Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к магнитному сердечнику, более конкретно, оптимально подходит для использования для сердечника, сконфигурированного посредством наложения множества изогнутых магнитномягких листов в направлении толщины.
Уровень техники
[0002] Предусмотрен сердечник, сконфигурированный посредством изгиба заранее частей каждого из листов электротехнической стали и других магнитномягких листов для формирования угловых областей сердечника, резки магнитномягких листов в предварительно определенные длины и их укладки в направлении толщины листа.
В PTL 1, в качестве этого типа сердечника, описывается магнитный сердечник, полученный посредством наложения в направлении толщины листа множества магнитномягких листов, изогнутых в кольцевые формы и отличающихся по длинам, равномерного смещения обращенных концевых поверхностей магнитномягких листов по направлению толщины листа на приращения предварительно определенных размеров и придания соединенным частям концевых поверхностей уступчатых форм.
[0003] Дополнительно, в PTL 2, описывается следующий магнитный сердечник: Во-первых, полоса кремнистого стального листа наматывается в несколько витков посредством одновитковой системы резки для резки одного местоположения каждый виток таким образом, чтобы образовывать круглые формы предварительно определенных размеров, и таким образом, чтобы получать площадь поперечного сечения предварительно определенной толщины. Она крепится посредством крепежной ленты, чтобы конфигурировать тело магнитного сердечника. Дополнительно, два соответствующих местоположения тела магнитного сердечника прижимаются посредством прессовочной машины и т.д., чтобы за счет этого заставлять тело магнитного сердечника деформироваться приблизительно в овальную форму. Дополнительно, в PTL 2, описывается использование зажимного приспособления для того, чтобы фиксировать магнитный сердечник, и выполнение отжига для снятия механического напряжения.
[0004] Дополнительно, в PTL 3 описывается трансформатор, в котором даже если зазоры в отверстиях машины для распушивания рулона с катушки становятся узкими, становится возможной работа по вставке листов электротехнической стали, исключается деформация листов электротехнической стали, перекрывающиеся местоположения задаются меньшими, и ухудшение потерь в сердечнике может уменьшаться.
[0005] Дополнительно, в PTL 4, описывается использование зазоров, сформированных в угловых областях блока элемента сердечника, в качестве проходов для потока воздуха, масла или другой охлаждающей среды.
Список цитируемых документов
Патентные документы
[0006] PTL 1. Заявка на полезную модель (Япония) регистрационный номер 3081863
PTL 2. Не прошедшая экспертизу публикация заявки на патент (Япония) № 2005-286169
PTL 3. Патент (Япония) № 6466728
PTL 4. Патент (Япония) № 6450100
Сущность изобретения
Техническая задача
[0007] Тем не менее в областях техники, описанных в PTL 1 и 2, предусмотрены одни соединенные части магнитных сердечников (в каждом слое, предусмотрено одно местоположение, в котором концевые поверхности магнитномягких листов обращены друг к другу). Если предусмотрены одни местоположения соединенных частей магнитного сердечника, нагрузка при переплете (при работе по установке обмоток (катушек) в магнитном сердечнике) является большой. Следовательно, может рассматриваться возможность использовать конструкцию, в которой две части с ножками магнитного сердечника, обращенные друг к другу с интервалом, содержат соединенные части, соответственно, в одном местоположении каждая и всего с двумя местоположениями, с тем чтобы уменьшать нагрузку при переплете.
[0008] Тем не менее, при выполнении этого, во время соединения магнитномягких листов, магнитномягкие листы входит между другими магнитномягкими листами и магнитномягкими листами, которые должны соединяться, так что магнитный сердечник подвержен деформации, и предварительно определенная форма не может получаться. Дополнительно, вследствие деформации магнитного сердечника, потери в сердечнике подвержены тенденции к увеличению.
[0009] Следовательно, в сумме в двух местоположениях соединенных частей, поясненных выше, требуется то, что концевые поверхности каждого слоя магнитномягких листов должны задаваться с возможностью надежно примыкать друг к другу, с тем чтобы соединяться. Тем не менее, если, в соединенных частях, позиции концевых поверхностей, которые должны соединяться, для листов электротехнической стали становятся смещенными уступчатым способом, если невозможно совмещать соответствующие концевые поверхности, смещенные уступчатым способом, концевые поверхности более не могут соединяться. Следовательно, в соединенных частях, позиционирование в направлении, перпендикулярном к поверхностям листов электротехнической стали, должно выполняться с хорошей точностью. В частности, при использовании системы, к примеру, как описано в PTL 1, для изгиба магнитномягких листов заранее, их вырезания в предварительно определенные длины, затем их наложения в направлении толщины, соответственно, при укладке отдельных магнитномягких листов, будет легко возникать позиционное смещение. Требуется улучшение.
[0010] С другой стороны, в PTL 3, если зазоры в отверстиях машины для распушивания рулона с катушки становятся слишком узкими, вставка U-образных листов электротехнической стали в отверстия машины для распушивания рулона с катушки упрощает работу по вставке в узких зазорах по сравнению с использованием только листов электротехнической стали на основе одновитковой резки. Тем не менее, при этой технологии, внешние стороны типа листов электротехнической стали на основе одновитковой резки покрываются посредством U-образных листов электротехнической стали, так что имеется проблема в том, что тепло, вырабатываемое в угловых областях, листов электротехнической стали, в итоге вызывает рост температуры в трансформаторе. В частности, при предоставлении угловых областей магнитного сердечника с изогнутыми частями с небольшими радиусами кривизны, тепло вырабатывается вследствие ухудшенных потерь в сердечнике, вызываемых посредством эффектов натяжения, введенного в изогнутые части, так что возникновение тепла должно надежно подавляться.
[0011] В PTL 4, описывается использование зазоров, сформированных в угловых областях блока элемента сердечника в качестве проходов для потока воздуха, масла или другой охлаждающей среды. Тем не менее, только с помощью формирования зазоров, при использовании магнитного сердечника для того, чтобы формировать трансформатор, иногда требуемый охлаждающий эффект не может получаться. Дополнительно, чтобы получать удовлетворительные рабочие характеристики в качестве трансформатора, наряду с охлаждающим эффектом, требуется эффект подавления шумов. В PTL 4, конфигурация трансформатора, одновременно удовлетворяющего охлаждающему эффекту и эффекту подавления шумов, вообще не представляется.
[0012] Настоящее изобретение осуществлено с учетом такой вышеуказанной проблемы и имеет в качестве свой цели то, чтобы соединять концевые поверхности множества магнитномягких листов, наложенных в направлении толщины и изогнутых в частях, формирующих угловые области сердечника, в ходе чего не допускается смещения позиций концевых поверхностей относительно требуемых позиций.
Решение задачи
[0013] Магнитный сердечник настоящего изобретения представляет собой магнитный сердечник, в котором первая угловая область и вторая угловая область, и третья угловая область, и четвертая угловая область, соответственно, расположены с интервалами в первом направлении, и первая угловая область и третья угловая область, и вторая угловая область, и четвертая угловая область, соответственно, расположены с интервалами во втором направлении, вертикальном по отношению к первому направлению, причем этот магнитный сердечник содержит первую часть, имеющую множество магнитномягких листов, которые имеют форму, соответственно, изогнутую в позициях, соответствующих первой угловой области и второй угловой области, и причем это множество магнитномягких листов укладываются поверх друг друга таким образом, что поверхности листов накладываются, вторую часть, имеющую множество магнитномягких листов, которые имеют форму, соответственно, изогнутую в позициях, соответствующих третьей угловой области и четвертой угловой области, и причем это множество магнитномягких листов укладываются поверх друг друга таким образом, что поверхности листов накладываются, и третью часть, концевые части в продольном направлении магнитномягких листов, формирующие первую часть, и концевые части в продольном направлении магнитномягких листов, формирующие вторую часть, приводятся в состояние с возможностью примыкать друг к другу во втором направлении, и позиции в периферийном направлении магнитного сердечника местоположений примыкающего состояния смещаются во втором направлении, причем примыкающее состояние концевых частей в продольном направлении магнитномягких листов, формирующих первую часть, и концевых частей в продольном направлении магнитномягких листов, формирующих вторую часть во втором направлении, поддерживается, причем третья часть расположена в оконной части, состоящей из зоны на внутренней стороне первой части и второй части, причем по меньшей мере часть зоны одного конца третьей части и по меньшей мере часть зоны другого конца третьей части, соответственно, выполнены таким образом, что они контактируют с внутренней периферийной поверхностью оконной части во втором направлении.
Преимущества изобретения
[0014] Согласно настоящему изобретению, можно соединять концевые поверхности множества магнитномягких листов, наложенных в направлении толщины и изогнутых в частях, формирующих угловые области сердечника, в ходе чего не допускается смещения позиций концевых поверхностей относительно требуемых позиций.
Краткое описание чертежей
[0015] Фиг. 1 является видом, показывающим первый вариант осуществления при просмотре магнитного сердечника под углом.
Фиг. 2 является видом, показывающим первый вариант осуществления при просмотре магнитного сердечника спереди.
Фиг. 3 является видом, показывающим первый вариант осуществления и показывающим укрупненную окрестность первой угловой области.
Фиг. 4 является видом, показывающим первый вариант осуществления и схематично показывающим один пример изогнутой части листа текстурированной электротехнической стали.
Фиг. 5A-5C являются схематичными видами, показывающими первый вариант осуществления и показывающими один пример способа изгиба.
Фиг. 6A-6C являются схематичными видами, показывающими первый вариант осуществления и показывающими один пример способа сборки.
Фиг. 7 является видом, показывающим первую модификацию первого варианта осуществления при просмотре магнитного сердечника спереди.
Фиг. 8 является видом, показывающим первую модификацию первого варианта осуществления и показывающим укрупненную окрестность первой угловой области.
Фиг. 9 является видом, показывающим вторую модификацию первого варианта осуществления при просмотре магнитного сердечника спереди.
Фиг. 10 является видом, показывающим вторую модификацию первого варианта осуществления и показывающим укрупненную окрестность первой угловой области.
Фиг. 11 является видом, показывающим второй вариант осуществления при просмотре магнитного сердечника под углом.
Фиг. 12 является видом, показывающим третий вариант осуществления при просмотре магнитного сердечника под углом.
Фиг. 13 является видом, показывающим третий вариант осуществления при просмотре магнитного сердечника спереди.
Фиг. 14A и 14B являются схематичными видами, показывающими третий вариант осуществления и показывающими один пример способа сборки.
Фиг. 15 является видом, показывающим четвертый вариант осуществления при просмотре магнитного сердечника под углом.
Фиг. 16 является видом, показывающим четвертый вариант осуществления при просмотре магнитного сердечника спереди.
Фиг. 17A и 17B являются схематичными видами, показывающими четвертый вариант осуществления и показывающими один пример способа сборки.
Фиг. 18A-18C являются схематичными видами, показывающими модификацию четвертого варианта осуществления и показывающими один пример способа сборки.
Фиг. 19A и 19B являются схематичными видами, показывающими один пример способа сборки, продолжающегося из фиг. 18A-18C.
Фиг. 20 является видом, показывающим пятый вариант осуществления при просмотре магнитного сердечника под углом.
Фиг. 21 является видом, показывающим пятый вариант осуществления при просмотре магнитного сердечника спереди.
Фиг. 22A-22C являются схематичными видами, показывающими пятый вариант осуществления и показывающими один пример способа сборки.
Фиг. 23A и 23B являются схематичными видами, показывающими один пример способа сборки, продолжающегося из фиг. 22A-22C.
Фиг. 24 является видом, показывающим первую модификацию пятого варианта осуществления при просмотре магнитного сердечника спереди.
Фиг. 25 является видом, показывающим вторую модификацию пятого варианта осуществления при просмотре магнитного сердечника спереди.
Фиг. 26 является видом, показывающим шестой вариант осуществления при просмотре магнитного сердечника под углом.
Фиг. 27 является видом, показывающим шестой вариант осуществления при просмотре магнитного сердечника спереди.
Фиг. 28 является видом, показывающим модификацию шестого варианта осуществления при просмотре магнитного сердечника спереди.
Фиг. 29 является видом, показывающим магнитный сердечник 2700 седьмого варианта осуществления спереди.
Фиг. 30 является схематичным видом, показывающим другой режим конфигурации, в котором зазор предусмотрен между третьей частью и первой частью или второй частью в каждой из первой угловой области, второй угловой области, третьей угловой области и четвертой угловой области.
Фиг. 31 является видом в перспективе, показывающим пример в пятом варианте осуществления, в котором длины в направлениях ширины листов текстурированной электротехнической стали, формирующих третью часть, задаются большими длин в направлениях ширины листов текстурированной электротехнической стали, формирующих первую часть и вторую часть.
Фиг. 32 является видом в перспективе, показывающим пример в примере конфигурации, показанном на фиг. 29, в котором длины в направлениях ширины листов текстурированной электротехнической стали, формирующих третью часть, задаются большими длин в направлениях ширины листов текстурированной электротехнической стали, формирующих первую часть и вторую часть.
Фиг. 33 является видом в перспективе, показывающим пример в примере конфигурации, показанном на фиг. 30, в котором длины в направлениях ширины листов текстурированной электротехнической стали, формирующих третью часть, задаются большими длин в направлениях ширины листов текстурированной электротехнической стали, формирующих первую часть и вторую часть.
Фиг. 34 является видом, показывающим магнитный сердечник седьмых вариантов осуществления спереди, и является схематичным видом, показывающим пример, в котором третья часть, показанная на фиг. 29, разделяется на две части.
Фиг. 35 является схематичным видом, показывающим пример, еще более обобщающий конфигурацию, показанную на фиг. 34, в которой третья часть разделяется на n частей.
Фиг. 36 является схематичным видом, показывающим пример в примере конфигурации по фиг. 34 для придания внешним формам третьих частей, прилегающих к зазорам, прямых форм, аналогично примеру конфигурации по фиг. 30.
Фиг. 37 является схематичным видом, показывающим пример в примере конфигурации по фиг. 35 для придания внешним формам третьих частей, прилегающих к зазорам, прямых форм, аналогично примеру конфигурации по фиг. 30.
Подробное описание вариантов осуществления изобретения
[0016] Ниже, со ссылкой на чертежи, поясняются варианты осуществления настоящего изобретения. Дополнительно, на чертежах, координаты XYZ показывают взаимосвязи в направлениях на чертежах. Начала координат не ограничены позициями, показанными на чертежах. Дополнительно, символы кружков с "x" внутри указывают направления от передних сторон к задним сторонам поверхностей листа.
Дополнительно, такие термины, как "параллельный", "вдоль", "вертикальный", "перпендикулярный", "одинаковый", идентичный" и т.д., указывающие формы или геометрические условия и их продолжения, используемые в этом описании, и направления и значения длин, углов и т.д. не привязываются к своим строгим смысловым значениям и должны интерпретироваться как включающие в себя диапазоны продолжения, в которых могут ожидаться функции, аналогичные описанным функциям. Например, если находятся в пределах диапазона расчетных допусков, они могут трактоваться как находящиеся в пределах диапазонов продолжения, в которых могут ожидаться аналогичные функции.
[0017] Фиг. 1 является видом, показывающим магнитный сердечник 100 под углом. На фиг. 1, для удобства иллюстрации, иллюстрация обмоток (катушек), установленных в магнитном сердечнике 100, опускается.
