Область техники
Изобретение относится к производственной линии ламинирования и тиснения, предназначенной для получения в непрерывном режиме листового материала (продукта), тисненного с приводкой.
Уровень техники
Термин "листовой материал, тисненный с приводкой", относится к продукту в форме полотна, обычно составленного из двух или более слоев, с тисненной поверхностью, которая точно позиционируется относительно напечатанного изображения или узора (далее "принт"). Сочетание высококачественного принта и тиснения с приводкой обеспечивает внешний вид, очень похожий на натуральные дорогостоящие материалы, такие как, например, дерево. Соответственно, такие материалы очень интересны для изготовления напольных покрытий или декоративных панелей.
Листовой материал состоит из двух или более составляющих полотен. Составляющие полотна могут включать, например, основной слой, слой с принтом и прозрачный верхний слой. В другом варианте принт может быть выполнен на обратной поверхности прозрачного слоя. Составляющие полотна могут быть выполнены из ПВХ или из других подходящих материалов. В зависимости от используемых материалов получаемое полотно может быть растяжимым. Толщина получаемого листового материала обычно находится в интервале от нескольких сотен микрон, например, может быть равна 0,5 мм, до примерно 1,0-1,5 мм.
На так называемой производственной линии ламинирования и тиснения, работающей в непрерывном режиме, составляющие полотна ламинируют для получения многослойного листового материала, который подвергают тиснению путем пропускания через зазор между цилиндром для тиснения с поверхностью, гравированной соответствующим образом, и контрцилиндром (прессцилиндром). Эта технология также называется ротационным тиснением. Основное достоинство таких производственных линий заключается в их способности работать в непрерывном режиме, в результате чего обеспечивается большая производительность по сравнению с системой периодического действия, в которой панели листового материала разрезают и наносят тиснение по отдельности на каждую панель. Однако ротационное тиснение требует тщательного выравнивания гравированного цилиндра относительно материала.
Для поддержания надлежащего выравнивания гравированного цилиндра относительно быстро проходящего листового материала используются различные технологии. Подходящие технические средства для непрерывного тиснения с приводкой описаны, например, в документах ЕР 2447064 и ЕР 2636524. Как правило, в известных технических средствах используются датчики положения гравированного цилиндра и соответствующих установочных меток на материале, и при необходимости осуществляется подгонка положения цилиндра или регулируемое растяжение листового материала для восстановления синхронизации с цилиндром.
Как уже указывалось, тиснение с приводкой листового материала может обеспечивать высокое качество окончательной обработки поверхности. Однако промышленность требует постоянных улучшений, например, может потребоваться специальная отделка поверхности, например, для получения матовой или шелковистой поверхности. Кроме того, в некоторых случаях требуется получить материал для специального применения. Сейчас специальная обработка поверхности или получение иных заданных характеристик материала осуществляется с использованием отдельных установок, так что преимущество высокой производительности и скорости частично теряется. Кроме того, выполнение частей производственного процесса на отдельных установках требует перемещения между ними материалов и наладки соответствующего оборудования, на что тратится время и может снижаться точность и качество. Использование отдельных установок увеличивает отходы, связанные с перемещением соответствующих бобин.
Соответственно, по-прежнему существует потребность в улучшении технических средств производственных линий, предназначенных для изготовления в непрерывном режиме листового материала, тисненного с приводкой.
Раскрытие изобретения
Целью настоящего изобретения является обеспечение производственной линии ламинирования и тиснения, предназначенной для производства листового материала, тисненного с приводкой, с улучшенной универсальностью, и особенно предназначенной для обеспечения специальной отделки материала по заказу без снижения высокой производительности, типичной для линий непрерывного ламинирования.
Указанная цель достигается в производственной линии ламинирования и тиснения по п. 1 формулы изобретения.
Производственная линия предназначена для ламинирования двух или более полотен, которые соединяют для формирования листового материала, с последующим тиснением полученного материала. Шаг ламинирования выполняют в непрерывном режиме путем пропускания ламинируемых полотен через зазор между одной или более парами цилиндров. Также в непрерывном режиме выполняют шаг тиснения путем пропускания листового материала между подходящей парой цилиндров, включающей гравированный цилиндр для тиснения и контрцилиндр.
Производственная линия ламинирования и тиснения в соответствии с изобретением содержит: размоточную секцию для размотки составляющих полотен, из которых получают листовой материал; секцию ламинирования, сконфигурированную для (выполненную с возможностью) ламинирования составляющих полотен, формирующих листовой материал; и секцию непрерывного тиснения с приводкой. Производственная линия содержит также лакировочную секцию, которая расположена в линии ниже размоточной секции и выше секции ламинирования, по направлению движения материала, и сконфигурирована для нанесения лака на верхнее полотно перед его ламинированием с другими полотнами для формирования листового материала.
Лакировочная секция расположена в линии таким образом, что при необходимости процесс нанесения лака может выполняться непрерывно, и он полностью интегрирован в общий процесс производства листового материала.
Производственная линия по настоящему изобретению может быть опционально (по желанию/необходимости) снабжена также секцией нанесения грунтовочного покрытия и/или секцией нанесения защитной пленки, после тиснения. Эти дополнительные секции также интегрируются в линию, так что при необходимости они могут работать в непрерывном режиме.
Таким образом, в настоящем изобретении предлагается производственная линия ламинирования и тиснения, которая способна обеспечивать получение листового материала в соответствии с индивидуальными требованиями заказчика. Важным достоинством изобретения является то, что процесс нанесения лака, и при необходимости нанесения грунтовочного покрытия и защитной пленки, выполняются непосредственно в производственном процессе без необходимости передачи материала на отдельные машины. То есть, устранены недостатки, связанные с такой передачей. Например, производственная линия по настоящему изобретению может выполнять шаги, которые в известных производственных процессах обычно выполняются по меньшей мере на трех отдельных машинах. Одним из достоинств выполнения всего производственного процесса на одной линии является существенное уменьшение отходов.
