Область техники
Изобретение относится к фанерным панелям. Изобретение относится к фанерным панелям, подходящим для использования в качестве конструкционных элементов, таких как стены или напольные покрытия. Изобретение относится к огнестойким фанерным панелям. Изобретение относится к способам улучшения огнестойкости фанерных панелей.
Уровень техники
Фанера является хорошо известным материалом на основе древесины. Являясь основанной на древесине, фанера как таковая обычно не очень стойка к огню. Известно нанесение огнезащитного средства на фанеру для улучшения огнестойкости. Огнезащитное средство можно наносить на фанерную панель под высоким давлением и/или в вакууме, после этого сушить при нагревании.
Древесный материал можно обработать огнезащитными химикатами, например, путем пропитки в вакууме под давлением, которую выполняют в сосуде под давлением. Однако, для фанеры этот обычный способ защитной обработки не является подходящим из-за низкого проникновения химиката через клеевые слои, неподходящей для фанеры геометрии сосудов под давлением и периодического типа способа пропитки. Кроме того, пропитка под давлением и дополнительная необходимая стадия сушки могут разрушить древесные клеточные мембраны, что приведет к поверхностным и внутренним трещинам, что может неблагоприятно влиять на прочность фанеры.
Из уровня техники известна обработка фанеры посредством нанесения клеевых слоев, где защитный химикат, такой как огнезащитное средство, смешивают со связующей композицией, используемой для склеивания листов шпона с образованием фанеры. Способ пропитки клеевого слоя можно включить в операции по укладыванию листов в пакет для склейки, однако он требует, чтобы огнезащитный химикат был стабилен при экстремальных технологических условиях, таких как тепло, давление и высокий рН, которые существуют в течение стадий укладывания листов и горячего прессования фанеры. Эти технологические условия могут привести к разложению огнезащитного средства и, таким образом, потери его активности в течение срока службы конечного продукта. Кроме того, используемое огнезащитное средство должно быть способно проникать из связующей композиции в древесный материал, чтобы обеспечить требуемый уровень защиты.
Было отмечено, что приложение высокого давления снижает прочность фанерной панели. Поэтому улучшение огнестойкости фанерных панелей в то же время уменьшает прочность. В альтернативном варианте, если не используют давление, степень пропитки огнезащитным средством может оставаться настолько низкой, что не достигают огнестойких свойств панели.
Авторы изобретения осознали потребность в способе защиты фанеры от огня, сохраняющем при этом другие свойства фанеры, требуемые для ее конечного применения.
Краткое описание изобретения
Предложен способ улучшения огнестойкости фанерной панели. Достаточной степени пропитки огнезащитным средством достигают без использования пропитки под давлением. Достаточной степени пропитки огнезащитным средством достигают без использования сушки при нагревании. Таким образом, в данном способе механическая прочность панели остается высокой. Более того, из-за того, что не используют высокое давление, значительное количество огнезащитного средства остается в поверхностных слоях шпона, которые в наибольшей степени восприимчивы к огню. Таким образом, так как большую часть огнезащитного средства используют в наиболее незащищенных слоях, достаточным является небольшое количество огнезащитного средства, что делает способ экономичным. Более того, плотность (кг/м3) фанеры остается низкой при обработке, что способствует перемещению панелей на стройплощадку. Высокой степени пропитки огнезащитным средством поверхностных слоев шпона панели достигают путем надлежащей шлифовки поверхностей фанерной панели перед нанесением огнезащитного средства. Кроме того, высокой степени пропитки огнезащитного средства поверхностных слоев шпона панели достигают путем нанесения огнезащитного средства при определенной температуре. Также раскрыто предпочтительное количество огнезащитного средства в связи с предпочтительной толщиной шпона.
Способ по изобретению описан в независимом пункте 1 формулы изобретения. Соответствующая огнестойкая панель по изобретению описана в независимом пункте 14 формулы изобретения. Предпочтительные воплощения описаны в зависимых пунктах формулы изобретения и описании. Дополнительные воплощения раскрыты в описании.
Краткое описание чертежей
На Фиг. 1а показан вид сбоку фанерной панели,
на Фиг. 1b показан вид сбоку фанерной панели,
на Фиг. 2а показано аксонометрическое изображение первой поверхности фанерной панели и первой шлифованной поверхности,
на Фиг. 2b показано аксонометрическое изображение второй поверхности фанерной панели и второй шлифованной поверхности,
на Фиг. 3а показан вид сбоку нанесения раствора жидкого огнезащитного средства на первую поверхность путем распыления,
на Фиг. 3b показан вид сбоку уложенных в стопку фанерных панелей для вдавливания раствора жидкого огнезащитного средства в фанерную панель,
на Фиг. 4а показан вид сбоку слоев шпона фанеры и направления древесных волокон в ней,
на Фиг. 4b показано аксонометрическое изображение слоев шпона фанеры и направления древесных волокон в ней,
на Фиг. 4с показано аксонометрическое изображение слоя шпона фанеры,
на Фиг. 4d показано аксонометрическое изображение шпона,
на Фиг. 5а показана фанерная панель, покрытая с обеих сторон, не является частью изобретения,
на Фиг. 5b показана фанерная панель, покрытая только с одной стороны, и
на Фиг. 6а - 6с показаны три вида условий испытаний на огнестойкость фанерной панели.
Подробное описание изобретения
Изобретение относится к способу улучшения огнестойкости фанерной панели 100. Изобретение относится к огнестойкой фанерной панели 100. В данном способе огнезащитное средство 300 наносят по меньшей мере на первую поверхность 112 фанерной панели 100 для улучшения огнестойкости. Предпочтительно огнезащитное средство 300 наносят на две противоположные поверхности 112, 122 фанерной панели 100 для улучшения огнестойкости. Огнезащитное средство 300 может представлять собой раствор жидкого огнезащитного средства или оном может быть сжижено в течение его нанесения, чтобы пропитать панель 100 огнезащитным средством 300. В одном воплощении огнезащитное средство 300 является раствором 300 жидкого огнезащитного средства. В одном воплощении раствор 300 жидкого огнезащитного средства содержит фосфор. Фосфор связан в химическом соединении. Таким образом термин «связанный фосфор» используют в этом описании. Таким образом, выражение «содержит связанный фосфор» означает «содержит химическое соединение, содержащее фосфор». Однако, количество связанного фосфора относится к количеству только связанного фосфора, а не к общему количеству химического соединения, в котором связан фосфор. Как необработанную фанерную панель, которую необходимо обработать, так и обработанную фанерную панель, то есть огнестойкую фанерную панель, называют фанерной панелью. В пунктах формулы изобретения, относящихся к продукту, термин «фанерная панель» относится к обработанной панели, то есть к огнестойкой фанерной панели. При рассматривании применения, термины «обработанная панель» и «необработанная панель» также используют для прояснения вопроса.
На Фиг. 1а показан вид сбоку фанерной панели 100. Способ включает получение такой панели 100. Фанерная панель 100 содержит первый слой 110 шпона, второй слой 120 шпона и клеящее вещество 190 между первым слоем 110 шпона и вторым слоем 120 шпона. Как хорошо известно, фанерная панель 100 обычно содержит по меньшей мере три слоя шпона, например, от 3 до 21 слоев шпона. Воплощения, в которых фанерная панель 100 содержит от 5 до 11, например, 5, 7 или 9 слоев шпона, являются особенно подходящими для строительных целей. Для этих целей толщина фанерной панели 100 предпочтительно составляет от 15 мм до 18 мм.
Нумерация слоев шпона в данном документе такова, что первый слой 110 шпона образует первую поверхность 112 непокрытой фанерной панели 100, а второй слой 120 шпона образует вторую поверхность 122 непокрытой фанерной панели 100, если панель не покрыта. С помощью данного способа непокрытую фанерную панель или фанерную панель, которая покрыта только со второй стороны, обрабатывают с образованием огнестойкой фанерной панели. Однако, такую обработанную фанерную панель можно позже обработать, например, путем окрашивания. Потребитель панели должен учитывать, что покрытие может ухудшить огнестойкость панели. Поэтому изобретение относится, помимо способа, к фанерным панелям, у которых покрыто не более одной стороны. Покрытие относится к водостойкому покрытию, такому как полимерное покрытие, в частности к покрытию, содержащему полимеризованную смолу, такую как полимеризованная фенолформальдегидная и/или полимеризованная лигнинфенолформальдегидная смола. Обработку поверхности непокрытой фанерной панели огнезащитным средством не относят к образованию покрытия на фанерной панели, даже если по меньшей мере на некоторых местах обработанной поверхности может присутствовать некоторое количество огнезащитного средства 300. Например, второй слой 120 шпона можно покрыть полимеризованной фенолформальдегидной смолой, при этом древесную первую поверхность 112 можно обработать огнезащитным средством 300.
В случае нанесения покрытия, поверхность 112, 122 панели покрывают покрытием 195, 196, при этом поверхность 112, 122 превращается в поверхность раздела 112, 122 между покрытием 195, 196 и поверхностью шпона 110, 120 (то есть первого шпона 110 или второго шпона 120). Более того, если панель покрыта со стороны первого шпона 110 первым покрытием 195, первый шпон 110 проходит в направлении толщины tp панели 100 до поверхности раздела 112 между первым покрытием 195 и первым шпоном 110. Более того, если панель покрыта вторым покрытием 196 со стороны второго шпона 120, второй шпон 120 проходит в направлении толщины tp панели 100 до поверхности раздела 122 между вторым покрытием 196 и вторым шпоном 120. Поверхности непокрытой панели указаны на Фиг. 1а и 1b, при этом поверхности раздела покрытой панели указаны на Фиг. 5а и 5b.
Толщина tp фанерной панели 100 определена между первой поверхностью 112 и второй поверхностью 122 (или первой поверхностью 112 и второй поверхностью раздела 122, если вторая поверхность 122 панели покрыта покрытием 196). Другие слои 130, 140, 150 шпона, если они присутствуют, расположены между первым слоем 110 шпона и вторым слоем 120 шпона в направлении Sz толщины tp фанерной панели 100, как показано на Фиг. 1b. Толщина tp панели меньше длины lp панели и ширины wp панели 100 (см. Фиг. 4b). Соответственно, все слои шпона фанерной панели находятся между ее поверхностями (112, 122) или, если панель покрыта со второй стороны, между поверхностью 112 и поверхностью раздела 122 (см. Фиг. 1а и 5b).
Внутри слоя шпона фанерной панели 100 древесные волокна древесного материала имеют ориентацию. В частности, первый слой 110 шпона содержит древесные волокна, ориентированные в первом направлении D1 древесных волокон, а второй слой 120 шпона содержит древесные волокна, ориентированные во втором направлении D2 древесных волокон. Такие направления показаны, например, на Фиг. 2а, 2b, 4а и 4b.
Слой 110, 120, 130 шпона может содержать древесные волокна, ориентированные в различных направлениях. Термин «направление древесного волокна» относится к направлению, в котором росло дерево, из которого были получены слои шпона. Данное направление очевидно, например, из годовых колец, видных на шпоне. Альтернативно, направление древесных волокон слоя шпона относится к среднему направлению древесных волокон, причем среднее вычисляют в виде среднемассового значения. Альтернативно, направление древесных волокон слоя шпона относится к медианному направлению древесных волокон, причем медиану вычисляют исходя из массы, так что 50 масс. % древесных волокон слоя шпона образуют положительный угол относительно плоскости, определенной нормалью к слою шпона и направлением древесных волокон слоя шпона, и 50 масс. % древесных волокон слоя шпона образуют отрицательный угол относительно плоскости, определенной нормалью к слою шпона и направлением древесных волокон слоя шпона.
Проблема с обработанными древесными продуктами, такими как фанера, состоит в том, что их поверхности 112, 122 в результате способов изготовления, например, горячего прессования, которым они подвергались, часто имеют, например, плохую смачиваемость, по сравнению с продуктами из только что распиленной полярной древесины. Поверхности 112, 122 фанеры 100 могут иметь глянцевый внешний вид, показывающий, что они были дезактивированы давлением при высоких температурах. В особенности в течение горячего прессования смолистые экстрактивные вещества мигрируют к поверхности, клеящие вещества отверждаются, и смазка для поддона остается на поверхностях продукта и таким образом дезактивирует или блокирует поверхности, препятствуя смачиванию. В течение горячего прессования фанеру 100 подвергают тепловой обработке, при этом фанерные поверхности 112, 122 становятся более гидрофобными в результате пластификации лигнина и/или потери остаточной воды, что приводит к перестройке лигноцеллюлозных компонентов древесины. В результате повышенной гидрофобности фанеры, ее смачиваемость уменьшается. Плохая смачиваемость может затем неблагоприятно воздействовать на последующую обработку, такую как обработка поверхности огнезащитным средством 300.
Было обнаружено, что шлифование поверхности 112 фанеры, на которую необходимо нанести огнезащитное средство 300, приводит к шероховатости поверхности, подходящей для хорошего покрытия поверхности. Шероховатость поверхности, являющаяся результатом шлифования поверхности фанеры, обладает тем преимуществом, что она обеспечивает равномерное и надлежащее распределение огнезащитного химиката по поверхности с помощью валков или путем распыления.
Что касается Фиг. 2а, воплощение включает шлифование первой поверхности 112 фанерной панели 100 в первом направлении R1 шлифовки, которое образует угол α1, составляющий по меньшей мере 30 градусов, по меньшей мере 45 градусов или по меньшей мере 60 градусов с первым направлением D1 древесных волокон. Первое направление R1 шлифовки также перпендикулярно к нормали первой поверхности 112. В частности, первую поверхность 112 шлифуют с использованием первой шлифовальной поверхности 332, так что первая шлифовальная поверхность 322 и первая поверхность 112 фанерной панели 100 двигаются относительно друг друга в направлении, которое образует угол по меньшей мере 30 градусов, по меньшей мере 45 градусов или по меньшей мере 60 градусов с первым направлением D1 древесных волокон и находится в плоскости первой поверхности 112 фанерной панели 100. Было обнаружено, что шлифовка в таком направлении R1 открывает древесные волокна первой поверхности 112. Было обнаружено, что жидкое или сжиженное огнезащитное средство хорошо пропитывает древесную поверхность, отшлифованную в этом направлении. Это наиболее вероятно происходит из-за того, что шлифовальная поверхность разрушает волокна. Соответственно, если шлифовальная поверхность двигается только параллельно древесным волокнам, некоторые из древесных волокон могут остаться неповрежденными. Как показано на Фиг. 2а, предпочтительно угол α1 между D1 и R1 составляет примерно 90 градусов и R1 перпендикулярно к нормали первой поверхности 112. Фанерную панель 100 можно шлифовать и обрабатывать огнезащитным средством 300 только с первой стороны.
