Изобретение относится к мелкосерийному производству деталей методом вакуумного литья в силиконовые формы.
Из уровня техники известна вакуумная установка для процесса вакуумной инфузии (RU 2711184 С1, опубл. 15.01.2020), которая включает в себя вакуумную ловушку, состоящую из корпуса с размещенным на нем устройством для девакуумизации и крышки с размещенными на ней присоединениями для трубок и вакуумметром; вакуумный дегазатор, состоящий из корпуса с размещенным на нем устройством для девакуумизации и крышки с размещенными на ней присоединениями для трубок, вакуумметром и смотровым окном; генератор вакуума, соединенный с ними посредствам газовых каналов и состоящий из присоединения для подачи рабочего тела, запорно-регулирующего устройства, глушителя и вакуумного эжектора на основе эффекта Вентури, включающего в себя последовательно расположенные полые участки, в том числе: входной участок, конфузор, вакуумную камеру и диффузор.
Вакуумная установка, для процесса вакуумной инфузии работает следующим образом: емкость с предварительно смешанной смолой помещают в вакуумный дегазатор, с помощью генератора вакуума с подключенным через присоединение для подачи рабочего тела, источником рабочего тела, например компрессором, подающим сжатый воздух, создают в дегазаторе необходимое давление, регулируя производительность генератора вакуума с помощью запорно-регулирующего устройства, давление контролируют с помощью вакуумметра, а непосредственно процесс дегазации контролируют через смотровое окно. В случае если вакуумная установка оснащена запорным вентилем, вакуумная ловушка может быть отключена от генератора вакуума во время процесса дегазации. В случае если вакуумная установка оснащена обратным клапаном, генератор вакуума может быть выключен после достижения необходимого давления в дегазаторе. После завершения процесса дегазации выключат генератор вакуума, и с помощью устройства для девакуумизации выравнивают давление в вакуумном дегазаторе с атмосферным, после, с помощью трубок для подачи смолы, через присоединения для трубок подключают вакуумный дегазатор и емкость со смолой к оснастке с размещенной в ней заготовкой. Так же к оснастке подключают вакуумную ловушку через присоединения для трубок. При необходимости устройство для девакуумизации может быть соединено с источником инертного газа или включать в себя различные фильтры, для защиты смолы от контакта с атмосферным воздухом, водой и загрязнениями.
Недостатком данной установки является отсутствие возможности одновременной заливки нескольких силиконовых форм за один цикл изготовления из-за отсутствия системы регулирования потоков, а также отсутствия весов, которые позволяют отслеживать процент наполнения каждой силиконовой формы.
Из уровня техники известна вакуумная литьевая машина семейства FVC компании «Фолипласт», которая предназначена для малосерийного производства изделий из двухкомпонентных полиуретанов по технологии вакуумного литья в формы. Данная литьевая машина обеспечивает как предварительную подготовку, так и хранение компонентов в соответствии с необходимыми техническими требованиями, точное дозирование количества полимерных компонентов в чашу для смешивания, а также выполнение цикла заливки по заданной программе. Производительность данной системы в 2 раза превосходит классические установки для вакуумного литья. Однако основным недостатком данной литьевой машины по сравнению с нашей литьевой машиной заключается в том, что в ней отсутствует возможность одновременной заливки нескольких форм с регулировкой наполнения полиуретаном каждой формы.
Из уровня техники известен способ многократного предоставления многокомпонентного материала для использования в цикле процесса вакуумного литья (DE 102008044871 В4, опубл. 30.03.2017), принятый нами за прототип и включающий смешивание по меньшей мере двух компонентов в смесительной камере, при этом компоненты подают в смесительную камеру, содержащую вакуумную среду. При этом способ-прототип дополнительно включает в себя этапы, на которых подают дегазированные компоненты в смесительную камеру из контейнеров для хранения извне вакуумной камеры, в которой компоненты хранятся дегазированными в течение нескольких циклов, подают краситель в смесительную камеру, по меньшей мере, из контейнера для хранения красителя внутри вакуумной камеры и, происходит смешивание с компонентами в смесительной камере и заливка многокомпонентного материала в форму в вакууме, с потоком материала компонентов и, по меньшей мере, одного красителя в камеру смешивания. Приводное средство может быть заблокировано или разблокировано, и независимо от того, содержат ли средства регулирования для компонентов, по меньшей мере, один поворотный клапан с, по меньшей мере, одним каналом и средство регулирования для, по меньшей мере, одного красителя имеют узел игла-клапан-сопло, так что возможно быстрое и точное дозирование соответствующего потока материала.