На фиг. 1, магнитный сердечник 100 имеет первую часть 110, вторую часть 120 и третью часть 130. На внешней периферийной поверхности магнитного сердечника 100, присоединяется лента 140. Лента 140 содержит монтажные устройства крепления и т.д. для крепления магнитного сердечника 100 в позиции, но для удобства иллюстрации, на фиг. 1, иллюстрация монтажных устройств крепления и т.д. опускается. Дополнительно, лента 140 может быть реализована посредством текущего уровня техники и не ограничена лентой, к примеру, показанной на фиг. 1.
[0018] Фиг. 2 является видом, показывающим магнитный сердечник 100 спереди. На фиг. 2, для удобства иллюстрации, иллюстрация обмоток (катушек) и ленты 140, установленных в магнитном сердечнике 100, опускается.
На фиг. 1 и фиг. 2, магнитный сердечник 100 имеет первую угловую область 101, вторую угловую область 102, третью угловую область 103 и четвертую угловую область 104, т.е. имеет четыре угловых области.
Первая угловая область 101 и вторая угловая область 102 расположены с интервалом в направлении по оси Z (в первом направлении). Третья угловая область 103 и четвертая угловая область 104 также расположены с интервалом в направлении по оси Z (в первом направлении). Дополнительно, первая угловая область 101 и третья угловая область 103 расположены с интервалом в направлении по оси X (во втором направлении). Вторая угловая область 102 и четвертая угловая область 104 также расположены с интервалом в направлении по оси X (во втором направлении).
[0019] Первая часть 110 имеет множество магнитномягких листов, которые имеют форму, соответственно, изогнутую в позициях, соответствующих первой угловой области 101 и второй угловой области 102, и причем это множество магнитномягких листов укладываются поверх друг друга таким образом, что поверхности листов накладываются поверх друг друга. Вторая часть 120 имеет множество магнитномягких листов, которые имеют форму, соответственно, изогнутую в позициях, соответствующих третьей угловой области 103 и четвертой угловой области 104, и причем это множество магнитномягких листов укладываются поверх друг друга таким образом, что поверхности листов накладываются поверх друг друга. Магнитномягкие листы, например, представляют собой листы текстурированной электротехнической стали. Направление из первой угловой области 101 ко второй угловой области 102 листов текстурированной электротехнической стали (направление, вертикальное по отношению к направлению ширины листа и направлению толщины листа) совпадает с направлением прокатки (листы вырезаются таким образом). В нижеприведенном пояснении, случай, в котором магнитномягкие листы представляют собой листы текстурированной электротехнической стали, предоставляется в качестве примера в пояснении. Толщина листов текстурированной электротехнической стали не ограничена конкретным образом и может выбираться надлежащим образом в соответствии с вариантом применения и т.д., но обычно составляет в пределах диапазона от 0,15 мм до 0,35 мм, предпочтительно в пределах диапазона от 0,18 мм до 0,23 мм. Дополнительно, листы текстурированной электротехнической стали, формирующие первую часть 110 и вторую часть 120, могут состоять из листов, которые являются идентичными (по толщине, по составляющим, по микроструктуре и т.д.)
[0020] Поверхности (концевые поверхности) одних концевых частей (первых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности (концевые поверхности) одних концевых частей (первых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, приводятся в состояние с возможностью, соответственно, примыкать друг к другу в направлении по оси X (во втором направлении). Аналогично, поверхности (концевые поверхности) других концевых частей (вторых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности (концевые поверхности) других концевых частей (вторых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, приводятся в состояние с возможностью, соответственно, примыкать друг к другу в направлении по оси X (во втором направлении).
[0021] В это время, как показано на фиг. 1 и фиг. 2, поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) таким образом, что поверхности листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности листов текстурированной электротехнической стали, формирующих вторую часть 120, накладываются поверх друг друга. Кроме того, как показано на фиг. 1 и фиг. 2, позиции в периферийном направлении магнитного сердечника 100 из местоположений, в которых поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, приводятся в состояние с возможностью примыкать друг к другу (соединенные части), представляют собой периодически смещенные позиции в направлении по оси X (во втором направлении). За счет этого, можно задавать магнитное сопротивление в магнитном сердечнике 100 меньшим и уменьшать потери в сердечнике, по сравнению со случаем задания позиций в периферийном направлении магнитного сердечника 100 из местоположений, в которых поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (соединенные части), идентичными при задании концевых поверхностей таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении).
[0022] Дополнительно, зона между первой угловой областью 101 и второй угловой областью 102 первой части 110 становится первой параллелепипедальной частью 105 с продольным направлением, параллельным оси Z. Зона между третьей угловой областью 103 и четвертой угловой областью 104 второй части 120 становится второй параллелепипедальной частью 106 с продольным направлением, параллельным оси Z. Зона между первой угловой областью 101 и третьей угловой областью 103 первой части 110 и второй части 120 становится третьей параллелепипедальной частью 107 с продольным направлением, параллельным оси X. Зона между второй угловой областью 102 и четвертой угловой областью 104 первой части 110 и второй части 120 становится четвертой параллелепипедальной частью 108 с продольным направлением, параллельным оси X.
[0023] Третья часть 130 имеет множество листов текстурированной электротехнической стали, укладываемых таким образом, что поверхности листов накладываются. Продольные направления листов текстурированной электротехнической стали (направления, вертикальные по отношению к направлениям ширины листа и направлениям толщины листа) являются идентичными направлению прокатки.
Как показано на фиг. 1 и фиг. 2, множество листов текстурированной электротехнической стали, формирующих третью часть 130 настоящего варианта осуществления, представляют собой плоские листы, размещаемые таким образом, что их продольные направления становятся направлением по оси X (т.е. плоские листы, протягивающиеся в направлении по оси X) (т.е. поверхности листов текстурированной электротехнической стали не изгибаются).
Дополнительно, как показано на фиг. 1 и фиг. 2, третья часть 130 расположена в оконной части, состоящей из зоны на внутренней стороне первой части 110 и второй части 120. Дополнительно, одна поверхность третьей части 130 в направлении по оси Z (поверхность листа текстурированной электротехнической стали, позиционированная в стороне в основном положительного направления оси Z в листах текстурированной электротехнической стали, формирующих третью часть 130) расположена в позиции, контактирующей с внутренней периферийной поверхностью между первой угловой областью 101 и третьей угловой областью 103 на внутренних периферийных поверхностях первой части 110 и второй части 120, но другая поверхность третьей части 130 в направлении по оси Z (поверхность листа текстурированной электротехнической стали, позиционированная в стороне в основном отрицательного направления оси Z в листах текстурированной электротехнической стали, формирующих третью часть 130) не расположена в позиции, контактирующей с внутренней периферийной поверхностью между третьей угловой областью 103 и четвертой угловой областью 104. Длина третьей части 130 в направлении по оси X является идентичной длине оконной части в направлении по оси X в позиции, в которой третья часть 130 размещается. Таким образом по меньшей мере часть одной концевой части (первой концевой части) третьей части 130 в продольном направлении задается таким образом, что она контактирует с внутренней периферийной поверхностью первой части 110, в то время как по меньшей мере одна часть другой концевой части (второй концевой части) третьей части 130 в продольном направлении задается таким образом, что она контактирует с внутренней периферийной поверхностью второй части 120. Толщина третьей части 130 (длины листов текстурированной электротехнической стали в направлении толщины листа) предпочтительно задается равной по меньшей мере коэффициенту 0,001 относительно толщины первой части 110 (второй части 120) (длин листов текстурированной электротехнической стали в направлении толщины листа (внутренне присущих длин ножек магнитного сердечника в направлении толщины листа)) таким образом, чтобы предотвращать смещения позиций концевых частей в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и концевых частей в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, при присоединении ленты 140.
[0024] Дополнительно, на чертежах, для удобства иллюстрации, числа листов текстурированной электротехнической стали необязательно должны совпадать с фактическими числами.
Лента 140 присоединяется (наматывается вокруг) к внешней периферийной поверхности магнитного сердечника 100, сформированного посредством так размещенных первой части 110, второй части 120 и третьей части 130. Лента 140, например, изготавливается из нержавеющей стали. Лента 140 имеет монтажные устройства крепления и т.д. для магнитного сердечника 100, присоединяемого к ней, но для удобства иллюстрации, на фиг. 1, иллюстрация монтажных устройств крепления и т.д. опускается.
[0025] Здесь, в нижеприведенном пояснении, часть магнитного сердечника 100, сформированная посредством первой части 110 и второй части 120, называется "телом магнитного сердечника" в соответствии с необходимостью. В настоящем варианте осуществления, длина сердечника для тела магнитного сердечника не ограничена конкретным образом. Тем не менее, даже если длина сердечника изменяется в сердечнике, объем изогнутых частей сердечника является постоянным. Следовательно, потери в сердечнике, возникающие в изогнутых частях сердечника, являются постоянными. Большая длина сердечника означает меньшее объемное отношение изогнутых частей сердечника (= объем изогнутых частей сердечника ÷ объем сердечника в целом). Следовательно, большая длина сердечника означает меньший эффект посредством изогнутых частей сердечника в отношении ухудшения потерь в сердечнике. Соответственно, длина сердечника для тела магнитного сердечника предпочтительно составляет 1,5 м или больше, более предпочтительно 1,7 м или больше. Дополнительно, "длина сердечника для тела магнитного сердечника" означает длину тела магнитного сердечника в периферийном направлении магнитного сердечника в центральной точке в направлении укладки листов текстурированной электротехнической стали при просмотре магнитного сердечника из направления ширины листа (направления по оси Y) для магнитномягких листов (листов текстурированной электротехнической стали).
Дополнительно, магнитный сердечник уменьшается в отношении потерь в сердечнике, так что может надлежащим образом использоваться для любых традиционно известных вариантов применения, таких как магнитный сердечник и т.д. для трансформаторов, реакторов и фильтров шумов и т.д.
[0026] Как пояснено выше, тело магнитного сердечника состоит, в периферийном направлении магнитного сердечника 100, из угловых областей (первой угловой области 101 - четвертой угловой области 104) и параллелепипедальных частей (первой параллелепипедальной части 105 - четвертой параллелепипедальной части 108), попеременно продолжающихся друг за другом. В примере, показанном на фиг. 1 и фиг. 2, первая угловая область 101 - четвертая угловая область 104 и первая параллелепипедальная часть 105 - четвертая параллелепипедальная часть 108 расположены таким образом, что, к поверхности листа, против часовой стрелки, первая угловая область 101 → первая параллелепипедальная часть 105 → вторая угловая область 102 → четвертая параллелепипедальная часть 108 → четвертая угловая область 104 → вторая параллелепипедальная часть 106 → третья угловая область 103 → третья параллелепипедальная часть 107 → первая угловая область 101 →....
[0027] В этом варианте осуществления, углы, сформированные посредством двух параллелепипедальных частей (первой параллелепипедальной части 105 - четвертой параллелепипедальной части 108), прилегающих друг к другу через угловые области (первую угловую область 101 - четвертую угловую область 104), составляют 90º. В примере, показанном на фиг. 1 и фиг. 2, угол, сформированный посредством первой параллелепипедальной части 105 и четвертой параллелепипедальной части 108, угол, сформированный посредством второй параллелепипедальной части 106 и четвертой параллелепипедальной части 108, угол, сформированный посредством второй параллелепипедальной части 106 и третьей параллелепипедальной части 107, и угол, сформированный посредством первой параллелепипедальной части 105 и третьей параллелепипедальной части 107, соответственно, составляют 90º.
[0028] Дополнительно, при просмотре магнитного сердечника 100 из направления ширины листа (направления по оси Y) листов текстурированной электротехнической стали, угловые области (первая угловая область 101 - четвертая угловая область 104) имеют две изогнутых части, имеющие искривленные формы. Сумма изогнутых углов, присутствующих в одной угловой области, становится равной 90º.
[0029] Фиг. 3 является видом, показывающим укрупненную окрестность первой угловой области 101. Дополнительно, формы второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104 также являются аналогичными форме первой угловой области 101, так что здесь подробные пояснения второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104 опускаются.
На фиг. 3 изогнутые части 101a и 101b имеют искривленные формы. Зона между изогнутыми частями 101a и 101b представляет собой плоскую часть 101c.
Одна угловая область формируется посредством одной или более изогнутых частей. Следовательно, изогнутая часть продолжается после параллелепипедальной части через плоскую часть и, после этой изогнутой части, плоские части и изогнутые части попеременно продолжаются в соответствии с числом изогнутых частей в одной угловой области. В конечной изогнутой части в угловой области, эта параллелепипедальная часть и прилегающая параллелепипедальная часть продолжаются друг за другом через плоские части в состоянии с размещением посередине этой угловой области между ними. В примере, показанном на фиг. 3, изогнутая часть 101a продолжается после первой параллелепипедальной части 105 через плоскую часть 101d. После изогнутой части 101a, плоская часть 101c и изогнутая часть 101b продолжаются в этом порядке. Третья параллелепипедальная часть 107 продолжается после изогнутой части 101b через плоскую часть 101e. Дополнительно, плоские части 101d и 101e не должны обязательно присутствовать.
[0030] В примере, показанном на фиг. 3, зона от сегмента α-α' линии до сегмента β-β' линии задается как "первая угловая область 101". Точка α представляет собой конечную точку в стороне первой параллелепипедальной части 105 на внутренней периферийной поверхности первой угловой области 101. Точка α' представляет собой точку пересечения линии, проходящей через точку α в направлении, вертикальном по отношению к поверхностям листов текстурированной электротехнической стали и внешней периферийной поверхности магнитного сердечника 100 (первой части 110). Аналогично, точка β представляет собой конечную точку в стороне третьей параллелепипедальной части 107 на внутренней периферийной поверхности первой угловой области 101. Точка β' представляет собой точку пересечения линии, проходящей через точку β в направлении, вертикальном по отношению к поверхностям листов текстурированной электротехнической стали и внешней периферийной поверхности магнитного сердечника 100 (первой части 110). На фиг. 3, угол, сформированный посредством первой параллелепипедальной части 105 и третьей параллелепипедальной части 107, прилегающих друг к другу через первую угловую область 101, составляет θ (=90º). Сумма изогнутых углов φ1 и φ2 изогнутых частей 101a и 101b в первой угловой области 101 (одной угловой области) составляет 90º.
[0031] Поскольку угол θ, сформированный посредством двух параллелепипедальных частей, прилегающих друг к другу через одну угловую область, составляет 90º, если предусмотрено две или более изогнутых частей в одной угловой области, изогнутый угол φ одной изогнутой части меньше 90º. Дополнительно, если предусмотрена одна изогнутая часть в одной угловой области, изогнутый угол φ одной изогнутой части составляет 90º. С точки зрения недопущения возникновения натяжения вследствие деформации во время работы и подавления потерь в сердечнике, изогнутый угол φ предпочтительно составляет 60º или меньше, более предпочтительно 45º или меньше. Как показано на фиг. 1-3, если предусмотрено две изогнутые части в одной угловой области, с точки зрения уменьшения потерь в сердечнике, например, можно задавать φ1=60º и φ2=30º или задавать φ1=45º и φ2=45º и т.д.