Подробное описание осуществления изобретения
Ниже приведено более подробное описание изобретения.
Размоточная секция включает размоточные станки (разматыватели) для составляющих полотен, подлежащих ламинированию одно поверх другого для формирования листового материала. Термин "листовой материал" относится к материалу, состоящему из двух или более слоев, причем каждый слой формируется одним из составляющих полотен, подаваемых с размоточных станков. Обычно такой листовой материал может содержать нижний слой, пленку с принтом и покрывающий слой, в этом порядке снизу вверх. В некоторых вариантах покрывающий слой представляет собой прозрачную пленку с принтом на внутренней поверхности, так что принт остается видимым, но не подвергается действию окружающей среды. В некоторых вариантах промежуточный слой может быть цветным полотном. Общий вид может представлять собой сочетание цвета промежуточного слоя и принта, выполненного на прозрачном верхнем слое.
Верхнее полотно может быть направлено в лакировочную секцию перед его ламинированием с другими слоями для формирования листового материала, подготовленного к процессу тиснения. Нанесение лака может обеспечиваться для создания дополнительной защиты верхней поверхности листового материала и/или требуемой отделки поверхности.
Лакировочная секция в предпочтительном варианте включает группу элементов, обеспечивающих ротационное нанесение лака. Такая группа элементов нанесения лака может включать ванну, содержащую жидкий лак. Такая группа может также содержать два вращающихся цилиндра, расположенных для нанесения лака на поверхность верхнего полотна.
В частности, первый вращающийся цилиндр расположен над ванной, и его нижняя часть входит в ванну таким образом, что когда ванна заполнена жидким лаком подходящим образом, нижняя часть цилиндра погружена в лак, и цилиндр при его вращении может захватывать лак. Второй вращающийся цилиндр расположен напротив первого цилиндра на небольшом расстоянии, так что между ними формируется зазор. Во время работы тонкий слой лака захватывается поверхностью первого цилиндра и наносится на полотно, пропускаемое через зазор. Для удаления излишнего лака с поверхности первого цилиндра может использоваться подходящий ракельный нож (скребок).
Первый цилиндр и второй цилиндр в разных вариантах осуществления изобретения могут вращаться в одном или в разных направлениях.
Предпочтительно используется лак на водяной основе.
Лакировочная секция может также включать сушильную секцию, расположенную ниже группы нанесения лака по направлению движения материала. В сушильной секции осуществляется полимеризация (отверждение) лака. Шаг высушивания предпочтительно осуществляется путем воздействия УФ-излучения на листовой материал с нанесенным лаком. Соответственно, производственная линия по настоящему изобретению может включать по меньшей мере один подходящий УФ-излучатель. После шага высушивания лак зафиксирован на поверхности верхнего полотна, и оно может быть ламинировано с другими составляющими полотнами.
В другом варианте, представляющем интерес, производственная линия по настоящему изобретению может содержать секцию нанесения грунтовочного покрытия, такого как грунтовочное покрытие, улучшающее адгезию листового материала к поверхности. Секция нанесения грунтовочного покрытия расположена ниже секции тиснения по направлению движения материала и сконфигурирована для нанесения грунтовочного покрытия на обратную поверхность листового материала после тиснения.
Нанесение адгезионного грунтовочного покрытия очень важно, например, когда листовой материал предназначен для покрытия негорючих панелей средней плотности или им подобных элементов. В таком случае листовой материал может обеспечивать прочное и долговременное сцепление с нижележащей панелью, и нанесение адгезионного грунтовочного покрытия является предпочтительным вариантом. При использовании листового материала адгезионное грунтовочное покрытие улучшает действие клеящего состава, используемого для прикрепления материала к поверхности.
Секция нанесения грунтовочного покрытия может также включать сушильную секцию для отверждения грунтовочного покрытия после его нанесения на обратную поверхность листового материала.
В другом варианте осуществления изобретения производственная линия ламинирования и тиснения может включать секцию нанесения защитной пленки на верхнюю поверхность тисненного листового материала. Достоинство нанесенной защитной пленки заключается в том, что она защищает верхнюю поверхность материала от повреждений, например от царапин. Следует отметить, что верхняя сторона является ценной поверхностью материала, поскольку на ней имеется тиснение, и через нее виден принт на нижележащем слое. Повреждение верхней поверхности может ухудшать общее качество, и поэтому его следует предотвращать. Защитная пленка предпочтительно снабжена подходящим клеящим составом на ее внутренней стороне для взаимодействия с листовым материалом. Клеящий состав обеспечивает легкое нанесение пленки на листовой материал, и в то же время пользователь может легко снять ее при установке готового листового материала, например, на какой-либо предмет мебели.
Секция нанесения защитной пленки предпочтительно расположена ниже вышеописанной секции нанесения грунтовочного покрытия по направлению движения материала.
В наиболее предпочтительном варианте производственная линия ламинирования и тиснения может включать все вышеописанные секции. Таким образом, на верхнее полотно наносят лак, затем его ламинируют с двумя или более другими полотнами для формирования листового материала; осуществляют тиснение с приводкой полученного таким образом листового материала; после тиснения на обратную сторону тисненного листового материала наносят грунтовочное покрытие; и после нанесения грунтовочного покрытия на верхнюю поверхность листового материала наносят защитную пленку. Все вышеуказанные шаги выполняются на одной линии в непрерывном режиме.
Производственная линия по настоящему изобретению может включать средства направления, сконфигурированные для выборочной подачи верхнего полотна в лакировочную секцию или для подачи верхнего полотна непосредственно в секцию ламинирования, в обход лакировочной секции. Таким образом, производственная линия может перенастраиваться для опционального нанесения лака, в случае необходимости.
Секция нанесения грунтовочного покрытия и секция нанесения защитной пленки также могут быть сконфигурированы для опционального использования, в случае необходимости. Таким образом, производственная линия может быть полностью перенастраиваемой по запросу заказчика.