Недостатки способа-прототипа заключаются в том, что предусмотрена работа только с одним вариантом полиуретана, причем промывка системы и загрузка нового материала являются сложными и долгими по времени процедурами. Еще одним недостатком способа-прототипа является то, что технология способа подразумевает слив части материала при начале работы, около 200-400 грамм, а это влечет за собой серьезное увеличение себестоимости литья деталей.
Предложенный нами способ обладает следующими достоинствами по сравнению со способом-прототипом, а именно в предложенном способе дополнительно реализованы возможность регулирования потока материала при заливке, а также осуществление контроля скорости заполнения каждой из силиконовых форм разного объема и размера за счет того, что на двигателях установлены эксцентрики, которые посредством поворота перекрывают полностью или частично нужный патрубок.
Исходя из того, что процесс вакуумизации является достаточно тривиальной задачей не только с точки зрения выполнения определенных действий, но и с точки зрения использования различных компонентов системы для создания вакуума в камере, то для специалиста в данной области техники будет очевидным тот факт, что в вакуумных литьевых установках используются средства и методы для создания вакуума в системе, хотя они детально могут быть не описаны в настоящей заявке, но процесс вакуумизации, т.е. создания вакуума в камере, тривиален и известен в данной области техники, которую затрагивает наше изобретение.
Технический результат заявленных способа и системы заключается в обеспечении одновременного изготовления за один цикл производства отливок деталей разной сложности и размера.
Предложенное изобретение направленно на реализацию способа заливки нескольких форм разного объема, который характеризуется тем, что на этапе технологической отработки каждой силиконовой формы запускают режим программирования контроллера и проводят процедуру заливки силиконовой формы в вакууме, по завершении которой сбрасывают вакуум из камеры, автоматически останавливается режим программирования и данные о скорости заливки силиконовой формы сохраняются в память контроллера, затем на этапе изготовления нескольких отливок подключают к контроллеру весы, количество которых равно количеству заполняемых силиконовых форм, размещают каждую силиконовую форму на весах, подсоединяют каждую силиконовую форму с помощью патрубков к системе регулирования потоков, после этого в чаше смешивается материал, опрокидывают чашу и смесь сливается в приемную воронку системы регулирования потоков, далее с помощью системы регулирования потока общий поток материала разделяется на необходимое количество направлений для последующей заливки материала в каждую силиконовую форму. При этом с помощью весов определяют и вводят в контроллер заполнения силиконовых форм вес каждой силиконовой формы для определения контроллером процента заполнения каждой силиконовой формы, поток материала через патрубки контролируют эксцентриками, установленными на двигателях, а в процессе заливки с помощью весов контролируют массу силиконовых форм по мере их заполнения и передают эту информацию в контроллер, далее определяют посредством контроллера процент заполнения каждой силиконовой формы материалом, причем путем регулировки потока материала поддерживают равный процент заполнения каждой силиконовой формы во время процесса их заливки материалом.
Способ реализуется системой заливки нескольких форм разного объема, состоящей из чаши для смешивания материала, приемной воронки, которая соединена с системой регулирования потока, в которой каждый двигатель снабжен эксцентриком, поворотом которого перекрывается патрубок, по которому материал проходит от приемной воронки через систему регулирования потока в силиконовые формы. В систему дополнительно введены весы, устанавливаемые в количестве, равном количеству заполняемых силиконовых форм, а также контроллер заполнения силиконовых форм.
В связи с тем, что система заливки может иметь разные размеры, то количество двигателей, эксцентриков, патрубков и весов может меняться пропорционально необходимому количеству заливаемых силиконовых форм.