[0032] Ссылаясь на фиг 4, в дальнейшем подробнее поясняется изогнутая часть. Фиг. 4 является видом, схематично показывающим один пример изогнутой части (искривленной части) листа текстурированной электротехнической стали. "Изогнутый угол изогнутой части" означает угловую разность, возникающую в изогнутой части листа текстурированной электротехнической стали между плоской частью на задней стороне в направлении изгиба и плоской частью на передней стороне. В частности, как показано на фиг. 4, в изогнутой части листа текстурированной электротехнической стали, он выражается как угол φ дополнительного угла (острого угла) для угла, сформированного посредством двух виртуальных линий Lb-elongation 1 и Lb-elongation 2, полученных посредством протягивания прямых частей, прилегающих к двум сторонам (точке F и точке G) искривленной части, включенных в линию Lb, выражающую внешнюю поверхность этого листа текстурированной электротехнической стали.
Изогнутые углы φ изогнутых частей меньше 90º, и сумма изогнутых углов всех изогнутых частей, присутствующих в одной угловой области, составляет 90º.
[0033] В настоящем варианте осуществления, "изогнутая часть" показывает зону, обведенную посредством линии, охватывающей точку D и точку E на линии La, представляющей внутреннюю поверхность листа текстурированной электротехнической стали, линии, охватывающей точку F и точку G на линии Lb, представляющей наружную поверхность листа текстурированной электротехнической стали, линии, соединяющей точку D и точку E, и линии, соединяющей точку F и точку G при просмотре магнитного сердечника из направления ширины листа (направления по оси Y) листа текстурированной электротехнической стали, и задающую точку D и точку E на линии La, представляющей внутреннюю поверхность листа текстурированной электротехнической стали, и точку F и точку G на линии Lb, представляющей наружную поверхность листа текстурированной электротехнической стали, следующим образом:
[0034] Здесь, точка D, точка E, точка F и точка G задаются следующим образом:
Точка, в которой линия AB, соединяющая центральную точку A радиуса кривизны в искривленной части, включенной в линию La, представляющую внутреннюю поверхность листа текстурированной электротехнической стали, и точка B пересечения двух виртуальных линий Lb-elongation 1 и Lb-elongation 2, полученных посредством протягивания прямых частей, прилегающих к двум сторонам искривленной части, включенной в линию Lb, представляющую наружную поверхность листа текстурированной электротехнической стали, пересекает линию, представляющую внутреннюю поверхность листа текстурированной электротехнической стали, задается как начало C координат.
Дополнительно, точка, отделенная от начала C координат точно на расстояние m, представленное посредством следующей формулы (1) в одном направлении вдоль линии La, представляющей внутреннюю поверхность листа текстурированной электротехнической стали, задается как точка D.
Дополнительно, точка, отделенная от начала C координат точно на расстояние m в другом направлении вдоль линии La, представляющей внутреннюю поверхность листа текстурированной электротехнической стали, задается как точка E.
Дополнительно, точка пересечения между прямой частью, обращенной к точке D в прямой части, включенной в линию Lb, представляющую наружную поверхность листа текстурированной электротехнической стали, и виртуальной линией, нарисованной вертикально относительно прямой части, обращенной к точке D и проходящей через точку D, задается как точка G.
Дополнительно, точка пересечения между прямой частью, обращенной к точке E в прямой части, включенной в линию Lb, представляющую наружную поверхность листа текстурированной электротехнической стали, и виртуальной линией, нарисованной вертикально относительно прямой части, обращенной к точке E и проходящей через точку E, задается как точка F.
m=r*(π*φ/180)... (1)
В формуле (1), m выражает расстояние от точки C, и r выражает расстояние от центральной точки A до точки C (радиус кривизны).
[0035] Таким образом, r показывает радиус кривизны в случае предположения того, что кривая около точки C представляет собой дугу, и представляет радиус кривизны внутренней поверхности листа текстурированной электротехнической стали при просмотре магнитного сердечника из направления ширины листа (направления по оси Y) листа текстурированной электротехнической стали. Чем меньше радиус r кривизны, тем более крутой является кривая искривленной части изогнутой части, тогда как чем больше радиус r кривизны, тем более пологой является кривая искривленной части изогнутой части. Например, радиус r кривизны изогнутой части может задаваться в диапазоне больше 1 мм и меньше 3 мм.
В магнитном сердечнике настоящего варианта осуществления, радиусы кривизны в изогнутых частях листов текстурированной электротехнической стали, укладываемых в направлении толщины листа, могут представлять собой радиусы кривизны, имеющие определенные степени ошибки. В случае ошибки, радиусы кривизны изогнутых частей указываются в качестве средних значений радиусов кривизны уложенных друг на друга листов текстурированной электротехнической стали. Дополнительно, в случае ошибки, ошибка предпочтительно составляет не больше 0,1 мм.
Дополнительно, способ измерения радиуса кривизны изогнутой части также не ограничен конкретным образом, но, например, предлагаемый на рынке микроскоп (Nikon ECLIPSE LV150) может использоваться для наблюдения при 200X, чтобы измерять его.
[0036] Далее поясняется один пример способа изготовления магнитного сердечника 100 настоящих вариантов осуществления.
Дополнительно, длины в продольных направлениях и направлениях ширины листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120, определяются в соответствии с техническими требованиями магнитного сердечника 100. Как пояснено ниже, при задании первой части 110 и второй части 120 с возможностью примыкать друг к другу в направлении по оси X (во втором направлении), чтобы предотвращать формирование зазора между двумя прилегающими слоями листов текстурированной электротехнической стали, формирующих первую часть 110, длины в продольных направлениях и направлениях ширины листов текстурированной электротехнической стали определяются таким образом, что внешняя периферийная поверхность листа текстурированной электротехнической стали, размещаемого на внутренней стороне, и внутренняя периферийная поверхность листа текстурированной электротехнической стали, размещаемого на внешней стороне, становятся одинаковыми в двух прилегающих слоях листов текстурированной электротехнической стали. Дополнительно, листы текстурированной электротехнической стали вырезаются в соответствии с определенными длинами в продольных направлениях и длинами в направлениях ширины листов текстурированной электротехнической стали таким образом, что продольные направления становятся направлением прокатки.
[0037] Затем, как показано на фиг. 1 и фиг. 2, зоны формирования угловых областей и позиции и изогнутые углы изогнутых частей в листах текстурированной электротехнической стали определяются таким образом, что позиции в периферийном направлении магнитного сердечника 100 из местоположений, в которых поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (соединенные части), становятся периодически смещенными в направлении по оси X (во втором направлении).
В примере, показанном на фиг. 1-3, посредством изгиба позиций из двух местоположений зон формирования угловых областей листов текстурированной электротехнической стали и формирования изогнутых частей с радиусами r кривизны больше 1 мм и меньше 3 мм, листы текстурированной электротехнической стали имеют такую форму, что параллелепипедальные части (первая параллелепипедальная часть 105, вторая параллелепипедальная часть 106, третья параллелепипедальная часть 107 и четвертая параллелепипедальная часть 108) и угловые области (первая угловая область 101, вторая угловая область 102, третья угловая область 103 и четвертая угловая область 104) попеременно продолжаются друг за другом, и углы θ, сформированные посредством двух параллелепипедальных частей, прилегающих друг к другу через угловые области, становятся 90º.
[0038] Фиг. 5A-5C являются схематичными видами, показывающими один пример способа изгиба в способе изготовления магнитного сердечника 100.
Конфигурация рабочей машины не ограничена конкретным образом, но, например, как показано на фиг. 5A, рабочая машина обычно имеет матрицу 502 и пуансон 504 для обработки прессования и направляющую 503 для крепления листа 501 текстурированной электротехнической стали. Лист 501 текстурированной электротехнической стали транспортируется в направлении направления 505 транспортировки и крепится в предварительно установленной позиции (фиг. 5B). Затем, пуансон 504 используется для того, чтобы придавливать лист текстурированной электротехнической стали с предварительно определенной силой в направлении метки со стрелкой, показанной на фиг. 5B (в направлении вниз), за счет чего лист изгибается таким образом, что он имеет изогнутую часть изогнутого угла φ.
Способ задания радиуса r кривизны изогнутой части большим 1 мм и меньшим 3 мм в диапазоне не ограничен конкретным образом, но обычно расстояние между матрицей 502 и пуансоном 504 и формы матрицы 502 и пуансона 504 могут изменяться, чтобы за счет этого регулировать радиус r кривизны изогнутой части согласно конкретному диапазону.
Листы текстурированной электротехнической стали обрабатываются с заданием радиусов r кривизны в изогнутых частях текстурированных стальных листов, уложенных в направлении толщины листа таким образом, что они соответствуют друг другу, но иногда ошибка возникает в радиусах кривизны обработанных листов текстурированной электротехнической стали вследствие шероховатостей или форм поверхностных слоев стальных листов. Предпочтительно, когда ошибка, если ошибка возникает, составляет 0,1 мм или меньше.
Как пояснено выше, способ измерения радиуса кривизны изогнутой части не ограничен конкретным образом, но, например, предлагаемый на рынке микроскоп (Nikon ECLIPSE LV150) может использоваться для того, чтобы наблюдать часть при 200X для измерения.
[0039] Дополнительно, листы текстурированной электротехнической стали, полученные посредством изгиба таким образом, отжигаются, чтобы удалять натяжение в изогнутых частях.
После этого, листы текстурированной электротехнической стали укладываются поверх друг друга таким образом, что поверхности листов текстурированной электротехнической стали, изогнутых и отожженных для того, чтобы ослаблять механическое напряжение вышеуказанным способом, накладываются поверх друг друга таким образом, что первая часть 110 и вторая часть 120 формируются. Таким образом, первая часть 110 и вторая часть 120 подготавливаются. В это время, листы текстурированной электротехнической стали, формирующие первую часть 110 и вторую часть 120, могут крепиться таким образом, что они не становятся смещенными по позиции. Дополнительно, первая часть 110 и вторая часть 120 могут формироваться во время нижеописанной сборки.
[0040] Далее поясняется третья часть 130. Во-первых, листы текстурированной электротехнической стали вырезаются таким образом, что длины в направлениях ширины становятся идентичными длинам в направлениях ширины листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120, и таким образом, что длины в продольных направлениях становятся длиной оконной части (зоны на внутренней стороне первой части 110 и второй части 120) в направлении по оси X и идентичными длинам в направлении по оси X в местоположениях, в которых расположены листы текстурированной электротехнической стали. В это время, листы текстурированной электротехнической стали вырезаются таким образом, что продольные направления становятся направлением прокатки. Дополнительно, чтобы обеспечивать возможность концевым частям в продольных направлениях каждого листа текстурированной электротехнической стали надежно контактировать с внутренней периферийной поверхностью первой части 110 и внутренней периферийной поверхностью второй части 120, минимальные значения при расчетах длин в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 130, могут задаваться в качестве длины оконной части (зоны на внутренней стороне первой части 110 и второй части 120) в направлении по оси X и идентичными максимальным значениям при расчетах длин в направлении по оси X в позициях, в которых размещается лист текстурированной электротехнической стали.
[0041] Дополнительно, вырезанные листы текстурированной электротехнической стали могут укладываться поверх друг друга с поверхностями, наложенными поверх друг друга, и листы текстурированной электротехнической стали крепятся таким образом, что они не перемещаются, так что формы концевых частей в продольных направлениях при просмотре из направлений ширины листа (из направления по оси Y) третьей части 130 соответствуют формам внутренних периферийных поверхностей первой угловой области 101 и третьей угловой области 103. Лист текстурированной электротехнической стали может крепиться, например, с использованием связующего и т.д. Связующее предпочтительно представляет собой связующее, имеющее магнитное свойство.
[0042] Например, во время расчетов, как показано на фиг. 3, при просмотре из направлений ширины листа (из направления по оси Y), посредством позиционирования точек 101f-101m, контактирующих с внутренней периферийной поверхностью первой угловой области 101 в концевых частях в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 130, таким образом, что точки 101f-101m позиционируются на функции, выражающей форму внутренней периферийной поверхности первой угловой области 101, можно задавать формы концевых частей в продольных направлениях при просмотре из направлений ширины листа (из направления по оси Y) таким образом, что они соответствуют форме внутренней периферийной поверхности первой угловой области 101. Формы концевых частей, контактирующих с внутренней периферийной поверхностью третьей угловой области 103 в концевых частях в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 130, могут определяться аналогично концевым частям, контактирующим с внутренней периферийной поверхностью первой угловой области 101.
[0043] Формы концевых частей в продольных направлениях листов текстурированной электротехнической стали при просмотре из направлений ширины листа (из направления по оси Y) могут, например, подтверждаться посредством наблюдения с использованием предлагаемого на рынке микроскопа (Nikon ECLIPSE LV150) при 200X.
Третья часть 130 подготавливается вышеуказанным способом. Дополнительно, можно укладывать и крепить листы текстурированной электротехнической стали идентичных форм и идентичных размеров, затем обрабатывать листы текстурированной электротехнической стали таким образом, что формы концевых частей в продольных направлениях соответствуют формам внутренних периферийных поверхностей первой угловой области 101 и третьей угловой области 103. Дополнительно, третья часть 130 может формироваться во время сборки, поясненной ниже.
[0044] Кроме того, катушки, установленные в магнитном сердечнике 100, подготавливаются.
После подготовки листов текстурированной электротехнической стали для формирования первой части 110 и второй части 120, третьей части 130 и катушек вышеуказанным способом, они собираются.
Фиг. 6A-6C являются схематичными видами, показывающими один пример способа сборки в способе изготовления магнитного сердечника 100.
Во-первых, как показано на фиг. 6A, третья часть 130 проходит через полую часть катушки 610.
Затем, как показано на фиг. 6B, одна концевая часть (первая концевая часть) первой части 110 и одна концевая часть (первая концевая часть) второй части 120 вставляются в полую часть катушки 610 таким образом, что третья часть 130 позиционируется в сторонах внутренней периферийной поверхности первой части 110 и второй части 120 (на фиг. 6B, на нижней стороне относительно первой части 110 и второй части 120). Одновременно с этим, другая концевая часть (вторая концевая часть) первой части 110 и другая концевая часть (вторая концевая часть) второй части 120 вставляются в полую часть катушки 620.
[0045] Дополнительно, как показано на фиг. 6C, одна поверхность третьей части 130 (на фиг. 6B, верхняя поверхность третьей части 130) задается таким образом, что она контактирует с внутренними периферийными поверхностями первой части 110 и второй части 120. В этом состоянии, поверхность (концевая поверхность) одной концевой части (первой концевой части) первой части 110 и поверхность (концевая поверхность) одной концевой части (первой концевой части) второй части 120 выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении), и поверхность (концевая поверхность) другой концевой части (второй концевой части) первой части 110 и поверхность (концевая поверхность) другой концевой части (второй концевой части) второй части 120 выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении). Во время присоединения ленты 140, поясненной ниже, если концевая часть третьей части 130 в продольном направлении контактирует с внутренними периферийными поверхностями первой части 110 и второй части 120, в этом состоянии, концевая часть третьей части 130 в продольном направлении либо может контактировать с внутренними периферийными поверхностями первой части 110 и второй части 120, либо может не контактировать.