Производственная линия по изобретению может также содержать концевую секцию, в которой накапливают готовый листовой материал. В одном из вариантов концевая секция включает намоточный станок, обеспечивающий намотку готового листового материала на бобины. В другом варианте концевая секция может включать резальную группу, обеспечивающую разрезание листового материала на листы заданного размера, например, на прямоугольные листы. Обычно бобины могут быть предпочтительными в связи с их компактностью, а также в связи с тем, что материал может накапливаться быстро и непрерывно. Однако в некоторых случаях может быть предпочтительно разрезать материал для получения листов, чтобы избежать изгиба материала.
Указание "готовый листовой материал" относится к листовому материалу после тиснения и после опциональных шагов нанесения адгезионного грунтовочного покрытия и/или защитной покрывающей пленки.
Секция тиснения может быть реализована в соответствии с известными технологиями, и поэтому нет необходимости в ее подробном описании для понимания настоящего изобретения. Технология тиснения может быть выбрана в соответствии с характеристиками листового материала, особенно в зависимости от того, является ли материал жестким или растяжимым. В производственную линию по настоящему изобретению могут быть внедрены различные технологии тиснения с приводкой. Наиболее предпочтительно использовать тиснение, выполняемое в соответствии с запатентованной технологией, раскрытой в вышеупомянутых патентах ЕР 2447064 и ЕР 2636524.
В общем случае тиснение с приводкой осуществляется на основе определяемой ошибки смещения углового положения гравированного цилиндра для тиснения относительно принта на протягиваемом листовом материале и выполнения соответствующей корректировки. Ошибка может быть определена измерением углового положения гравированного цилиндра и считыванием установочных меток материала. Установочные метки могут считываться, например, оптическими средствами. Ошибка может корректироваться путем воздействия на цилиндр или с помощью регулируемого растяжения листового материала, если это возможно.
