Изобретение относится к области строительства и может найти применение при изготовлении облегченных плит перекрытия.
Известна машина с виброплощадкой для формования многопустотных изделий в формах, включающая виброплощадку с формой, в которой установлена подвижная каретка с вкладышами - пустотообразователями, которые поддерживаются роликами, и привод (Константопуло Г.С. Машины и оборудование для производства железобетонных изделий и теплоизоляционных материалов. Учебник для техникумов. - М.: Высшая школа, 1974. - С. 293).
Однако, для данного технического решения характерны сложность конструкции и обслуживания, повышенная материалоемкость, что снижает эффективность использования устройства.
Известно также устройство, реализуемое в способе, содержащее виброплощадку, форму, в которую устанавливают шаблон с ячейками, засыпают на шаблон шаровой упругий заполнитель и распределяют его по ячейкам шаблона, затем путем фильтрации погружают шаровой упругий заполнитель в растворную смесь, путем ее вибрирования до полного погружения шарового упругого заполнителя. Погружение шарового упругого заполнителя в растворную смесь осуществляют принудительно, путем прямого погружения каждого его отдельного зерна. [Патент РФ №2422269. МПК Е01С 13/00. Способ изготовления дорожной плиты, 2011].
Недостатком данного устройства является сложность конструкции и повышенная трудоемкость распределения шарового заполнителя за счет применения специального шаблона и его обслуживания, а также ограниченность применения за счет необходимости согласования размера отверстия шаблона с диаметром шарового заполнителя, а также применение шаблонов с различным диаметром отверстий. При этом требуется залавливающее устройство, что приводит, в целом, к снижению эффективности использования устройства.
Известно применение роботов-манипуляторов при формовании строительных изделий, состоящих из сочлененной стрелы, поворотного механизма, процессора и съемного устройства - захвата траверсы для подачи и укладки в форме арматурных элементов (выполнения технологических операций, не связанных спустотообразованием) [Трофимов, В.И. Процессы и аппараты технологии строительных материалов и изделий. Часть 2. Технологические процессы (краткий курс лекций): учебное пособие / В.И. Трофимов. Тверь: Тверской государственный технический университет, 2020. С. 92-93], [Электронный ресурс: Некоторые примеры применения роботов в строительном производстве. - Режим доступа: https://studref.com /527691/tehnika/nekotorye_primery_primeneniya_robotov_stroitelnom_proizvodst ve, свободный].
Однако применение робота-манипулятора для формирования пустот в бетонных изделиях не найдено.
Наиболее близким техническим решением является устройство для формования строительных изделий с пустотами, содержащее станину, на которой установлена подвижная в вертикальной плоскости траверса с пустотообразователями и вибраторами, и размещенную под ними форму, причем каждый пустотообразователь выполнен в поперечном сечении в виде правильного многоугольника, в полости которого расположен вибратор [Патент РФ №2036791. Устройство для формования строительных изделий с пустотами. МПК: В28 3/26. Опубликовано 1995 г.].
Однако эффективность использования такого устройства снижается из-за сложности конструкции и повышенной трудоемкости формования строительных изделий с пустотами.
Технической задачей настоящего изобретения является разработка эффективной конструкции устройства для образования пустот в бетонных изделиях за счет отказа от шаблонов и залавливающего устройства, а также упрощение технологии изготовления за счет более рационального распределения пустот.
Технический результат, обеспечиваемый изобретением, состоит в упрощении конструкции устройства для образования пустот в бетонных изделиях, снижении материалоемкости и трудоемкости
Поставленная задача и указанный технический результат достигаются тем, что в устройстве для формования строительных изделий с пустотами, содержащем станину в виде держателя, на котором установлена подвижная траверса с пустотообразователями, и размещенную под ними форму с виброустройством, держатель выполнен в виде робота-манипулятора со стрелой, на которой закреплена траверса в виде съемной головки, состоящая из корпуса, внутри которого установлен поворотный диск, приводящийся во вращение передачей, соединенной с двигателем, с закрепленными на диске по окружности с помощью разъемных фиксаторов пустотообразователей в виде обойм, состоящих из трубок-накопителей, внутри которых уложены пластиковые пустотелые элементы, удерживаемые упругими фиксаторами и контактируемые при повороте диска со штоком пневмоцилиндра, закрепленного на корпусе съемной головки и соединенного с пневмосистемой. В устройстве пластиковые пустотелые элементы могут иметь форму шара.
