осуществляют в универсальном четырехвалковом калибре клети УК2, двухвалковом вспомогательном калибре клети ВК и универсальном четырехвалковом калибре клети УК1. После реверса раската во втором проходе полосу прокатывают в универсальном четырехвалковом калибре клети УК1, двухвалковом вспомогательном калибре клети ВК, универсальном четырехвалковом калибре клети УК2 и в чистовом универсальном трехвалковом калибре клети УК3. При этом в предчистовом универсальном калибре клети УК2 боковая поверхность головки обкатывается вертикальным валком, бочка которого соответствуют профилю головки рельса, что обеспечивает получение правильной формы и стабильных размеров поверхности катания головки готового рельса.
Заявляемый способ прокатки рельсов позволит получить следующий технический результат:
- увеличение производительности стана за счет уменьшения числа проходов в группе тандем до двух;
- повышение температуры конца прокатки вследствие уменьшения затрат времени на прокатку и реверсирование раската;
- уменьшение числа пропускаемых клетей (холостых проходов) при прокатке в группе тандем до одного и, следовательно, более эффективное использование рабочих клетей в группе тандем;
- улучшение качества рельсов за счет повышения точности формы и размеров головки при обработке поверхности катания вертикальным валком в предчистовом универсальном четырехвалковом калибре;
- компактное расположение рабочих клетей, позволяющее уменьшить длину прокатного стана.
Источники информации
1. Свейковски У., Нерзак Т. Производство рельсов высокого качества с использованием компактных универсальных клетей и технологий Rail Cool. Металлургическое производство и технология (МРТ). Русское издание. 2006, №2. С.50-56.
2. Свейковски У., Нерзак Т. Производство рельсов с использованием кассетных клетей и современных технологий охлаждения // Черные металлы. 2008, №1. С.32-36.
3. Profile sizing process for high-quality medium /heavy sections rails / Nigris G, Schroder I // MFT International. 2002, №3. С.48-54.
4. Зиновьев А.В. Процесс PSP для производства средне- и крупносортных профилей и рельсов // Новости черной металлургии за рубежом. 2003, №2. С.69-72.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2014 |
|
RU2574632C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2017 |
|
RU2668626C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2022 |
|
RU2787897C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
Изобретение предназначено для увеличения производительности непрерывно-реверсивных прокатных станов, улучшения качества железнодорожных рельсов. Способ включает получение в обжимной и черновой реверсивных клетях чернового рельсового раската и дальнейшую его прокатку. Уменьшение числа пропускаемых клетей (холостых проходов), компактность расположения оборудования стана, повышение температуры конца прокатки обеспечивается за счет того, что в чистовую непрерывно-реверсивную группу клетей тандем раскат задают с задней стороны, против хода прокатки и прокатывают за два прохода с применением в первом проходе системы калибров: универсальный четырехвалковый калибр - вспомогательный двухвалковый калибр - универсальный четырехвалковый калибр; во втором проходе системы калибров: универсальный четырехвалковый калибр - вспомогательный двухвалковый калибр универсальный четырехвалковый калибр - универсальный трехвалковый калибр. 6 ил.
Способ прокатки рельсов, включающий получение чернового рельсового раската в обжимной и черновой реверсивных клетях и прокатку этого раската в чистовой непрерывно-реверсивной группе клетей тандем с использованием универсальных четырехвалковых, трехвалковых и вспомогательных двухвалковых калибров, отличающийся тем, что черновой раскат задают в чистовую группу тандем против хода прокатки на стане и прокатывают в ней за два прохода, при этом в первом проходе используют систему калибров: универсальный четырехвалковый - вспомогательный двухвалковый - универсальный четырехвалковый калибры, а во втором проходе используют систему калибров: универсальный четырехвалковый - вспомогательный двухвалковый - универсальный четырехвалковый - универсальный трехвалковый калибры.
| ЗИНОВЬЕВ А.В | |||
| Процесс PSP для производства средне- и крупносортных профилей и рельсов | |||
| Новости черной металлургии за рубежом, 2003, №2, с.69-72 | |||
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| US 4503699 A, 12.03.1985. | |||