Например, в одном из иллюстративных вариантов секция тиснения содержит по меньшей мере один датчик для определения положения гравированного цилиндра и по меньшей мере один датчик для обнаружения установочных отметок на листовом материале, а также систему регулировки для регулировки положения гравированного цилиндра относительно листового материала, чтобы поддерживать точную приводку на основе сигналов, обеспечиваемых датчиками.
В другом иллюстративном варианте секция тиснения содержит средства для обеспечения регулируемого растяжения листового материала, причем величину регулируемого растяжения определяют для поддержания точной приводки между гравированным цилиндром и листовым материалом. Регулируемое растяжение может быть осуществлено, когда листовой материал находится в нагретом состоянии, в котором облегчается пластическая деформация.
В некоторых вариантах гравированный цилиндр может создавать установочную метку на листовом материале, и измерение (например, оптическое считывание) положения метки относительно принта обеспечивает определение ошибки положения (смещения) цилиндра.
Следует отметить, что указания "выше по направлению движения материала" и "ниже по направлению движения материала" (или "перед/после") относится к последовательности выполнения различных шагов производственного процесса.
Также раскрывается способ непрерывного производства тисненного листового материала с приводкой на производственной линии ламинирования и тиснения, причем способ включает:
размотку составляющих полотен с соответствующих бобин, включая по меньшей мере нижнее полотно и верхнее полотно, и опционально одно или более промежуточных полотен;