Исполнение устройства для распределения шаровых элементов с включением в него робота-манипулятора позволяет отказаться от рабочего, выполняющего операции на формовочном посту. К таким операциям можно отнести, например, чистку и смазку формы, укладку арматурных элементов, их фиксацию. Также появляется возможность автоматизировать процесс формования, в частности процесс распределения в смеси пластиковых пустотелых элементов, что позволяет повысить однородность распределения пустот в бетонной матрице за счет возможности точного их распределения, повышая структурную прочность плиты, а также упростить технологию распределения пластиковых пустотелых элементов, что повышает эффективность работы устройства.
Применение съемной формующей головки с закреплением ее на стреле робота манипулятора позволяет оперативно ее снимать для выполнения профилактических работ, а также закреплять другие устройств а, например, подъемное, что повышает эффективность использования устройства.
Исполнение головки, включающей корпус, внутри которого установлен поворотный диск, который приводится во вращение передачей, соединенной с двигателем, с закрепленными на диске по окружности с помощью разъемных фиксаторов (например, шариковых) обойм в виде трубок-накопителей, внутри которых уложены пластиковые пустотелые элементы, удерживаемые упругими фиксаторами (например, резиновыми кольцами) и, контактируемые при повороте диска со штоком пневмоцилиндра, закрепленного на корпусе съемной головки и соединенного с пневмосистемой, позволяет, во-первых, за счет использования поворотного диска производить накопление пластиковых пустотелых