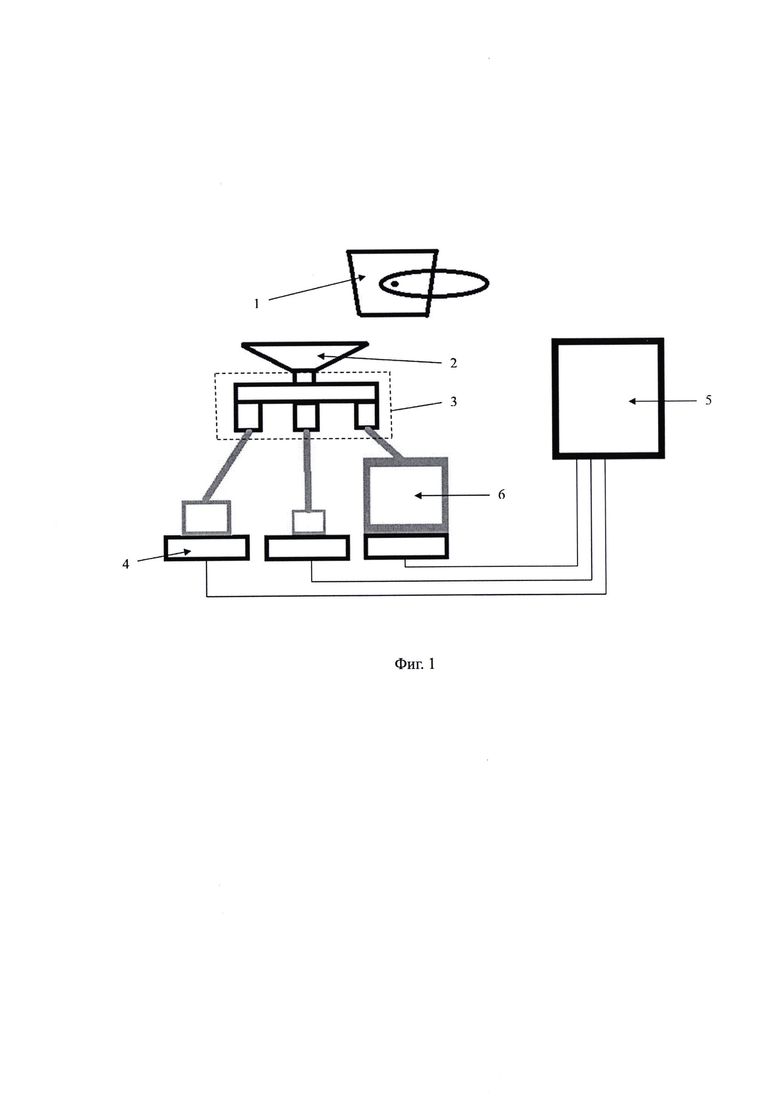
На фиг. 1 предложена схема варианта системы заливки нескольких форм разного объема, где:
1 - Чаша для смешивания;
2 - Приемная воронка;
3 - Система регулирования потока;
4 - Весы для контроля наполнения силиконовой формы;
5 - Контроллер управления процессом заливки;
6 - Силиконовые формы.