ламинирование составляющих полотен для формирования листового материала;
выполнение непрерывного тиснения с приводкой на листовом материале путем пропускания его через зазор между гравированным цилиндром для тиснения и контрцилиндром;
причем способ также включает шаг нанесения лака на верхнее полотно путем пропускания верхнего полотна через зазор между лакировочным цилиндром и контрцилиндром, и процесс нанесения лака выполняют перед ламинированием верхнего полотна с другими полотнами для формирования листового материала.
Способ может быть выполнен на производственной линии ламинирования и тиснения в соответствии с различными вариантами, описанными в настоящей заявке. В частности, способ может включать нанесение грунтовочного покрытия и/или нанесение сверху защитной пленки, как это уже описывалось.
Краткое описание чертежей
Изобретение будет описано далее со ссылками на фигуры, на которых показано:
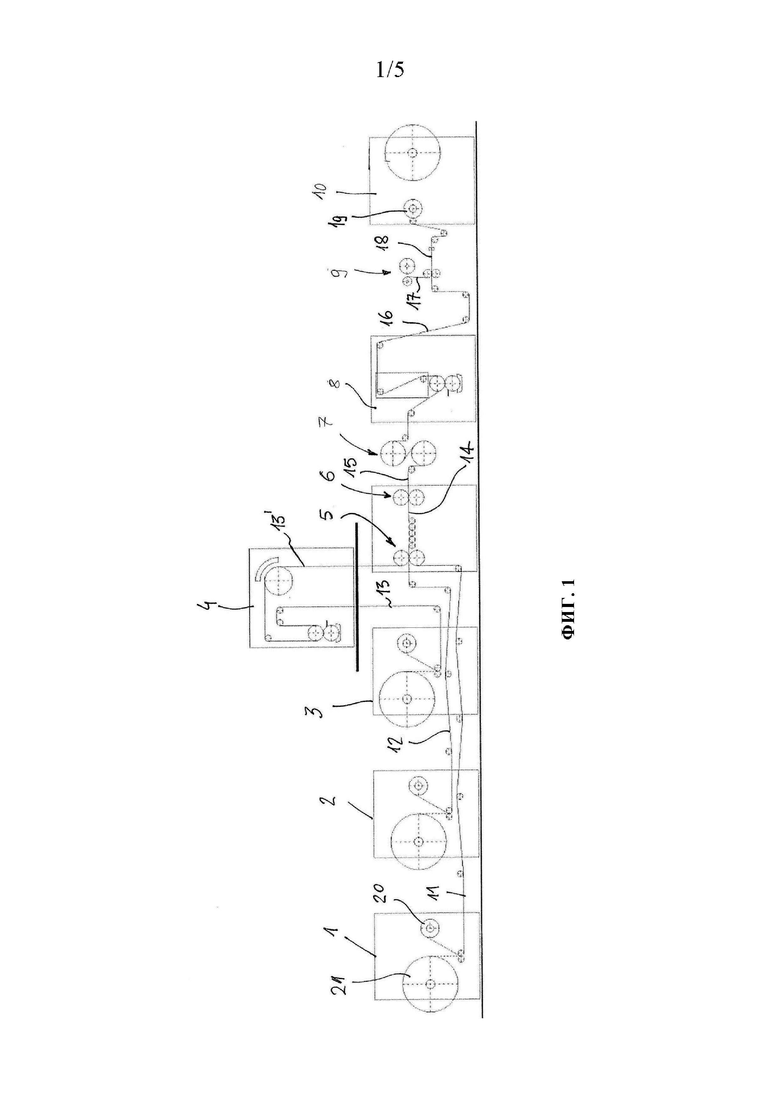
на фиг. 1 - упрощенная схема производственной линии ламинирования и тиснения для производства тисненного листового материала, в соответствии с первым вариантом осуществления изобретения;
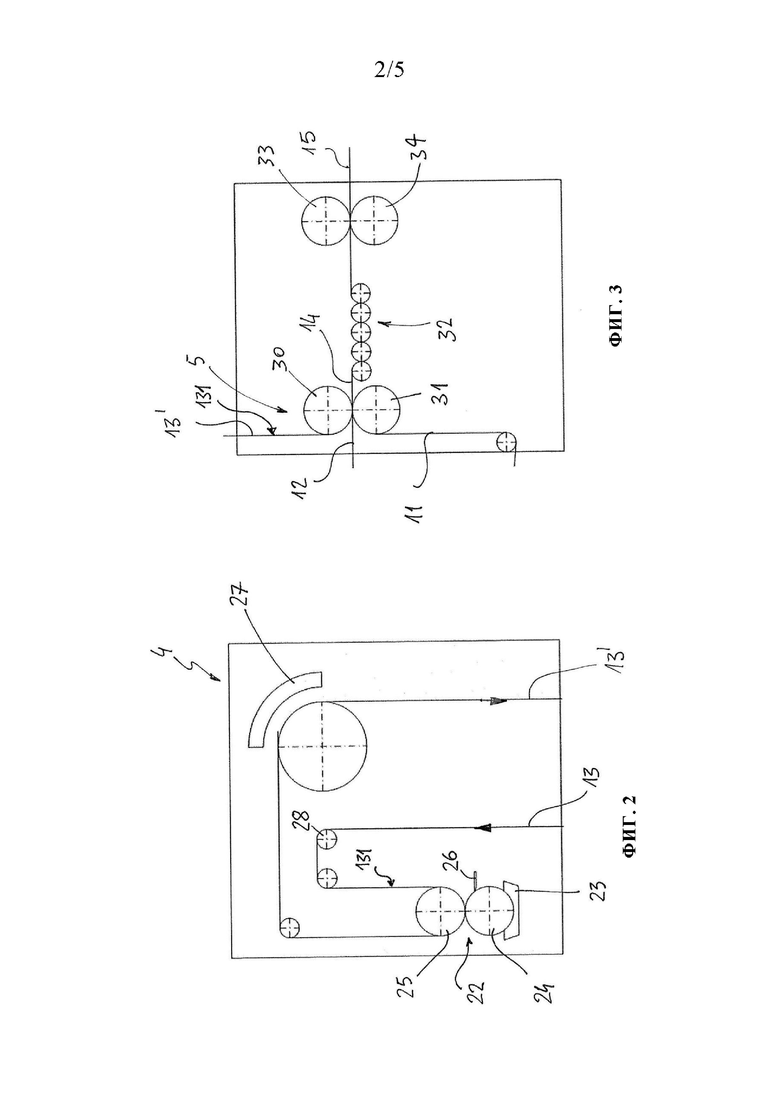
на фиг. 2 - увеличенный вид лакировочной секции линии ламинирования и тиснения фиг. 1;
на фиг. 3 - увеличенный вид секции тиснения;
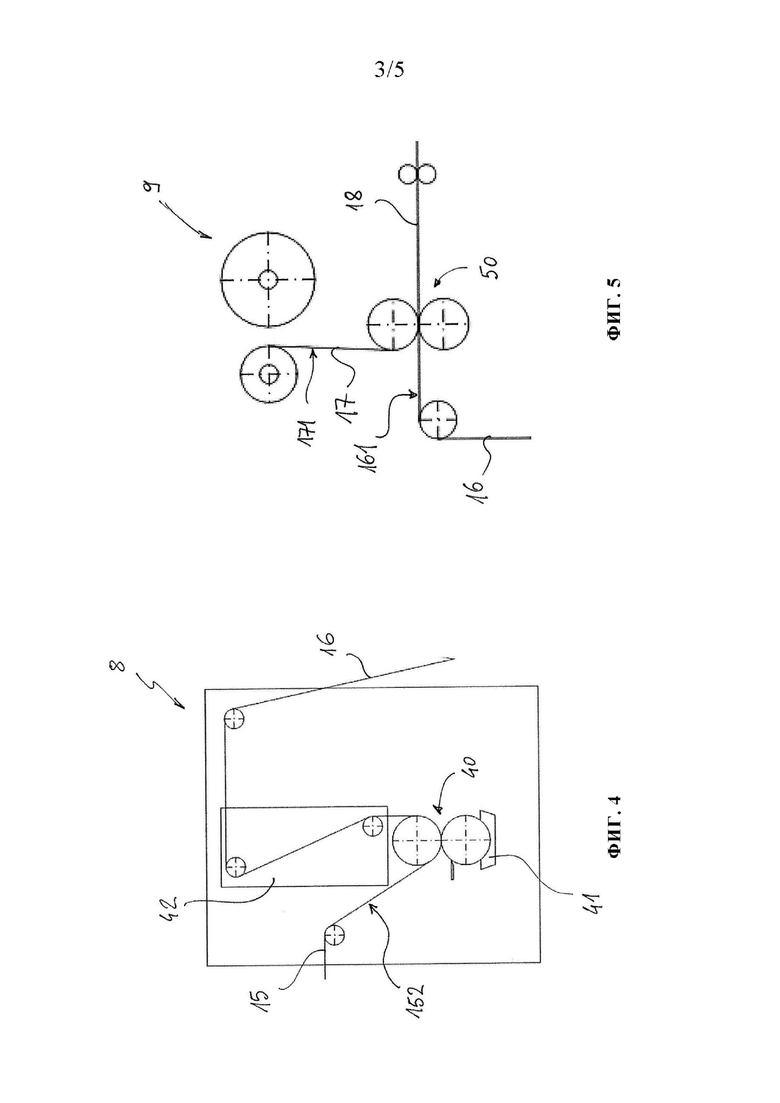
на фиг. 4 - увеличенный вид секции нанесения адгезионного грунтовочного покрытия;
на фиг. 5 - увеличенный вид секции нанесения верхней пленки;
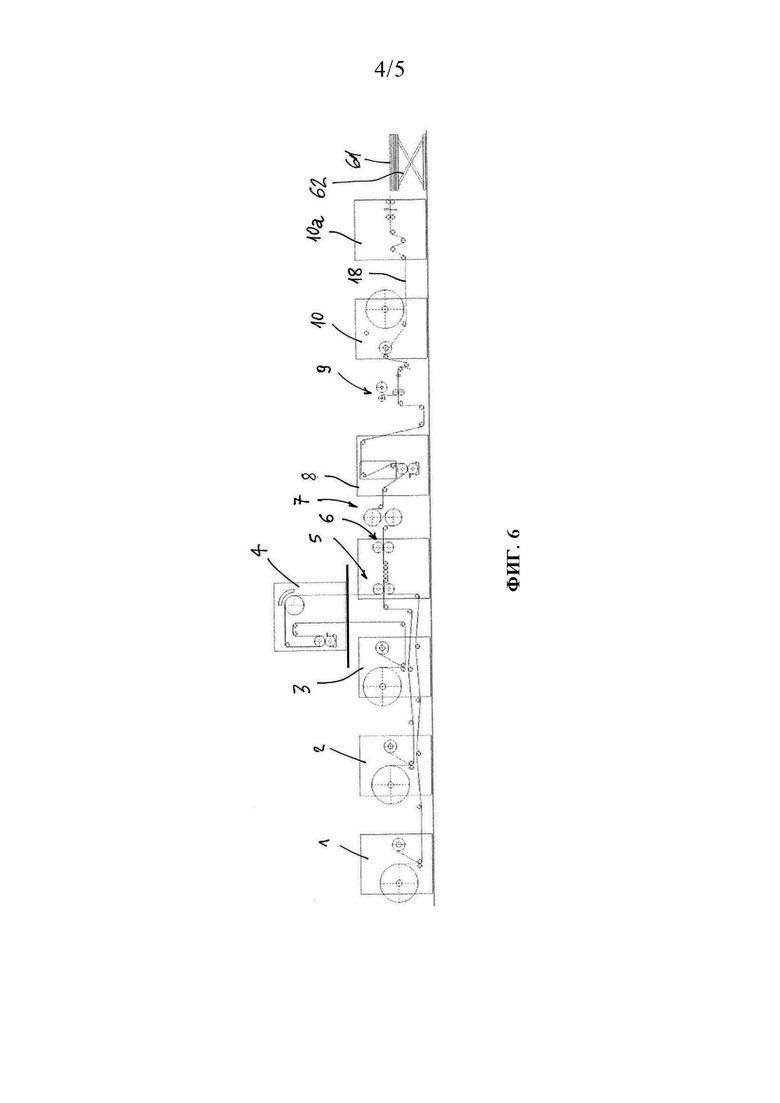
на фиг. 6 - схема производственной линии в соответствии со вторым вариантом осуществления изобретения;
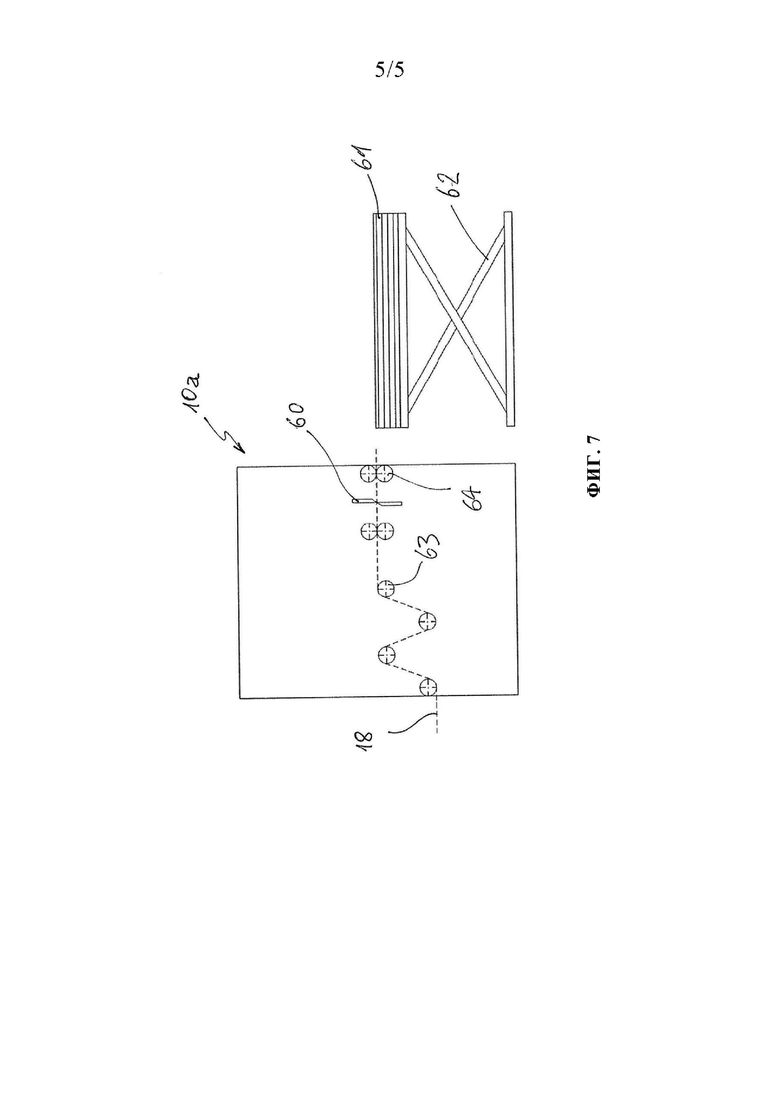
на фиг. 7 - увеличенный вид концевой секции производственной линии фиг. 6.