элементов, например, на один слой формуемой плиты и производить их равномерное расходование, во-вторых, применение трубок-накопителей с их фиксацией на диске позволяет за счет их высоты регулировать запас пластиковых пустотелых элементов, сокращая межоперационное время, что упрощает технологический процесс, а также упростить конструкцию устройства за счет отказа от шаблонов с различным диаметром отверстий и дополнительного залавливающего устройства для погружения пластиковых пустотелых элементов в смесь, используемых в прототипе, сокращая межоперационное время.
При этом использование трубок-накопителей различного диаметра и пластиковых пустотелых элементов различного диаметра позволяет за один прием, не меняя шаблоны, образовывать пустоты различные по объему, сокращая время технологической операции и трудоемкость работы в целом. Формирование более равномерной пустотной структуры бетонной матрицы позволяет улучшить и физико-механические свойства плиты.
При этом пустоты различные по величине будут более равномерно распределены в объеме, что создает при приложении нагрузки и при работе плиты более равномерно распределенное напряженное состояние, повышая тем самым долговечность ее работы. Появляется возможность лучшего регулирования плотностью-прочностью по сечениям плиты и снижения ее массы, что, в целом, повышает эффективность использования предлагаемого технического решения.
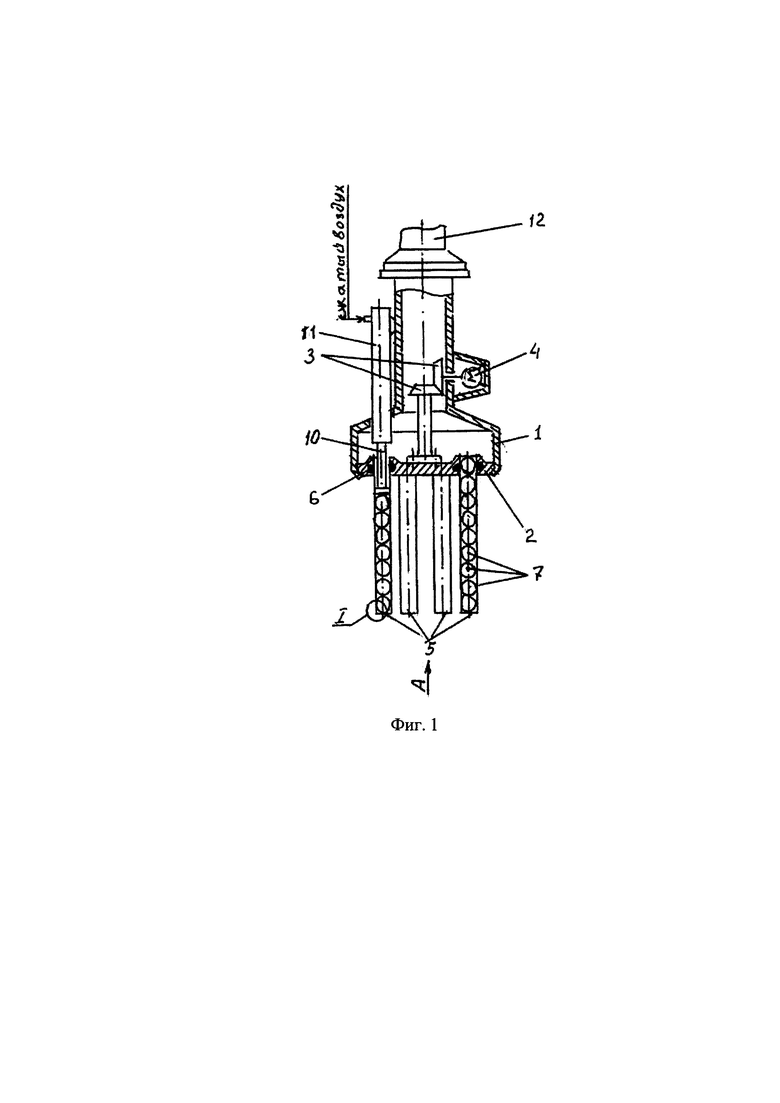
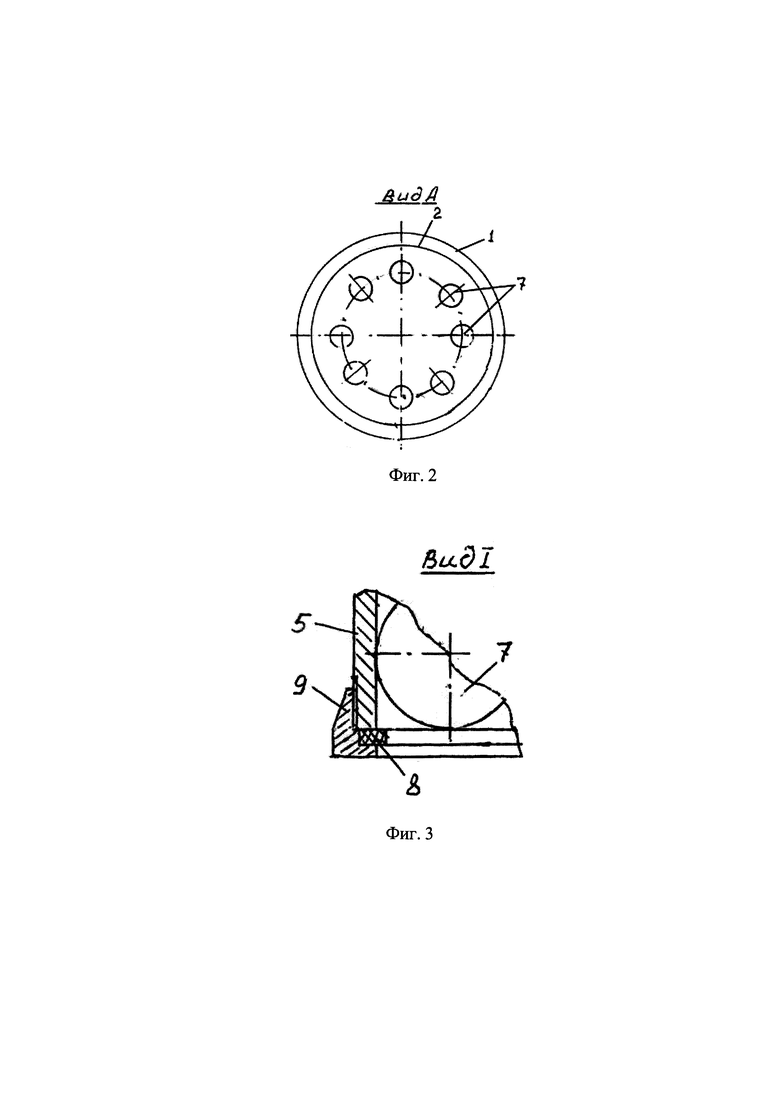
Устройство для образования пустот в плите перекрытия поясняется чертежами, где на фигуре 1 изображена его конструктивная схема; на фиг. 2 - Вид А; на фиг. 3 - Вид I.