Что касается Фиг. 2b, воплощение, в котором также и вторую поверхность 122 обрабатывают огнезащитным средством, включает шлифование второй поверхности 122 фанерной панели 100 во втором направлении R2 шлифовки, которое образует угол α2, составляющий по меньшей мере 30 градусов, по меньшей мере 45 градусов или по меньшей мере 60 градусов со вторым направлением D2 древесных волокон. Второе направление R2 шлифовки также перпендикулярно к нормали второй поверхности 122. В частности, вторую поверхность 122 шлифуют с использованием второй шлифовальной поверхности 334, так что вторая шлифовальная поверхность 324 и вторая поверхность 122 фанерной панели 100 двигаются относительно друг друга в направлении, которое образует угол по меньшей мере 30 градусов, по меньшей мере 45 градусов или по меньшей мере 60 градусов со вторым направлением D2 древесных волокон и находится в плоскости второй поверхности 122 фанерной панели 100. Как показано на Фиг. 2b, предпочтительно угол α2 между D2 и R2 составляет примерно 90 градусов и R2 перпендикулярно к нормали второй поверхности 122.
Шлифовку можно осуществлять, например, перемещая шлифовальную поверхность (322, 324) и/или шлифуемую поверхность (112, 122) вперед и назад относительно друг друга. Альтернативно, шлифовальная поверхность (322, 324) может образовывать петлю (то есть ленту) и может двигаться только в одном направлении.
Также неожиданно было обнаружено, что шлифование поверхности фанеры, на которую необходимо нанести огнезащитный химикат, обладает преимуществом в том, что обеспечивает проникновение огнезащитного химиката в полости и клетки древесного материала.
В одном воплощении настоящего изобретения обеспечивают шлифованную поверхность 112 (в некоторых случаях также поверхность 122), используя на стадии шлифования, перед размещением огнезащитного средства на шлифованной поверхности, абразивную бумагу, имеющую зернистость Р20 - Р20, предпочтительно зернистость Р40 - Р120 и более предпочтительно зернистость Р40 - Р80 в соответствии со стандартом ISO 6344. Использование абразивной бумаги с этим сортом зернистости приводит к поверхности 112, в которую легко впитывается огнезащитное средство 300. При использовании более мелкой зернистости поверхность может оставаться так сказать закрытой для впитывания огнезащитного химиката, а использование более крупной зернистости приводит к неоднородному распределению огнезащитного химиката, где основная часть огнезащитного химиката остается во впадинах поверхности, при этом так называемые верхушки или пики остаются непокрытыми.
В одном воплощении настоящего изобретения по меньшей мере первую поверхность 112 фанерной панели 100 шлифуют по существу в поперечном направлении по отношению к направлению древесных волокон поверхности шпона. Термин «по существу поперечный» был конкретизирован выше. Это оказывает положительное воздействие на большую часть древесных волокон на поверхности фанеры и на множество отдельных мест одного шлифуемого древесного волокна и так называемых открытых мест, так что огнезащитный химикат легко впитывается в древесные волокна.
Шлифование в указанном по существу поперечном направлении дает улучшенные свойства смачивания древесной поверхности. Смачивание облегчается в направлении абразивных царапин. Волокна вырывают при шлифовании по существу в поперечном к древесным волокнам направлении, при этом их в основном сдирают при шлифовании в параллельном к древесным волокнам направлении. Присутствие вырванных микроволокон способствует лучшему механическому скреплению, а также обеспечивает большую реальную поверхность, доступную для взаимодействий огнезащитного средства и древесины.
Было обнаружено, что, помимо направления шлифования, шероховатость шлифуемых поверхности(ей) влияет на то, насколько хорошо жидкий или сжиженный огнезащитный раствор 300 пропитывает поверхность шпона. В одном воплощении шлифование (то есть абразивную обработку) первой поверхности 112 фанерной панели 100 выполняют первой шлифовальной поверхностью 322 (например, поверхностью наждачной бумаги), имеющей зернистость в описанных выше пределах (например, от Р20 до Р220 или от Р40 до Р120, в соответствии со стандартом ISO 6344). Шлифование второй поверхности 122 фанерной панели 100 можно выполнять шлифовальной поверхностью, такой как первая шлифовальная поверхность 322 или вторая шлифовальная поверхность 324, имеющей зернистость в вышеупомянутых пределах. Это обеспечивает то, что шлифованная поверхность фанерной панели является не слишком гладкой перед нанесением огнезащитного средства и, в то же время, огнезащитное средство по существу однородно пропитывает поверхность шпона.
Предпочтительно способ включает шлифование первой поверхности 112 первичной первой шлифовальной поверхностью 322 (например, поверхностью первичной наждачной бумаги), имеющей зернистость от Р40 до Р60, и после этого шлифование первой поверхности 112 вторичной первой шлифовальной поверхностью (например, поверхностью вторичной наждачной бумаги), имеющей зернистость от Р60 до Р120. Таким же образом способ может включать шлифование второй поверхности 122 первичной шлифовальной поверхностью, имеющей зернистость от Р40 до Р60, и после этого шлифование второй поверхности 122 вторичной шлифовальной поверхностью, имеющей зернистость от Р60 до Р120.
Также было обнаружено, что раствор жидкого огнезащитного средства хорошо пропитывает поверхность 112 (и, в некоторых случаях, 122), когда температура поверхности является достаточно высокой. Одно воплощение включает установление температуры первой поверхности 112 по меньшей мере 15°С и, после указанного шлифования первой поверхности и установления температуры первой поверхности, нанесение раствора 300 жидкого огнезащитного средства на первую поверхность 112. Раствор 300 жидкого огнезащитного средства наносят на первую поверхность 112, когда температура первой поверхности 112 составляет по меньшей мере 15°С. Предпочтительно температура первой поверхности составляет от 30°С до 100°С, когда раствор 300 жидкого огнезащитного средства наносят на первую поверхность 112. Более предпочтительно температура первой поверхности составляет от 50°С до 95°С, когда раствор 300 жидкого огнезащитного средства наносят на первую поверхность 112. Также предпочтительно температура раствора 300 жидкого огнезащитного средства при нанесении на первую поверхность 112 составляет по меньшей мере 15°С, например, по меньшей мере 20°С или по меньшей мере 25°С. Предпочтительно температура раствора 300 жидкого огнезащитного средства при нанесении на первую поверхность 112 составляет не более 55°С или не более 50°С.
Повышенная температура древесины, а также, в некоторых случаях, раствора огнезащитного средства может обеспечить размягчение смолистых соединений, присутствующих в структуре древесины, и облегчить продвижение жидкого потока и поэтому вносить вклад в улучшенное проникновение. Однако, при более высоких температурах может возникать опасность выделения смолистых соединений на поверхность древесины. Это может оказывать противоположный эффект на проникновение огнезащитного средства.
Одно воплощение включает установление температуры второй поверхности 122 по меньшей мере 15°С и, после указанного шлифования второй поверхности и установления температуры второй поверхности, нанесение раствора 300 жидкого огнезащитного средства на вторую поверхность 122. Раствор 300 жидкого огнезащитного средства наносят на вторую поверхность 122, когда температура второй поверхности 122 составляет по меньшей мере 15°С. Предпочтительно температура второй поверхности составляет от 30°С до 100°С, когда раствор 300 жидкого огнезащитного средства наносят на вторую поверхность 122. Более предпочтительно температура второй поверхности составляет от 50°С до 95°С, когда раствор 300 жидкого огнезащитного средства наносят на вторую поверхность 122. Также предпочтительно температура раствора 300 жидкого огнезащитного средства при нанесении на вторую поверхность 122 составляет по меньшей мере 15°С, например, по меньшей мере 20°С или по меньшей мере 25°С. Предпочтительно температура раствора 300 жидкого огнезащитного средства при нанесении на вторую поверхность 122 составляет не более 55°С или не более 50°С.
Что касается Фиг. 3а, раствор 300 огнезащитного средства можно, например, распылить на панель, то есть на ее первую поверхность 112. Раствор 300 огнезащитного средства можно, например, распылить на вторую поверхность 122. Разбрызгиватель может содержать транспортер 410. Разбрызгиватель может содержать форсунку 420 для разбрызгивания раствора 300 огнезащитного средства на панель. Альтернативно или дополнительно, огнезащитное средство 300 можно нанести с помощью покрывного валика. Альтернативно, панель 100 можно погрузить в раствор 300 огнезащитного средства.
Что касается Фиг. 3b, после нанесения раствора 300 огнезащитного средства, панели 100 можно уложить в стопку 200 фанерных панелей, чтобы вдавить раствор 300 жидкого огнезащитного средства в фанерную панель 100 (то есть пропитать ее). В качестве примера, на Фиг. 3b показана стопка 200 из пяти панелей 1001, 1002, 1003, 1004 и 1005. Давление такой стопки 200 обеспечивает вдавливание огнезащитного средства 300 в панели. Однако, обычно стопка является настолько низкой, что давление стопки не ухудшает механические свойства панелей. В одном воплощении панель удерживают в стопке 200 в течение по меньшей мере 24 часов или по меньшей мере 48 часов, чтобы обеспечить пропитку поверхностных шпонов 110, 120 огнезащитным средством.
В случае, когда только первую поверхность 112 фанерной панели 100 обрабатывают огнезащитным средством 300, можно улучшить пропитку огнезащитным средством 300 обрабатываемых панелей 100 перед укладыванием их в стопку. Пропитку огнезащитным средством 300 можно улучшить посредством повышенной температуры. Было отмечено, что температура влияет на свойства огнезащитного раствора, а также на структуру древесины, и поэтому воздействует на проникновение. Поэтому обработанную панель можно термически обработать при температуре по меньшей мере 60°С или по меньшей мере 80°С в течение по меньшей мере 15 секунд или по меньшей мере 30 секунд для улучшения пропитки огнезащитным средством 300 обработанных панелей 100. Температура обработки может составлять, например, не более 120°С или не более 100°С, чтобы не создавать высокое давление в обработанной влажной древесине из-за кипения. Однако, даже температуру более 100°С можно использовать в связи с содержащим воду огнезащитным средством без ухудшения внутренней структуры панели, так как с помощью данного способа только немного (или совсем нисколько) огнезащитного средства проникает в средние слои шпона (например, 130). Таким образом, давление, создаваемое термической обработкой, по-видимому, не влияет на механические свойства панели.
Обсужденную выше термическую пропитку также можно использовать, если противоположные поверхности 112, 122 панели 100 обрабатывают последовательно. Например, можно сперва нанести огнезащитное средство на первую поверхность 112, после чего подвергнуть панель 100 термической обработке для улучшения пропитки и после этого нанести огнезащитное средство на вторую поверхность 122.
Пропитка не обязательно должна быть полной. Достаточно, чтобы первая поверхность ощущалась как сухая. Альтернативно или дополнительно, может быть достаточным, чтобы обработанная поверхность (112, 122) не пачкала объекты, которые контактируют с обработанной поверхностью.
Также было обнаружено, что огнезащитное средство 300, такое как раствор 300 жидкого огнезащитного средства, лучше пропитывает сухую древесину, чем влажную древесину. Более того, было обнаружено, что огнезащитное средство 300, такое как раствор 300 жидкого огнезащитного средства, лучше пропитывает древесину, которая не слишком сухая. Поэтому в предпочтительном воплощении первый слой 110 шпона является по существу сухим при нанесении огнезащитного средства 300. Это также относится ко второму слою 120 шпона, если обе поверхности обрабатывают огнезащитным средством. В одном воплощении перед началом нанесения огнезащитного средства 300 на первую поверхность 112 влагосодержание первого слоя 110 шпона составляет от 3% до 14%, предпочтительно от 8% до 12%. В одном воплощении перед началом нанесения огнезащитного средства 300 на вторую поверхность 122 влагосодержание второго слоя 120 шпона составляет от 3% до 14%, предпочтительно от 8% до 12%. Обычно термин «влагосодержание» относится к массе воды, деленной на сухую массу древесины. Степень сухости влияет на пропитку, в частности, когда используют раствор 300 жидкого огнезащитного средства.
Было обнаружено, что таким образом первый слой 110 шпона и второй слой 120 шпона хорошо пропитывают огнезащитным средством 300, при этом образуют огнестойкую фанерную панель 100. Такая панель является огнестойкой согласно классификационному стандарту EN 13501-1:2007+А1:2009, как указано классами: горючесть В, производство дыма s1 и пылающие капли d0. Также отметим, что этот стандарт ссылается на другие стандарты, как подробно описано ниже. Более того, предпочтительно вышеупомянутых классов огнестойкости (B-s1, d0) достигают в обычных компоновках, описанных в стандарте EN 13823. Такие компоновки проиллюстрированы на Фиг. 6а - 6с.
Предпочтительно вышеупомянутых классов огнестойкости (B-s1, d0) достигают во всех компоновках, описанных на Фиг. 6а - 6с. На Фиг. 6а - 6с фанерную панель механически закрепляют на деревянных или металлических каркасах. Фанерную панель закрепляют с использованием металлических винтов для дерева. На Фиг. 6а показано испытание на огнестойкость фанерной панели 100. Панель монтируют на основу 510 с каркасом 520 или посредством основы 510 на каркас 520. Каркас 520 может быть деревянным каркасом или металлическим каркасом. Изоляцию 530 располагают в контакте с панелью 100. Изоляция 530 имеет огнестойкость класса А1 или A2-s1, d0 и плотность по меньшей мере 30 кг/м3. Между двумя панелями 100 оставляют зазор 550. Испытывают компоновки как с горизонтальными, так и с вертикальными зазорами. На практике большую фанерную панель распиливают на меньшие куски, между которыми остаются зазоры 550. Таким образом, важно, что огнестойкость обработанной фанерной панели является хорошей также после того, как она была распилена на куски. В частности, огнестойкость классов B-s1, d0 подтверждается в расположениях как с горизонтальными, так и с вертикальными зазорами.
Каркас 520 оставляют в положении зазора 550, как показано на Фиг. 6а - 6с. На Фиг. 6b показано испытание на огнестойкость фанерной панели 100. Панель монтируют непосредственно на основу 510. Основа 510 имеет огнестойкость класса А1 или A2-s1, d0 и плотность по меньшей мере 30 кг/м3. Основа может быть, например, изоляционной гипсовой панелью. Основа соединена с каркасом 520. На Фиг. 6с показано испытание на огнестойкость фанерной панели 100. Панель монтируют на основу 510 с помощью каркаса 520. Как указано в стандарте EN 13823, основа 510 должна удовлетворять требованиям стандарта EN 13238. Основа может быть, например, гипсовой панелью или бетоном. Каркас 520 может быть деревянным каркасом или металлическим каркасом. Таким образом между панелью 100 и основой 510 оставляют воздушный зазор 540. Ширина воздушного зазора 540 может составлять, например, по меньшей мере 40 мм или быть такой, как описана в вышеупомянутом стандарте.