Ниже будут описаны варианты осуществления настоящего изобретения. На фиг. 1 показаны следующие основные части: 1 - размоточный станок нижнего полотна 11; 2 - размоточный станок промежуточного полотна 12; 3 -размоточный станок верхнего полотна 13; 4 - лакировочная секция; 5 - секция ламинирования; 6 - секция тиснения; 7 - секция охлаждения; 8 - секция нанесения грунтовочного покрытия; 9 - секция нанесения защитного пленочного покрытия; 10 - группа намотки готового материала; 11 - нижнее полотно; 12 - промежуточное полотно; 13 - верхнее полотно; 13' - верхнее полотно с нанесенным лаком; 14 - листовой материал перед тиснением, сформированный из нижнего полотна 11, промежуточного полотна 12 и верхнего полотна 13' с нанесенным лаком; 15 - листовой материал с тиснением; 16 - листовой материал с адгезионным грунтовочным покрытием; 17 - защитная покрывающая пленка; 18 - готовый листовой материал с покрытием из защитной пленки 17; 19 - бобина с готовым материалом.
На каждом из размоточных станков 1, 2 и 3 установлена бобина с исходным материалом и запасная бобина, готовая для замены. Например, на размоточном станке 1 установлена бобина 20 с исходным материалом и запасная бобина 21.
Полотна 11, 12 и 13 предназначены для формирования 3-слойного листового материала, тиснение которого осуществляется в секции 6. Перед ламинированием с другими полотнами верхнее полотно 13 направляют в лакировочную секцию 4, где на верхнюю поверхность полотна 13 наносится лак.
Например, нижнее полотно 11 представляет собой цветное ПВХ-полотно; промежуточное полотно 12 представляет собой цветное ПВХ-полотно; и верхнее полотно 13 представляет собой прозрачное ПВХ-полотно с принтом на обратной стороне. В других вариантах принт может быть нанесен на промежуточное полотно 12.
Предпочтительный вариант лакировочной секции 4 показан на фиг. 2. Лакировочная секция 4 включает: 22 - лакировочное устройство; 23 - ванну для жидкого лака; 24 - лакировочный цилиндр устройства 22; 25 - контрцилиндр устройства 22; 26 - ракельный нож (скребок) для удаления лишнего лака с лакировочного цилиндра 24; 27 - УФ-лампа для высушивания; 28 -направляющие валки.
Верхнее полотно 13 направляется через узкий зазор между лакирующим цилиндром 24 и контрцилиндром 25. Лакировочный цилиндр 24 погружен частично в ванну 23, так что при вращении он захватывает некоторое количество лака из ванны, формирующего слой на поверхности цилиндра. Скребок 26 удаляет лишний лак с поверхности цилиндра 24, и этот лак падает обратно в ванну.
Верхнее полотно 13 направляется в зазор с верхней поверхностью 131, обращенной к лакировочному цилиндру 24, так что лак наносится на эту верхнюю поверхность 131.
Можно отметить, что вращение контрцилиндра 25 определяется направлением транспортировки полотна, например, по часовой стрелке на фиг. 2. Лакировочный цилиндр 24 может вращаться в том же направлении, что и контрцилиндр 25, или в обратном направлении, обеспечивая нанесение лака в переднем или в обратном направлении.
В примере, показанном на фиг. 2, лакировочный цилиндр 24 вращается против часовой стрелки для нанесения лака в переднем направлении, так что лак собирается на правой стороне цилиндра, где установлен скребок 26. Для обеспечения нанесения лака в обратном направлении, с левой стороны цилиндра 24 может быть установлен другой скребок.
Лакировочный цилиндр 24 может иметь подходящий узор поверхности для повышения эффективности нанесения лака. Контрцилиндр 25 предпочтительно имеет эластомерное покрытие.
Ванна 21 соединена с подходящим резервуаром с жидким лаком (не показан), и может быть снабжена подходящими средствами для поддержания регулируемого уровня лака.
Ниже лакировочного устройства 22, по ходу движения полотна, верхнюю поверхность 131 подвергают действию излучения УФ-лампы 27 для полимеризации лака. Лакированное полотно 13' выходит из секции 4 и направляется в секцию 5 ламинирования, где осуществляется его ламинирование с полотнами 11 и 12.
В качестве лампы 27 предпочтительно используется эксимерная лампа.
Предпочтительно секции расположены в линию, кроме лакировочной секции 4, расположенной выше всех секций, как это показано на фиг. 1. Однако в настоящем изобретении возможны и другие конфигурации.
На фиг. 3 показана секция 5 ламинирования и секция 6 тиснения. В секции 5 ламинирования лакированное верхнее полотно 13', выходящее из секции 4, ламинируют с полотнами 11 и 12 двумя валками 30, 31, вращающимися в противоположных направлениях, для формирования листового материала 14.
Перед подачей в секцию 5 ламинирования полотна должны быть выровнены друг с другом надлежащим образом в направлении, поперечном главному направлению транспортировки. Выравнивание полотен 11 и 12 может быть выполнено регулировкой положения размоточных станков 1 и 2. Выравнивание верхнего полотна 13 может быть выполнено регулировкой положения лакировочной секции 4.
