Литниковая система для заливки лопаток из жаропрочных сплавов для газотурбинного двигателя в формы, изготовленные автоматизированным способом.
Изобретение относится к области металлургии, в частности к сплавам на основе никеля и, может быть использовано при получении крупногабаритных многоместных форм для заливки деталей (лопаток) авиационных, а также других литых деталей летательных аппаратов при заливке в вакууме, работающих под действием высоких нагрузок и температур. Конкретно, для заливки охлаждаемых лопаток из жаропрочных сплавов в керамическую форму с направленной и монокристаллической структурой, имеющих бандажные и замковые полки, внутренние полости, оформляемые стержнями.
Лопатки газотурбинных двигателей отличаются сложной формой и небольшой толщиной стенки (минимально 0,6-0,9 мм), поэтому их, как правило, изготавливают из жаропрочных сплавов типа ЖС6У, ВЖЛ12У (ТУ 1-92-177-91) и т.п. в основном методом стационарного литья в оболочковые формы по выплавляемым моделям. В мировой практике методом литья по выплавляемым моделям получают формы с габаритами до 300 мм. Изготовление форм больших размеров связано с технологическими трудностями, требующими механизации процессов.
Наиболее близкими к предлагаемому изобретению на способ заливки лопаток авиационных двигателей являются патенты №SU 8540010 В2, №2118230, №2477196.
Патенты №US 8540010 В2 и US 2008/0014459 А1. Эти патенты охватывают способы подвода металла для лопаток с одной замковой полкой. Подпитка второй полки не предусматривается.
Патент RU 2015101318 А «Устройство и керамическая оболочка для получения отливок с монокристаллической и направленной структурой». Этот патент распространяется на заливку отливок дождевым способом.
Патент РФ №2118230 «Способ получения монокристаллических отливок». Этот патент распространяется на заливку одной отливки в плавке.
Патент №2477196 «Лопатка газотурбинного двигателя, выполненная литьем, и способ ее изготовления». Этот патент только условия кристаллизации, способ подвода расплава в нем не раскрывается.
Во всех перечисленных патентах используются основные признаки:
1. Литниковая система для жаропрочных сплавов.
2. Литье по выплавляемым моделям в керамические формы.
3. Заливка лопаток газотурбинного двигателя.
4. Применяется литейная воронка или чаша, далее литник или колодец.
Перечисленные выше патенты не предусматривают изготовление литейной формы механизированным и автоматизированным способом с применением робототехники и возможности заливки одновременно большого количества отливок.
Техническим результатом является разработка способов одновременной подачи металла в большое количество отливок и создания одинаковых условий кристаллизации для каждой отливки в отдельности.
Технический результат, достигаемый от изобретения, заключается в создании условий для одновременной заливки большого количества одинаковых отливок, создании компактного блока для автоматизированного способа изготовления литейной формы по выплавляемым моделям.
Технический результат достигается следующим образом.
Литниковая система для отливки лопаток газотурбинных двигателей из жаропрочных и химически активных сплавов в крупногабаритных многоместных формах, содержащая приемную чашу, вертикальный колодец, верхние питатели, соединенные с кольцевыми коллекторами и с отливками, расположенными вертикально симметрично относительно вертикальной оси, отличающаяся тем, согласно изобретению снабжена нижними питателями, расположенными радиально к вертикальному колодцу под углом 15° к горизонтали и соединенными кольцевыми коллекторами, при этом верхние питатели расположены горизонтально, а в вертикальном колодце выполнены дросселирующий элемент и зумпф.