На практике вышеупомянутые классы (B-s1, d0) относятся к наилучшему классу, применимому к горючему материалу, такому как древесина. Более того, в одном воплощении вышеупомянутых классов огнестойкости (B-s1, d0) достигают по меньшей мере в компоновке, в которой между панелью 100 и основой 510 (Фиг. 6с) оставляют воздушный зазор, который обычно является самым трудным условием испытания для получения этих классов огнестойкости.
Более того, предпочтительно вышеупомянутых классов огнестойкости (B-s1, d0) достигают без ограничений, относящихся к окружающим панель структурам или их отсутствию, за исключением покрытия самой панели.
Таким образом получают огнестойкую фанерную панель 100. Такая огнестойкая фанерная панель 100 содержит первый слой 110 шпона, образующий первую поверхность 112 фанерной панели 100, второй слой 120 шпона, образующий вторую поверхность 122 (или поверхность раздела 122) фанерной панели 100, и клеящее вещество 190 между первым слоем 110 шпона и вторым слоем 120 шпона. В одном воплощении первый слой 110 шпона содержит по меньшей мере 8 г/м2 связанного фосфора. В воплощении, в котором также и второй слой 120 шпона обработан огнезащитным средством, второй слой 120 шпона содержит по меньшей мере 8 г/м2 связанного фосфора. Фосфор связан в химическое соединение, как объяснено подробнее ниже. Из-за способа, которым была изготовлена фанерная панель 100, и/или из-за фосфора, фанерная панель 100 является огнестойкой согласно стандарту EN 13501-1:2007+А1:2009, на что указывают классы:
горючесть В,
производство дыма s1 и
пылающие капли d0.
Согласно стандарту EN 13501-1:2007+А1:2009 (см. раздел 11.6), панель классифицируют как принадлежащую к горючести класса В, когда параметр FIGRA≤120 Вт/с и параметр THR600s≤7,5 МДж, как определено в стандарте EN 13823:2002, и когда язык пламени не достигает 150 мм выше места воздействия пламени за 60 секунд, как подробно объяснено в стандарте ввиду стандарта EN ISO 11925-2:2002. Вышеупомянутый параметр FIGRA относится к скорости роста пламени и параметр THR к общему тепловыделению. Параметр THR600s относится к общему тепловыделению за 600 секунд (раздел 9.1 стандарта EN 13823:2002).
Согласно стандарту EN 13501-1:2007+А1:2009 (см. раздел 11.9.2), панель классифицируют как имеющую производство дыма s1, когда параметр SMOGRA≤30 м2/с2 и TSP600s≤50 м2, как определено в стандарте EN 13823:2002. Вышеупомянутый параметр SMOGRA относится к скорости роста дыма, а параметр TSP относится к общей выработке дыма. Параметр TSP600s относится к общей выработке дыма за 600 секунд (раздел 9.2 стандарта EN 13823:2002).
Согласно стандарту EN 13501-1:2007+А1:2009 (см. раздел 11.10.1), панель классифицируют как имеющую пылающие капли d0, когда никаких пылающих капель или частиц, описанных в стандарте EN 13823:2002 (раздел 9.3), не образуется за 600 секунд.
Вышеупомянутая классификация справедлива для строительного материала за исключением напольного покрытия, то есть для фанерной панели, не предназначенной для использования в качестве элемента напольного покрытия. Для элементов напольного покрытия применяют немного другие критерии. Однако наблюдали, что панель 100, испытываемая в качестве элемента напольного покрытия, является огнестойкой согласно стандарту EN 13501-1:2007+А1:2009, на что указывают классы
горючесть Bfl,
производство дыма s1.
Согласно EN 13501-1:2007+А1:2009 (раздел 12.6) для достижения класса Bfl критический тепловой поток ≥8,0 кВт/м2 согласно стандарту EN ISO 9239-1. Более того, язык пламени не достигает 150 мм выше места воздействия пламени за 20 секунд, как определено в стандарте EN ISO 11925-2:2002.
Согласно EN 13501-1:2007+А1:2009 (раздел 12.9.2) для достижения класса s1 параметр Smoke составляет ≤750% × минимум согласно стандарту EN ISO 9239-1.
Для сохранения стоимости панели, в частности дополнительной стоимости из-за использования огнезащитного средства 300, низкой, в одном воплощении первый слой 110 шпона содержит не более 30 г/м2, например, не более 25 г/м2 или не более 20 г/м2 связанного фосфора. В одном воплощении второй слой 120 шпона содержит не более 30 г/м2, не более 25 г/м2 или не более 20 г/м2 связанного фосфора. Кроме того, толщину поверхностного шпона 110 можно выбрать таким образом, что первый шпон 110 содержит от 2 кг/м3 до 15 кг/м3, например от 3 кг/м3 до 12 кг/м3, связанного фосфора. Более того, толщину второго шпона 120 можно выбрать так, что он содержит от 2 кг/м3 до 15 кг/м3, например от 3 кг/м3 до 12 кг/м3, связанного фосфора.
Количество фосфора можно измерить, например, путем отбора образца слоя шпона, сжигания его до золы и анализа зольного остатка. Такой способ обычно называют СЭМ-ЭДС, сокращение для сканирующей электронной микроскопии (СЭМ) - энергодисперсионной спектроскопии (ЭДС). После выполнения анализа СЭМ-ЭДС можно определить долю элементов, которые имеют такую же массу, как натрий, или тяжелее натрия. Например, в одном воплощении при таком анализе содержание фосфора составляло по меньшей мере 40 масс. % (одна значащая цифра) таких элементов в золе, которые имели атомную массу по меньшей мере равную атомной массе натрия (Na). Такое содержание измеряли для золы с использованием сканирующей электронной микроскопии (СЭМ) и энергодисперсионной спектроскопии (ЭДС).
В одном воплощении фанерная панель 100 содержит на первой поверхности 112 следы, указывающие на шлифование первой поверхности 112 фанерной панели 100 в первом направлении R1 шлифовки, которое образует угол по меньшей мере 30 градусов, по меньшей мере 45 градусов или по меньшей мере 60 градусов с направлением D1 древесных волокон первого слоя 110 шпона. В одном воплощении фанерная панель 100 содержит на второй поверхности 122 следы, указывающие на шлифование второй поверхности 122 фанерной панели 100 во втором направлении R2 шлифовки, которое образует угол по меньшей мере 30 градусов, по меньшей мере 45 градусов или по меньшей мере 60 градусов с направлением D2 древесных волокон второго слоя 120 шпона. Следы также могут указывать на шлифование поверхностей панели шлифовальной поверхностью, имеющей надлежащую зернистость, как подробно описано выше. Однако, если поверхность панели покрыта покрытием 195 или покрытием 195, 196 (см. Фиг. 195), покрытие(я) может покрывать следы от шлифовки, при этом следы и направление шлифовки не обязательно видны на панели.
Из-за клеящего вещества 190 раствор 300 жидкого огнезащитного средства значительно не распространяется от поверхностного слоя (110, 120) шпона в другой слой (130, 140, 150) шпона. Как указано выше, это способствует концентрации огнезащитного средства 300 в таких местах, в которых оно необходимо. В одном воплощении фанерная панель 100 содержит третий слой 130 шпона, расположенный между первым слоем 110 шпона и вторым слоем 120 шпона. Более того, третий слой 130 шпона не содержит добавленного фосфора (связанного или свободного) или содержит меньше фосфора, чем поверхностный слой 110 или 120 шпона. В одном воплощении содержание с130 фосфора в третьем слое 130 шпона, измеренное в масс. %, меньше содержания c110 фосфора первого слоя 110 шпона, измеренного в масс. %. В одном воплощении отношение с130/с110 этих величин составляет не более 0,5, не более 0,25 или не более 0,1. Содержание с130 и c110 можно определить из золы, как обсуждали выше, и в доле только таких элементов золы, которые имеют атомную массу по меньшей мере равную атомной массе натрия (Na).
Более того, даже если некоторое количество огнезащитного средства 300 может распространиться в средние слои, например, при нанесении путем погружения, из-за низкого давления огнезащитное средство наносится только вблизи границ панели. В одном воплощении центральная область третьего слоя 130 шпона не содержит добавленного фосфора (связанного или свободного) или содержит меньше фосфора, чем поверхность слоя 110 или 120 шпона. Также необработанная древесина, например, ель, содержит небольшое количество фосфора. Например, можно применить вышеупомянутое соотношение с130/с110, когда образец третьего слоя шпона отбирают из центральной области третьего слоя 130 шпона. Центральная область третьего слоя 130 шпона относится к таким частям третьего слоя 130 шпона, которые расположены на расстоянии по меньшей мере 5 см или по меньшей мере 25 мм от таких краев фанерной панели, которые перпендикулярны поверхностям 112, 122 или поверхностям раздела 112, 122.
Тот факт, что высокого уровня огнестойкости достигают без нанесения под высоким давлением огнезащитного средства, обладает дополнительным эффектом, состоящим в том, что края панели не отвечают за огнестойкость. Как указано выше, в одном воплощении только не более разумно необходимой небольшой граничной области среднего шпона пропитывают огнезащитным средством. Поэтому панель можно распилить в продольном и/или поперечном направлении/направлениях без потери огнестойких свойств. Например, края обработанной панели можно отпилить и панель все еще считается огнестойкой на таком же уровне. Это имеет множество преимуществ в строительных применениях, так как большие панели, которые были обработаны для того, чтобы быть огнестойкими, после можно распилить до надлежащего размера.
В одном воплощении первый слой 110 шпона содержит мягкую древесину, такую как ель или сосна. В одном воплощении второй слой 120 шпона содержит мягкую древесину, такую как ель или сосна. Это обладает таким эффектом, что меньше огнезащитного средства 300 требуется для достижения требуемого уровня огнестойкости. Таким образом, предпочтительно по меньшей мере первый слой 110 шпона содержит мягкую древесину. В одном воплощении также и второй слой 120 шпона содержит мягкую древесину. Предпочтительно оба этих слоя (110, 120) содержат мягкую древесину, такую как ель или сосна. В одном воплощении все слои шпона фанерной панели 100 изготовлены из одинаковых видов древесины. То, что было сказано о фанерной панели, относится как к панели, которую обрабатывают в способе, так и к панели, которая была обработана так, как указано выше. Было обнаружено, что изобретение работает особенно хорошо, когда первый слой 110 шпона содержит древесину видов Ель обыкновенная (Picea Abies) или Сосна обыкновенная (Pinus Sylvestris). Коме того, второй слой 120 шпона может содержать древесину видов Ель обыкновенная или Сосна обыкновенная.
В одном воплощении по меньшей мере одна из толщины tsv1 (см. Фиг. 1b) первого слоя 110 шпона и толщины tsv2 второго слоя 120 шпона составляет от 1,5 мм до 3,2 мм. Было обнаружено, что эта толщина с одной стороны является достаточно большой для приема достаточного количества огнезащитного средства 300. С другой стороны, было обнаружено, что эта толщина является достаточно небольшой, чтобы иметь концентрацию огнезащитного средства на надлежащем уровне без использования избыточного количества огнезащитного средства. В одном воплощении толщина tsv1 первого слоя 110 шпона равна толщине второго слоя 120 шпона. В одном воплощении как толщина tsv1 первого слоя 110 шпона, так и толщина tsv2 второго слоя 120 шпона составляют от 1,5 мм до 3,2 мм.
Что касается Фиг. 1b, толщина tbv слоя основной части шпона (то есть слоя шпона между первым и вторым слоями 110, 120) может отличаться от вышеупомянутых толщин tsv1 и tsv2. Например, толщина tbv слоя основной части шпона может быть больше толщины tsv1, tsv2 поверхностного слоя шпона (110, 120). В одном воплощении панель содержит третий слой 130 шпона, который расположен, в направлении панел, между первым слоем 110 шпона и вторым слоем шпона, где толщина третьего слоя шпона составляет от 1,5 мм до 4,0 мм. В одном воплощении панель содержит по меньшей мере третий слой 130 шпона и толщина каждого такого слоя шпона, который расположен между первым слоем 110 шпона и вторым слоем шпона, составляет от 1,5 мм до 4,0 мм.
Однако, как показано на Фиг. 1а, все слои шпона фанерной панели 100 могут иметь равную толщину или по существу равную толщину, по меньшей мере перед шлифованием.
Шлифование поверхностных слоев 110, 120 шпона обычно уменьшает их толщину. Это выгодно с точки зрения огнестойкости панели. Так как поверхностные слои шпона могут быть тонкими, например, из-за шлифования, концентрация огнезащитного средства в поверхностных слоях возрастает. В одном воплощении способа огнезащитное средство наносят на такую панель 100, которая содержит третий слой 130 шпона между первым слоем 110 шпона и вторым слоем 120 шпона, причем третий слой 130 шпона имеет толщину tbv и первый слой 110 шпона имеет толщину tsv1, где толщина tbv третьего слоя 130 шпона больше толщины tsv1 первого слоя 110 шпона. В одном воплощении способа огнезащитное средство наносят на такую панель 100, которая содержит третий слой 130 шпона между первым слоем 110 шпона и вторым слоем 120 шпона, причем третий слой 130 шпона имеет толщину tbv и второй слой 120 шпона имеет толщину tsv2, где толщина tbv третьего слоя 130 шпона больше толщины tsv2 второго слоя 120 шпона. Это возможно имеет место, например, когда все слои шпона перед шлифованием имеют равную толщину и толщина поверхностных слоев 110, 120 шпона уменьшается при шлифовании. Однако, обработка огнезащитным средством может сделать поверхностный слой 110, 120 шпона немного более толстым.
В одном воплощении клеящее вещество 190 фанерной панели 100 содержит по меньшей мере одно соединение из полимеризованной фенолформальдегидной смолы и полимеризованной лигнинфенолформальдегидной смолы. Это дает два результата. Во-первых, полимеризованные фенолформальдегидная и лигнинфенолформальдегидная смолы по меньшей мере в некоторой степени являются непроницаемыми для жидкости (и водонепроницаемыми), таким образом клеящее вещество 190 препятствует диффузии огнезащитного средства 300 с поверхностного слоя (110, 120) в основную часть слоев шпона (130, 140, 150, 160). Это способствует сохранению высокого содержания огнезащитного средства в поверхностных слоях 110, 120 шпона. Во-вторых, полимеризованные фенолформальдегидная и лигнинфенолформальдегидная смолы являются достаточно теплостойкими и плохо проводят тепло. Поэтому клеящее вещество 190 также защищает основную часть слоев шпона (130, 140, 150, 160) при пожаре.