[0046] Затем, как показано на фиг. 6C, лента 140 присоединяется к внешним периферийным поверхностям первой части 110 и второй части 120. При присоединении ленты 140, первая часть 110 и вторая часть 120 крепятся. Следовательно, в листах текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120, сжимающая сила концентрируется в местоположении, в котором поверхности концевых частей (концевых поверхностей) листов текстурированной электротехнической стали крайней внешней окружности выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (соединенная часть). При выполнении этого, при начале с этой части, в местоположениях, в которых концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (соединенные части), листы текстурированной электротехнической стали, формирующие первую часть 110, подвержены вхождению в зазоры между листами текстурированной электротехнической стали, формирующими вторую часть 120, или листы текстурированной электротехнической стали, формирующие вторую часть 120, подвержены вхождению в зазоры между листами текстурированной электротехнической стали, формирующими первую часть 110. Тем не менее во время присоединения ленты 140 по меньшей мере часть одной концевой части (первой концевой части) третьей части 130 в продольном направлении и по меньшей мере часть другой концевой части (второй концевой части), соответственно, контактируют с внутренними периферийными поверхностями первой части 110 и второй части 120. За счет этого, можно не допускать возникновения вышеуказанной проблемы вхождения листов текстурированной электротехнической стали.
[0047] Вышеуказанным способом, в этом варианте осуществления, в зоне оконной части, состоящей из зоны на внутренней стороне первой части 110 и второй части 120, третья часть 130 с длиной в продольном направлении (в направлении по оси X), идентичной длине в направлении по оси X оконной части в позиции, в которой размещается третья часть 130, размещается таким образом, что она контактирует с зоной внутренней периферийной поверхности между первой угловой областью 101 и третьей угловой областью 103. Следовательно, при присоединении ленты 140, можно не допускать вхождения листов текстурированной электротехнической стали, формирующих первую часть 110, между листами текстурированной электротехнической стали, формирующими вторую часть 120, и вхождения листов текстурированной электротехнической стали, формирующих вторую часть 120, между листами текстурированной электротехнической стали, формирующими первую часть 110. Соответственно, можно не допускать смещения местоположений, в которых концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают в направлении по оси X (во втором направлении) (соединенные части), относительно требуемых позиций. Вследствие этого, можно не допускать деформации и невозможности приобретения требуемой формы для магнитного сердечника 100 и не допускать увеличения потерь в сердечнике.
[0048] В этом варианте осуществления, случай, в котором при просмотре магнитного сердечника 100 из направления ширины (направления по оси Y) листов текстурированной электротехнической стали, угловые области (первая угловая область 101 - четвертую угловую область 104) имеют две изогнутых части, имеющие искривленные формы, предоставлен в качестве примера в пояснении. Тем не менее, число изогнутых частей угловых областей может быть любым числом до тех пор, пока оно равно одному или более. В этом случае, сумма изогнутых углов изогнутых частей, присутствующих в одной угловой области, предпочтительно составляет 90º.
[0049] В дальнейшем поясняется один пример магнитного сердечника в случае, если каждая угловая область имеет три изогнутых части, имеющие искривленные формы.
Фиг. 7 является видом, показывающим магнитный сердечник 700 спереди. Фиг. 7 является видом, соответствующим фиг. 2.
На фиг. 7, магнитный сердечник 700 имеет первую часть 710, вторую часть 720 и третью часть 730. На внешней периферийной поверхности магнитного сердечника 700, присоединяется лента. На фиг. 7, аналогично фиг. 2, для удобства иллюстрации, иллюстрация обмоток (катушек) и ленты, предоставленных в магнитном сердечнике 700, опускается.
Отличие между магнитным сердечником 700, показанным на фиг. 7, и магнитным сердечником 100, показанным на фиг. 1-3, заключается в формах угловых областей и формах концевых частей третьей части 730 в продольном направлении.
[0050] Фиг. 8 является видом, показывающим укрупненную окрестность первой угловой области 701. Фиг. 8 является видом, соответствующим фиг. 3. Дополнительно, формы второй угловой области 702, третьей угловой области 703 и четвертой угловой области 704 также являются аналогичными форме первой угловой области 701, так что здесь подробные пояснения второй угловой области 702, третьей угловой области 703 и четвертой угловой области 704 опускаются.
На фиг. 7, изогнутые части 701a, 701b и 701c имеют искривленные формы. Зона между изогнутыми частями 701a и 701b и зона между изогнутыми частями 701b и 701c, соответственно, представляют собой плоские части 701d и 701e.
Как пояснено выше, одна угловая область состоит из одной или более изогнутых частей. Следовательно, изогнутая часть продолжается после параллелепипедальной части через плоскую часть и, после этой изогнутой части, плоские части и изогнутые части попеременно продолжаются в соответствии с числом изогнутых частей в одной угловой области. В конечной изогнутой части в угловой области, эта параллелепипедальная часть и прилегающая параллелепипедальная часть продолжаются друг за другом через плоские части в состоянии с размещением посередине этой угловой области между ними. В примере, показанном на фиг. 8, изогнутая часть 701a продолжается после первой параллелепипедальной части 705 через плоскую часть 701f. После изогнутой части 701a, плоская часть 701d, изогнутая часть 701b и плоская часть 701e продолжаются в этом порядке. Третья параллелепипедальная часть 707 продолжается после изогнутой части 701c через плоскую часть 701g. Дополнительно, плоские части 701f и 701g не должны обязательно присутствовать.
[0051] Также на фиг. 8, аналогично фиг. 3, зона от сегмента α-α' линии до сегмента β-β' линии задается как "первая угловая область 701". На фиг. 8, точка α представляет собой конечную точку в стороне первой параллелепипедальной части 705 на внутренней периферийной поверхности первой угловой области 701. Точка α' представляет собой точку пересечения линии, проходящей через точку α в направлении, вертикальном по отношению к поверхностям листов текстурированной электротехнической стали и внешней периферийной поверхности магнитного сердечника 700 (первой части 710). Аналогично, точка β представляет собой конечную точку в стороне третьей параллелепипедальной части 707 на внутренней периферийной поверхности первой угловой области 701. Точка β' представляет собой точку пересечения линии, проходящей через точку β в направлении, вертикальном по отношению к поверхностям листов текстурированной электротехнической стали и внешней периферийной поверхности магнитного сердечника 700 (первой части 710).
[0052] На фиг. 8, угол, сформированный посредством первой параллелепипедальной части 705 и третьей параллелепипедальной части 707, прилегающих друг к другу через первую угловую область 701, составляет θ (=90º). Сумма изогнутых углов φ1, φ2 и φ3 изогнутых частей 701a, 701b и 701c в первой угловой области 701 (одной угловой области) составляет 90º. Как показано на фиг. 7-8, если одна угловая область имеет три изогнутых части, с точки зрения уменьшения потерь в сердечнике, например, можно задавать φ1=φ2=φ=30º.
[0053] Третья часть 730 расположена в оконной части, состоящей из зоны на внутренней стороне первой части 710 и второй части 720. Дополнительно, поверхность третьей части 730 расположена в позиции на внутренних периферийных поверхностях первой части 710 и второй части 720, контактирующей с внутренней периферийной поверхностью между первой угловой областью 701 и третьей угловой областью 703. Длина третьей части 730 в направлении по оси X является идентичной длине оконной части в направлении по оси X в позиции, в которой третья часть 730 размещается. Таким образом по меньшей мере часть поверхности (концевой поверхности) одной концевой части (первой концевой части) третьей части 730 в продольном направлении задается таким образом, что она контактирует с внутренней периферийной поверхностью первой части 710, в то время как по меньшей мере часть поверхности (концевой поверхности) другой концевой части (второй концевой части) третьей части 730 в продольном направлении задается таким образом, что она контактирует с внутренней периферийной поверхностью второй части 720.
[0054] Например, во время расчетов, как показано на фиг. 8, при просмотре из направления ширины листа (направления по оси Y), посредством позиционирования точек 701h-701o, контактирующих с внутренней периферийной поверхностью первой угловой области 701 в концевых частях в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 730 таким образом, что точки 701h-701o позиционируются на функции, выражающей форму внутренней периферийной поверхности первой угловой области 701, можно задавать формы концевых частей в продольных направлениях при просмотре из направлений ширины листа (из направления по оси Y) третьей части 730 таким образом, что они совпадают с формой внутренней периферийной поверхности первой угловой области 701. Формы концевых частей, контактирующих с внутренней периферийной поверхностью третьей угловой области 703 в концевых частях в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 730, могут определяться аналогично концевым частям, контактирующим с внутренней периферийной поверхностью первой угловой области 701.
[0055] Далее поясняется один пример магнитного сердечника в случае, если каждая угловая область имеет одну изогнутую часть, имеющую искривленную форму.
Фиг. 9 является видом, показывающим магнитный сердечник 900 спереди. Фиг. 9 является видом, соответствующим фиг. 2 и фиг. 7.
На фиг. 9, магнитный сердечник 900 имеет первую часть 910, вторую часть 920 и третью часть 930. На внешней периферийной поверхности магнитного сердечника 900, присоединяется лента. На фиг. 9, аналогично фиг. 2 и фиг. 7, для удобства иллюстрации, иллюстрация обмоток (катушек) и ленты, предоставленных в магнитном сердечнике 900, опускается.
Отличие между магнитным сердечником 900, показанным на фиг. 9, и магнитным сердечником 100, показанным на фиг. 1-3, заключается в формах угловых областей и формах концевых частей третьей части 930 в продольном направлении.
[0056] Фиг. 10 является видом, показывающим укрупненную окрестность первой угловой области 901. Фиг. 10 является видом, соответствующим фиг. 3 и фиг. 8. Дополнительно, формы второй угловой области 902, третьей угловой области 903 и четвертой угловой области 904 также являются аналогичными форме первой угловой области 901, так что здесь подробные пояснения второй угловой области 902, третьей угловой области 903 и четвертой угловой области 904 опускаются.
На фиг. 9, изогнутая часть 901a имеет искривленную форму.
Как пояснено выше, одна угловая область состоит из одной или более изогнутых частей. Следовательно, изогнутая часть продолжается после параллелепипедальной части через плоскую часть и, после этой изогнутой части, плоские части и изогнутые части попеременно продолжаются в соответствии с числом изогнутых частей в одной угловой области. В конечной изогнутой части в угловой области, эта параллелепипедальная часть и прилегающая параллелепипедальная часть продолжаются друг за другом через плоские части в состоянии с размещением посередине этой угловой области между ними. В примере, показанном на фиг. 10, изогнутая часть 901a продолжается после первой параллелепипедальной части 905 через плоскую часть 901b, и третья параллелепипедальная часть 907 продолжается после изогнутой части 901a через плоскую часть 901c. Дополнительно, плоские части 901b и 901c не должны обязательно присутствовать.
[0057] Также на фиг. 10, аналогично фиг. 3, зона от сегмента α-α' линии до сегмента β-β' линии задается как "первая угловая область 901". На фиг. 9, точка α представляет собой конечную точку в стороне первой параллелепипедальной части 905 на внутренней периферийной поверхности первой угловой области 901. Точка α' представляет собой точку пересечения линии, проходящей через точку α в направлении, вертикальном по отношению к поверхностям листов текстурированной электротехнической стали и внешней периферийной поверхности магнитного сердечника 900 (первой части 910). Аналогично, точка β представляет собой конечную точку в стороне третьей параллелепипедальной части 907 на внутренней периферийной поверхности первой угловой области 901. Точка β' представляет собой точку пересечения линии, проходящей через точку β в направлении, вертикальном по отношению к поверхностям листов текстурированной электротехнической стали и внешней периферийной поверхности магнитного сердечника 900 (первой части 910).
[0058] На фиг. 10, угол, сформированный посредством первой параллелепипедальной части 905 и третьей параллелепипедальной части 907, прилегающих друг к другу через первую угловую область 901, составляет θ (=90º). Изогнутый угол φ изогнутой части 901a в первой угловой области 901 (одной угловой области) составляет 90º.
Как очевидно из фиг. 3, фиг. 8 и фиг. 10, в общем, если одна угловая область имеет n изогнутых частей, φ1+φ2+... +φn становится равной 90º.
[0059] Третья часть 930 расположена в оконной части, состоящей из зоны на внутренней стороне первой части 910 и второй части 920. Дополнительно, поверхность третьей части 930 расположена в позиции, контактирующей с внутренней периферийной поверхностью между первой угловой областью 901 и третьей угловой областью 903 на внутренних периферийных поверхностях первой части 910 и второй части 920. Длина третьей части 930 в направлении по оси X является идентичной длине оконной части в направлении по оси X в позиции, в которой третья часть 930 размещается. Таким образом по меньшей мере часть поверхности (концевой поверхности) одной концевой части (первой концевой части) третьей части 930 в продольном направлении задается таким образом, что она контактирует с внутренней периферийной поверхностью первой части 910, в то время как по меньшей мере одна часть поверхности (концевой поверхности) другой концевой части (второй концевой части) третьей части 930 в продольном направлении задается таким образом, что она контактирует с внутренней периферийной поверхностью второй части 920.
[0060] Например, во время расчетов, как показано на фиг. 10, при просмотре из направления ширины листа (направления по оси Y), посредством определения позиции каждой точки 701h-701o таким образом, что точки 901d-901k, контактирующие с внутренней периферийной поверхностью первой угловой области 901 в концевых частях в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 930, позиционируются на функции, выражающей форму внутренней периферийной поверхности первой угловой области 901, можно задавать формы концевых частей в продольных направлениях при просмотре из направлений ширины листа (из направления по оси Y) третьей части 930 таким образом, что они совпадают с формой внутренней периферийной поверхности первой угловой области 901. Формы концевых частей, контактирующих с внутренней периферийной поверхностью третьей угловой области 903 в концевых частях в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 930, могут определяться аналогично концевым частям, контактирующим с внутренней периферийной поверхностью первой угловой области 901.
[0061] Дополнительно, при, аналогично настоящему варианту осуществления, конфигурировании третьих частей 130, 730 и 930 посредством листов текстурированной электротехнической стали (магнитномягких листов), можно уменьшать потери в сердечнике магнитных сердечников 100, 700 и 900, так что это является предпочтительным. Тем не менее, это не обязательно требуется для этой цели. Например, третьи части также могут изготавливаться в качестве частей больших размеров с формами, идентичными формам третьих частей 130, 730 и 930. Дополнительно, неметаллические материалы, отличные от магнитномягких материалов, также могут использоваться для того, чтобы формировать третьи части.
[0062] Дополнительно, элемент для поддержания состояния концевых частей в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и концевых частей в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, заданных таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (т.е. элемент для закрепления относительных позиций первой части 110 и второй части 120), не ограничен лентой 140. Например, могут использоваться два элемента, т.е. элемент, прижимающий первую часть 110 из стороны отрицательного направления оси X к положительному направлению оси X, и элемент, прижимающий вторую часть 120 из стороны положительного направления оси X к отрицательному направлению оси X, может использоваться для того, чтобы фиксировать первую часть 110 и вторую часть 120 в направлении по оси X.
[0063] Второй вариант осуществления
Далее поясняется второй вариант осуществления. В первом варианте осуществления, поверхность третьей части 130 задается таким образом, что она расположена в позиции, контактирующей с внутренней периферийной поверхностью между первой угловой областью 101 и третьей угловой областью 103. Кроме того, в этом варианте осуществления, третья часть с поверхностью, контактирующей с внутренней периферийной поверхностью между второй угловой областью 102 и четвертой угловой областью 104, дополнительно размещается. Таким образом, настоящий вариант осуществления представляет собой вариант осуществления с увеличением числа третьих частей относительно первого варианта осуществления на одну. Следовательно, в пояснении настоящего варианта осуществления, частям, идентичным первому варианту осуществления, назначаются ссылочные обозначения, идентичные ссылочным обозначениям, назначаемым на фиг. 1-10, и подробные пояснения опускаются.