На фигурах обозначено: 1 - корпус; 2 - поворотный диск; 3 - коническая передача; 4 - электродвигатель; 5 - обоймы (трубки-накопители); 6 - разъемные фиксаторы; 7 - пластиковые пустотелые элементы; 8 - упругие фиксаторы; 9 - прижимное кольцо; 10 - шток; 11 - пневмоцилиндр; 12 - стрела робота-манипулятора.
Устройство для образования пустот в плите перекрытия состоит из робота манипулятора, на стреле которого закреплена съемная головка, состоящая из корпуса 1, внутри которого установлен поворотный диск 2, который приводится во вращение передачей, например конической 3, соединенной с электродвигателем 4, с закрепленными на поворотном диске 2 по окружности обойм 5 в виде трубок-накопителей с помощью разъемных фиксаторов 6 (например, шариковых), внутри которых уложены пластиковые пустотелые элементы (например, сферы) 7, удерживаемые упругими фиксаторами (например, резиновыми кольцами) 8, закрепленные прижимным кольцом 9, и контактируемые при повороте диска 2 со штоком 10 пневмоцилиндра 11, закрепленного на корпусе 1 съемной головки (и соединенного с пневмосистемой), причем съемная головка закреплена на стреле 12 робота-манипулятора.
Устройство для образования пустот в плите перекрытия работает следующим образом. Сначала обоймы 5 в виде трубок-накопителей головки робота заполняются пластиковыми пустотелыми элементами 7 и фиксируются в поворотном диске 2 с помощью разъемных фиксаторов 6 (например, шариковых). Собранная съемная головка 1 закрепляется на стреле 12 робота-манипулятора. Пневмоцилиндр 11 подключается к пневмосистеме.
Затем с использованием робота-манипулятор а в подготовленную форму устанавливают сетку или каркас, после чего укладывают слой приготовленной бетонной смеси. После этого включают робот-манипулятор с закрепленной на его стреле 12 съемной головкой, опускают ее на поверхность смеси и периодически по заданной программе согласно заданному их расположению путем поворота диска 2, который приводят во вращение передачей, например конической 3, соединенной с электродвигателем 4, вдавливают пневмоцилиндром 11 сферы в бетонную смесь, создавая заданную пустотность.
Затем операции по установке пластиковых пустотелых элементов повторяют. Количество слоев с пластиковыми пустотелыми элементами задают из условия достижения необходимой пустотности плиты.
После формования изделия, например на виброплощадке, выполняют тепловую обработку до достижения строительной плитой распалубочной прочности. Готовая плита монтируется на стройплощадке согласно техническим нормам.
Размеры пластиковых пустотелых элементов, расстояние между слоями с пластиковыми пустотелыми элементами и их шаг задают из условий работы строительной плиты, величины воспринимаемой нагрузки, из условия достижения необходимой пустотности плиты, а также на основании экспериментальных данных.
При приложении нагрузки на плиту перекрытия она работает по общей принятой схеме как балка на двух опорах. Однако, в отличие от обычной многопустотной плиты перекрытия, где имеются сквозные каналы на всю длину плиты, ослабляя в этих местах сечение от действия растягивающих напряжений или панели пустотного настила с жестко закрепленными сферами, за счет использовании робота-манипулятора со съемной головкой, заправленной упругими элементами, появляется возможность четкого расположения искусственных пустотообразователей - упругих элементов в плите дискретно и равномерно в объеме, снижая величину действующих растягивающих напряжений, за счет чего, в целом, существенно повышается несущая способность строительной плиты.
Эффективность работы строительной плиты во многом зависит от рационального размещения его основных элементов, оптимального количества этих элементов с учетом характера действия нагрузки.