Что касается Фиг. 4d и 4с, слой 130 шпона может содержать множество листов 131, 132, 133 шпона. Листы 131, 132, 133 слоя шпона предпочтительно расположены так, что направления их древесных волокон параллельны. На Фиг. 4d показан пример листа 131 шпона. Предпочтительно первый слой 110 шпона, который является поверхностным слоем шпона, содержит только один лист шпона. Это улучшает внешний вид первой стороны фанерной панели 100. Предпочтительно второй слой 120 шпона, который является другим поверхностным слоем шпона, содержит только один лист шпона. Это улучшает внешний вид второй стороны фанерной панели 100. Более того, наличие поверхностного слоя 110, 120 шпона, образованного только из одного листа шпона, улучшает пропитку огнезащитным средством 300, так как в этом случае оба поверхностных слоя 110, 120 шпона не содержат клеящего вещества. Клеящее вещество может затруднять пропитку огнезащитным средством 300.
Что касается Фиг. 4b, фанерная панель может быть с перекрестными слоями. Это означает, что слой шпона имеет направление древесных волокон, которое в основном перпендикулярно направлению(ям) древесных волокон соседнего слоя(ев). Однако, внутренняя структура фанерной панели 100 может быть различной. Например, направления древесных волокон двух или более соседних слоев могут быть параллельными. Обычно фанерная панель с нечетным количеством слоев шпона (например, 3, 5, 7, 9, 11, 13 или 15) целиком имеет перекрестные слои. Обычно фанерная панель с четным числом слоев шпона (например, 4, 6, 8, 10, 12 или 14) имеет перекрестные слои, за исключением двух средних слоев, которые имеют направления древесных волокон параллельно друг другу. В таких структурах направление DG1 древесных волокон первого слоя 110 шпона параллельно направлению DG2 древесных волокон второго слоя 120 шпона. Панель, в которой направление DG1 древесных волокон первого слоя 110 шпона параллельно направлению DG2 древесных волокон второго слоя 120 шпона, является предпочтительной для описанного выше способа, так как тогда также первое направление R1 шлифования может быть параллельно второму направлению R2 шлифования. Это упрощает процесс шлифования.
Внутренняя структура влияет на механическую прочность фанерной панели. Однако, в отличие от некоторых других способов, когда раствор 300 жидкого огнезащитного средства наносят так, как указано выше, внутренняя структура фанерной панели не разрушается в течение огнезащитной обработки, таким образом механические свойства панели остаются в основном неизмененными.
Если панель обрабатывают огнезащитным средством под давлением, например, пропиткой под давлением, это влияет на панель по меньшей мере следующим образом:
- огнезащитное средство впитывается также с боков панели, таким образом также такие слои, которые расположены между поверхностными слоями шпона панели, пропитываются огнезащитным средством, по меньшей мере до некоторой степени и на некотором расстоянии от границы панели,
- внутренняя структура слоев шпона изменяется, о чем свидетельствуют, например, большие трещины слоев шпона,
- структура волокон древесного материала слоев шпона. Если огнезащитное средство было нанесено под давлением, некоторые из волокон древесного материала постоянно вдавливаются. Это должно уменьшать, в частности, изгибную жесткость древесного материала.
Таким образом, воплощение панели включает только такую древесину, которая не была подвергнута пропитке огнезащитным средством под давлением. Предпочтительное воплощение панели включает только такую древесину, которая не была подвергнута пропитке огнезащитным средством под давлением, где давление пропитки составляет по меньшей мере 200 кПа абс. (2 бар абс.) или по меньшей мере 1 МПа абс. (10 бар абс).
Кроме того, если средние слои были пропитаны огнезащитным средством и панель после этого сушили в печи, это влияет на панель по меньшей мере следующим образом:
- внутренняя структура слоев шпона изменяется, о чем свидетельствуют, например, большие трещины слоев шпона,
- структура волокон древесного материала слоев шпона. Если огнезащитное средство было нанесено под давлением, некоторые из волокон древесного материала должны постоянно вдавливаться. Это должно уменьшать, в частности, изгибную жесткость древесного материала.
Обычно температура, используемая при такой сушке, составляет от 110°С до 180°С. Это может вызвать кипение огнезащитного средства, которым были пропитаны средние слои шпона, и таким образом испортить панель.
Сушка при нагревании может потребоваться только в случаях, когда панель не была обработана давлением не более 50 кПа абс. (0,5 бар абс), то есть низким или высоким вакуумом. Предпочтительное воплощение панели включает только такую древесину, которая не была обработана давлением ниже 50 кПа абс. (0,5 бар абс).
Фанерная панель может содержать, например, от 3 до 25 слоев шпона. Толщина tp фанерной панели может составлять от 4 мм до 75 мм, предпочтительно от 9 мм до 21 мм, более предпочтительно от 15 мм до 21 мм. В предпочтительном воплощении фанерная панель содержит по меньшей мере пять слоев шпона и имеет толщину tp по меньшей мере 15 мм. Такая панель обычно является достаточно прочной для использования в качестве строительного материала.
Удельная масса (то есть масса, деленная на площадь) такой фанерной панели может составлять от 6,5 кг/м2 до 10 кг/м2 (две значащих цифры). Удельная масса зависит, например, от толщины панели и от толщины шпона, которая влияет на количество используемого клеящего вещества. Плотность панели может составлять, например, от 400 кг/м3 до 550 кг/м3. В строительных применениях с более плотными панелями труднее обращаться. Это является еще одной причиной для использования мягкой древесины и только небольшого количества огнезащитного средства.
В одном воплощении огнезащитное средство 300 содержит связанный фосфор. Термин связанный фосфор относится к фосфору, связанному в химическом соединении. В одном воплощении огнезащитное средство 300 содержит от 2 масс. % до 30 масс. %, например, от 5 масс. % до 15 масс. % связанного фосфора, измеренного согласно стандарту SFS-EN ISO 11885 (ссылаясь на последнюю версию, доступную с мая 2017). Предпочтительно огнезащитное средство 300 является раствором 300 жидкого огнезащитного средства.
В одном воплощении огнезащитное средство 300 содержит не более 1 части на млн. или не содержит вообще любого вещества из тяжелого металла, бора и галогенированного соединения. Соответственно, в одном воплощении обработанной фанерной панели первый слой шпона содержит не более 1 части на млн. или не содержит вообще добавленного тяжелого металла, бора и галогенированного соединения.
В одном воплощении нанесение огнезащитного средства 300 не влияет на класс выбросов фанерной панели. Класс выбросов описывает количество выбросов используемой фанерной панели. Классы выбросов обычно изменяются от одной страны к другой. В данном документе для определения класса выбросов ссылаются на документ "M1 Protocol for Chemical and Sensory Testing of Building Materials", опубликованный Rakennustietosaatio RTS, то есть The Building Information Foundation RTS, (версия, датированная 22.1.2015). Воплощение включает использование такого количества такого огнезащитного средства 300, что обработанная фанерная панель имеет такой же класс выбросов, как определен в документе "M1 Protocol for Chemical and Sensory Testing of Building Materials" для аналогичной необработанной фанерной панели. Что касается более конкретного значения термина «аналогичный», см. ниже.
В одном воплощении огнезащитное средство 300 является раствором жидкого огнезащитного средства. В одном воплощении огнезащитное средство 300 является водным раствором жидкого огнезащитного средства. В одном воплощении раствор 300 жидкого огнезащитного средства содержит кислоту или соединение кислой соли, содержащее фосфор. Предпочтительно раствор 300 жидкого огнезащитного средства содержит по меньшей мере одно соединение из
1-гидроксиэтилиден-1,1-дифосфоновой кислоты (ГЭДФ) и/или ее соли,
этилендиаминтетраметиленфосфоновой кислоты (ЭДТМФ) и/или ее соли, и
диэтилентриаминпентаметиленфосфоновой кислоты (ДТПМФ) и/или ее соли.
Более предпочтительно раствор 300 жидкого огнезащитного средства содержит 1-гидроксиэтилиден-1,1-дифосфоновую кислоту (ГЭДФ). ГЭДФ имеет химическую формулу СН3С(ОН)[РО(ОН)2]2 и следующую структуру
Она также имеет номер Химической реферативной службы (CAS) 2809-21-4. ГЭДФ является предпочтительной, потому что она растворима в воде, при этом данным водным раствором можно легко пропитать надлежащим образом поверхностные шпоны 110, 120. В одном воплощении раствор 300 жидкого огнезащитного средства содержит от 10 масс. % до 60 масс. % ГЭДФ, например, от 20 масс. % до 40 масс. % ГЭДФ. Более того, как вычислено из химической формулы, чистая ГЭДФ содержит 30 масс. % фосфора (то есть связанного фосфора). В одном воплощении огнезащитное средство 300 является водным раствором жидкости, содержащим от 10 масс. % до 60 масс. % ГЭДФ, например, от 20 масс. % до 40 масс. % ГЭДФ.
Предпочтительно раствор 300 жидкого огнезащитного средства дополнительно содержит по меньшей мере один элемент из кальция, железа, калия, натрия, серы, меди и цинка. Материалы, которые содержат по меньшей мере один из этих элементов, можно использовать для улучшения способности к впитыванию огнезащитного средства в слои шпона. Кроме того, эти материалы способствуют сохранению огнезащитного средства в шпоне, даже во влажных условиях. В одном воплощении раствор 300 жидкого огнезащитного средства содержит по меньшей мере 4 части на млн. по меньшей мере одного элемента из кальция, железа, калия, натрия, серы, меди и цинка, определенных согласно стандарту SFS-EN ISO 11885. В одном воплощении раствор 300 жидкого огнезащитного средства содержит по меньшей мере 4 части На млн. каждого элемента из кальция, железа, калия, натрия, серы и цинка, определенных согласно стандарту SFS-EN ISO 11885. В одном воплощении раствор 300 жидкого огнезащитного средства содержит по меньшей мере 10 масс. % или по меньшей мере 20 масс. % ГЭДФ и по меньшей мере 4 части на млн. по меньшей мере одного элемента из кальция, железа, калия, натрия, серы, меди и цинка, определенных согласно SFS-EN ISO 11885. В одном воплощении раствор 300 жидкого огнезащитного средства содержит по меньшей мере 10 масс. % или по меньшей мере 20 масс. % ГЭДФ и по меньшей мере 4 части на млн. по меньшей мере каждого элемента из кальция, железа, калия, натрия, серы и цинка, определенных согласно SFS-EN ISO 11885.
В одном воплощении на первую поверхность 112 наносят такое количество огнезащитного средства, что на первую поверхность 112 наносят по меньшей мере 8 г/м2 или по меньшей мере 9 г/м2 связанного фосфора. В одном воплощении на вторую поверхность 122 наносят такое количество огнезащитного средства, что на вторую поверхность 122 наносят по меньшей мере 8 г/м2 или по меньшей мере 9 г/м2 связанного фосфора.
Такое количество предпочтительно получают, используя раствор 300 жидкого огнезащитного средства, который содержит от 20 масс. % до 40 масс. % 1-гидроксиэтилиден-1,1-дифосфоновой кислоты (ГЭДФ). В этом случае на первую поверхность 112 наносят по меньшей мере 150 г/м2 или по меньшей мере 180 г/м2 раствора 300 жидкого огнезащитного средства. В одном воплощении на вторую поверхность 122 также наносят по меньшей мере 150 г/м2 или по меньшей мере 180 г/м2 раствора 300 жидкого огнезащитного средства. Однако наблюдали, что при этом количестве получают достаточную огнестойкость. Чтобы сохранить разумные расходы, на поверхности наносят предпочтительно не более 250 г/м2 такого раствора 300 жидкого огнезащитного средства. Еще более предпочтительно по меньшей мере 180 г/м2 и менее 200 г/м2 такого раствора наносят на по меньшей мере первую (112) из поверхностей (112, 122).
В зависимости от огнезащитного средства 300, превосходная пожарная характеристика первоначальной огнестойкой фанерной панели может ухудшаться со временем, особенно при условиях вне помещения. Это обусловлено тем фактом, что химикаты, используемые для образования огнестойких свойств, могут быть гигроскопичными и растворимыми в воде соединениями. Таким образом, при воздействии высокой влажности огнестойкая фанера может приобретать высокое влагосодержание. Высокое влагосодержание может привести к миграции огнезащитных химикатов в фанере и кристаллизации солей на поверхности продукта. Огнезащитные химикаты могут в конце концов выщелачиваться из фанеры. Даже при умеренной влажности вне помещения и в помещении пожарная характеристика может ухудшаться из-за того, что огнезащитные химикаты мигрируют от поверхности по направлению к областям с более низкой концентрацией, расположенным глубже внутри материала, таким образом увеличивая возгораемость продукта.
Использование жидкого раствора, содержащего ГЭДФ в качестве огнезащитного средства 300, дает дополнительное преимущество в том, что огнезащитное средство не очень гигроскопично. Как указано выше, гигроскопичное огнезащитное средство может с течением времени из-за миграции огнезащитных химикатов образовать соль на поверхности продукта и таким образом снизить огнестойкость панели. Напротив, когда огнезащитное средство 300 является жидкостью, содержащей ГЭДФ, таких проблем избегают, по меньшей мере в большой степени.
Гигроскопичность огнезащитного средства 300 можно испытать путем помещения обработанной фанерной панели в регулируемую среду на заданное время и наблюдения увеличения массы панели. Такое испытание подробно описано в документе "Nodrtest Method, build 504, Approved 2003-12". Условия испытания 90±3% при 27±2°С используют после приведения к относительной влажности 50±3% при 23±2°С (см. раздел 6.2). В то же время, необходимо наблюдать образование солей на поверхности панели или просачивание воды из поверхностей панели (то есть ее потерю).
Используя результаты этого испытания панель можно классифицировать как подходящую для применения внутри помещения, как указано в документе "NT Method: DURABILITY OF REACTION TO FIRE - PERFORMANCECLASSES OF FIRE-RETARDANT TREATED WOOD-BASEDPRODUCTS IN INTERIOR AND EXTERIOR END USEAPPLICATIONS; NT FIRE 054, Approved 2006-06". Панель можно классифицировать как подходящую для применения внутри помещения, когда увеличение массы в вышеупомянутом испытании составляет менее 30%. Увеличение массы обусловлено поглощением воды панелью.
Наблюдали, что огнестойкие панели, которые были обработаны как описано выше, обладают качеством панелей "DFR Class INT" согласно NT Method: DURABILITY OF REACTION TO FIRE - PERFORMANCECLASSES OF FIRE-RETARDANT TREATED WOOD-BASEDPRODUCTS IN INTERIOR AND EXTERIOR END USEAPPLICATIONS; NT FIRE 054, Approved 2006-06. Вследствие этого, увеличение массы в вышеупомянутом испытании "Nodrtest Method, build 504, Approved 2003-12" составляет менее 30%. Кроме того, после или в течение испытания отсутствуют видимые соли на поверхности и выделение жидкости. Более того, панель является изначально огнестойкой согласно стандарту EN 13501-1:2007+А1:2009
на что указывают классы
горючесть В,
производство дыма s1 и
пылающие капли d0 или
на что указывают классы
горючесть Bfl,
производство дыма s1.