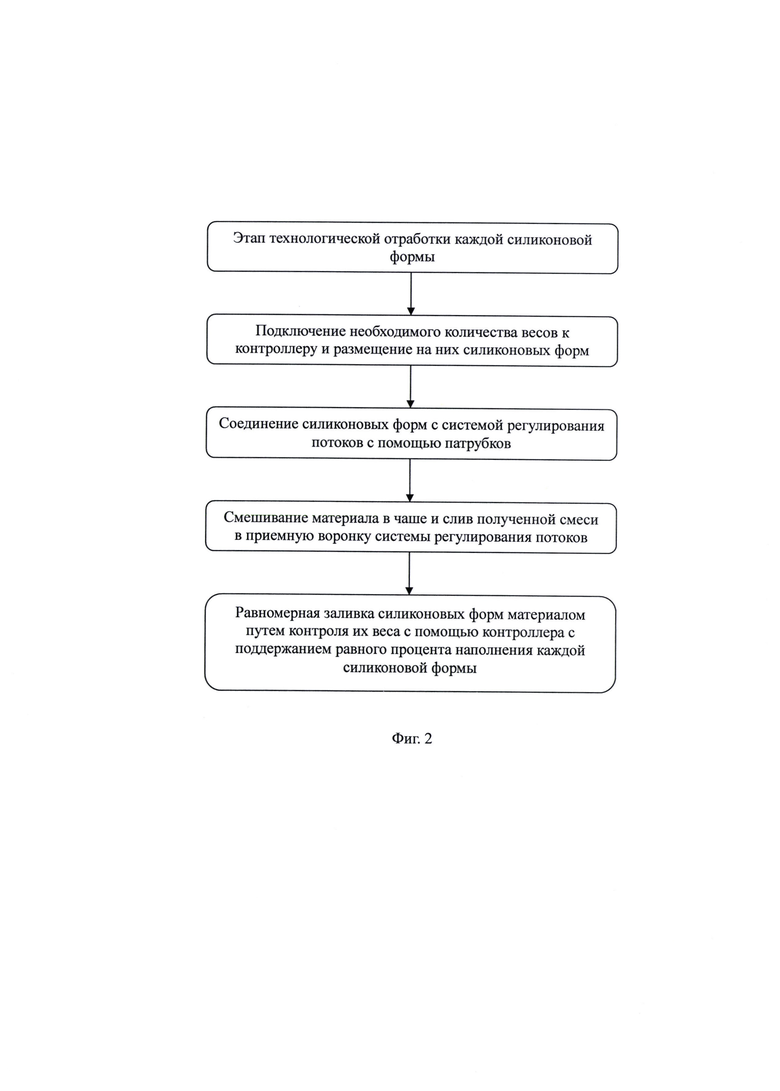
На фиг. 2 предложена блок-схема заявленного способа заливки нескольких форм разного объема.
На этапе технологической отработки каждой силиконовой формы (6) проводится программирование ее заполнения материалом. Во время технологической заливки форма устанавливается на весы (4), с помощью которых происходит контроль увеличения массы формы во время процесса литья. Включается режим программирования и проводится стандартная процедура заливки формы в вакууме. По окончанию процесса заливки, происходит сброс вакуума из камеры, режим программирования для формы автоматически останавливается, а данные о скорости заливки сохраняются в память контроллера (5).
На этапе изготовления серии отливок силиконовые формы (6), которые планируется заливать в одном цикле, устанавливаются на весы (4). От выходов системы регулирования потока материала (3) к каждой силиконовой форме подсоединяются патрубки, по которым будет проводиться заполнение материала в силиконовую оснастку. В меню программы управления процессом заливки для каждой силиконовой формы назначается номер весов, на которых установлена силиконовая форма (6) и номер/номера выходов из системы регулирования потока полиуретана.
В процессе заливки после смешивания компонентов и слива материала из чаши (1) в приемную воронку (2) включается функция контроля скорости заливки для каждой формы. По данным о скорости заливки, запрограммированным на этапе технологической отработки для каждой силиконовой формы (6), проводится выравнивание скорости заливки каждой из силиконовых форм (6). Это достигается путем полного или частичного открытия назначенного выхода/выходов системы регулирования потока (3), где на каждый из двигателей установлен свой эксцентрик, полностью или частично перекрывающий подключенный патрубок поворотом. Параллельно по получаемой информации от весов (4) во время процесса заливки дополнительно проводится корректировка перекрытия выхода системы регулирования потока (3). Таким образом, функция контроля скорости заливки позволяет равномерно заполнить все силиконовые формы (6).
Примеры реализации заявленных изобретений:
- процесс заливки 2х разнообъемных силиконовых форм в вакуумной машине при стандартном исполнении.
Рассмотрим пример заливки двух разнообъемных моделей в вакуумной машине при стандартном исполнении (без функции дозирования материала) за один цикл. Формы устанавливаются в камеру литьевой машины. Литники форм соединяются с общей приемной воронкой с помощью шлангов (патрубков) и необходимых переходников/разъединителей. В чашу для смешения заливают компоненты материала рассчитанной массы, достаточной для заполнения обоих силиконовых форм и учитывающей несливаемый остаток. Смесь из чаши для смешения после замешивания сливается в приемную воронку и распределяется равномерными потоками между силиконовыми формами. При таком заполнении силиконовая форма с меньшим объемом внутренней полости заполнится быстрее, и материал начнет из нее выходить через технологические выпоры в камеру вакуумной машины. При этом силиконовая форма большего размера все еще будет не заполнена. Продолжив такую заливку до момента заполнения большой формы, мы получим как минимум нерациональный перерасход материала, который вытечет из выпоров малой силиконовой формы. Дополнительно при такой заливке повышается риск получения дефектных отливок в малой силиконовой форме. В случае увеличения силиконовых форм до 3 и более, заливка становится невозможной или сложно прогнозируемой, так как объем вытекаемого через выпоры материала может превысить поток материала в большую силиконовую форму и за отведенное время заливки весь материал будет вытекать через данные выпоры, не заполнив большую силиконовую форму полностью.
- процесс заливки 2х разнообъемных силиконовых форм в вакуумной машине с использованием механизма системы регулирования потоков.
Начальные условия в данном примере аналогичны предыдущему случаю. Отличие заключается в соединении литников форм с механизмом регулирования потоков, который общий объем материала, выливаемого в приемную воронку, разделяет на потоки и регулирует их, уменьшая или увеличивая проходное сечение каналов. Тем самым силиконовые формы будут заполняться равномерно. В итоге не будет происходить перерасхода материала и риск получения отливок с дефектами в виде раковин и пустот снижается. Также система регулирования потоков не имеет ограничений по количеству одновременно заливаемых силиконовых форм, распределяя поток материала равномерно между всеми силиконовыми формами.
Таким образом, как видно из вышеуказанного примера реализации, достигается заявленный технический результат, заключающийся в обеспечении возможности одновременного изготовления за один цикл производства отливок деталей разной сложности и размера.
Благодаря предложенному способу и системе мы получим рациональный расход материала. Так же исключается риск получения дефектных отливок в малой силиконовой форме. А также становится возможным увеличить количество силиконовых форм от 3 и более, при этом сохраняется возможность контроля и прогнозирования процесса заливки.
Источники информации:
1. Пискарева А.О. «Литьевая машина для производства изделий из полимерных материалов», Белгороский государственный технологический университет В.Г. Шухова, 2018, стр. 1366-1369;
2. http://www.foliplast.ru/products/ (дата обращения 25.10.2021 г.);
3. патент RU 2711184 С1, патентообладатель ООО «Газовоздушные технологии», опубл. 15.01.2020;
4. патент DE 102008044871 В4, патентообладатель Hagmann Alexander, опубл. 30.03.2017, (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумная литьевая машина | 2023 |
|
RU2800275C1 |
| Вакуумная установка для процесса вакуумной инфузии | 2019 |
|
RU2711184C1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
| Способ изготовления отливок | 1985 |
|
SU1306641A1 |
| Литниковая система для заливки лопаток из жаропрочных сплавов для газотурбинного двигателя в формы, изготовленные автоматизированным способом | 2016 |
|
RU2644868C1 |
| Литейная форма для получения отливок | 1985 |
|
SU1364230A3 |
| Способ управления процессом кристаллизации алюминиевых сплавов при литье под давлением | 2016 |
|
RU2657668C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ТРУБНЫХ ИЗДЕЛИЙ ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ И/ИЛИ КОБАЛЬТА | 2007 |
|
RU2344019C1 |
| ВОСКОВОЙ ИНЖЕКТОР | 2021 |
|
RU2771995C1 |
| ЛИТЬЕВЫЕ ИЗДЕЛИЯ ИЗ СПЕЦИАЛЬНОГО СПЛАВА НА НИКЕЛЕВОЙ ОСНОВЕ (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СПЕЦИАЛЬНОГО СПЛАВА И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЭТИХ ИЗДЕЛИЙ | 1999 |
|
RU2235798C2 |