На общей конструктивной схеме устройства видно, что основные его конструктивные элементы связаны между собой с учетом действия нагрузки и технологичности выполнения операций по распределению упругих элементов по площади и объему смеси в плите, а также их задавливания в смесь за счет отказа от шаблонов и других известных устройств. При этом появляется возможность использования пустотелых элементов различного размера и формы (шары, цилиндры).
Предлагаемая конструкция устройства может работать более эффективно, так как такая конструкция устройства обеспечивает возможность автоматизированного технологического процесса регулирования степени распределения пластиковых пустотелых элементов независимо от их формы и размера и, в целом, процесса формования плиты.
При этом повышается технологичность выполнения основных операций по изготовлению строительной плиты, сокращаются потери времени и снижается трудоемкость при выполнении отдельных операций за счет исключения из технологической цепочки сложной операции по установке и закреплению пластиковых пустотелых элементов, использованию различных шаблонов и дополнительного залавливающего оборудования.
Особенно эффективно использовать предлагаемое техническое решение при устройстве нестандартных перекрытий зданий и сооружений.
Устройство для формования строительных изделий с пустотами было изготовлено в виде модели в строительной лаборатории кафедры ПСК ТвГТУ и показала работоспособность устройства и технологическую возможность его использования, как в заводских условиях, так и в реальных условиях строительства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Многопустотный бетонный блок | 2022 |
|
RU2784670C1 |
| Керамзитобетонный блок | 2021 |
|
RU2769184C1 |
| Керамзитобетонный блок | 2021 |
|
RU2771654C1 |
| Многопустотный бетонный блок | 2022 |
|
RU2790371C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, МНОГОСЛОЙНАЯ ПАНЕЛЬ, РАСКЛАДНАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ИЗГОТОВЛЕНИЮ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНО-КАРКАСНОГО ЗДАНИЯ ИЗ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ | 2012 |
|
RU2515491C1 |
| Многопустотный бетонный блок | 2022 |
|
RU2792149C1 |
| Строительная панель пустотного настила | 2020 |
|
RU2751529C1 |
| Пресс для формования пустотелого строительного кирпича | 1990 |
|
SU1763192A1 |
| Шаблон блока пустотообразователей | 1982 |
|
SU1042937A1 |