Как обосновано выше, слишком высокое давление может разрушить внутреннюю структуру панели 100, так что ее прочность уменьшается. Это нежелательно для конструционных панелей. Поэтому в одном воплощении раствор 300 жидкого огнезащитного средства наносят на поверхности (112, 122) так, что давление, с помощью которого наносят огнезащитный раствор 300, не превышает 200 кПа абс. (2 бар абс.) или 1 МПа абс. (10 бар абс). Как указано выше, в одном воплощении раствор 300 жидкого огнезащитного средства наносят на поверхности (112, 122) так, что давление, с помощью которого наносят огнезащитный раствор 300, не опускается ниже 50 кПа абс. (0,5 бар абс). Однако, в стопке 200 небольшое давление улучшает пропитку без разрушения внутренней структуры панели.
Было обнаружено, что помимо раствора жидкого огнезащитного средства никаких других средств не требуется для достаточной огнестойкости. Поэтому предпочтительно панель 100 не содержит алюминиевой фольги. Например, панель может не содержать алюминий или содержать менее 100 частей на млн. алюминия. Предпочтительно панель 100 не содержит слоя синтетических волокон, такого как слой стекловолокна. Предпочтительно панель 100 содержит только слои шпона, из которых по меньшей мере первый шпон 110 (и предпочтительно также второй шпон 120) пропитаны огнезащитным средством, как обсуждали выше, и клеящее вещество между слоями шпона. Естественно, потребитель панели может покрыть такую панель, например, рисунком. Как показано на Фиг. 5а, покрытая фанерная панель 100 содержит, помимо покрытия 195 и/или покрытия 196, первый слой 110 шпона, так что все слои шпона фанерной панели 100 остаются на одной стороне первой поверхности раздела 112 между первым шпоном 110 и первым покрытием 195, и второй слой 120 шпона, так что все слои шпона фанерной панели 100 остаются на одной стороне второй поверхности раздела 122 между вторым шпоном 120 и вторым покрытием 196. Естественно, возможно, что панель покрывают только с одной стороны, например, первой стороны, как показано на Фиг. 5b. В таком случае все слои шпона фанерной панели 100 остаются на одной стороне первой поверхности раздела 112 между первым шпоном 110 и первым покрытием 195 и второй поверхности 122 панели, причем вторая поверхность 122 представлена вторым шпоном 120.
Когда поверхность (112, 122) панели покрыта (например, на нее был нанесен рисунок), поверхность поверхностного слоя (110, 120) шпона не образует поверхность панели. Однако, в таком случае панель содержит первый слой 110 шпона, так что все слои шпона фанерной панели 100 остаются на одной стороне первой поверхности раздела 112 между первым слоем 110 шпона и покрытием 195. Более того, панель содержит второй слой 120 шпона, так что все слои шпона фанерной панели 100 остаются на одной стороне второй поверхности раздела 122 между вторым слоем 120 шпона и покрытием 196. Более того, следы шлифования могут быть не видны на покрытой панели.
В качестве примера, фанерную панель 15 мм толщиной, содержащую пять перекрестных слоев шпона, каждый изготовлен из ели, обрабатывали так, чтобы она стала огнестойкой, как обсуждали выше, и прочность измеряли согласно стандарту EN 310 (февраль 1993). Данный стандарт описывает, как измерить модуль упругости Е (раздел 7.1.1) и прочность при изгибе fm (раздел 7.2.1) в продольном и поперечном направлениях (раздел 6.6). В измерениях в продольном направлении фанерную панель помещают между двумя опорами (см. Фиг. 1 стандарта EN 310), так что направление древесных волокон поверхностных слоев 110, 120 шпона направлено от одной опоры до другой. В измерениях в поперечном направлении фанерную панель помещают между двумя опорами (см. Фиг. 1 стандарта EN 310), так что направление древесных волокон поверхностных слоев 110, 120 шпона параллельно опорам.
Панель имела первую прочность при изгибе fm|| от 37 Н/мм2 до 52 Н/мм2, измеренную в продольном испытании стандарта EN 310. Панель имела вторую прочность при изгибе fm⊥ от 19 Н/мм2 до 28 Н/мм2, измеренную в поперечном испытании стандарта EN 310. Панель имела первый модуль упругости Е|| от 4600 Н/мм2 до 6000 Н/мм2, измеренный в продольном испытании стандарта EN 310. Панель имела второй модуль упругости Е⊥ от 1800 Н/мм2 до 2700 Н/мм2, измеренный в продольном испытании стандарта EN 310.
В качестве другого примера, фанерную панель 18 мм толщиной, содержащую семь перекрестных слоев шпона, изготовленных из ели, обрабатывали так, чтобы она стала огнестойкой, как обсуждали выше, и прочность измеряли согласно стандарту EN 310. Такая панель имела первую прочность при изгибе fm|| от 37 Н/мм2 до 53 Н/мм2 и вторую прочность при изгибе fm⊥ от 27 Н/мм2 до 44 Н/мм2, измеренные в продольном и поперечном испытаниях, соответственно, и определенные в стандарте EN 310. Кроме того, панель имела первый модуль упругости Е|| от 4800 Н/мм2 до 6800 Н/мм2 и второй модуль упругости E⊥ от 2800 Н/мм2 до 4300 Н/мм2, измеренные в продольном и поперечном испытаниях, соответственно, и определенные в стандарте EN 310.
Фанерная панель по одному воплощению содержит от пяти до девяти слоев шпона, каждый изготовлен из ели, и толщина панели составляет от 15 мм до 21 мм, например от 15 до 19 мм. Более того, панель имеет первую прочность при изгибе fm|| по меньшей мере 37 Н/мм2, вторую прочность при изгибе fm⊥ по меньшей мере 19 Н/мм2, первый модуль упругости Е|| по меньшей мере 4600 Н/мм2 и второй модуль упругости Е⊥ по меньшей мере 1800 Н/мм2, измеренные и определенные в стандарте EN 310. В данном документе «первый» относится к продольному испытанию и «второй» к поперечному испытанию стандарта EN 310.
Более того, как указано выше, нанесение огнезащитного средства незначительно влияет на механические свойства панели. Поэтому в воплощении способа панель имеет перед нанесением огнезащитного средства первичный первый модуль упругости Е||1 и первичный второй модуль упругости Е⊥1. Термин «первичный» относится к свойствам перед нанесением огнезащитного средства. Более того, панель имеет после нанесения огнезащитного средства вторичный первый модуль упругости Е||2 и вторичный второй модуль упругости Е⊥2. Термин «вторичный» относится к свойствам после нанесения огнезащитного средства. Что касается терминов первый и второй, они относятся к ориентации панели в испытании, как обсуждено выше. Более того, отношение первичного первого модуля упругости E||1 ко вторичному первому модулю упругости Е||2, то есть E||1/E||2, составляет от 0,75 до 1,25, предпочтительно от 0,9 до 1,2 или от 0,9 до 1,1. Помимо этого или альтернативно, отношение первичного второго модуля упругости Е⊥1 ко вторичному второму модулю упругости Е⊥2, то есть E⊥1/E⊥2, составляет от 0,75 до 1,25, предпочтительно от 0,9 до 1,2 или от 0,9 до 1,1.
Модули упругости панели можно определять без разрушения панели. Однако, если также определяют прочность при изгибе, испытание проходит с разрушением опытного образца. Для того, чтобы определить свойства одной панели, перед обработкой огнезащитным средством можно разделить панель на первую часть и вторую часть и обработать огнезащитным средством только вторую часть. Механические свойства необработанной первой части можно измерить согласно стандарту EN 310, чтобы получить значения первичного первого модуля упругости Е||1, первичного второго модуля упругости E⊥1, первичной первой прочности при изгибе fm||1 и первичной второй прочности при изгибе fm⊥1. Механические свойства обработанной второй части можно измерить согласно стандарту EN 310, чтобы получить значения вторичного первого модуля упругости Е||2, вторичного второго модуля упругости E⊥2, вторичной первой прочности при изгибе fm||2 и вторичной второй прочности при изгибе fm⊥2.
Предпочтительно также значения прочности при изгибе остаются неизменными. Таким образом, в одном воплощении
отношение fm||1/fm||2 первичной первой прочности при изгибе (fm||1) к вторичной первой прочности при изгибе (fm||2) составляет от 0,75 до 1,25 и/или
отношение fm⊥1/fm⊥2 первичной второй прочности при изгибе (fm⊥1) к вторичной второй прочности при изгибе (fm⊥2) составляет от 0,75 до 1,25.
Альтернативно можно получить необработанную аналогичную фанерную панель и измерить первичный первый модуль упругости Е||1, первичный второй модуль упругости Е⊥1, первичную первую прочность при изгибе fm||1 и первичную вторую прочность при изгибе fm⊥1 согласно стандарту EN 310 на необработанной аналогичной панели. Механические свойства обработанной панели можно измерить согласно стандарту EN 310, чтобы получить значения вторичного первого модуля упругости Е||2, вторичного второго модуля упругости E⊥2, вторичной первой прочности при изгибе fm||2 и вторичной второй прочности при изгибе fm⊥2. Что касается более конкретного значения термина «аналогичная», см. ниже. Четыре обсужденных выше отношения получают в воплощении. Более конкретно:
Е||1/E||2 составляет от 0,75 до 1,25; предпочтительно от 0,9 до 1,2 или от 0,9 до 1,1,
E⊥1/E⊥2 составляет от 0,75 до 1,25; предпочтительно от 0,9 до 1,2 или от 0,9 до 1,1,
fm||1/fm|| составляет от 0,75 до 1,25; предпочтительно от 0,9 до 1,2 или от 0,9 до 1,1,
fm⊥1/fm⊥2 составляет от 0,75 до 1,25; предпочтительно от 0,9 до 1,2 или от 0,9 до 1,1.
Как указано выше, нанесение огнезащитного средства незначительно влияет на механические свойства панели. Это справедливо, в частности, для соответствующих средних значений, полученных из группы обработанных панелей и группы аналогичных необработанных панелей. Поэтому в относящихся к испытанию панелях первая группа из шестидесяти образцов панелей имеет перед нанесением огнезащитного средства средний первичный первый модуль упругости <E||1> и вторая группа из шестидесяти образцов панелей имеет перед нанесением огнезащитного средства средний первичный второй модуль упругости <E⊥1>. В данном документе среднее вычисляют путем измерения модулей для каждого из шестидесяти образцов панелей.
В данном документе термин «образец панели» относится к образцам, полученным распиливанием каждой панели первой группы из десяти необработанных одинаковых фанерных панелей 100 на двенадцать образцов панелей. Все из десяти панелей аналогичны друг другу. Каждую из десяти панелей первой группы распиливают так, что шесть образцов панелей подходят для продольного испытания, а другие шесть образцов панелей подходят для поперечного испытания согласно EN 310. Таким образом первая группа из шестидесяти образцов панелей (которые являются необработанными) подходит для продольного испытания и вторая группа из шестидесяти образцов панелей (которые являются необработанными) подходит для поперечного испытания согласно стандарту EN 310. Испытание может быть разрушительным, при этом эти образцы панелей разрушаются в ходе испытания. Однако, в том же испытании помимо модулей упругости можно измерять прочность при изгибе.
Термин «аналогичная» в связи с фанерными панелями означает панели, имеющие одинаковое количество слоев шпона, одинаковую толщину панели, одно и то же клеящее вещество между слоями шпона, и при этом слои шпона изготовлены из одного и того же вида древесины. Более того, толщины отдельных слоев шпона являются одинаковыми и водостойкое покрытие 196 (если оно присутствует) изготовлено из такого же материала с такой же толщиной. Это применимо, в частности, когда панели получают на одной и той же технологической линии в виде последовательных фанерных панелей. В частности, фанерная панель, обрабатываемая вышеупомянутым способом, является такой же, как фанерная панель, полученная и обработанная данным способом, перед обработкой.
Огнезащитной обработке подвергают вторую группу из десяти одинаковых панелей. Эти панели аналогичны друг другу и панелям первой группы из десяти необработанных аналогичных фанерных панелей. Каждую из десяти панелей второй группы из десяти одинаковых панелей распиливают так, что шесть образцов панели подходят для продольного испытания, а другие шесть образцов панелей подходят для поперечного испытания. Таким образом, третья группа из шестидесяти образцов панелей (которые являются обработанными) подходит для продольного испытания и четвертая группа из шестидесяти образцов панелей (которые являются обработанными) подходит для поперечного испытания согласно стандарту EN 310.
Образцы панелей третьей группы из шестидесяти образцов панелей имеют после нанесения огнезащитного средства средний вторичный первый модуль упругости <Е||2> и образцы панелей четвертой группы из шестидесяти образцов панелей имеют после нанесения огнезащитного средства средний вторичный второй модуль упругости <E⊥2>. Такое воплощение включает получение в общем двухсот сорока одинаковых образцов фанерной панели и обработку ста двадцати из них, как описано выше. Другими словами, получают двадцать одинаковых панелей, десять из них обрабатывают, и каждую из двадцати панелей распиливают на двенадцать образцов панелей, как указано выше.
В одном воплощении для третьей и первой групп из шестидесяти образцов панелей, имеющих толщину 15 мм, средний модуль упругости был <Е||2> и <E||1>, соответственно, и отношение <E||2>/<E||1> составляло 0,95. Для четвертой и второй групп из шестидесяти образцов панелей, имеющих толщину 15 мм, средний модуль упругости был <Е⊥2> и <E⊥1>, соответственно, и отношение <Е⊥2>/<Е⊥1> составляло 0,88.
В одном воплощении для третьей и первой групп из шестидесяти образцов панелей, имеющих толщину 18 мм, средний модуль упругости был <Е||2> и <E||1>, соответственно, и отношение <E||2>/<E||1> составляло 0,98. Более того, и для четвертой и второй групп из шестидесяти образцов панелей, имеющих толщину 18 мм, средний модуль упругости был <E⊥2> и <Е⊥1>, соответственно, и отношение <Е⊥2>/<Е⊥1> составляло 1,04.