Листовой материал 14 пропускают через группу небольших валков в секции 32 нагрева. Эта секция 32 нагрева доводит листовой материал до температуры, подходящей для процесса тиснения. Валки секции 32 могут вращаться с переменной скоростью для обеспечения регулируемого растяжения материала 14. Регулируемое растяжение определяется для поддержания синхронизации с процессом тиснения и обеспечения требуемого тиснения с точной приводкой. Регулируемое растяжение может быть рассчитано на основе обнаруженной погрешности смещения, например, с помощью датчиков, определяющих положение гравированного цилиндра и положение установочных меток, напечатанных на материале.
Листовой материал 14 после растяжения, если оно необходимо, пропускают через зазор между гравированным цилиндром 33 и контр- или пресс-цилиндром 34. Гравированный цилиндр 33 имеет поверхность, гравированную подходящим образом, для обеспечения необходимого тиснения на листовом материале 14. Тисненный рисунок соответствует принту, обеспечиваемому на полотне 12.
Материал 15 с тиснением охлаждают в секции 7 и направляют в секцию 8 нанесения грунтовочного покрытия (фиг. 4). В этой секции 8 на обратную сторону 152 материала 15 наносится адгезионное грунтовочное покрытие. Нанесение адгезионного грунтовочного покрытия осуществляется двумя цилиндрами 40, причем нижний цилиндр захватывает жидкий материал грунтовочного покрытия из ванны 41. Принцип работы аналогичен принципу работы вышеописанного лакировочного устройства 22. Адгезионное грунтовочное покрытие предпочтительно наносят в переднем направлении, то есть, цилиндры вращаются в разных направлениях.
После нанесения адгезионного грунтовочного покрытия материал высушивают в подходящей печи 42.
Листовой материал 16, полученный таким образом, направляют в следующую секцию 9, где на верхнюю поверхность 161, которая является поверхностью с вытисненным рисунком, наносится защитная пленка 17 с помощью двух ламинирующих валков 50. Конечный листовой материал 18, полученный таким образом, с пленкой 17 накапливается в секции 10. После заполнения бобины она может быть снята и отправлена на хранение.
Пленка 17 предпочтительно изготовлена из полиэтилена. Подходящая толщина пленки равна, например, 50 микронам. Пленка 17 снабжена подходящим клеящим материалом на ее внутренней поверхности 171.
Производственная линия может быть сконфигурирована для опционального нанесения лака, адгезионного грунтовочного покрытия и защитной пленки. Таким образом, может быть получен материал по индивидуальному заказу.
На фиг. 6 и 7 иллюстрируется второй вариант осуществления изобретения, в котором готовый листовой материал 18 разрезают на отдельные листы в подходящей концевой секции 10а.
Эта концевая секция 10а, показанная на фиг. 7, содержит режущие ножи 60, форма и размеры которых обеспечивает отрезание отдельных листов 61 заданных размеров и формы из листового материала 18. Материал направляется к режущим ножам 60 подходящими направляющими валками 63. После отрезания листы 61 освобождаются выходными валками 64 и укладываются в накопитель 62.
В показанном варианте концевая резальная секция 10а расположена после вышеописанной намоточной секции 10 по направлению движения материала. Материал 18 вместо намотки на бобины проходит через секцию и подается в резальную секцию 10а. Этот вариант может использоваться, когда нет необходимости в намотке материала в рулоны.
Изобретение соответствует вышеуказанным задачам, поскольку предложенная производственная линия в высокой степени универсальна, и все шаги выполняются непрерывно в процессе ламинирования без регулярных прерываний или шагов загрузки следующих партий исходных материалов, что приводило бы к замедлению всего процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ РАППОРТА МЕХАНИЧЕСКОГО И ХИМИЧЕСКОГО ТИСНЕНИЯ В ПРОИЗВОДСТВЕ ПВХ ЛИНОЛЕУМА | 2008 |
|
RU2368713C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫТИЯ НАПОЛЬНОГО | 2008 |
|
RU2380465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНОЛЕУМА | 2000 |
|
RU2171324C1 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ ИЗ БУМАГИ ТИССЬЮ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2017 |
|
RU2748047C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ЭТИКЕТКИ, ВКЛЮЧАЮЩЕЙ ИНТЕГРИРОВАННЫЙ ЭЛЕКТРОПРОВОДЯЩИЙ ШАБЛОН | 2018 |
|
RU2770353C2 |
| УСТРОЙСТВО И СПОСОБ ЛАМИНИРОВАНИЯ УЗКИХ НЕТКАНЫХ ПОЛОТЕН ПОЛИМЕРНОЙ ПЛЕНКОЙ И МАТЕРИАЛ, ИЗГОТОВЛЕННЫЙ ПО ЭТОМУ СПОСОБУ | 1996 |
|
RU2156693C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТИСНЕНОЙ ПЛАТИНКИ | 2007 |
|
RU2417896C2 |
| МНОГОСЛОЙНЫЙ ПРОДУКТ ИЗ БУМАГИ ТИССЬЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2760347C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ БУМАЖНОГО РУЛОННОГО МАТЕРИАЛА | 2012 |
|
RU2564586C2 |
| БЕЗГИЛЬЗОВЫЙ РУЛОН АБСОРБИРУЮЩЕГО ЛИСТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2751637C1 |
Изобретение относится к производству листового материала, тисненного с приводкой. Производственная линия ламинирования и тиснения содержит секцию размотки, включающую размоточные станки для составляющих полотен, подлежащих ламинированию одно поверх другого для формирования листового материала. Причем составляющие полотна включают по меньшей мере нижнее полотно и верхнее полотно, а также одно или более промежуточных полотен. Производственная линия также содержит секцию ламинирования составляющих полотен для формирования листового материала и секцию непрерывного тиснения с приводкой, расположенную ниже секции ламинирования по направлению движения материала и включающую по меньшей мере один гравированный цилиндр для тиснения. Причем секция ламинирования сконфигурирована для обеспечения тиснения с приводкой на листовом материале, пропускаемом через зазор между гравированным цилиндром и контрцилиндром. Производственная линия также содержит лакировочную секцию, расположенную выше секции ламинирования по направлению движения материала и сконфигурированную для нанесения лака на верхнее полотно перед его ламинированием с другими полотнами для формирования листового материала. Повышается точность и качество обработки поверхности без снижения производительности линии. 11 з.п. ф-лы, 7 ил.