[0064] Фиг. 11 является видом, показывающим магнитный сердечник 1100 спереди. Фиг. 11 является видом, соответствующим фиг. 2.
На фиг. 11, магнитный сердечник 1100 имеет первую часть 110, вторую часть 120 и третьи части 130 и 1130. На внешней периферийной поверхности магнитного сердечника 100, присоединяется лента. На фиг. 11, аналогично фиг. 2, для удобства иллюстрации, иллюстрация обмоток (катушек) и ленты, установленных в магнитном сердечнике 100, опускается.
[0065] Третья часть 1130 может быть реализована как третья часть, идентичная третьей части 130. Одна поверхность третьей части 130 в направлении по оси Z (поверхность листа текстурированной электротехнической стали, позиционированная в стороне в основном положительного направления оси Z в листах текстурированной электротехнической стали, формирующих третью часть 130) расположена в позиции, контактирующей с внутренней периферийной поверхностью между первой угловой областью 101 и третьей угловой областью 103 на внутренних периферийных поверхностях первой части 110 и второй части 120, но другая поверхность третьей части 130 в направлении по оси Z (поверхность листа текстурированной электротехнической стали, позиционированная в стороне в основном отрицательного направления оси Z в листах текстурированной электротехнической стали, формирующих третью часть 130) не расположена в позиции, контактирующей с внутренней периферийной поверхностью между третьей угловой областью 103 и четвертой угловой областью 104. В отличие от этого, одна поверхность третьей части 1130 в направлении по оси Z (поверхность листа текстурированной электротехнической стали, позиционированная в стороне в основном отрицательного направления оси Z в листах текстурированной электротехнической стали, формирующих третью часть 1130) расположена в позиции, контактирующей с внутренней периферийной поверхностью между второй угловой областью 102 и четвертой угловой областью 104 на внутренних периферийных поверхностях первой части 110 и второй части 120, но другая поверхность третьей части 1130 в направлении по оси Z (поверхность листа текстурированной электротехнической стали, позиционированная в стороне в основном положительного направления оси Z в листах текстурированной электротехнической стали, формирующих третью часть 1130) не расположена в позиции, контактирующей с внутренней периферийной поверхностью между первой угловой областью 101 и второй угловой областью 102. Дополнительно, третьи части 130 и 1130 расположены в направлении по оси Z (в первом направлении) в состоянии с интервалом между собой.
[0066] Дополнительно, аналогично третьей части 130, длина третьей части 1130 в направлении по оси X является идентичной длине оконной части, состоящей из зоны в первой части 110 и второй части 120 в направлении по оси X в позиции, в которой третья часть 1130 размещается. Таким образом по меньшей мере часть поверхности (концевой поверхности) одной концевой части (первой концевой части) третьей части 1130 в продольном направлении задается таким образом, что она контактирует с внутренней периферийной поверхностью первой части 110, в то время как по меньшей мере одна часть поверхности (концевой поверхности) другой концевой части (второй концевой части) третьей части 1130 в продольном направлении задается таким образом, что она контактирует с внутренней периферийной поверхностью второй части 120.
[0067] Вышеуказанным способом, в этом варианте осуществления, в зоне оконной части, состоящей из зоны на внутренней стороне первой части 110 и второй части 120, третьи части 130 и 1130 с длинами в продольных направлениях (в направлении по оси X), идентичными длине в направлении по оси X оконной части в позициях, в которых третьи части 130 и 1130 расположены, расположены таким образом, что они контактируют с зоной внутренней периферийной поверхности между первой угловой областью 101 и третьей угловой областью 103 и зоной внутренней периферийной поверхности между второй угловой областью 102 и четвертой угловой областью 104. Следовательно, можно размещать третьи части 130 и 1130 в позициях, соответствующих двум местоположениям, соответственно, в которых первая часть 110 и вторая часть 120 выполнены таким образом, что они примыкают в направлении по оси X (во втором направлении). Следовательно, при присоединении ленты 140, можно более надежно не допускать вхождения листов текстурированной электротехнической стали, формирующих первую часть 110, между листами текстурированной электротехнической стали, формирующими вторую часть 120, и вхождения листов текстурированной электротехнической стали, формирующих вторую часть 120, между листами текстурированной электротехнической стали, формирующими первую часть 110. Вследствие этого, можно не допускать деформации и невозможности приобретения требуемой формы для магнитного сердечника 100 и не допускать увеличения потерь в сердечнике.
Дополнительно, также в настоящем варианте осуществления, можно использовать различные модификации, поясненные в первом варианте осуществления. Например, число изогнутых частей в одной угловой области не ограничено двумя. Оно может составлять три или более либо может быть равно одной. Дополнительно, третья часть 1130 не должна формироваться посредством листов текстурированной электротехнической стали (магнитномягких листов). Дополнительно, лента 140 не должна обязательно использоваться.
[0068] Третий вариант осуществления
Далее поясняется третий вариант осуществления. В первом варианте осуществления, случай, в котором поверхность третьей части 130 задается таким образом, что она контактирует с внутренней периферийной поверхностью между первой угловой областью 101 и третьей угловой областью 103 на внутренних периферийных поверхностях первой части 110 и второй части 120, предоставлен в качестве примера для пояснения. В отличие от этого, в этом варианте осуществления, поверхность третьей части задается таким образом, что она не контактирует с внутренними периферийными поверхностями первой части 110 и второй части 120, но по меньшей мере для частей поверхностей концевых частей (концевых поверхностей) в продольном направлении, она контактирует с внутренними периферийными поверхностями первой части 110 и второй части 120 между первой угловой областью 101 и второй угловой областью 102 и внутренними периферийными поверхностями первой части 110 и второй части 120 между третьей угловой областью 103 и четвертой угловой областью 104. Таким образом, настоящий вариант осуществления отличается от первого варианта осуществления главным образом по конфигурации третьей части. Следовательно, в пояснении настоящего варианта осуществления, частям, идентичным первому варианту осуществления, назначаются ссылочные обозначения, идентичные ссылочным обозначениям, назначаемым на фиг. 1-10, и подробные пояснения опускаются.
[0069] Фиг. 12 является видом, показывающим магнитный сердечник 1200 под углом. Фиг. 12 является видом, соответствующим фиг. 1. На фиг. 12, аналогично фиг. 1, для удобства иллюстрации, иллюстрация обмоток (катушек), установленных в магнитном сердечнике 1200, опускается.
На фиг. 12, магнитный сердечник 1200 имеет первую часть 110, вторую часть 120 и третью часть 1230. На внешней периферийной поверхности магнитного сердечника 1200, присоединяется лента 140. Лента 140 также имеет монтажные устройства крепления магнитного сердечника 1200 и т.д., присоединяемые к ней, но на фиг. 12, аналогично фиг. 1, для удобства иллюстрации, иллюстрация монтажных устройств крепления и т.д. опускается.
Фиг. 13 является видом, показывающим магнитный сердечник 1200 спереди. На фиг. 13, аналогично фиг. 2, для удобства иллюстрации, иллюстрация обмоток (катушек) и ленты, установленных в магнитном сердечнике 1200, опускается.
[0070] Первая часть 110 и вторая часть 120 являются идентичными частям, поясненным в первом варианте осуществления.
Третья часть 1230 имеет множество листов текстурированной электротехнической стали, укладываемых таким образом, что поверхности листов накладываются поверх друг друга. Продольные направления листов текстурированной электротехнической стали (направления, вертикальные по отношению к направлениям ширины листа и направлениям толщины листа) являются идентичными направлению прокатки.
Как показано на фиг. 12 и фиг. 13, множество листов текстурированной электротехнической стали, формирующих третью часть 1230 настоящего варианта осуществления, представляют собой плоские листы, размещаемые таким образом, что их продольные направления становятся направлением по оси X (т.е. плоские листы, протягивающиеся в направлении по оси X) (т.е. поверхности листов текстурированной электротехнической стали не изгибаются). Дополнительно, как показано на фиг. 12 и фиг. 13, третья часть 1230 расположена в оконной части, состоящей из зоны на внутренней стороне первой части 110 и второй части 120.
[0071] Дополнительно, поверхности третьей части 1230 в направлении по оси Z (поверхности листов текстурированной электротехнической стали, позиционированных в стороне в основном положительного направления на оси Z и в стороне в основном отрицательного направления на оси Z из числа листов текстурированной электротехнической стали, формирующих третью часть 1230) не контактируют с внутренними периферийными поверхностями первой части 110 и второй части 120. Длина третьей части 1230 в направлении по оси X является идентичной длине оконной части от внутренней периферийной поверхности первой параллелепипедальной части 105 до внутренней периферийной поверхности второй параллелепипедальной части 106 в направлении по оси X. Следовательно, формы поверхностей листов текстурированной электротехнической стали, формирующих третью часть 1230, представляют собой идентичные прямоугольные формы. По меньшей мере часть (предпочтительно все) поверхности (концевой поверхности) одной концевой части (первой концевой части) третьей части 1230 в продольном направлении контактирует с внутренней периферийной поверхностью первой части 110 (первой параллелепипедальной части 105), и по меньшей мере часть (предпочтительно все) поверхности (концевой поверхности) другой концевой части (второй концевой части) третьей части 1230 в продольном направлении контактирует с внутренней периферийной поверхностью второй части 120 (второй параллелепипедальной части 106).
[0072] Третья часть 1230 расположена в позиции с избеганием пространства, в котором катушки 610 и 620 устанавливаются во время нижепоясненной сборки. Например, третья часть 1230 размещается таким образом, что позиция третьей части 1230 в центре листов текстурированной электротехнической стали в направлении толщины листа становится позицией между внутренней периферийной поверхностью третьей параллелепипедальной части 107 и внутренней периферийной поверхностью четвертой параллелепипедальной части 108 (т.е. позицией в центре оконной части в направлении по оси Z).
[0073] Далее поясняется один пример способа изготовления магнитного сердечника 1200 настоящего варианта осуществления.
Первая часть 110, вторая часть 120 и катушки 610 и 620 являются идентичными частям и катушкам, поясненным в первом варианте осуществления.
Относительно третьей части 1230, во-первых, листы текстурированной электротехнической стали вырезаются в прямоугольные формы таким образом, что длины в направлениях ширины становятся идентичными длинам в направлениях ширины листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120, и длины в продольных направлениях становятся идентичными длине оконной части (зоны на внутренней стороне первой части 110 и второй части 120) в направлении по оси X, т.е. длине в позиции в направлении по оси X, в которой размещается лист текстурированной электротехнической стали. Формы и размеры листов текстурированной электротехнической стали, формирующих третью часть 130, являются идентичными.
[0074] Дополнительно, листы текстурированной электротехнической стали, вырезанные в прямоугольные формы, укладываются поверх друг друга с поверхностями, наложенными поверх друг друга, чтобы формировать параллелепипедальную форму. Листы текстурированной электротехнической стали крепятся таким образом, что они не перемещаются. Листы текстурированной электротехнической стали могут крепиться, например, с использованием связующего и т.д. Связующее предпочтительно представляет собой связующее, имеющее магнитное свойство.
Таким вышеуказанным способом, подготавливается третья часть 130. Дополнительно, третья часть 1230 может формироваться во время нижепоясненной сборки.
[0075] Фиг. 14A и 14B являются схематичными видами, показывающими один пример способа сборки в способе изготовления магнитного сердечника 1200.
Во-первых, как показано на фиг. 14A, одна концевая часть (первая концевая часть) первой части 110 и одна концевая часть (первая концевая часть) второй части 120 вставляются в полую часть катушки 610, в то время как другая концевая часть (вторая концевая часть) первой части 110 и другая концевая часть (вторая концевая часть) второй части 120 вставляются в полую часть катушки 620. Дополнительно, третья часть 1230 размещается между катушками 610 и 620.
[0076] Дополнительно, одна концевая часть (первая концевая часть) первой части 110 и одна концевая часть (первая концевая часть) второй части 120 выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении), в то время как поверхность (концевая поверхность) другой концевой части (второй концевой части) первой части 110 и поверхность (концевая поверхность) другой концевой части (второй концевой части) второй части 120 выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении). В это время по меньшей мере одно из поверхности концевой части (концевой поверхности) третьей части 1230 в продольном направлении и зон внутренних периферийных поверхностей первой части 110 и второй части 120, контактирующих с поверхностью концевой части (концевой поверхности) третьей части 1230 в продольном направлении, предпочтительно покрывается связующим заранее. Это обусловлено тем, что можно более надежно крепить третью часть 1230 к первой части 110 и второй части 120. Связующее предпочтительно представляет собой связующее, имеющее магнитное свойство.
[0077] Дополнительно, как показано на фиг. 14B, одна концевая часть (первая концевая часть) первой части 110 и одна концевая часть (первая концевая часть) второй части 120 выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении), и поверхность (концевая поверхность) другой концевой части (второй концевой части) первой части 110 и поверхность (концевая поверхность) другой концевой части (второй концевой части) второй части 120 выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении). В это время, третья часть 1230 размещается таким образом, что третья часть 1230 становится предварительно определенной позицией в состоянии, имеющем расстояние от катушек 610 и 620. Если во время присоединения ленты 140, поясненного ниже, поверхность концевой части (концевой поверхности) третьей части 1230 в продольном направлении контактирует с внутренними периферийными поверхностями первой части 110 и второй части 120, в этом состоянии, поверхность концевой части (концевой поверхности) третьей части 1230 в продольном направлении не должна контактировать с внутренними периферийными поверхностями первой части 110 и второй части 120.
[0078] Затем, как показано на фиг. 14B, лента 140 присоединяется к внешним периферийным поверхностям первой части 110 и второй части 120. Во время присоединения ленты 140, концевая часть третьей части 1230 в продольном направлении контактирует с внутренними периферийными поверхностями первой части 110 и второй части 120. За счет этого, можно не допускать перемещения первой части 110 к стороне второй части 120 (к стороне положительного направления на оси X) и не допускать перемещения второй части 120 к стороне первой части 110 (к стороне положительного направления на оси X).
[0079] Вышеуказанным способом в этом варианте осуществления, третья часть 1230 расположена в позиции, в которой ее поверхности не контактируют с внутренними периферийными поверхностями первой части 110 и второй части 120, и по меньшей мере части поверхностей концевых частей (концевых поверхностей) в ее продольном направлении контактируют с внутренней периферийной поверхностью первой части 110 между первой угловой областью 101 и второй угловой областью 102 и внутренней периферийной поверхностью второй части 120 между третьей угловой областью 103 и четвертой угловой областью 104. Следовательно, при присоединении ленты 140, можно не допускать вхождения листов текстурированной электротехнической стали, формирующих первую часть 110, между листами текстурированной электротехнической стали, формирующими вторую часть 120, и вхождения листов текстурированной электротехнической стали, формирующих вторую часть 120, между листами текстурированной электротехнической стали, формирующими первую часть 110. Соответственно, можно не допускать смещения местоположений, в которых концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают в направлении по оси X (во втором направлении) (соединенные части), относительно требуемых позиций. Вследствие этого, можно не допускать деформации и невозможности приобретения требуемой формы для магнитного сердечника 1200 и не допускать увеличения потерь в сердечнике.