Аналогичное испытание можно выполнить в связи с первой и второй прочностями при изгибе fm|| и fm⊥, соответственно. Как указано выше, эти значения можно измерить в том же испытании, что и соответствующий модуль упругости Е|| и Е⊥, соответственно. Таким образом:
- среднюю первичную первую прочность при изгибе <fm||1>, то есть среднее значение прочностей при изгибе, измеренное в направлении древесных волокон поверхностного слоя шпона для образцов необработанных панелей, измеряют для первой группы из шестидесяти образцов панелей, как обсуждали выше,
- среднюю вторичную первую прочность при изгибе <fm||2>, то есть среднее значение прочностей при изгибе, измеренное в направлении древесных волокон поверхностного слоя шпона для обработанных панелей, измеряют для третьей группы из шестидесяти образцов панелей, как обсуждали выше,
- среднюю первичную вторую прочность при изгибе <fm⊥1>, то есть среднее значение прочностей при изгибе, измеренное перпендикулярно направлению древесных волокон поверхностного слоя шпона для необработанных панелей, измеряют для второй группы из шестидесяти образцов панелей, как обсуждали выше, и
- среднюю вторичную вторую прочность при изгибе <fm⊥2>, то есть среднее значение прочностей при изгибе, измеренное перпендикулярно направлению древесных волокон поверхностного слоя шпона для обработанных панелей, измеряют для четвертой группы из шестидесяти образцов панелей, как обсуждали выше.
В одном воплощении для шестидесяти образцов панелей, имеющих толщину 15 мм, отношение <fm||2>/<fm||1> составляло 0,97, а отношение <fm⊥2>/<fm⊥1> составляло 0,88. В одном воплощении для шестидесяти образцов панелей, имеющих толщину 18 мм, отношение <fm||2>/<fm||1> составляло 0,98, а отношение <fm⊥2>/<fm⊥1> составляло 1,07.
Как свидетельствуют данные значения, в одном воплощении вышеупомянутые четыре отношения находятся в пределах:
отношение <Е||2>/<Е||1> составляет от 0,85 до 1,1 или от 0,9 до 1,1,
отношение <Е⊥2>/<Е⊥1> составляет от 0,85 до 1,1 или от 0,9 до 1,1,
отношение <fm||2>/<fm||1> составляет от 0,85 до 1,1 или от 0,9 до 1,1, и
отношение <fm⊥2>/<fm⊥1> составляет от 0,85 до 1,1 или от 0,9 до 1,1.
Примеры
Изготавливали два типа фанерных панелей. Фанерные панели первого типа имели пять слоев шпона из ели и толщину 15 мм. Как очевидно, панели первого типа были аналогичны друг другу в описанном выше значении. Фанерные панели второго типа имели семь слоев шпона из ели и толщину 18 мм. Как очевидно, панели второго типа были аналогичны друг другу в описанном выше значении. Для обработки брали сорок панелей обоих типов.
Обе поверхности каждой панели шлифовали. Шлифование выполняли за две стадии. На первой стадии использовали поверхность с зернистостью Р60 в направлении шлифовки, которое было перпендикулярно ориентации древесных волокон поверхностного слоя шпона, который шлифовали. На второй стадии использовали поверхность с зернистостью Р80 в направлении шлифовки, которое было перпендикулярно ориентации древесных волокон поверхностного слоя шпона, который шлифовали.
От 180 г/м2 до 200 г/м2 жидкого огнезащитного средства 300, содержащего от 20 масс. % до 40 масс. % ГЭДФ, распыляли на первую и вторую поверхности 112, 122 каждой панели. Температура поверхностей 112, 122 панелей и температура огнезащитного средства 300 перед обработкой была выше 15°С.
Панели укладывали в стопку 200 и удерживали в стопке в течение 48 часов, чтобы обеспечить пропитку огнезащитным средством 300 поверхностных слоев шпона. Десять панелей обоих типов выбирали случайным образом для испытания на огнестойкость согласно стандартам EN 13823:2010+Al:2014, EN ISO 11925-2:2010 и EN ISO 9239-1:2010.
Испытания на огнестойкость согласно EN 13823:2010+А1:2014
Опытные образцы приготавливали из десяти панелей согласно стандарту EN 13823:2010+А1:2014 (см. раздел 5). В испытании на огнестойкость фанерные образцы монтировали посредством стандартных вертикальных и горизонтальных соединений на необработанном деревянном каркасе 40 мм × 40 мм металлическими винтами. Использовали воздушный зазор между продуктом и стандартной гипсокартонной основой. Образцы доводили до постоянной массы согласно стандарту EN 13238:2010 (температура 23±1°С, относительная влажность 50±5%). Результаты испытания на огнестойкость приведены в таблице 1.
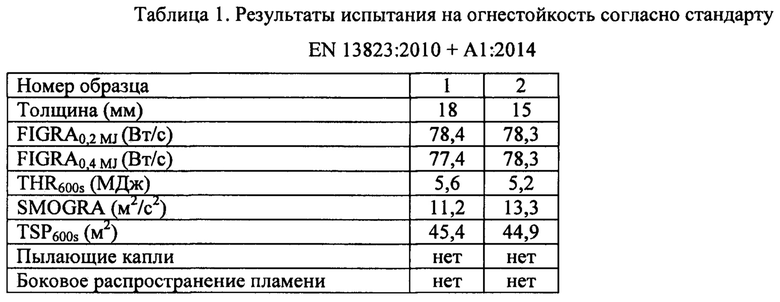
Как показано в таблице, выполняются следующие критерии: FIGRA≤120 Вт/с, THR600s≤7,5 МДж, SMOGRA≤30 м2/с2 и TSP600s≤50 м2.
Испытание на огнестойкость согласно EN ISO 11925-2:2010
Опытные образцы приготавливали из десяти панелей согласно стандарту EN ISO 11925-2:2010 (см. раздел 5). Образцы доводили до постоянной массы согласно стандарту EN 13238:2010 (температура 23±1°С, относительная влажность 50±5%). Источник пламени прикладывали к поверхности или нижнему краю образцов. Испытывали по три образца на каждую ориентацию древесных волокон и каждое приложение пламени с обеими толщинами панелей. Время приложения пламени составляло 30 секунд и общая продолжительность испытания составляла 60 секунд. Повреждение пламенем (распространение пламени) составляло от 50 до 70 мм. Воспламенения фильтровальной бумаги не происходило.
Распространение пламени составляло менее 150 мм во всех испытываемых образцах. В связи с данными таблицы 1 видно, что образцы удовлетворяли набору критериев для класса пожарной опасности B-s1, d0 стандарта EN 13501-1:2007+A1:2009.
Испытания на огнестойкость согласно EN ISO 9239-1:2010
Опытные образцы приготавливали из десяти панелей согласно стандарту EN ISO 9239-1:2010 (см. раздел 6). Основы не использовали. Образцы кондиционировали согласно стандарту EN 13238:2010. Результаты испытания показаны в таблице 2.

Как показано в таблице 2 и учитывая результаты испытаний согласно стандарту EN ISO 11925-2:2010, образцы удовлетворяют набору критериев для класса пожарной опасности Bfl-s1 стандарта EN 13501-1:2007+А1:2009.
Испытание согласно стандарту EN 310
Десять панелей также испытывали согласно стандарту EN 310 для определения продольного и поперечного модулей упругости Е|| и Е⊥, соответственно, и продольной и поперечной прочности при изгибе fm|| и fm⊥, соответственно. Результаты приведены выше. Вкратце, 15 мм панели имели первую прочность при изгибе fm|| от 37 Н/мм2 до 52 Н/мм2, вторую прочность при изгибе fm⊥ от 19 Н/мм2 до 28 Н/мм2, первый модуль упругости Е|| от 4600 Н/мм2 до 6000 Н/мм2 и второй модуль упругости Ex от 1800 Н/мм2 до 2700 Н/мм2. 18 мм панели имели первую прочность при изгибе fm|| от 37 Н/мм до 53 Н/мм, вторую прочность при изгибе fm⊥ от 27 Н/мм2 до 44 Н/мм2, первый модуль упругости Е|| от 4800 Н/мм2 до 6800 Н/мм2 и второй модуль упругости Е⊥ от 2800 Н/мм2 до 4300 Н/мм2.
Испытание на гигроскопичность согласно способу NT
Десять панелей подвергали испытанию на гигроскопичность, как указано в документе "Nodrtest Method, build 504, Approved 2003-12". Привес в испытании составлял менее 30%.
Как свидетельствует это значение, образцы удовлетворяют набору критериев для класса "DFR Class INT" документа "NT Method: DURABILITY OF REACTION TO FIRE - PERFORMANCECLASSES OF FIRE-RETARDANT TREATED WOOD-BASEDPRODUCTS IN INTERIOR AND EXTERIOR END USEAPPLICATIONS; NT FIRE 054, Approved 2006-06".