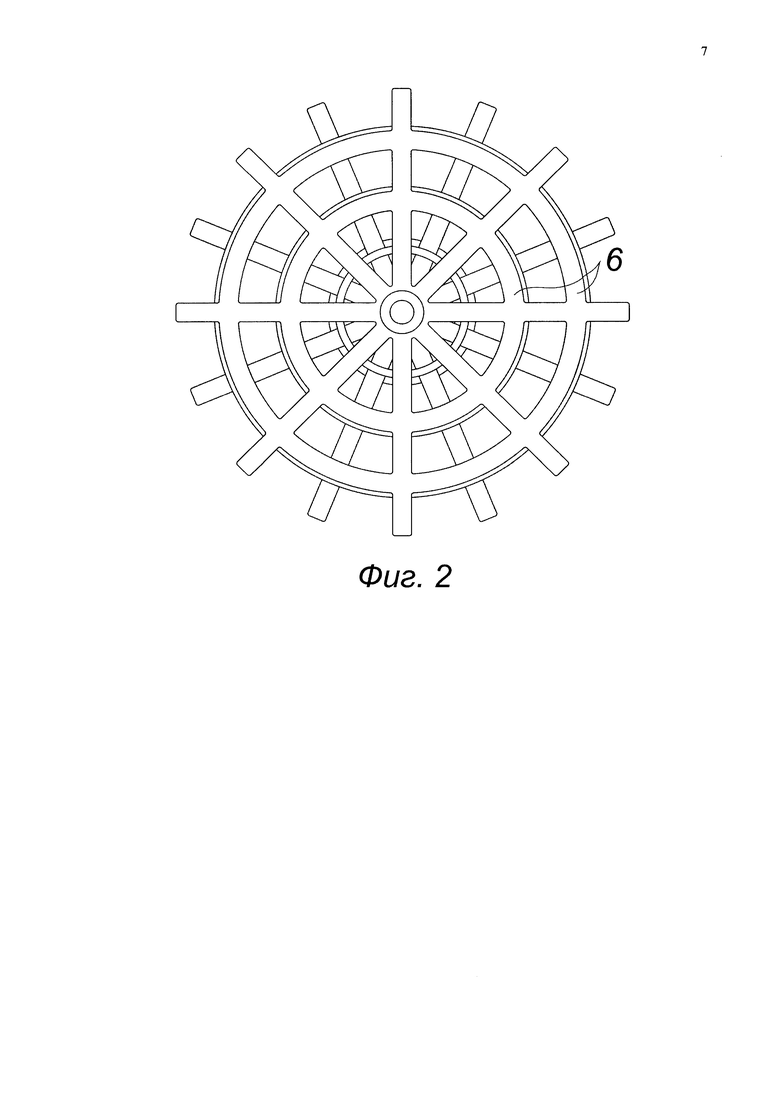
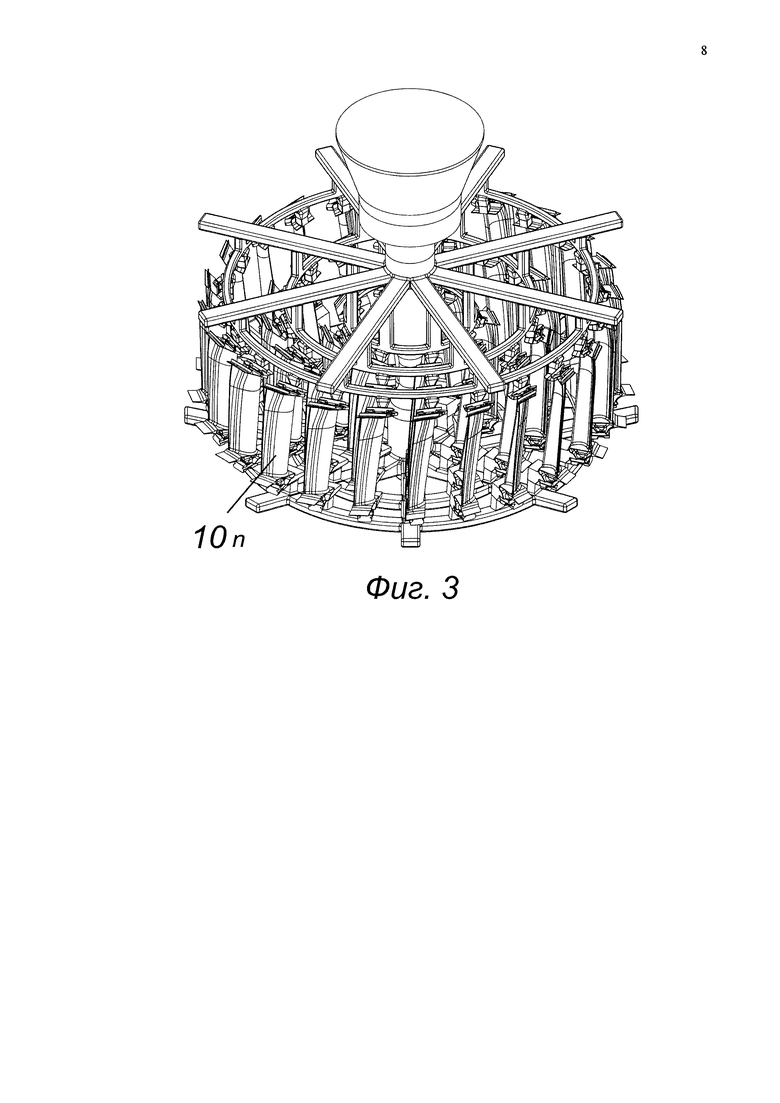
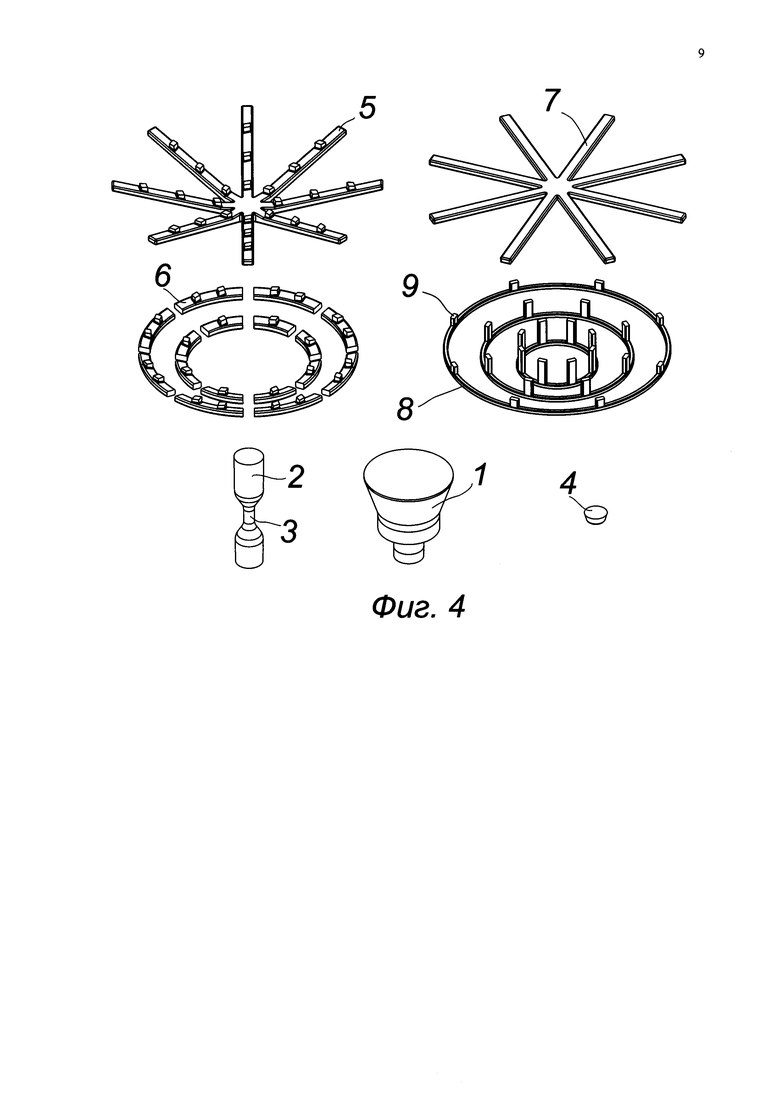
Изобретение поясняется чертежами, где Фиг. 1 - Фронтальный вид на литниковую систему, где 1 - приемная чаша, 2 - вертикальный колодец, 3 - дросселирующий элемент, 4 - зумпф, 5 - нижний питатель; 7 - верхний питатель 8 - кольцевой коллектор; 9 - вертикальный литниковый ход. На Фиг. 2 - Вид на литниковую систему снизу, где 6 - кольцевой элемент жесткости. На Фиг. 3 - Литниковая система в изометрии, где показано размещение отливок в пространстве по отношению к литниковой системе 10 - отливка, а также обозначено n - количество отливок, S - площадь сечения одной отливки в самом узком месте. Составные части литниковой системы для отливки лопаток газотурбинных двигателей из жаропрочных и химически активных сплавов в крупногабаритных многоместных формах представлены на Фиг. 4:
1. Приемная чаша;
2. Вертикальный колодец;
3. Дросселирующее устройство;
4. Зумпф;
5. Нижние питатели;
6. Элемент жесткости;
7. Верхние питатели;
8. Кольцевой коллектор;
9. Вертикальные литниковые ходы;
Поставленная задача достигнута тем, что предложена симметричная относительно вертикальной оси литниковая система для заливки большого количества отливок, кратного восьми (8, 16, 24 и т.д.), состоящая из приемной чаши, вертикального колодца, дроссельного элемента, зумпфа, отличающаяся тем, что нижние питатели направлены радиально к вертикальному колодцу под углом 15 градусов к горизонтали, верхние питатели направлены горизонтально, питатели соединены между собой кольцевыми коллекторами, а отливки симметрично расположены относительно вертикальной оси и направлены вертикально вверх.