Дополнительно, также в настоящем варианте осуществления, можно использовать различные модификации, поясненные в первом и втором вариантах осуществления. Например, число изогнутых частей в одной угловой области не ограничено двумя. Оно может составлять три или более либо может быть равно одной. Дополнительно, третья часть 1230 не должна формироваться посредством листов текстурированной электротехнической стали (магнитномягких листов). Дополнительно, лента 140 не должна обязательно использоваться.
[0080] Четвертый вариант осуществления
Далее поясняется четвертый вариант осуществления. В первом-третьем вариантах осуществления, случаи, в которых плоские листы текстурированной электротехнической стали (листы текстурированной электротехнической стали не наклон в их поверхностях) укладываются поверх друг друга таким образом, что поверхности накладываются поверх друг друга, чтобы за счет этого формировать третьи части 130, 1130 и 1230 предоставляются в качестве примеров в пояснении. В отличие от этого, в этом варианте осуществления, внешняя периферийная поверхность третьей части задается таким образом, что она совмещается с внутренними периферийными поверхностями первой части 110 и второй части 120. Таким образом, настоящий вариант осуществления отличается от первого-третьего вариантов осуществления главным образом по конфигурации третьей части. Следовательно, в пояснении настоящего варианта осуществления, частям, идентичным первому-третьему вариантам осуществления, назначаются ссылочные обозначения, идентичные ссылочным обозначениям, назначаемым на фиг. 1-14A и 14B, и подробные пояснения опускаются.
[0081] Фиг. 15 является видом, показывающим магнитный сердечник 1500 под углом. Фиг. 15 является видом, соответствующим фиг. 1. На фиг. 15, аналогично фиг. 1, для удобства иллюстрации, иллюстрация обмоток (катушек), установленных в магнитном сердечнике 1500, опускается.
На фиг. 15, магнитный сердечник 1500 имеет первую часть 110, вторую часть 120 и третью часть 1530. На внешней периферийной поверхности магнитного сердечника 1500, присоединяется лента 140. Лента 140 содержит монтажные устройства крепления и т.д. магнитного сердечника 1500, но на фиг. 15, аналогично фиг. 1, для удобства иллюстрации, иллюстрация монтажных устройств крепления и т.д. опускается.
Фиг. 16 является видом, показывающим магнитный сердечник 1500 спереди. На фиг. 16, аналогично фиг. 2, для удобства иллюстрации, иллюстрация обмоток (катушек) и ленты, установленных в магнитном сердечнике 1500, опускается.
[0082] Первая часть 110 и вторая часть 120 являются идентичными частям, поясненным в первом варианте осуществления.
Третья часть 1530 имеет первую небольшую часть 1531 и вторую небольшую часть 1532.
Первая небольшая часть 1531 имеет множество листов текстурированной электротехнической стали, которые, соответственно, имеют форму, изогнутую в позициях, соответствующих первой угловой области 101 и второй угловой области 102, и причем это множество листов текстурированной электротехнической стали укладываются поверх друг друга таким образом, что поверхности листов накладываются поверх друг друга. Вторая небольшая часть 1532 имеет множество листов текстурированной электротехнической стали, которые, соответственно, имеют форму, изогнутую в позициях, соответствующих третьей угловой области 103 и четвертой угловой области 104, и причем это множество листов текстурированной электротехнической стали укладываются поверх друг друга таким образом, что поверхности листов накладываются поверх друг друга. Продольные направления листов текстурированной электротехнической стали (направления, вертикальные по отношению к направлениям ширины листа и направлениям толщины листа) являются идентичными направлению прокатки.
[0083] Внешняя периферийная поверхность первой небольшой части 1531 выполнена с возможностью совмещаться с внутренней периферийной поверхностью первой части 110. Дополнительно, длины в направлениях ширины листов текстурированной электротехнической стали, формирующих первую небольшую часть 1531, являются идентичными длинам в направлениях ширины листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120.
Аналогично, внешняя периферийная поверхность второй небольшой части 1532 выполнена с возможностью совмещаться с внутренней периферийной поверхностью второй части 120. Дополнительно, длины в направлениях ширины листов текстурированной электротехнической стали, формирующих вторую небольшую часть 1532, являются идентичными длинам в направлениях ширины листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120.
[0084] Как показано на фиг. 15 и фиг. 16, одни концевые части (первые концевые части) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую небольшую часть 1531, и одни концевые части (первые концевые части) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторые небольшие части 1532, приводятся в состояние с возможностью примыкать друг к другу в направлении по оси X (во втором направлении). Позиции в периферийном направлении магнитного сердечника 1500 из позиций 1533, в которых они примыкают, являются идентичными в направлении по оси X (во втором направлении). Аналогично, другие концевые части (вторые концевые части) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую небольшую часть 1531, и другие концевые части (вторые концевые части) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторые небольшие части 1532, приводятся в состояние с возможностью примыкать друг к другу в направлении по оси X (во втором направлении). Позиции в периферийном направлении магнитного сердечника 1500 из позиций 1534, в которых они выполнены таким образом, что они примыкают друг к другу, являются идентичными в направлении по оси X (во втором направлении).
[0085] Следовательно, без наложения поверхностей в продольных направлениях листов текстурированной электротехнической стали, формирующих первую небольшую часть 1531, и поверхностей в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую небольшую часть 1532, поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую небольшую часть 1531, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую небольшую часть 1532, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении).
Таким образом, листы текстурированной электротехнической стали, формирующие третью часть 1530, изгибаются в позициях, соответствующих первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104. Внешняя периферийная поверхность третьей части 1530 расположена в состоянии контакта с внутренними периферийными поверхностями первой части 110 и второй части.
[0086] Дополнительно, как показано на фиг. 15 и фиг. 16, поверхности концевых частей (концевых поверхностей) листов текстурированной электротехнической стали, формирующих третью часть 1530, выполнены таким образом, что они примыкают друг к другу в позициях 1533 между первой угловой областью 101 и третьей угловой областью 103 и в позициях 1534 между второй угловой областью 102 и четвертой угловой областью 104. В примере, показанном на фиг. 15 и фиг. 16, позиции 1533 становятся промежуточными позициями между первой угловой областью 101 и третьей угловой областью 103, но они не должны обязательно представлять собой промежуточные позиции между первой угловой областью 101 и третьей угловой областью 103. Аналогично, позиции 1534 также не должны обязательно представлять собой промежуточные позиции между второй угловой областью 102 и четвертой угловой областью 104.
[0087] Далее поясняется один пример способа изготовления магнитного сердечника 1200 настоящего варианта осуществления.
Первая часть 110, вторая часть 120 и катушки 610 и 620 являются идентичными частям и катушкам, поясненным в первом варианте осуществления.
Относительно третьей части 1530, при сборке первой небольшой части 1531 и второй небольшой части 1532, длина в продольном направлении, длина в направлении ширины, зоны, формирующие угловые области, позиции изогнутых частей и изогнутые углы листа текстурированной электротехнической стали, позиционированного на крайней внешней окружности листов текстурированной электротехнической стали, формирующих первую небольшую часть 1531, и длина в продольном направлении, длина в направлении ширины, зоны, формирующие угловые области, и позиции изогнутых частей и изогнутые углы листа текстурированной электротехнической стали, позиционированного на крайней внешней окружности листов текстурированной электротехнической стали, формирующих вторую небольшую часть 1532, соответственно, определяются таким образом, что их внешние периферийные поверхности становятся идентичными внутренним периферийным поверхностям первой части 110 и второй части 120.
[0088] Дополнительно, чтобы предотвращать формирование зазоров между двумя прилегающими слоями листов текстурированной электротехнической стали, формирующих первую небольшую часть 1531 и вторую небольшую часть 1532, длины в продольном направлении, длины в направлении ширины, зоны, формирующие угловые области, и позиции и изогнутые углы изогнутых частей листов текстурированной электротехнической стали определяются таким образом, что в двух прилегающих слоях листов текстурированной электротехнической стали, внешняя периферийная поверхность листа текстурированной электротехнической стали, размещаемого на внутренней стороне, и внутренняя периферийная поверхность листа текстурированной электротехнической стали, размещаемого на внешней стороне, задаются с возможностью становиться одинаковыми.
[0089] Листы текстурированной электротехнической стали вырезаются в соответствии с такими определенными длинами в продольных направлениях и длинами в направлениях ширины листов текстурированной электротехнической стали таким образом, что продольные направления становятся направлением прокатки. Дополнительно, вырезанные листы текстурированной электротехнической стали изгибаются в соответствии с вышеуказанными определенными позициями и изогнутыми углами изогнутых частей. Способ изгиба является идентичным способу изгиба листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120, так что здесь подробные пояснения опускаются. Аналогично первой части 110 и второй части 120, также в третьей части 1530 (в первой небольшой части 1531 и во второй небольшой части 1532), радиусы r кривизны в изогнутых частях листов текстурированной электротехнической стали, укладываемых в направлении толщины листа, выполнены таким образом, что они совпадают и обрабатываются, но радиусы кривизны обработанных листов текстурированной электротехнической стали иногда страдают от ошибки вследствие шероховатостей и форм поверхностей стальных листов. Даже если ошибка возникает, ошибка предпочтительно составляет 0,1 мм или меньше.
Дополнительно, такие изогнутые листы текстурированной электротехнической стали подвергаются снятию механического напряжения изогнутых частей посредством отжига.
[0090] Листы текстурированной электротехнической стали укладываются поверх друг друга таким образом, что поверхности листов текстурированной электротехнической стали, изогнутых и отожженных для снятия механического напряжения, накладываются поверх друг друга таким образом, что первая небольшая часть 1531 и вторая небольшая часть 1532 формируются. Таким образом, третья часть 1530 (первая небольшая часть 1531 и вторая небольшая часть 1532) подготавливается. В это время, листы текстурированной электротехнической стали, формирующие первую небольшую часть 1510 и вторую небольшую часть 1532, могут закрепляться в позициях таким образом, что они не становятся смещенными. Дополнительно, первая небольшая часть 1510 и вторая небольшая часть 1532 может формироваться во время сборки, поясненной ниже.
[0091] После того как листы текстурированной электротехнической стали, формирующие первую часть 110, вторую часть 120 и третью часть 1530 и катушки 610 и 620, подготавливаются таким образом, они собираются.
Фиг. 17A и 17B являются схематичными видами, показывающими один пример способа сборки в способе изготовления магнитного сердечника 1500.
Во-первых, как показано на фиг. 17A, внешняя периферийная поверхность первой небольшой части 1531 совмещается с внутренней периферийной поверхностью первой части 110, и внешняя периферийная поверхность второй небольшой части 1532 совмещается с внутренней периферийной поверхностью второй части 120. В этом состоянии, одни концевые части (первые концевые части) первой части 110 и первой небольшой части 1531 и одни концевые части (первые концевые части) второй части 120 и второй небольшой части 1532 вставляются в полую часть катушки 610. Одновременно с этим, другие концевые части (вторые концевые части) первой части 110 и первой небольшой части 1531 и другие концевые части (вторые концевые части) второй части 120 и второй небольшой части 1532 вставляются в полую часть катушки 620.
[0092] Дополнительно, одни концевые части (первые концевые части) первой части 110 и первой небольшой части 1531 и одни концевые части (первые концевые части) второй части 120 и второй небольшой части 1532 выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении), и другие концевые части (вторые концевые части) первой части 110 и первой небольшой части 1531 и другие концевые части (вторые концевые части) второй части 120 и второй небольшой части 1532 выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении).
Затем, как показано на фиг. 17B, лента 140 присоединяется к внешним периферийным поверхностям первой части 110 и второй части 120. При присоединении ленты 140, первая часть 110 и вторая часть 120 крепятся.
[0093] Таким образом, в этом варианте осуществления, третья часть 1530 имеет кольцевую форму посредством комбинирования первой небольшой части 1531 и второй небольшой части 1532 таким образом, что их внешние периферийные поверхности совмещаются с внутренними периферийными поверхностями первой части 110 и второй части 120. Следовательно, длина третьей части 1530 в направлении по оси X является идентичной длине в направлении по оси X оконной части, состоящей из зоны на внутренней стороне первой части 110 и второй части 120 таким образом, что третья часть 1530 контактирует с зоной внутренней периферийной поверхности оконной части. Следовательно, при присоединении ленты 140, можно не допускать вхождения листов текстурированной электротехнической стали, формирующих первую часть 110, между листами текстурированной электротехнической стали, формирующими вторую часть 120, и вхождения листов текстурированной электротехнической стали, формирующих вторую часть 120, между листами текстурированной электротехнической стали, формирующими первую часть 110. Соответственно, можно не допускать смещения местоположений, в которых концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (соединенные части), относительно требуемых позиций. Вследствие этого, можно не допускать деформации и невозможности приобретения требуемой формы для магнитного сердечника 1200 и не допускать увеличения потерь в сердечнике.
[0094] Дополнительно, в этом варианте осуществления, стороны, в которых первая часть 110 и вторая часть 120 примыкают, и стороны, в которых первая небольшая часть 1531 и вторая небольшая часть 1532 примыкают, могут задаваться идентичными. Следовательно, работа по сборке магнитного сердечника 1500 становится простой.
[0095] Тем не менее, поверхности концевых частей (концевых поверхностей) листов текстурированной электротехнической стали, формирующих третью часть 1530, могут задаваться таким образом, что они примыкают друг к другу по меньшей мере в одном из места между первой угловой областью 101 и третьей угловой областью 103 и места между второй угловой областью 102 и четвертой угловой областью 104. Например, поверхности концевых частей (концевых поверхностей) листов текстурированной электротехнической стали, формирующих третью часть 1530, могут задаваться таким образом, что они примыкают друг к другу только между первой угловой областью 101 и третьей угловой областью 103.
[0096] Фиг. 18A-18C и фиг. 19A и 19B являются схематичными видами, показывающими один пример способа сборки в способе изготовления магнитного сердечника 1800.
На фиг. 18A, третья часть 1830 состоит из первой небольшой части 1531 и второй небольшой части 1532, соединенных в позиции 1534 (т.е. третья часть 1830 не отделяется в позиции 1534). Следовательно, третья часть 1830 не разделяется на две небольших части. Как показано на фиг. 18A упругость листов текстурированной электротехнической стали используется для того, чтобы формировать зазор в концевых частях в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 1830. Дополнительно, этот зазор используется для того, чтобы обеспечивать прохождение третьей части 1830 через полую часть катушки 620. Как показано на фиг. 18B, катушка 620 задается таким образом, что она перемещается в зону на противоположной стороне относительно зоны, в которой находится зазор.
[0097] Затем, как показано на фиг. 18B, состояние становится состоянием, в котором вышеуказанный зазор формируется, и третья часть 1830 вставляется в полую часть катушки 610. Дополнительно, как показано на фиг. 18C, дополнительно, одна концевая часть (первая концевая часть) и другая концевая часть (вторая концевая часть) третьей части 1830 выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении). В этом состоянии, концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 1830, позиционируются в полой части катушки 610.
[0098] Затем, как показано на фиг. 19A, внешняя периферийная поверхность третьей части 1830 приводится в состояние совмещения с внутренней периферийной поверхностью первой части 110, и третья часть 1830 приводится в состояние совмещения с внутренней периферийной поверхностью второй части 120. Дополнительно, одна концевая часть (первая концевая часть) первой части 110 и одна концевая часть (первая концевая часть) второй части 120 вставляются в полую часть катушки 610. Одновременно с этим, другая концевая часть (вторая концевая часть) первой части 110 и другая концевая часть (вторая концевая часть) второй части 120 вставляются в полую часть катушки 620.