Изобретение относится к мелкосерийному производству деталей методом вакуумного литья в силиконовые формы. Способ заливки нескольких форм разного объема включает в себя этапы: включается режим программирования и проводится процедура заливки формы в вакууме, в чаше смешивается материал, после чего чаша опрокидывается и смесь сливается в приемную воронку. Далее с помощью системы регулирования потока общий поток материала разделяется на необходимое количество направлений для последующей заливки материала в каждую силиконовую форму, по окончании процесса заливки происходит сброс вакуума из камеры, режим программирования для формы автоматически останавливается, а данные о скорости заливки сохраняются в память контроллера. Перед началом работы к системе заливки подключаются весы, отдельные для каждой формы, с помощью которых определяют и вводят в контроллер заполнения силиконовых форм вес каждой силиконовой формы для определения контроллером процента заполнения каждой силиконовой формы. Поток материала через патрубки контролируют эксцентриками, установленными на двигателях, с помощью весов контролируют массу силиконовых форм по мере их заполнения и передают эту информацию в контроллер, определяют посредством контроллера процент заполнения каждой силиконовой формы материалом. Путем регулировки потока материала поддерживают равный процент заполнения каждой силиконовой формы во время процесса их заливки материалом. Технический результат изобретений заключается в увеличении количества изготавливаемых деталей за один цикл производства без ограничения по сложности и размерам одновременно изготавливаемых отливок. 2 н. и 1 з.п. ф-лы, 2 ил.
1. Способ заливки нескольких форм разного объема, характеризующийся тем, что на этапе технологической отработки каждой силиконовой формы запускают режим программирования контроллера и проводят процедуру заливки силиконовой формы в вакууме, по завершении которой сбрасывают вакуум из камеры, автоматически останавливается режим программирования и данные о скорости заливки силиконовой формы сохраняются в память контроллера, затем на этапе изготовления нескольких отливок подключают к контроллеру весы, количество которых равно количеству заполняемых силиконовых форм, размещают каждую силиконовую форму на весах, подсоединяют каждую силиконовую форму с помощью патрубков к системе регулирования потоков, после этого в чаше смешивается материал, опрокидывают чашу и смесь сливается в приемную воронку системы регулирования потоков, далее с помощью системы регулирования потока общий поток материала разделяется на необходимое количество направлений для последующей заливки материала в каждую силиконовую форму, причем с помощью весов определяют и вводят в контроллер заполнения силиконовых форм вес каждой силиконовой формы для определения контроллером процента заполнения каждой силиконовой формы, поток материала через патрубки контролируют эксцентриками, установленными на двигателях, а в процессе заливки с помощью весов контролируют массу силиконовых форм по мере их заполнения и передают эту информацию в контроллер, далее определяют посредством контроллера процент заполнения каждой силиконовой формы материалом, причем путем регулировки потока материала поддерживают равный процент заполнения каждой силиконовой формы во время процесса их заливки материалом.
2. Система заливки нескольких форм разного объема, включающая чашу для смешивания материала, приемную воронку, которая соединена с системой регулирования потока, в которой каждый двигатель снабжен эксцентриком, поворотом которого перекрывается патрубок, по которому материал проходит от приемной воронки через систему регулирования потока в силиконовые формы, отличающаяся тем, что дополнительно в систему заливки введены весы, устанавливаемые в количестве, равном количеству заполняемых силиконовых форм, а также контроллер заполнения силиконовых форм, причем контроллер соединен с весами и с системой регулирования потока.
3. Система заливки по п. 2, отличающаяся тем, что количество двигателей и эксцентриков системы регулирования потока, а также количество патрубков и весов пропорционально количеству заливаемых силиконовых форм.
| DE 102008044871 B4, 30.03.2017 | |||
| Вакуумная установка для процесса вакуумной инфузии | 2019 |
|
RU2711184C1 |
| Установка для заполнения форм эпоксидным компаундом | 1988 |
|
SU1563991A1 |
| УСТАНОВКА ДЛЯ ЗАЛИВКИ СМОЛ | 0 |
|
SU362696A1 |
| Устройство для герметизации изделий полимерным материалом | 1985 |
|
SU1328217A1 |
| DE 1966541 A1, 29.03.1973. | |||