Расплавленный металла подается в приемную чашу, металл из приемной чаши поступает в вертикальный колодец, где происходит торможение потока за счет дроссельного устройства и отделение первой порции в расширяющейся части, далее металл плавно заполняет отливки, расположенные по кольцевым поверхностям вокруг вертикального колодца, ступенчатое расположение отливок обеспечивает последовательное заполнение, выход газов и подачу горячего металла в прибыльные части отливок.
Таким образом, достигается плавное заполнение формы, последовательное направление кристаллизации металла, подпитка элементов отливки горячим расплавом, удаление газов, достижение необходимых характеристик отливок. Конструкция всех элементов предусматривает возможность армирования для создания необходимой прочности модельного блока.
Сущность изобретения заключается в том, что в основу изобретения положен способ стационарной заливки охлаждаемых лопаток из жаропрочных сплавов в керамическую форму в вакууме.
Из тигля расплавленный металл подается в приемную чашу (1) Фиг. 1, переходящую в вертикальный колодец (2), в колодце сечение потока сужается в дросселирующем устройстве (3), создавая эффект напорного столба металла в колодце, первая порция металла, попадая на дно в расширяющейся части (4 зумпф), останавливается и не движется дальше. От вертикального колодца по симметричным радиально расположенным под углом 15 градусов питателям (5) металл двигается, поднимаясь на периферию формы, при этом начинается заполнение отливок (10) (Фиг. 3), расположенных ближе к вертикальному колодцу, уровень металла поднимается и начинает заполнять отливки следующего кольца вокруг колодца, и так далее. Металл во всех отливках поднимается и в том же порядке происходит заполнение прибыльных частей отливок. Образующиеся при заливке газы по вертикальным литниковым (9) и кольцевым коллекторам (8) через верхние горизонтальные питатели (7) выходят в вертикальный (2) колодец. Горячий металл из вертикального колодца компенсирует усадку металла в прибыли отливки. Расположение отливок обеспечивает направленную кристаллизацию металла. Элемент (6) модельного блока является элементом жесткости и не оказывает влияния на характер движения металла.
Для достижения необходимо соблюдать следующие условия:
1. Все элементы формы должны быть симметричны относительно вертикальной оси колодца.
2. Должно выполняться следующее соотношение сечений литниковой системы:
2.1. Соотношение площади отверстия в приемной чаше к площади дросселирующего устройства должно быть (5:1).