[0099] Дополнительно, как показано на фиг. 19B, одна концевая часть (первая концевая часть) первой части 110 и одна концевая часть (первая концевая часть) второй части 120 совмещаются, и поверхность (концевая поверхность) другой концевой части (второй концевой части) первой части 110 и поверхность (концевая поверхность) другой концевой части (второй концевой части) второй части 120 совмещаются.
Затем, как показано на фиг. 19B, лента 140 присоединяется к внешним периферийным поверхностям первой части 110 и второй части 120. При присоединении ленты 140, первая часть 110 и вторая часть 120 крепятся.
[0100] Посредством выполнения вышеуказанного, местоположения, в которых поверхности концевых частей (концевых поверхностей) листов текстурированной электротехнической стали, формирующих третью часть 1830, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении), становятся одними местоположениями в идентичных слоях (идентичных позициях укладки). Следовательно, по сравнению с третьей частью 1530, потери в сердечнике могут уменьшаться. Дополнительно, как показано на фиг. 19A, в работе по сборке, когда одна концевая часть (первая концевая часть) первой части 110 и одна концевая часть (первая концевая часть) второй части 120 вставляются в полую часть катушки 610, и другая концевая часть (вторая концевая часть) первой части 110 и другая концевая часть (вторая концевая часть) второй части 120, вставляются в полую часть катушки 620, внешняя периферийная поверхность третьей части 1830 в направлении по оси Z приводится в состояние контакта с внутренними периферийными поверхностями первой части 110 и второй части 120 в направлении по оси Z. Следовательно, при совмещении первой части 110 и второй части 120, третья часть 130 функционирует в качестве направляющей, позиционирующей первую часть 110 и вторую часть 120 в направлении по оси Z. В частности, при просмотре магнитного сердечника 1500 спереди, магнитный сердечник 1500 представляет собой восьмиугольную угловую форму, так что можно повышать точность обработки первой части 110, второй части 120 и третьей части 1530, так что третья часть 130 улучшается в отношении функции в качестве направляющей.
[0101] При совмещении первой части 110 и второй части 120, если относительные позиции первой части 110 и второй части 120 становятся смещенными в направлении по оси Z, поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, не могут точно совмещаться.
[0102] Согласно магнитному сердечнику 1800, показанному на фиг. 19A и 19B, при комбинировании первой части 110 и второй части 120, третья часть 1830 функционирует в качестве направляющей, позиционирующей первую часть 110 и вторую часть 120 в направлении по оси Z. Следовательно, при совмещении первой части 110 и второй части 120, можно не допускать смещения в итоге относительных позиций первой части 110 и второй части 120 в направлении по оси Z,и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, могут совмещаться в точных позициях в направлении по оси Z. Следовательно, можно надежно задавать концевые поверхности листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120, таким образом, что они контактируют друг с другом. Тем не менее, как следует понимать при сравнении фиг. 17A и 17B и фиг. 18A-18C и фиг. 19A и 19B, на фиг. 17A и 17B, при совмещении первой части 110 и второй части 120, можно одновременно совмещать 1531 и 1532 третьей части 1830. Следовательно, число этапов работы по сборке становится меньшим в магнитном сердечнике 1500 по сравнению с магнитным сердечником 1800. Следовательно, посредством предоставления приоритета любому из уменьшения потерь в сердечнике и нагрузки в работе по сборке, можно определять то, какой из магнитных сердечников 1500 и 1800 следует использовать.
[0103] Дополнительно, поверхности концевых частей (концевых поверхностей) листов текстурированной электротехнической стали, формирующих третью часть 1530, также могут задаваться таким образом, что они примыкают друг к другу только между второй угловой областью 102 и четвертой угловой областью 104 в направлении по оси X (во втором направлении).
Дополнительно, также в настоящем варианте осуществления, можно использовать различные модификации, поясненные в первом-третьем вариантах осуществления. Например, число изогнутых частей в одной угловой области не ограничено двумя. Оно может составлять три или более либо может быть равно одной. Дополнительно, третьи части 1530 и 1830 не должны обязательно формироваться посредством листов текстурированной электротехнической стали (магнитномягких листов). Дополнительно, лента 140 не должна обязательно использоваться.
[0104] Пятый вариант осуществления
Далее поясняется пятый вариант осуществления. В четвертом варианте осуществления, случай, в котором поверхности концевых частей (концевых поверхностей) листов текстурированной электротехнической стали, формирующих третью часть, выполнены таким образом, что они примыкают друг к другу между первой угловой областью 101 и третьей угловой областью 103 и/или между второй угловой областью 102 и четвертой угловой областью 104 в направлении по оси X (во втором направлении), предоставлен в качестве примера в пояснении. В отличие от этого, в этом варианте осуществления, в дальнейшем поясняется случай, в котором поверхности концевых частей (концевых поверхностей) листов текстурированной электротехнической стали, формирующих третью часть, выполнены таким образом, что они примыкают друг к другу между первой угловой областью 101 и второй угловой областью 102 и/или между третьей угловой областью 103 и четвертой угловой областью 104 в направлении по оси Z (в первом направлении). Таким образом, настоящий вариант осуществления отличается от первого-четвертого вариантов осуществления главным образом по конфигурации третьей части. Следовательно, в пояснении настоящего варианта осуществления, частям, идентичным первому-четвертому вариантам осуществления, назначаются ссылочные обозначения, идентичные ссылочным обозначениям, назначаемым на фиг. 1-19A и 19B, и подробные пояснения опускаются.
[0105] Фиг. 20 является видом, показывающим магнитный сердечник 2000 под углом. Фиг. 20 является видом, соответствующим фиг. 1. На фиг. 20, аналогично фиг. 1, для удобства иллюстрации, иллюстрация обмоток (катушек), установленных в магнитном сердечнике 2000, опускается.
На фиг. 20, магнитный сердечник 2000 имеет первую часть 110, вторую часть 120 и третью часть 2030. На внешней периферийной поверхности магнитного сердечника 2000, присоединяется лента 140. Лента 140 также имеет монтажные устройства крепления магнитного сердечника 2000 и т.д., присоединяемые к ней, но на фиг. 20, аналогично фиг. 1, для удобства иллюстрации, иллюстрация монтажных устройств крепления и т.д. опускается.
[0106] Фиг. 21 является видом, показывающим магнитный сердечник 2000 спереди. На фиг. 21, аналогично фиг. 2, для удобства иллюстрации, иллюстрация обмоток (катушек) и ленты, установленных в магнитном сердечнике 2000, опускается.
[0107] Первая часть 110 и вторая часть 120 являются идентичными частям, поясненным в первом варианте осуществления.
Третья часть 2030 имеет множество листов текстурированной электротехнической стали, которые имеют форму, изогнутую в позициях, соответствующих первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104, и причем это множество листов текстурированной электротехнической стали укладываются поверх друг друга таким образом, что их поверхности накладываются поверх друг друга. Продольные направления листов текстурированной электротехнической стали (направления, вертикальные по отношению к направлениям ширины листа и направлениям толщины листа) являются идентичными направлению прокатки.
[0108] Внешняя периферийная поверхность третьей части 2030 выполнена с возможностью совмещаться с внутренними периферийными поверхностями первой части 110 и второй части 120. Дополнительно, длины в направлениях ширины листов текстурированной электротехнической стали, формирующих третью часть 2030, являются идентичными длинам в направлениях ширины листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120. Поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (вторых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2030, выполнены таким образом, что они примыкают друг к другу в направлении по оси Z (в первом направлении) в зоне между третьей угловой областью 103 и четвертой угловой областью 104. В это время, поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (вторых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2030, выполнены таким образом, что они примыкают друг к другу в направлении по оси Z (в первом направлении) таким образом, что поверхности листов текстурированной электротехнической стали, формирующих третью часть 2030, накладываются поверх друг друга.
[0109] Кроме того, как показано на фиг. 20 и фиг. 21, позиции в периферийном направлении магнитного сердечника 100 из местоположений, в которых поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (вторых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2030, выполнены таким образом, что они примыкают друг к другу в направлении по оси Z (в первом направлении) (соединенные части), становятся позициями, смещенными в направлении по оси Z (в первом направлении).
[0110] Кроме того, способ смещения в направлении по оси X (во втором направлении) позиций в периферийном направлении магнитного сердечника 2000 из местоположений, в которых поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (соединенные части), становится идентичным способу смещения в направлении по оси Z (в первом направлении) позиций в периферийном направлении магнитного сердечника 2000 из местоположений, в которых поверхности одних концевых частей (первых концевых поверхностей) и поверхности других концевых частей (вторых концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2030, выполнены таким образом, что они примыкают друг к другу в направлении по оси Z (в первом направлении) (соединенные части).
[0111] Таким образом, как показано на фиг. 21, угол ψ для острого угла, сформированного посредством направления, в котором позиции в периферийном направлении магнитного сердечника 100 из местоположений, в которых поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (соединенные части), смещаются в направлении по оси X (во втором направлении) и направлении толщины листа (направлении по оси Z) листов текстурированной электротехнической стали, и угол ψ для острого угла, сформированного посредством направления, в котором позиции в периферийном направлении магнитного сердечника 2000 из местоположений, в которых поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (вторых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2030, выполнены таким образом, что они примыкают друг к другу в направлении по оси Z (в первом направлении) (соединенные части), смещаются в направлении по оси Z (в первом направлении) и в направлении толщины листа (в направлении по оси X) листов текстурированной электротехнической стали, выполнены таким образом, что они становятся идентичными. Направления смещения позиций в периферийном направлении магнитного сердечника 100 в направлении по оси X (во втором направлении) и направлении по оси Z (первом направлении), например, как показано на фиг. 21, представляют собой направления растягивания виртуальных линий, соединяющих центры листов текстурированной электротехнической стали, формирующих соединенные части одного периода в направлении толщины листа при просмотре магнитного сердечника 2000 из направлений ширины листа (из направления по оси Y) листов текстурированной электротехнической стали.
Кроме того, период смещения в направлении по оси X (во втором направлении) позиций в периферийном направлении магнитного сердечника 100 из местоположений, в которых поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (соединенные части), задается идентичным периоду смещения в направлении по оси Z (в первом направлении) позиций в периферийном направлении магнитного сердечника 100 из местоположений, в которых поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (вторых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2030, выполнены таким образом, что они примыкают друг к другу в направлении по оси Z (в первом направлении) (соединенные части).
[0112] В примере, показанном на фиг. 20 и фиг. 21, позиции в периферийном направлении магнитного сердечника 100 из местоположений, в которых поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (соединенные части), периодически смещаются в направлении по оси X (во втором направлении) с периодом в три листа. Соответственно, позиции в периферийном направлении магнитного сердечника 100 из местоположений, в которых поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (вторых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2030, также периодически смещаются в направлении по оси Z (в первом направлении) с периодом в три листа.
[0113] Дополнительно, на фиг. 20 и фиг. 21, предусмотрено три листа текстурированной электротехнической стали, формирующих третью часть 2030, так что только один период показан как период смещения в направлении по оси Z (в первом направлении) позиций в периферийном направлении магнитного сердечника 100 из местоположений, в которых поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (вторых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2030, выполнены таким образом, что они примыкают друг к другу в направлении по оси Z (в первом направлении) (соединенные части).
[0114] Далее поясняется один пример способа изготовления магнитного сердечника 2000 настоящего варианта осуществления.
Первая часть 110, вторая часть 120 и катушки 610 и 620 являются идентичными частям и катушкам, поясненным в первом варианте осуществления.
Относительно третьей части 2030, длина в продольном направлении, длина в направлении ширины, зоны, формирующие угловые области, и позиции и изогнутые углы изогнутых частей листа текстурированной электротехнической стали, позиционированного на крайней внешней окружности листов текстурированной электротехнической стали, формирующих третью часть 2030, определяются таким образом, что их внешние периферийные поверхности становятся идентичными внутренним периферийным поверхностям первой части 110 и второй части 120.
[0115] Затем, как показано на фиг. 20 и фиг. 21, длины в продольных направлениях, длины в направлениях ширины, зоны, формирующие угловые области, и позиции и изогнутые углы изогнутых частей листов текстурированной электротехнической стали, определяются таким образом, что позиции в периферийном направлении магнитного сердечника 100 из местоположений, в которых поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (вторых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2030, выполнены таким образом, что они примыкают друг к другу в направлении по оси Z (в первом направлении) (соединенные части), периодически смещаются в направлении по оси Z (в первом направлении).
[0116] Дополнительно, когда поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (вторых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2030, выполнены таким образом, что они примыкают друг к другу в направлении по оси Z (в первом направлении), с тем чтобы предотвращать формирование зазора между двумя прилегающими слоями листов текстурированной электротехнической стали, формирующих третью часть 2030, длины в продольных направлениях, длины в направлениях ширины, зоны, формирующие угловые области, и позиции, и изогнутые углы изогнутых частей листов текстурированной электротехнической стали определяются таким образом, что в двух прилегающих слоях листов текстурированной электротехнической стали, внешняя периферийная длина листа текстурированной электротехнической стали, размещаемого на внутренней стороне, и внутренняя периферийная длина листа текстурированной электротехнической стали, размещаемого на внешней стороне, становятся одинаковыми.
[0117] Вместе с такими вышеуказанными определенными длинами в продольных направлениях и длинами в направлениях ширины листов текстурированной электротехнической стали, листы текстурированной электротехнической стали вырезаются таким образом, что продольные направления становятся направлением прокатки. Дополнительно, вырезанные листы текстурированной электротехнической стали изгибаются в соответствии с такими вышеуказанными определенными позициями и изогнутыми углами изогнутых частей. Способ изгиба является идентичным способу изгиба листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120, так что здесь подробное пояснение опускается. Аналогично первой части 110 и второй части 120, также в третьей части 2030, радиусы r кривизны в изогнутых частях листов текстурированной электротехнической стали, укладываемых в направлении толщины листа, выполнены таким образом, что они совпадают при обработке листов, но радиусы кривизны обработанных листов текстурированной электротехнической стали иногда страдают от ошибки вследствие шероховатостей и форм поверхностей стальных листов. Даже если ошибка возникает, ошибка предпочтительно составляет 0,1 мм или меньше.
Дополнительно, такие изогнутые листы текстурированной электротехнической стали подвергаются снятию механического напряжения изогнутых частей посредством отжига.
[0118] Таким образом, листы текстурированной электротехнической стали укладываются поверх друг друга таким образом, что поверхности листов текстурированной электротехнической стали, изогнутых и отожженных для снятия механического напряжения, накладываются поверх друг друга таким образом, что третья часть 2030 формируется. Таким образом, третья часть 2030 подготавливается. В это время, листы текстурированной электротехнической стали, формирующие третью часть 2030, могут закрепляться в позициях таким образом, что они не становятся смещенными. Дополнительно, третья часть 2030 может формироваться во время сборки, поясненной ниже.
[0119] После того, как листы текстурированной электротехнической стали, формирующие первую часть 110, вторую часть 120 и третью часть 3030 и катушки 610 и 620, подготавливаются таким образом, они собираются.
Фиг. 22A-22C и фиг. 23A и 23B являются видами, поясняющим один пример способа сборки в способе изготовления магнитного сердечника 3000.