Испытание согласно стандарту EN 310 аналогичных панелей
Также определяли модули упругости и прочности на изгиб необработанных панелей согласно EN 310. Единственное отличие между этими панелями и обработанными панелями состояло в том, что обработанные панели были обработаны. Таким образом, панели были аналогичны в обсуждаемом выше смысле. Как подробно раскрыто в описании, модуль упругости и прочность при изгибе не изменяются в результате нанесения огнезащитного средства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фанерная плита для криогенных и низкотемпературных областей применения | 2020 |
|
RU2805224C1 |
| Фанерная плита с покрытием | 2020 |
|
RU2810987C2 |
| УЛУЧШЕННАЯ ОГНЕСТОЙКОСТЬ ДЛЯ ЛАМИНИРОВАННОЙ ДРЕВЕСНЫМ ШПОНОМ ПОТОЛОЧНОЙ ПЛИТКИ | 2016 |
|
RU2756645C2 |
| Огнестойкое дверное полотно | 2018 |
|
RU2693704C1 |
| ОГНЕСТОЙКАЯ И УСТОЙЧИВАЯ К ПРОВИСАНИЮ АКУСТИЧЕСКАЯ ПАНЕЛЬ | 2009 |
|
RU2698677C2 |
| НОВАЯ ДЕКОРАТИВНАЯ ПАНЕЛЬ НА ОСНОВЕ ДЕРЕВА ДЛЯ ОТДЕЛКИ ИНТЕРЬЕРА | 2006 |
|
RU2395403C2 |
| ПОЛОВЫЕ ПАНЕЛИ С ОГНЕСТОЙКИМ СЛОЕМ | 2006 |
|
RU2408769C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕЗАЩИЩЕННОЙ ФАНЕРЫ И ФАНЕРНЫХ ПЛИТ | 1997 |
|
RU2113982C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТОЙ ПАНЕЛИ | 2018 |
|
RU2755311C1 |
| ОГНЕСТОЙКОЕ ЛИОЦЕЛЛОВОЕ ВОЛОКНО | 2018 |
|
RU2789193C2 |
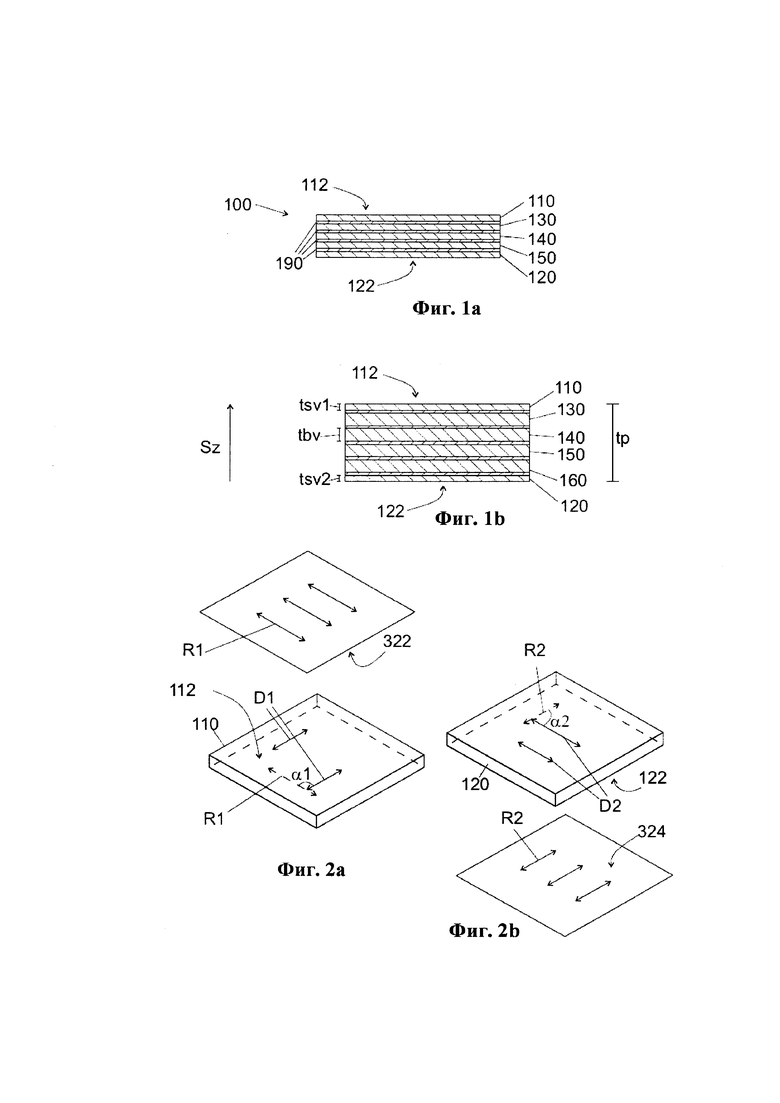
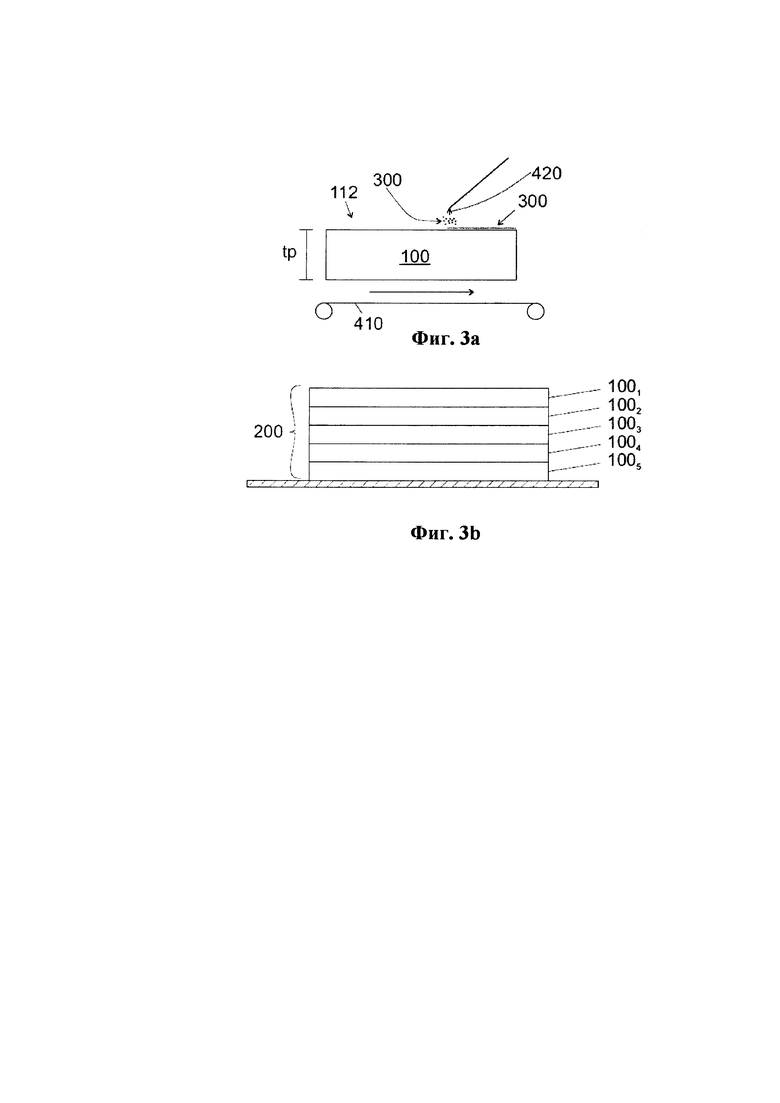
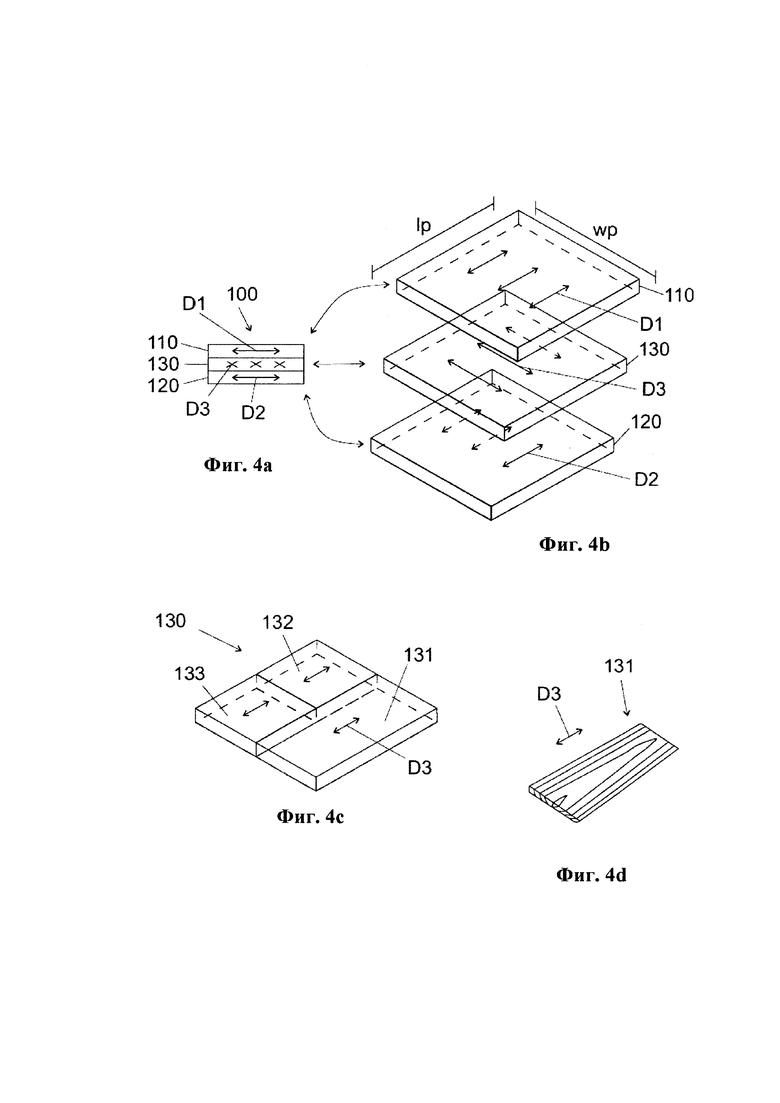
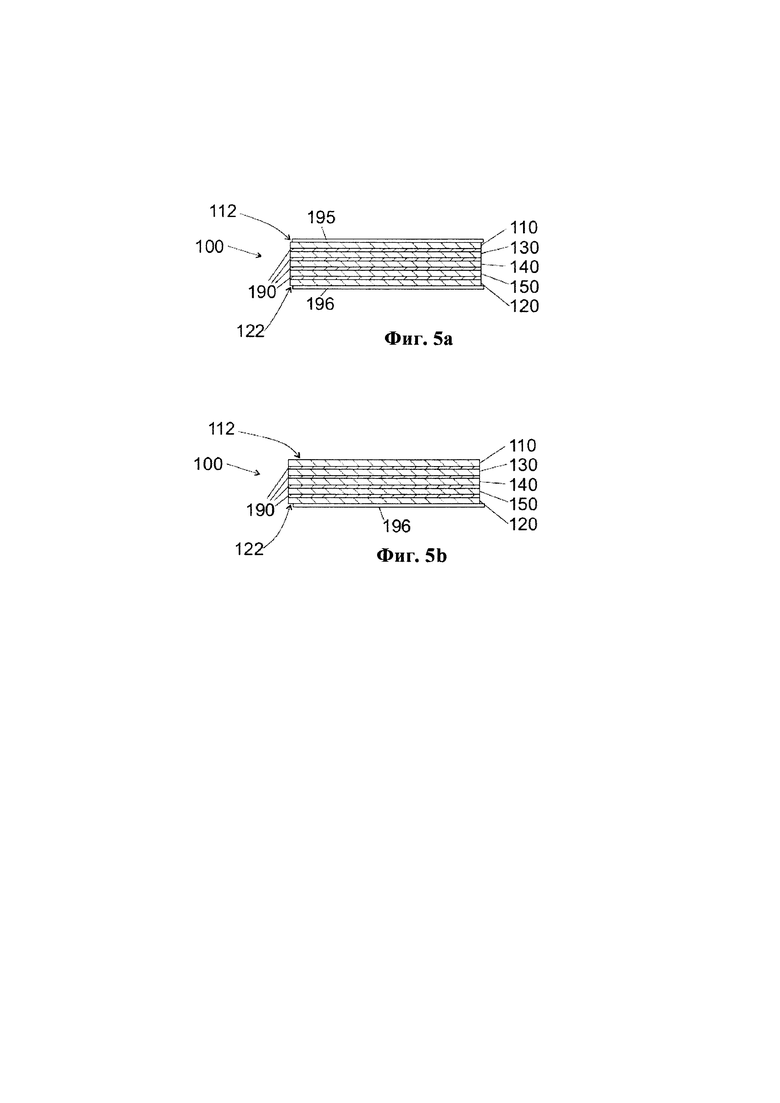
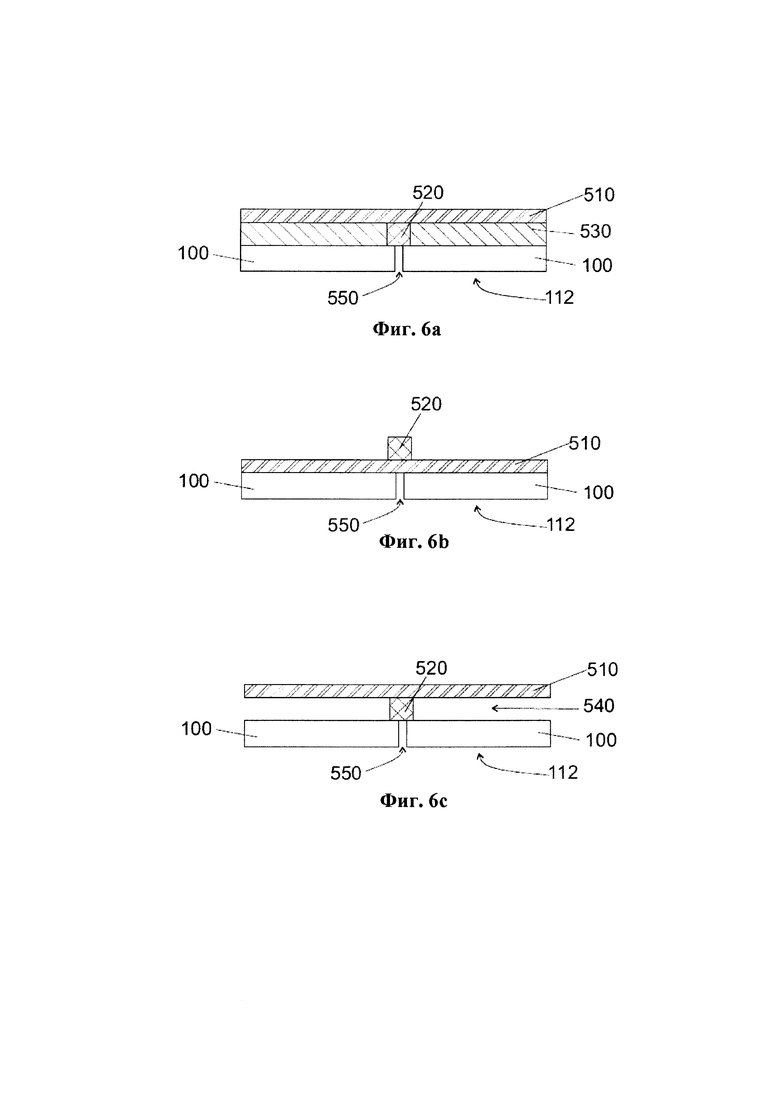
Группа изобретений относится к изготовлению огнестойких фанерных панелей. Выполняют шлифование первой поверхности фанерной панели в первом направлении шлифовки, которое образует угол по меньшей мере 30° с первым направлением древесных волокон. После шлифования первой поверхности наносят огнезащитное средство на первую поверхность, имеющую температуру по меньшей мере 15°С. Фанерная панель содержит первый слой шпона, содержащий первую поверхность фанерной панели, так что все слои шпона фанерной панели остаются на одной стороне первой поверхности. Фанерная панель содержит второй слой шпона, так что все слои шпона фанерной панели остаются на одной стороне второй поверхности раздела между вторым шпоном и покрытием или второй поверхности панели, причем второй слой шпона содержит вторую поверхность. Фанерная панель содержит клеящее вещество между первым слоем шпона и вторым слоем шпона. Первая поверхность содержит следы, указывающие на шлифование первой поверхности фанерной панели в первом направлении шлифовки. Первый слой шпона содержит по меньшей мере 8 г/м2 связанного фосфора. Улучшается огнестойкость фанерных панелей. 3 н. и 21 з.п. ф-лы, 6 ил., 2 табл.
1. Способ улучшения огнестойкости фанерной панели (100), включающий: предоставление фанерной панели (100), где фанерная панель (100) содержит первый слой (110) шпона, второй слой (120) шпона и клеящее вещество (190) между первым слоем шпона и вторым слоем шпона, при этом первый слой (110) образует первую поверхность (112) фанерной панели (100) и содержит древесные волокна, ориентированные в первом направлении (D1) древесных волокон, и способ включает шлифование первой поверхности (112) фанерной панели (100) в первом направлении (R1) шлифовки, которое образует угол по меньшей мере 30 градусов с первым направлением (D1) древесных волокон, и после указанного шлифования первой поверхности нанесение огнезащитного средства (300) на первую поверхность (112), имеющую температуру по меньшей мере 15°С.
2. Способ по п. 1, в котором второй слой (120) шпона образует вторую поверхность (122) фанерной панели (100) и содержит древесные волокна, ориентированные во втором направлении (D2) древесных волокон, и способ включает шлифование второй поверхности (122) фанерной панели (100) во втором направлении (R2) шлифовки, которое образует угол по меньшей мере 30 градусов со вторым направлением (D2) древесных волокон, и после указанного шлифования второй поверхности нанесение огнезащитного средства (300) на вторую поверхность (122), имеющую температуру по меньшей мере 15°С.
3. Способ по п. 1 или 2, включающий после указанного нанесения огнезащитного средства (300) размещение фанерной панели (100), на поверхность (112) или поверхности (112, 122) которой было нанесено огнезащитное средство (300), в стопке (200) фанерных панелей, чтобы впрессовать огнезащитное средство (300) в фанерную панель (100), при этом предпочтительно панель выдерживают в стопке (200) в течение по меньшей мере 24 часов.
4. Способ по любому из пп. 1-3, в котором перед началом нанесения огнезащитного средства (300) на первую поверхность (112) влагосодержание первого слоя (110) шпона составляет от 3% до 14%, при этом способ включает пропитку первого слоя (110) шпона огнезащитным средством (300) с образованием фанерной панели (100), которая является огнестойкой согласно стандарту EN 13501-1:2007+A1:2009, на что указывают классы горючесть В, производство дыма s1 и пылающие капли d0 или на что указывают классы горючесть Вfl и производство дыма s1.
5. Способ по любому из пп. 1-4, в котором огнезащитное средство (300) содержит связанный фосфор, предпочтительно огнезащитное средство (300) представляет собой раствор (300) жидкого огнезащитного средства, который содержит от 2 масс.% до 30 масс.%, например от 5 масс.% до 15 масс.%, связанного фосфора, измеренного согласно SFS-EN ISO 11885; в одном воплощении огнезащитное средство (300) представляет собой раствор (300) жидкого огнезащитного средства, который дополнительно содержит по меньшей мере 4 части на млн по меньшей мере одного элемента из кальция, железа, калия, натрия, серы, меди и цинка, определенных согласно SFS-EN ISO 11885, в одном воплощении огнезащитное средство (300) представляет собой раствор (300) жидкого огнезащитного средства, который дополнительно содержит по меньшей мере 4 части на млн каждого элемента из кальция, железа, калия, натрия, серы и цинка, определенных согласно SFS-EN ISO 11885.
6. Способ по любому из пп.1-5, в котором огнезащитное средство (300) представляет собой раствор (300) жидкого огнезащитного средства, который содержит содержащую фосфор кислоту или содержащее фосфор соединение кислой соли, предпочтительно раствор (300) жидкого огнезащитного средства содержит по меньшей мере одно соединение из 1-гидроксиэтилиден-1,1-дифосфоновой кислоты (ГЭДФ) или ее соли, этилендиаминтетраметиленфосфоновой кислоты (ЭДТМФ) или ее соли и диэтилентриаминпентаметиленфосфоновой кислоты (ДТПМФ) или ее соли, предпочтительно огнезащитное средство (300) содержит не более 1 части на млн или не содержит вообще любого вещества из тяжелого металла, бора и галогенированного соединения.
7. Способ по любому из пп. 1-6, в котором огнезащитное средство (300) представляет собой раствор (300) жидкого огнезащитного средства, который содержит 1-гидроксиэтилиден-1,1-дифосфоновую кислоту (ГЭДФ), предпочтительно раствор (300) жидкого огнезащитного средства содержит от 10 масс.% до 60 масс.% 1-гидроксиэтилиден-1,1-дифосфоновой кислоты (ГЭДФ).
