Изобретение относится к области производства строительных материалов, а именно к прессованию кирпича и камней из порошкообразных смесей.
Известен пресс для формования пустотелого кирпича, включающий станину, матрицу, верхний и нижний пуансоны, на которых закреплены соосно расположенные верхние и нижние подвижные в вертикальной плоскости пустотообразователи, причем верхние пустотообразователи выполнены из эластичного материала, а нижние пуансоны снабжены ограничителями перемещений нижних пустотообразователей /1/.
Данному устройству присущи характерные недостатки компрессионного формования: зависимость высоты изделия от
плотности засыпки и влажности порошка, неравноплотность изделия, вызванная внедрением в порошок пустотообразователей и неравноплотностью засыпки порошка, а также высокие удельные давления прессования и нагрузки на конструкцию пресса.
Целью предлагаемого изобретения является повышение качества кирпича и снижение усилия прессования.
Поставленная цель достигается тем, что пресс для формования пустотелого кирпича и камней, включающий станину, матрицу, верхний и нижний пуансон с отверстиями для пустотообразователей, установленные с возможностью вертикального перемещения нижние пустообразователи, эластичные элементы, снабжен фиксатором нижнего
4
О W
1чЭ
положения верхнего пуансона, а пустотооб- разователи -соосно закрепленными на ков- цах цилиндрическими сердечниками со сферическими концами, и наконечниками, при этом эластичные элементы выполнены в виде надетых на сердечники трубок, защемленных между сферическими концами сердечников и пустотообразователей, с одной стороны, и наконечниками - с другой, причем размеры поперечного сечения эластичных элементов не превышают размеров пустотообразователей и наконечников.
Поставленная цель достигается так же тем, что пустотообразователи выполнены коническими.
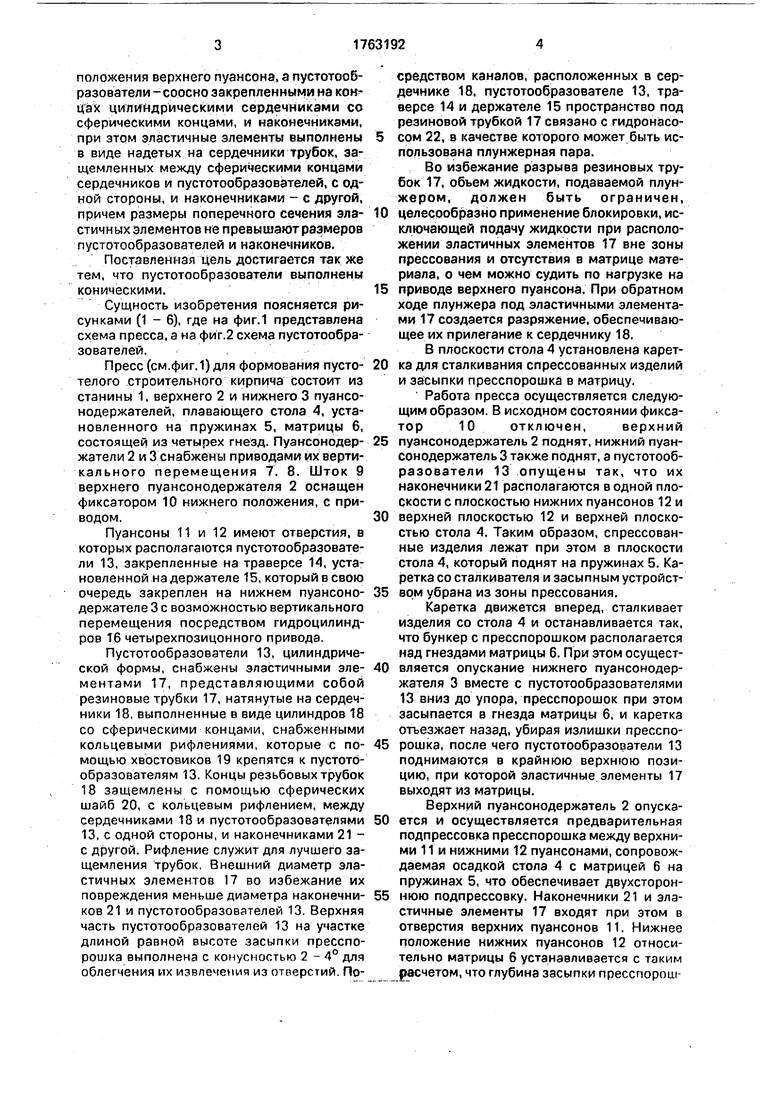
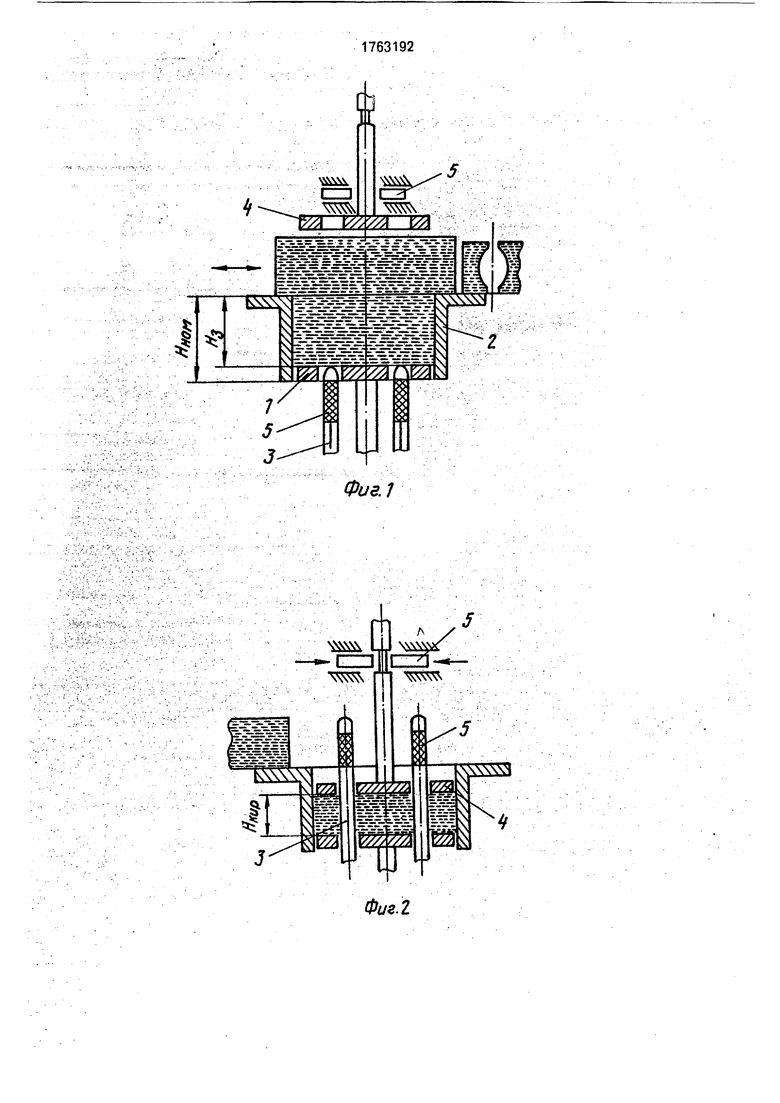
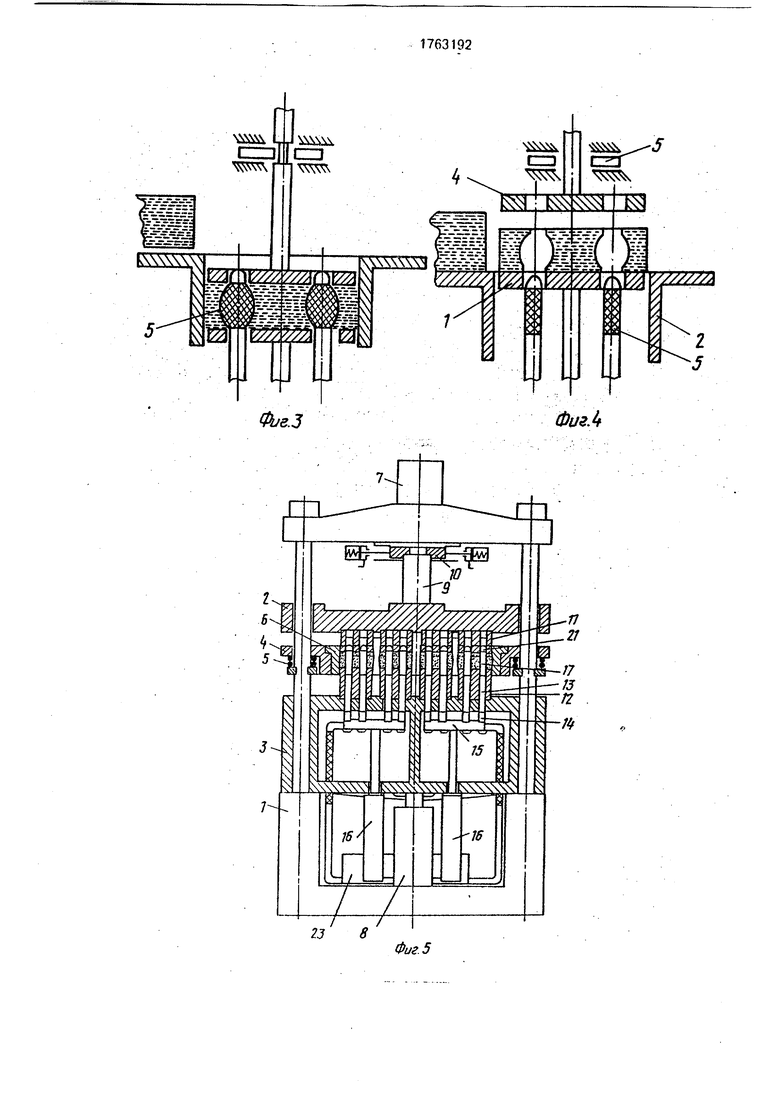
Сущность изобретения поясняется рисунками (1 - 6), где на фиг.1 представлена схема пресса, а на фиг.2 схема пустотообразователей.
Пресс (см.фиг, 1) для формования пустотелого строительного кирпича состоит из станины 1, верхнего 2 и нижнего 3 пуансо- нодержателей, плавающего стола 4, установленного на пружинах 5, матрицы 6, состоящей из четырех гнезд. Пуансонодер- жатели 2 и 3 снабжены приводами их верти- кального перемещения 7. 8. Шток 9 верхнего пуансонодержателя 2 оснащен фиксатором 10 нижнего положения, с приводом.
Пуансоны 11 и 12 имеют отверстия, в которых располагаются пустотообразователи 13, закрепленные на траверсе 14, установленной на держателе 15, который в свою очередь закреплен на нижнем пуансоно- держателе 3 с возможностью вертикального перемещения посредством гидроцилиндров 16 четырехпозицонного привода.