Изобретение относится к области строительства и может найти применение при изготовлении облегченных плит перекрытия. Устройство для формования строительных изделий с пустотами содержит станину в виде держателя, на котором установлена подвижная траверса с пустотообразователями, и размещенную под ними форму с виброустройством. При этом держатель выполнен в виде робота манипулятора со стрелой, на которой закреплена траверса в виде съемной головки. Траверса состоит из корпуса, внутри которого установлен поворотный диск, приводящийся во вращение передачей, соединенной с двигателем, с закрепленными на диске по окружности с помощью разъемных фиксаторов пустотообразователей в виде обойм. Обоймы состоят из трубок-накопителей, внутри которых уложены пластиковые пустотелые элементы, удерживаемые упругими фиксаторами и контактируемые при повороте диска со штоком пневмоцилиндра, закрепленного на корпусе съемной головки и соединенного с пневмосистемой. Техническим результатом является упрощение конструкции устройства для образования пустот в бетонных изделиях, снижение материалоемкости и трудоемкости. 1 з.п. ф-лы, 3 ил.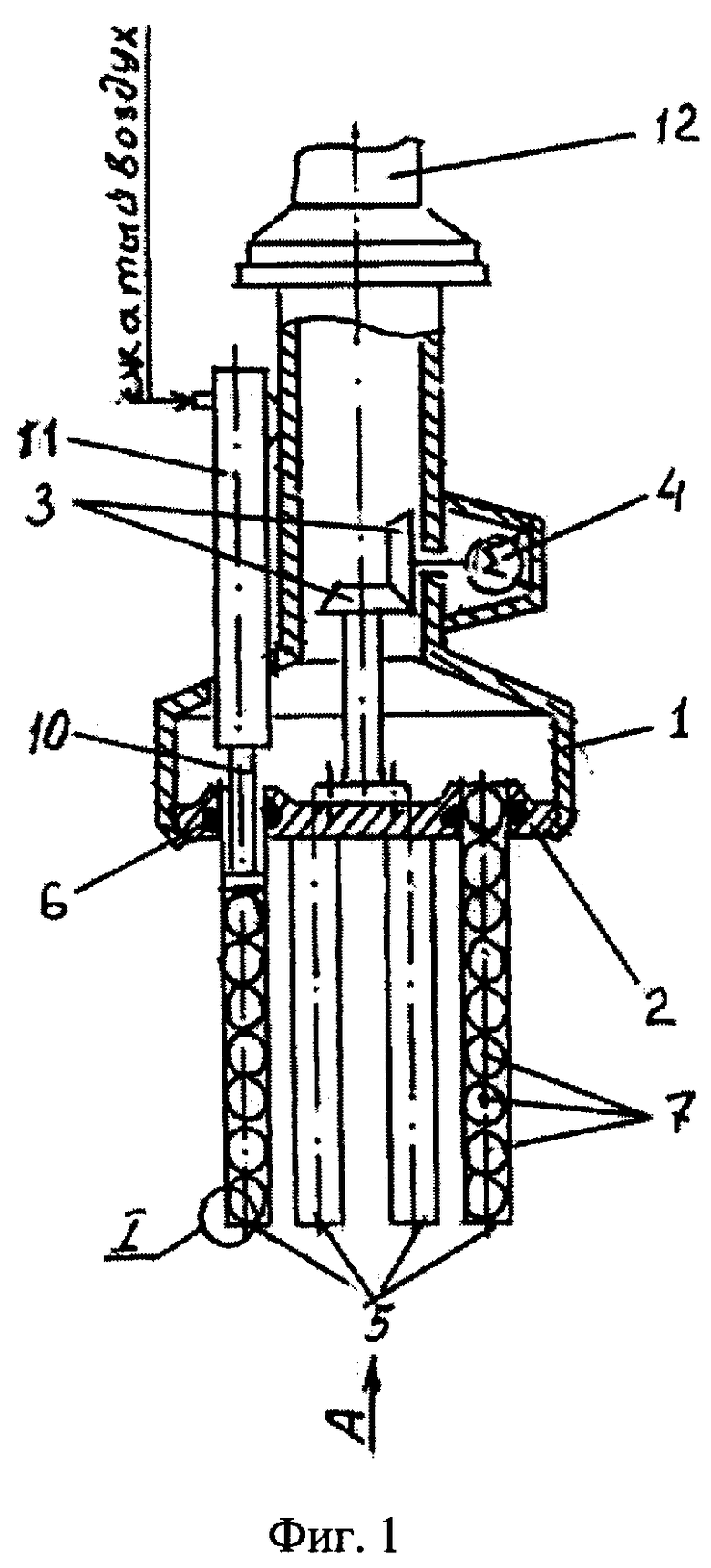
1. Устройство для формования строительных изделий с пустотами, содержащее станину в виде держателя, на котором установлена подвижная траверса с пустотообразователями, и размещенную под ними форму с виброустройством, отличающееся тем, что держатель выполнен в виде робота манипулятора со стрелой, на которой закреплена траверса в виде съемной головки, состоящая из корпуса, внутри которого установлен поворотный диск, приводящийся во вращение передачей, соединенной с двигателем, с закрепленными на диске по окружности с помощью разъемных фиксаторов пустотообразователей в виде обойм, состоящих из трубок-накопителей, внутри которых уложены пластиковые пустотелые элементы, удерживаемые упругими фиксаторами и контактируемые при повороте диска со штоком пневмоцилиндра, закрепленного на корпусе съемной головки и соединенного с пневмосистемой.
2. Устройство по п. 1, отличающееся тем, что пластиковые пустотелые элементы имеют форму шара.
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ С ПУСТОТАМИ | 1992 |
|
RU2036791C1 |
| Устройство для образования пустот в строительных изделиях | 1985 |
|
SU1380965A1 |
| Устройство для образования пустот в строительных изделиях | 1983 |
|
SU1230863A2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОПУСТОТНЫХ | 0 |
|
SU361884A1 |
| Станок для проверки корректур | 1933 |
|
SU39130A1 |
| Огнетушитель для взрывопожаропредотвращения и твердопенного тушения с запорно-пусковым устройством и стволом | 2019 |
|
RU2699083C1 |