8. Способ по любому из пп. 1-7, в котором на первую поверхность (112) наносят такое количество огнезащитного средства (300), что на первую поверхность (112) наносят по меньшей мере 8 г/м2 связанного фосфора, также предпочтительно на вторую поверхность (122) наносят такое количество огнезащитного средства (300), что на вторую поверхность (122) наносят по меньшей мере 8 г/м2 связанного фосфора.
9. Способ по любому из пп. 1-8, в котором огнезащитное средство (300) представляет собой раствор (300) жидкого огнезащитного средства, который содержит от 20 масс.% до 40 масс.% 1-гидроксиэтилиден-1,1-дифосфоновой кислоты (ГЭДФ), и по меньшей мере 150 г/м2 раствора (300) жидкого огнезащитного средства наносят на первую поверхность (112), предпочтительно не более 250 г/м2 раствора (300) жидкого огнезащитного средства наносят на первую поверхность (112), более предпочтительно от 150 г/м2 до 250 г/м2 раствора (300) жидкого огнезащитного средства также наносят на вторую поверхность (122).
10. Способ по любому из пп. 1-9, в котором огнезащитное средство (300) наносят на первую поверхность (112) так, что давление, при котором наносят огнезащитное средство (300), не превышает 200 кПа абс. (2 бар абс.) и/или не опускается ниже 50 кПа абс. (0,5 бар абс.).
11. Способ по любому из пп. 1-10, в котором шлифование первой поверхности (112) фанерной панели (100) выполняют с помощью первой шлифующей поверхности (322), имеющей зернистость не более Р220, например от Р20 до Р220, согласно стандарту ISO 6344, предпочтительно шлифование второй поверхности (122) фанерной панели (100) выполняют с помощью шлифующей поверхности (322, 324), имеющей зернистость не более Р220, например от Р20 до Р220, согласно стандарту ISO 6344.
12. Способ по любому из пп. 1-11, в котором перед указанным нанесением огнезащитного средства (300) на первую поверхность (112) фанерная панель (100) имеет первичный первый модуль упругости (E║1) и первичный второй модуль упругости (E┴1), и способ включает нанесение огнезащитного средства (300) на первую поверхность (112) таким образом, что после указанного нанесения огнезащитного средства (300) на первую поверхность (112) фанерная панель (100) имеет вторичный первый модуль упругости (E║2) и вторичный второй модуль упругости (E┴2), где отношение первичного первого модуля упругости (E║1) к вторичному первому модулю упругости (E║2) составляет от 0,75 до 1,25 и/или отношение первичного второго модуля упругости (E┴1) к вторичному второму модулю упругости (E┴2) составляет от 0,75 до 1,25, предпочтительно способ включает после указанного шлифования первой поверхности нанесение огнезащитного средства (300) на первую поверхность (112) таким образом, что в испытании, включающем предоставление аналогичной необработанной фанерной панели, измерение первичного первого модуля упругости (E║1), первичного второго модуля упругости (E┴1), первичной первой прочности при изгибе (fm║1) и первичной второй прочности при изгибе (fm┴1) согласно стандарту EN 310 для необработанной панели и измерение вторичного первого модуля упругости (E║2), вторичного второго модуля упругости (E┴2), вторичной первой прочности при изгибе (fm║2) и вторичной второй прочности при изгибе (fm┴2) согласно стандарту EN 310 для панели, на которую было нанесено огнезащитное средство (300), получают следующее: отношение первичного первого модуля упругости (E║1) к вторичному первому модулю упругости (E║2) составляет от 0,75 до 1,25, отношение первичного второго модуля упругости (E┴1) к вторичному второму модулю упругости (E┴2) составляет от 0,75 до 1,25, отношение первичной первой прочности при изгибе (fm║1) к вторичной первой прочности при изгибе (fm║2) составляет от 0,75 до 1,25 и отношение первичной второй прочности при изгибе (fm┴1) к вторичной второй прочности при изгибе (fm┴2) составляет от 0,75 до 1,25.
13. Способ улучшения огнестойкости десяти фанерных панелей, включающий обработку по меньшей мере десяти аналогичных фанерных панелей согласно способу по любому из пп. 1-12 таким образом, что когда десять обработанных фанерных панелей и десять необработанных панелей, аналогичных обработанным фанерным панелями, испытывают в испытании, включающем распил десяти фанерных панелей, которые не были обработаны, с получением первой группы из шестидесяти образцов панелей, подходящих для продольного испытания согласно стандарту EN 310, и второй группы из шестидесяти образцов панелей, подходящих для поперечного испытания согласно стандарту EN 310, распил десяти фанерных панелей, которые были обработаны согласно способу по любому из пп. 1-12, с получением третьей группы из шестидесяти образцов панелей, подходящих для продольного испытания согласно стандарту EN 310, и четвертой группы из шестидесяти образцов панелей, подходящих для поперечного испытания согласно стандарту EN 310, для каждого образца панели первой группы из шестидесяти образцов панелей измерение первичного первого модуля упругости (E║1) и первичной первой прочности при изгибе (fm║1) согласно стандарту EN 310 для определения среднего первичного первого модуля упругости (<E║1>) и средней первичной первой прочности при изгибе (<fm║1>), для каждого образца панели второй группы из шестидесяти образцов панелей измерение первичного второго модуля упругости (E┴1) и первичной второй прочности при изгибе (fm┴1) согласно стандарту EN 310 для определения среднего первичного второго модуля упругости (<E┴1>) и средней первичной второй прочности при изгибе (<fm┴1>), для каждого образца панели третьей группы из шестидесяти образцов панелей измерение вторичного первого модуля упругости (E║2) и вторичной первой прочности при изгибе (fm║2) согласно стандарту EN 310 для определения среднего вторичного первого модуля упругости (<E║2>) и средней вторичной первой прочности при изгибе (<fm║1>) и для каждого образца панели четвертой группы из шестидесяти образцов панелей измерение вторичного второго модуля упругости (E┴2) и вторичной второй прочности при изгибе (fm┴2) согласно стандарту EN 310 для определения среднего вторичного второго модуля упругости (<E┴2>) и средней вторичной второй прочности при изгибе (<fm┴2>), получают следующее: отношение (<E║2>/<E║1>) среднего вторичного первого модуля упругости (<E║2>) к среднему первичному первому модулю упругости (<E║1>) составляет от 0,85 до 1,1, отношение (<E┴2>/<E┴1>) среднего вторичного второго модуля упругости (<E┴2>) к среднему первичному второму модулю упругости (<E┴1>) составляет от 0,85 до 1,1, отношение (<fm║2>/<fm║1>) средней вторичной первой прочности при изгибе (<fm║2>) к средней первичной первой прочности при изгибе (<fm║1>) составляет от 0,85 до 1,1 и отношение (<fm┴2>/<fm┴1>) средней вторичной второй прочности при изгибе (<fm┴2>) к средней первичной второй прочности при изгибе (<f m┴1>) составляет от 0,85 до 1,1.
14. Способ по любому из пп. 1-13, где первый слой (110) шпона содержит мягкую древесину, такую как ель или сосна, предпочтительно также второй слой (120) шпона содержит мягкую древесину, такую как ель или сосна, предпочтительно все слои шпона фанерной панели изготовлены из одного и того же вида древесины.
15. Способ по любому из пп. 1-14, где толщина фанерной панели (100) составляет от 4 мм до 75 мм, например от 9 мм до 21 мм, и фанерная панель (100) содержит от трех до двадцати пяти слоев (110, 120, 130) шпона, каждый из которых изготовлен из мягкой древесины, предпочтительно толщина фанерной панели (100) составляет по меньшей мере 15 мм, толщина (tsv1) первого слоя (110) шпона составляет от 1,5 мм до 3,5 мм и толщина (tsv2) второго слоя (120) шпона составляет от 1,5 мм до 3,5 мм, фанерная панель (100) содержит по меньшей мере пять слоев (110, 120, 130) шпона, каждый из которых изготовлен из мягкой древесины, и панель имеет первую прочность при изгибе (fm║) по меньшей мере 37 Н/мм2, вторую прочность при изгибе (fm┴) по меньшей мере 19 Н/мм2, первый модуль упругости (E║) по меньшей мере 4600 Н/мм2 и второй модуль упругости (E┴) по меньшей мере 1800 Н/мм2, измеренные и определенные в стандарте EN 310.
16. Способ по любому из пп. 1-15, где клеящее вещество (190) содержит полимеризованную фенолформальдегидную смолу и/или полимеризованную лигнинфенолформальдегидную смолу.
17. Фанерная панель (100), содержащая первый слой (110) шпона, содержащий первую поверхность (112) фанерной панели (100), так что все слои (110, 120, 130) шпона фанерной панели (100) остаются на одной стороне первой поверхности (112), второй слой (120) шпона, так что все слои шпона фанерной панели остаются на одной стороне второй поверхности раздела (122) между вторым шпоном (120) и покрытием (196) или второй поверхности (122) панели (100), причем второй слой (120) шпона содержит вторую поверхность (122), клеящее вещество (190) между первым слоем (110) шпона и вторым слоем (120) шпона, где первая поверхность (112) содержит следы, указывающие на шлифование первой поверхности (112) фанерной панели (100) в первом направлении (R1) шлифовки, которое образует угол по меньшей мере 30 градусов с направлением (D1) древесных волокон первого слоя (110) шпона, и первый слой (110) шпона содержит по меньшей мере 8 г/м2 связанного фосфора, посредством чего фанерная панель (100) является огнестойкой согласно стандарту EN 13501-1:2007+A1:2009, на что указывают классы горючесть В, производство дыма s1 и пылающие капли d0 или на что указывают классы горючесть Вfl и производство дыма s1.
18. Фанерная панель по п. 17, в которой второй слой (120) шпона образует вторую поверхность (122) фанерной панели, вторая поверхность (122) содержит следы, указывающие на шлифование второй поверхности (122) фанерной панели (100) во втором направлении (R2) шлифовки, которое образует угол по меньшей мере 30 градусов с направлением (D2) древесных волокон второго слоя (120) шпона, и второй слой (120) шпона содержит по меньшей мере 8 г/м2 связанного фосфора, предпочтительно направление (D1) древесных волокон первого слоя (110) шпона параллельно направлению (D2) древесных волокон второго слоя (120) шпона.
19. Фанерная панель (100) по п. 17 или 18, содержащая третий слой (130) шпона, расположенный между первым слоем (110) шпона и вторым слоем (120) шпона, где [A] содержание (с130) фосфора в третьем слое (130) шпона составляет не более половины или не более 25% от содержания (с110) фосфора в первом слое (110) шпона, и/или [В] третий слой (130) шпона содержит не более 5 г/м2 или не более 2 г/м2 связанного или свободного фосфора, и/или [С] панель содержит только такую древесину, на которую огнезащитное средство нанесено не пропиткой под давлением, составляющим по меньшей мере 200 кПа абс. (2 бар абс.).
20. Фанерная панель (100) по любому из пп. 17-19, в которой первый слой (110) шпона обработан раствором, содержащим 1-гидроксиэтилиден-1,1-дифосфоновую кислоту (ГЭДФ), например первый слой (110) шпона содержит ГЭДФ, предпочтительно панель имеет привес менее 30% в испытании, подробно описанном в “Nodrtest Method, build 504, Approved 2003-12”.
21. Фанерная панель (100) по любому из пп. 17-20, где [A] фанерная панель (100) содержит пять слоев шпона из ели, толщина (tp) фанерной панели (100) составляет 15 мм, и фанерная панель (100) имеет следующие механические свойства: первая прочность при изгибе (fm║) от 37 Н/мм2 до 52 Н/мм2, измеренная в продольном испытании стандарта EN 310, вторая прочность при изгибе (fm┴) от 19 Н/мм2 до 28 Н/мм2, измеренная в поперечном испытании стандарта EN 310, первый модуль упругости (E║) от 4600 Н/мм2 до 6000 Н/мм2, измеренный в продольном испытании стандарта EN 310, и второй модуль упругости (E┴) от 1800 Н/мм2 до 2700 Н/мм2, измеренный в поперечном испытании стандарта EN 310, или [В] фанерная панель (100) содержит семь слоев шпона из ели, толщина (tp) фанерной панели (100) составляет 18 мм, и фанерная панель (100) имеет следующие механические свойства: первая прочность при изгибе (fm║) от 37 Н/мм2 до 53 Н/мм2, измеренная в продольном испытании стандарта EN 310, вторая прочность при изгибе (fm┴) от 27 Н/мм2 до 44 Н/мм2, измеренная в поперечном испытании стандарта EN 310, первый модуль упругости (E║) от 4800 Н/мм2 до 6800 Н/мм2, измеренный в продольном испытании стандарта EN 310, и второй модуль упругости (E┴) от 2800 Н/мм2 до 4300 Н/мм2, измеренный в поперечном испытании стандарта EN 310.
22. Фанерная панель по любому из пп. 17-21, где первый слой (110) шпона содержит мягкую древесину, такую как ель или сосна, предпочтительно также второй слой (120) шпона содержит мягкую древесину, такую как ель или сосна, предпочтительно все слои шпона фанерной панели изготовлены из одного и того же вида древесины.
23. Фанерная панель по любому из пп. 17-22, где толщина фанерной панели (100) составляет от 4 мм до 75 мм, например от 9 мм до 21 мм, и фанерная панель (100) содержит от трех до двадцати пяти слоев (110, 120, 130) шпона, каждый из которых изготовлен из мягкой древесины, предпочтительно толщина фанерной панели (100) составляет по меньшей мере 15 мм, толщина (tsv1) первого слоя (110) шпона составляет от 1,5 мм до 3,5 мм и толщина (tsv2) второго слоя (120) шпона составляет от 1,5 мм до 3,5 мм, фанерная панель (100) содержит по меньшей мере пять слоев (110, 120, 130) шпона, каждый из которых изготовлен из мягкой древесины, и панель имеет первую прочность при изгибе (fm║) по меньшей мере 37 Н/мм2, вторую прочность при изгибе (fm┴) по меньшей мере 19 Н/мм2, первый модуль упругости (E║) по меньшей мере 4600 Н/мм2 и второй модуль упругости (E┴) по меньшей мере 1800 Н/мм2, измеренные и определенные в стандарте EN 310.
24. Фанерная панель по любому из пп. 17-23, где клеящее вещество (190) содержит полимеризованную фенолформальдегидную смолу и/или полимеризованную лигнинфенолформальдегидную смолу.
| DE 202015103202 U1, 19.11.2015 | |||
| СПОСОБ ОТДЕЛКИ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 0 |
|
SU261217A1 |
| Способ изготовления облицованных щитов | 1983 |
|
SU1139625A1 |
| СТРУКТУРА ПАРКЕТА И МЕТОД ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2069723C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ СЛОИСТЫХ ДРЕВЕСНЫХ МАТЕРИАЛОВ ИЗ ШПОНА | 2002 |
|
RU2222425C2 |