2.2. Соотношение суммарной площади сечения отливок в самом узком месте к площади дросселирующего устройства должно быть (5:1).
3. Возможность простановки металлической арматуры внутри элементов выплавляемых моделей для обеспечения необходимой жесткости конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для заливки крупногабаритных лопаток из жаропрочных сплавов для газотурбинного двигателя | 2023 |
|
RU2836000C1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| Литниковая система | 1983 |
|
SU1138229A1 |
| Способ изготовления отливок с мелкозернистой однородной структурой | 2024 |
|
RU2836123C1 |
| Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям | 1987 |
|
SU1567316A1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ КРУПНОРАЗМЕРНЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2015 |
|
RU2623941C2 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| Литниковая система керамической формы для центробежного литья с вертикальной осью вращения | 1983 |
|
SU1161225A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
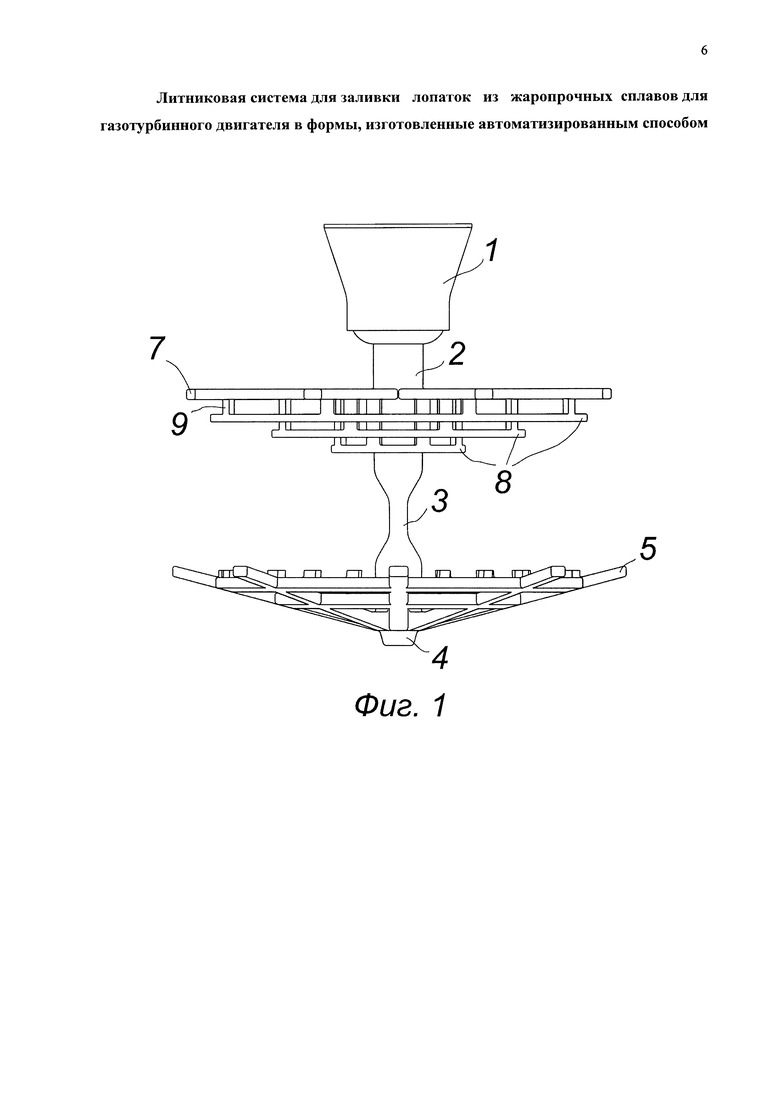
Изобретение относится к литейному производству. Литниковая система содержит приемную чашу 1, вертикальный колодец 2 с дросселирующим элементом 3 и зумпфом 4. От вертикального колодца 2 отходят нижние 5 и верхние 7 питатели, соединенные кольцевыми коллекторами 8. Нижние питатели 5 направлены под углом до 15 градусов к горизонтали, что обеспечивает равномерную скорость заполнения и затвердевания отливок, расположенных вертикально. Верхние питатели 7 обеспечивают выход газов при заполнении и подпитку прибылей отливок горячим сплавом. Обеспечиваются равные условия заполнения и затвердевания каждой лопатки в блоке для получения плотных отливок. 4 ил.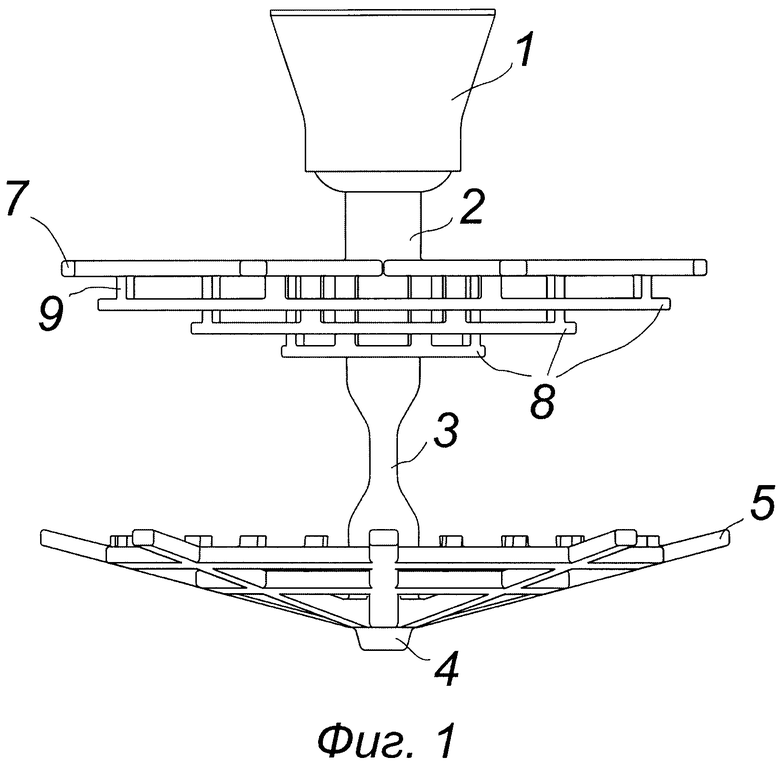
Литниковая система для отливки лопаток газотурбинных двигателей из жаропрочных и химически активных сплавов в крупногабаритных многоместных формах, содержащая приемную чашу, вертикальный колодец, верхние питатели, соединенные с кольцевыми коллекторами и с отливками, расположенными вертикально симметрично относительно вертикальной оси, отличающаяся тем, что она снабжена нижними питателями, расположенными радиально к вертикальному колодцу под углом 15° к горизонтали и соединенными кольцевыми коллекторами, при этом верхние питатели расположены горизонтально, а в вертикальном колодце выполнены дросселирующий элемент и зумпф.
| US 20080014459 A1, 17.01.2008 | |||
| Литниковая система для отливки рабочего колеса турбомашины | 1987 |
|
SU1507512A1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |