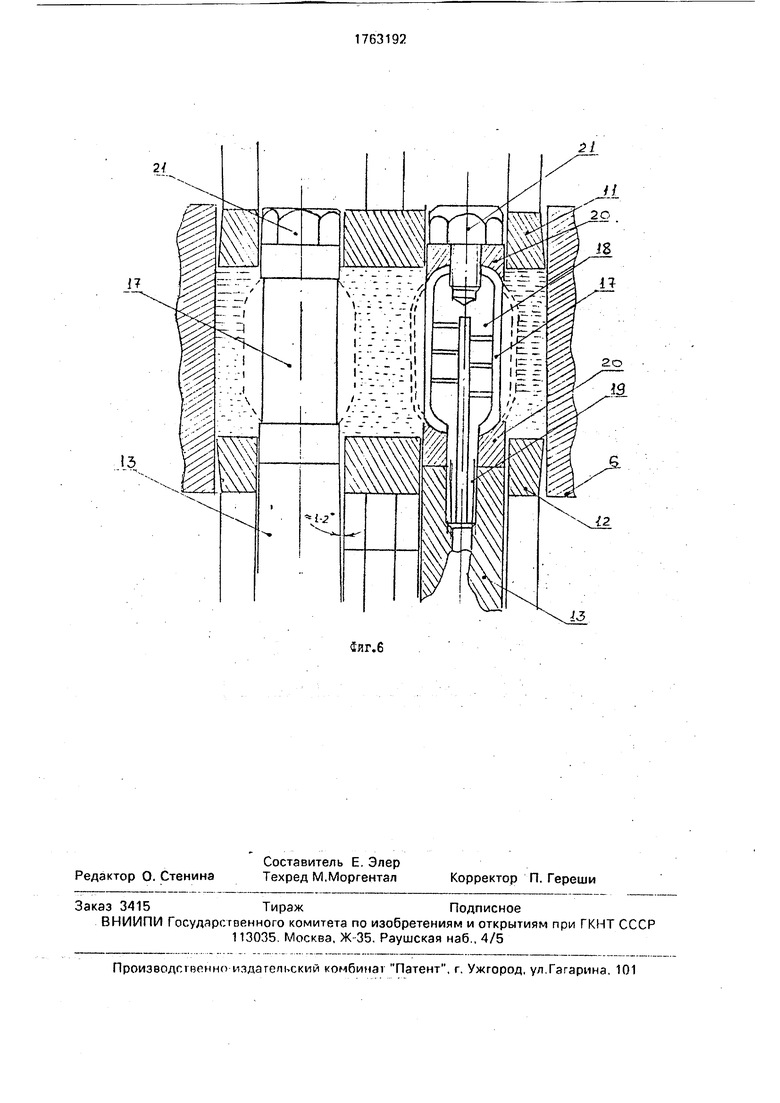
Пустотообразователи 13, цилиндрической формы, снабжены эластичными элементами 17, представляющими собой резиновые трубки 17, натянутые на сердечники 18, выполненные в виде цилиндров 18 со сферическими концами, снабженными кольцевыми рифлениями, которые с помощью хвостовиков 19 крепятся к пустото- образователям 13. Концы резьбовых трубок 18 защемлены с помощью сферических шайб 20, с кольцевым рифлением, между сердечниками 18 и пустотообразователями 13, с одной стороны, и наконечниками 21 - с другой. Рифление служит для лучшего защемления трубок. Внешний диаметр эластичных элементов 17 во избежание их повреждения меньше диаметра наконечников 21 и пустотообразователей 13. Верхняя часть пустотообразователей 13 на участке длиной равной высоте засыпки пресспо- рошка выполнена с конусностью 2-4° для облегчения их извлечения из отверстий. Посредством каналов, расположенных в сердечнике 18, пустотообразователе 13, траверсе 14 и держателе 15 пространство под резиновой трубкой 17 связано с гидронасосом 22, в качестве которого может быть использована плунжерная пара.
Во избежание разрыва резиновых трубок 17, объем жидкости, подаваемой плунжером, должен быть ограничен,
0 целесообразно применение блокировки, исключающей подачу жидкости при расположении эластичных элементов 17 вне зоны прессования и отсутствия в матрице материала, о чем можно судить по нагрузке на
5 приводе верхнего пуансона. При обратном ходе плунжера под эластичными элементами 17 создается разряжение, обеспечивающее их прилегание к сердечнику 18.
В плоскости стола 4 установлена карет0 ка для сталкивания спрессованных изделий и засыпки пресспорошка в матрицу.
Работа пресса осуществляется следующим образом. В исходном состоянии фиксатор 10 отключен, верхний
5 пуансонодержатель 2 поднят, нижний пуан- сонодержатель 3 также поднят, а пустотооб- разователи 13 опущены так, что их наконечники21 располагаются водной плоскости с плоскостью нижних пуансонов 12 и
0 верхней плоскостью 12 и верхней плоскостью стола 4. Таким образом, спрессованные изделия лежат при этом в плоскости стола 4, который поднят на пружинах 5. Каретка со сталкивателя и засыпным устройст5 вом убрана из зоны прессования.
Каретка движется вперед, сталкивает изделия со стола 4 и останавливается так, что бункер с пресспорошком располагается над гнездами матрицы 6. При этом осущест0 вляется опускание нижнего пуансонодержателя 3 вместе с пустотообразователями 13 вниз до упора, пресспорошок при этом засыпается в гнезда матрицы 6, и каретка отъезжает назад, убирая излишки пресспо5 рошка, после чего пустотообразователи 13 поднимаются в крайнюю верхнюю позицию, при которой эластичные элементы 17 выходят из матрицы.
Верхний пуансонодержатель 2 опуска0 ется и осуществляется предварительная подпрессовка пресспорошка между верхними 11 и нижними 12 пуансонами, сопровождаемая осадкой стола 4 с матрицей 6 на пружинах 5, что обеспечивает двухсторон5 нюю подпрессовку. Наконечники 21 и эластичные элементы 17 входят при этом в отверстия верхних пуансонов 11. Нижнее положение нижних пуансонов 12 относительно матрицы 6 устанавливается с таким расчетом, что глубина засыпки пресспорошка в матрице такова, что при опускании верхнего пуансона 11 в крайнее нижнее поло- жение и его фиксации с помощью фиксаторов 10, высота предварительно спрессованных кирпичей равна номиналь- ному значению высоты готового изделия при плотности на 10 - 20% ниже номинальной.
После предварительного прессования, пустотообразователи 13 опускаются л сред- нюю позицию, при этом они выходят из сформованных в изделии отверстий (для снижения усилий они выполнены коническими), а там размещаются эластичные элементы 17, в полость которых подается под высоким давлением жидкость. Эластичные элементы 17 расширяются и осуществляется окончательное прессование кирпича. После выдержки времени, необходимого для удаления воздуха из пресспорошка и пол- учения его номинальной плотности, давление жидкости сбрасывается, а при необходимости создается разряжение для прижатия эластичных элементов 17 к сердечнику 18 во избежание их повреждения при перемещениях пустотообразователей 13.
Затем осуществляется расфиксация и подъем верхних пуансонов 11. опускание пустотообразователей 13 в нижнюю пози- цию, до утапливания наконечников 21 в отверстиях нижнего пуансона 18 и поднятие последнего с целью выталкивания кирпича из матрицы 6.
Наличие еще одной крайней нижней по- зиции пустотообразователей 13 обеспечивает их выв-од из отверстий нижнего пустотообразователя 13 для ремонта и замены эластичных элементов 17.
Предлагаемый пресс имеет следующие технические преимущества. Предварительное прессование за счет пуансонов и наличие фиксаторов обеспечивает точность геометрических параметров кирпича и благоприятный режим работы эластичных элементов при высоких давлениях и малых деформациях. Конструкция пустотообразователей и эластичных элементов обеспечивает удобство их монтажа и демонтажа и надежность, за счет исключения трения порошка об эластичные элементы, что позволяет обеспечить высокое качество изделий и снижение нагрузок на конструкцию пресса.
Формул а-изобретения
1.Пресс для формования пустотелого строительного кирпича включающий станину, матрицу, верхний и нижний пуансоны с отверстиями для пустообразователей, установленные с возможностью вертикального перемещения нижние пустообразователи, эластичные элементы, отличающийся тем, что, с целью повышения качества кирпича и снижёниЯГусилий прессования, пресс снабжен фиксатором нижнего положения верхнего пуа нсона, а пустотообразователи - соосно закрепленными на концах цилиндрическими сердечниками со сферическими концами, и наконечниками, при этом эластичные элементы выполнены в еиде надетых на сердечники трубок, защемленных между сферическими концами сердечников и пустотообразователями с одной стороны и наконечниками - с другой, причем размеры поперечного сечения эластичных элементов не превышают размеров пустотообразователей и наконечников.
2.Пресс по п.1,отличающийся тем, что пустотообразователи выполнены кони- ческими.
Фие.1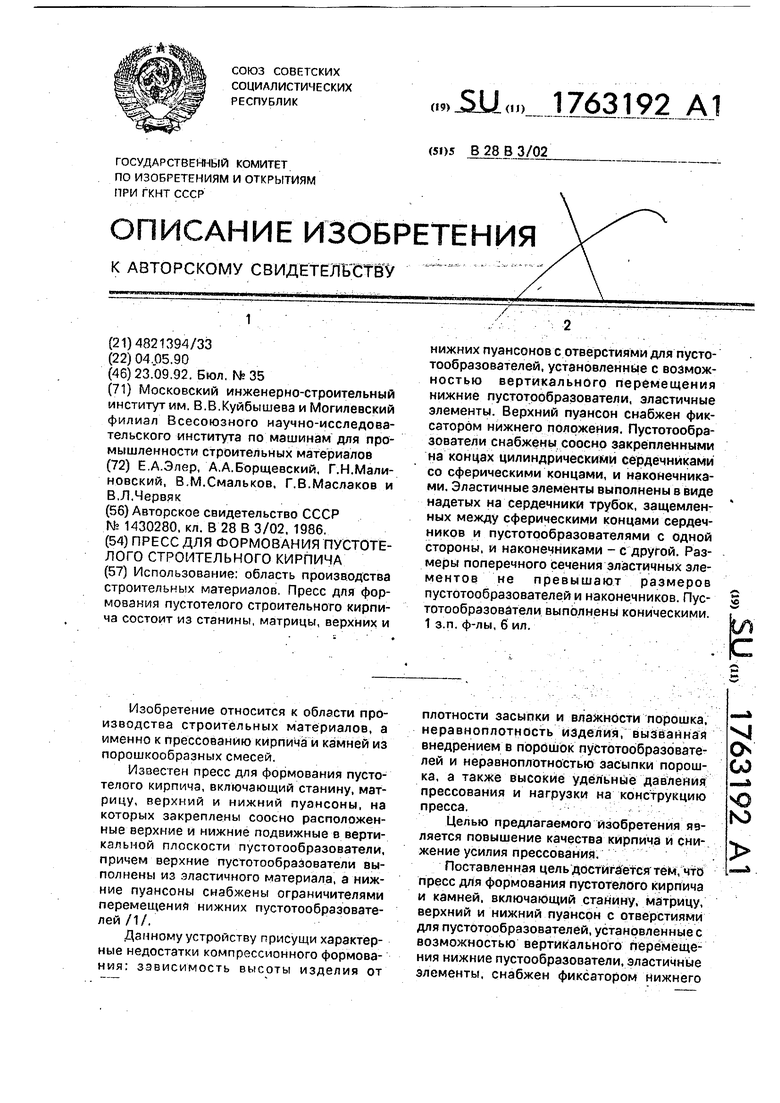
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пустотелых изделий из пресс-порошков и пресс-форма для изготовления пустотелых изделий из пресс-порошков | 1986 |
|
SU1430280A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ И СПОСОБ ИХ ФОРМОВАНИЯ | 1993 |
|
RU2047482C1 |
| Установка для прессования изделий из рыхлых масс | 1984 |
|
SU1265048A1 |
| Установка для прессования огнеупорных изделий, преимущественно воронок | 1990 |
|
SU1749038A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1994 |
|
RU2070109C1 |
| Пресс-форма для формования пустотелых строительных изделий | 1982 |
|
SU1087337A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 1993 |
|
RU2037400C1 |
| СПОСОБ ФОРМОВАНИЯ СТРОИТЕЛЬНОГО КИРПИЧА И ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2029662C1 |
| Установка для изготовления пустотелых рам из рыхлых масс | 1990 |
|
SU1791121A1 |
Использование: область производства строительных материалов. Пресс для формования пустотелого строительного кирпича состоит из станины, матрицы, верхних и нижних пуансонов с отверстиями для пусто- тообразователей, установленные с возможностью вертикального перемещения нижние пустотообразователи, эластичные элементы. Верхний пуансон снабжен фиксатором нижнего положения. Пустотообра- зовэтели снабжены соосно закрепленными на концах цилиндрическими сердечниками со сферическими концами, и наконечниками. Эластичные элементы выполнены в виде надетых на сердечники трубок, защемленных между сферическими концами сердечников и пустотообразователями с одной стороны, и наконечниками - с другой. Размеры поперечного сечения эластичных элементов не превышают размеров пустотообразователей и наконечников. Пус- тотообрэзователи выполнены коническими. 1 з.п. ф-лы, 6 ил.
Фие.2
Фиг.З
Ј
Фиг А
2У
| Способ изготовления пустотелых изделий из пресс-порошков и пресс-форма для изготовления пустотелых изделий из пресс-порошков | 1986 |
|
SU1430280A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