1. Производственная линия ламинирования и тиснения для производства листового материала, тисненного с приводкой, в непрерывном процессе, содержащая: секцию размотки, включающую размоточные станки (1-3) для составляющих полотен (11-13), подлежащих ламинированию одно поверх другого для формирования указанного листового материала, причем составляющие полотна включают по меньшей мере нижнее полотно (11) и верхнее полотно (13), а также, опционально, одно или более промежуточных полотен (12); секцию (5) ламинирования, сконфигурированную для ламинирования составляющих полотен для формирования листового материала (14); секцию (6) непрерывного тиснения с приводкой, расположенную ниже секции ламинирования по направлению движения материала и включающую по меньшей мере один гравированный цилиндр для тиснения, причем секция ламинирования сконфигурирована для обеспечения тиснения с приводкой на листовом материале, пропускаемом через зазор между гравированным цилиндром и контрцилиндром; и лакировочную секцию (4), расположенную выше секции ламинирования по направлению движения материала и сконфигурированную для нанесения лака на верхнее полотно (13) перед его ламинированием с другими полотнами для формирования листового материала.
2. Производственная линия по п. 1, в которой лакировочная секция (4) содержит группу (22) нанесения лака, включающую: ванну (23) для жидкого лака; первый вращающийся цилиндр (24), который расположен над ванной, причем его нижняя часть погружена в ванну для захвата из нее лака при его вращении; второй вращающийся цилиндр (25), расположенный напротив первого цилиндра на близком расстоянии, так что между ними формируется зазор, причем первый цилиндр и второй цилиндр выполнены с возможностью вращения в одном направлении или в разных направлениях, и лакировочная секция сконфигурирована для направления верхнего полотна (13) через указанный зазор, так что верхняя поверхность (131) полотна обращена в сторону первого цилиндра.
3. Производственная линия по п. 2, в которой лакировочная секция содержит также секцию полимеризации, расположенную ниже группы (22) нанесения лака по направлению движения материала.
4. Производственная линия по п. 3, в которой секция полимеризации включает по меньшей мере один УФ-излучатель (27) и выполнена с возможностью воздействия излучения УФ-излучателя на поверхность полотна, покрытую лаком.
5. Производственная линия по любому из предыдущих пунктов, включающая средства направления, сконфигурированные для выборочной подачи верхнего полотна в лакировочную секцию или для подачи верхнего полотна непосредственно в секцию ламинирования, в обход лакировочной секции.
6. Производственная линия по любому из предыдущих пунктов, дополнительно содержащая секцию (8) для нанесения грунтовочного покрытия, такого как адгезионное грунтовочное покрытие, для улучшения адгезии листового материала к поверхности, причем эта секция (8) расположена ниже секции (6) тиснения по направлению движения материала и сконфигурирована для нанесения грунтовочного покрытия на обратную поверхность (152) листового материала (15).
7. Производственная линия по п. 6, в которой секция (8) нанесения грунтовочного покрытия сконфигурирована для нанесения жидкого грунтовочного покрытия на обратную поверхность листового материала и включает ванну (41) с жидким грунтовочным покрытием, а также два цилиндра (40), вращающихся в противоположных направлениях, причем нижняя часть одного цилиндра погружена в ванну для захвата жидкого грунтовочного покрытия, а другой цилиндр является контрцилиндром, и листовой материал пропускается в зазор между цилиндрами.
8. Производственная линия по п. 6 или 7, в которой секция (8) нанесения грунтовочного покрытия включает сушильную секцию (42) для высушивания грунтовочного покрытия после его нанесения на листовой материал.
9. Производственная линия по любому из предыдущих пунктов, дополнительно содержащая секцию (9) для нанесения защитной пленки (17) на верхнюю поверхность тисненого листового материала.
10. Производственная линия по любому из предыдущих пунктов, содержащая концевую секцию (10, 10а), в которой накапливают готовый листовой материал (18) и которая включает:
намоточную группу, в которой готовый листовой материал (18) наматывают на бобины (19), и/или
резальную группу, в которой готовый листовой материал (18) нарезают на листы (61) заданного размера.
11. Производственная линия по любому из предыдущих пунктов, в которой секция (6) тиснения содержит по меньшей мере один датчик для определения положения гравированного цилиндра и по меньшей мере один датчик для обнаружения установочных отметок на листовом материале, а также систему регулировки для регулировки положения гравированного цилиндра относительно листового материала, чтобы поддерживать точную приводку на основе сигналов, обеспечиваемых датчиками.
12. Производственная линия по любому из предыдущих пунктов, в которой секция (6) тиснения содержит средства для обеспечения регулируемого растяжения листового продукта, причем величину регулируемого растяжения определяют для поддержания точной приводки между гравированным цилиндром и листовым материалом.
| АНТАГОНИСТЫ VRI ВАНИЛОИДНОГО РЕЦЕПТОРА НА ОСНОВЕ ИОНОНА | 2007 |
|
RU2447064C2 |
| СПОСОБ, УСТРОЙСТВО И СИСТЕМА ДЛЯ УПРАВЛЕНИЯ АДМИНИСТРАТИВНОЙ СВЯЗЬЮ МЕЖДУ УЧЕТНОЙ ЗАПИСЬЮ И УСТРОЙСТВОМ | 2015 |
|
RU2636524C2 |
| МАШИНА ДЛЯ ПОСАДКИ ДРЕВЕСНЫХ НАСАЖДЕНИЙ | 1929 |
|
SU17888A1 |
| ПАНЕЛИ НА ОСНОВЕ ДРЕВЕСНЫХ ВОЛОКОН С ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2483867C2 |
| ПАНЕЛИ НА ОСНОВЕ ДРЕВЕСНЫХ ВОЛОКОН С ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2628514C2 |