Как показано на фиг. 22A, упругость листов текстурированной электротехнической стали используется для того, чтобы формировать зазор в концевых частях в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2030. Третья часть 2030 проходит через полую часть катушки 610, и третья часть 2030 задается таким образом, что она перемещается таким образом, что катушка 610 становится позиционированной в части длинной стороны третьей части 2030.
[0120] Затем, как показано на фиг. 22B, в состоянии с вышеуказанным подготовленным зазором, третья часть 2030 проходит через полую часть катушки 620. Дополнительно, как показано на фиг. 22C, третья часть 2030 задается таким образом, что она перемещается до тех пор, пока катушка 620 не позиционируется в части двух длинных сторон третьей части 2030 на стороне, на которой катушка 610 не размещается, и одна концевая часть (первая концевая часть) и другая концевая часть (вторая концевая часть) третьей части 1830 выполнены таким образом, что они примыкают друг к другу в направлении по оси Z (в первом направлении).
[0121] Как показано на фиг. 23A внешняя периферийная поверхность третьей части 2030 совмещается с внутренней периферийной поверхностью первой части 110, и третья часть 2030 совмещается с внутренней периферийной поверхностью второй части 120. В этом состоянии, одна концевая часть (первая концевая часть) первой части 110 и одна концевая часть (первая концевая часть) второй части 120 вставляются в полую часть катушки 610. Одновременно с этим, другая концевая часть (вторая концевая часть) первой части 110 и другая концевая часть (вторая концевая часть) второй части 120 вставляются в полую часть катушки 620.
[0122] Дополнительно, как показано на фиг. 23B, одна концевая часть (первая концевая часть) первой части 110 и одна концевая часть (первая концевая часть) второй части 120 выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении), и поверхность (концевая поверхность) другой концевой части (второй концевой части) первой части 110 и поверхность (концевая поверхность) другой концевой части (второй концевой части) второй части 120 выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении).
Затем, как показано на фиг. 23B, лента 140 присоединяется к внешним периферийным поверхностям первой части 110 и второй части 120. При присоединении ленты 140, первая часть 110 и вторая часть 120 крепятся.
[0123] Вышеуказанным способом в этом варианте осуществления, поверхности концевых частей (концевых поверхностей) листов текстурированной электротехнической стали, формирующих третью часть 2030, выполнены таким образом, что они примыкают друг к другу между третьей угловой областью 103 и четвертой угловой областью 104 в направлении по оси Z (в первом направлении). Дополнительно, третья часть 2030 имеет кольцевую форму таким образом, что внешняя периферийная поверхность совмещается с внутренними периферийными поверхностями первой части 110 и второй части 120. Следовательно, длина третьей части 2030 в направлении по оси X является идентичной длине в направлении по оси X оконной части, состоящей из зоны на внутренней стороне первой части 110 и второй части 120 таким образом, что третья часть 2030 контактирует с зоной внутренней периферийной поверхности оконной части. Следовательно, при присоединении ленты 140, можно не допускать вхождения листов текстурированной электротехнической стали, формирующих первую часть 110, между листами текстурированной электротехнической стали, формирующими вторую часть 120, и вхождения листов текстурированной электротехнической стали, формирующих вторую часть 120, между листами текстурированной электротехнической стали, формирующими первую часть 110. Соответственно, можно не допускать смещения местоположений, в которых концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (соединенные части), относительно требуемых позиций. Вследствие этого, можно не допускать деформации и невозможности приобретения требуемой формы для магнитного сердечника 2000 и не допускать увеличения потерь в сердечнике.
[0124] Дополнительно, как показано на фиг. 23A, в работе по сборке, когда одна концевая часть (первая концевая часть) первой части 110 и одна концевая часть (первая концевая часть) второй части 120 вставляются в полую часть катушки 610, и другая концевая часть (вторая концевая часть) первой части 110 и другая концевая часть (вторая концевая часть) второй части 120, вставляются в полую часть катушки 620, внешняя периферийная поверхность третьей части 2030 в направлении по оси Z приводится в состояние контакта с внутренними периферийными поверхностями первой части 110 и второй части 120 в направлении по оси Z. Следовательно, при совмещении первой части 110 и второй части 120, третья часть 2030 функционирует в качестве направляющей, позиционирующей первую часть 110 и вторую часть 120 в направлении по оси Z.
[0125] При совмещении первой части 110 и второй части 120, если относительные позиции первой части 110 и второй части 120 становятся смещенными в направлении по оси Z, поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, не могут точно совмещаться.
[0126] Согласно настоящему варианту осуществления, при совмещении первой части 110 и второй части 120, третья часть 2030 функционирует в качестве направляющей, позиционирующей первую часть 110 и вторую часть 120 в направлении по оси Z. Следовательно, при совмещении первой части 110 и второй части 120, не допускается смещение в итоге относительных позиций первой части 110 и второй части 120 в направлении по оси Z, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, могут совмещаться с корректными позициями в направлении по оси Z. Следовательно, концевые поверхности листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120, могут задаваться таким образом, что они надежно контактируют друг с другом.
[0127] Дополнительно, в этом варианте осуществления, позиции в периферийном направлении магнитного сердечника 2000 из местоположений, в которых поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (вторых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2030, выполнены таким образом, что они примыкают друг к другу в направлении по оси Z (в первом направлении) (соединенные части), смещаются в направлении по оси Z (в первом направлении). Следовательно, по сравнению со случаем отсутствия смещения позиций частей в периферийном направлении магнитного сердечника 2000 в направлении по оси Z (в первом направлении), потери в сердечнике могут уменьшаться.
[0128] В этом варианте осуществления, поверхности концевых частей (концевых поверхностей) листа текстурированной электротехнической стали, формирующего третью часть 2030, выполнены таким образом, что они примыкают друг к другу в направлении по оси Z (в первом направлении) между третьей угловой областью 103 и четвертой угловой областью 104. Тем не менее, аналогично магнитному сердечнику 2400, показанному на фиг. 24, поверхности концевых частей (концевых поверхностей) листа текстурированной электротехнической стали, формирующего третью часть 2430, также могут задаваться таким образом, что они примыкают друг к другу между первой угловой областью 101 и второй угловой областью 102 в направлении по оси Z (в первом направлении). Дополнительно, аналогично магнитному сердечнику 2500, показанному на фиг. 25, поверхности концевых частей (концевых поверхностей) листа текстурированной электротехнической стали, формирующего третью часть 2530, также могут задаваться таким образом, что они примыкают друг к другу в направлении по оси Z (в первом направлении) как между первой угловой областью 101 и второй угловой областью 102, так и между третьей угловой областью 103 и четвертой угловой областью 104. В этом случае, третья часть 2530 имеет первую небольшую часть 2531 и вторую небольшую часть 2532. Первая небольшая часть 2531 формирует зону в стороне первой угловой области 101 и третьей угловой области 103 (в стороне положительного направления оси Z) из местоположения третьей части 2530, в котором поверхности концевых частей (концевых поверхностей) листа текстурированной электротехнической стали, формирующего третью часть 2530, выполнены таким образом, что они примыкают друг к другу. Вторая небольшая часть 2532 формирует зону в стороне второй угловой области 102 и четвертой угловой области 104 (в стороне отрицательного направления оси Z) из местоположения третьей части 2530, в котором поверхности концевых частей (концевых поверхностей) листа текстурированной электротехнической стали, формирующего третью часть 2530, выполнены таким образом, что они примыкают друг к другу.
[0129] Как показано на фиг. 21 и фиг. 24, когда поверхности концевых частей (концевых поверхностей) листов текстурированной электротехнической стали, формирующих третьи части 2030 и 2430, выполнены таким образом, что они примыкают друг к другу в направлении по оси Z (в первом направлении) в одном местоположении в идентичном слое, можно уменьшать потери в сердечнике по случаю, в котором, как показано на фиг. 25, предусмотрено два местоположения в идентичном слое, в которых поверхности концевых частей (концевых поверхностей) листов текстурированной электротехнической стали, формирующих третьи части 2030 и 2530, выполнены таким образом, что они примыкают друг к другу в направлении по оси Z (в первом направлении). Тем не менее, работа по сборке магнитного сердечника 2500 является проще по сравнению с магнитными сердечниками 2000 и 2400, аналогично тому, что пояснено в четвертом варианте осуществления. Следовательно, можно определять то, какой из магнитных сердечников 2000, 2400 и 2500 следует использовать, согласно тому, чему из уменьшения потерь в сердечнике и нагрузки работы по сборке отдается приоритет.
[0130] Дополнительно, при смещении позиций в периферийном направлении поверхностей концевых частей (концевых поверхностей) листов текстурированной электротехнической стали, формирующих третью часть 2030 в направлении по оси Z (в первом направлении), можно уменьшать потери в сердечнике, так что это является предпочтительным. Тем не менее, позиции в периферийном направлении поверхностей концевых частей (концевых поверхностей) листа текстурированной электротехнической стали, формирующего третью часть 2030 в направлении по оси Z (в первом направлении), также могут быть идентичными.
Дополнительно, также в настоящем варианте осуществления, можно использовать различные модификации, поясненные в первом-четвертом вариантах осуществления. Например, число изогнутых частей в одной угловой области не ограничено двумя. Оно может составлять три или более либо может быть равно одной. Дополнительно, третьи части 2030, 2430 и 2530 не должны обязательно формироваться посредством листов текстурированной электротехнической стали (магнитномягких листов). Дополнительно, лента 140 не должна обязательно использоваться.
[0131] В примере, поясненном выше, длины в направлениях ширины листов текстурированной электротехнической стали, формирующих третью часть, задаются идентичными длинам в направлениях ширины листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120. С другой стороны, длины в направлениях ширины листов текстурированной электротехнической стали, формирующих третью часть, могут превышать длины в направлениях ширины листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120. Согласно такой конфигурации, в силу увеличения длин в направлениях ширины третьей части, например, на этапах, показанных на фиг. 23A и фиг. 23B, при наложении первой части 110 и второй части 120, состоящей из согнутых стальных листов из места выше третьей части, третью часть, используемую в качестве направляющей, становится проще видеть. Следовательно, позиции первой части и второй части могут легко определяться, и работа при сборке магнитного сердечника 2000 становится эффективной.
[0132] Фиг. 31 является видом в перспективе, показывающим пример, в котором в пятом варианте осуществления, длины в направлениях ширины листов текстурированной электротехнической стали, формирующих третью часть 2030, задаются большими длин в направлениях ширины листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120.
[0133] Фиг. 31 соответствует фиг. 20. На фиг. 31, по сравнению с фиг. 20, длины в направлениях ширины листов текстурированной электротехнической стали, формирующих третью часть 2030, становятся большими. В частности, третья часть 2030 выступает вперед из первой части 110 и второй части 120 в направлении ширины на расстояние D10. Аналогично, на задней стороне магнитного сердечника, показанного на фиг. 31, третья часть 2030 выступает назад из первой части 110 и второй части 120 в направлении ширины на расстояние D10.
[0134] Шестой вариант осуществления
Далее поясняется шестой вариант осуществления. В этом варианте осуществления, в дальнейшем поясняется случай, в котором поверхности концевых частей (концевых поверхностей) листов текстурированной электротехнической стали, формирующих третью часть, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) только в одном из места между первой угловой областью 101 и третьей угловой областью 103 и места между второй угловой областью 102 и четвертой угловой областью 104. Таким образом, настоящий вариант осуществления отличается от первого-пятого вариантов осуществления главным образом по конфигурации третьей части. Следовательно, в пояснении настоящего варианта осуществления, частям, идентичным первому-пятому вариантам осуществления, назначаются ссылочные обозначения, идентичные ссылочным обозначениям, назначаемым на фиг. 1-25 и т.д., и подробные пояснения опускаются.
[0135] Фиг. 26 является чертежом при просмотре магнитного сердечника 2600 под углом. Фиг. 26 является видом, соответствующим фиг. 1. На фиг. 26, аналогично фиг. 1, для удобства иллюстрации, иллюстрация обмоток (катушек), установленных в магнитном сердечнике 2600, опускается.
На фиг. 26, магнитный сердечник 2600 имеет первую часть 110, вторую часть 120 и третью часть 2630. На внешней периферийной поверхности магнитного сердечника 2600, присоединяется лента 140. Лента 140 также имеет монтажные устройства крепления магнитного сердечника 2600 и т.д., присоединяемые к ней, но на фиг. 20, аналогично фиг. 1, для удобства иллюстрации, иллюстрация монтажных устройств крепления и т.д. опускается.
[0136] Фиг. 27 является видом, показывающим магнитный сердечник 2600 спереди. На фиг. 27, аналогично фиг. 2, для удобства иллюстрации, иллюстрация обмоток (катушек) и ленты, установленных в магнитном сердечнике 2600, опускается.
[0137] Первая часть 110 и вторая часть 120 являются идентичными частям, поясненным в первом варианте осуществления.
Третья часть 2630 отличается от третьей части 2030, поясненной в пятом варианте осуществления, только по позициям из местоположений, в которых поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (вторых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2630, выполнены таким образом, что они примыкают друг к другу (соединенные части). Таким образом, в третьей части 2030, поясненной в пятом варианте осуществления, поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (вторых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2030, выполнены таким образом, что они примыкают друг к другу в зоне между третьей угловой областью 103 и четвертой угловой областью 104 в направлении по оси Z (в первом направлении). В отличие от этого, в третьей части 2630 настоящего варианта осуществления, поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (вторых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2630, выполнены таким образом, что они примыкают друг к другу в зоне между первой угловой областью 101 и третьей угловой областью 103 в направлении по оси X (во втором направлении).
[0138] Дополнительно, способ смещения в направлении по оси X (во втором направлении) позиций в периферийном направлении магнитного сердечника 2600 из местоположений, в которых поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (соединенные части), и способ смещения в направлении по оси X (во втором направлении) позиций в периферийном направлении магнитного сердечника 2600 из местоположений, в которых поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (вторых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2630, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (соединенные части), становятся идентичными.
[0139] Кроме того, как показано на фиг. 26 и фиг. 27, в зоне между первой угловой областью 101 и третьей угловой областью 103, позиции в периферийном направлении магнитного сердечника 2600 из местоположений, в которых поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (соединенные части), и позиции в периферийном направлении магнитного сердечника 2600 из местоположений, в которых поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (второй концевой части) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2630, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (соединенные части), предпочтительно становятся идентичными в направлении по оси X (во втором направлении).
[0140] При изготовлении магнитного сердечника 2600 настоящего варианта осуществления, третья часть 2630 подготавливается таким образом, что формы одной концевой части (первой концевой части) и другой концевой части (второй концевой части) третьей части 1830, поясненной в четвертом варианте осуществления, становятся формами одной концевой части (первой концевой части) и другой концевой части (второй концевой части) третьей части 2030, поясненной в пятом варианте осуществления. Дополнительно, как пояснено ссылаясь на фиг. 18A-18C и фиг. 19A и 19B, первая часть 110, вторая часть 120 и третья часть 2630 собираются, и лента 140 присоединяется к внешним периферийным поверхностям первой части 110 и второй части 120. Таким образом, способ изготовления магнитного сердечника 2600 настоящего варианта осуществления может быть реализован посредством обращения к способам изготовления магнитного сердечника 1800, поясненного в четвертом варианте осуществления, и магнитного сердечника 2000, поясненного в пятом варианте осуществления, так что здесь подробное пояснение опускается.
[0141] Вышеуказанным способом в этом варианте осуществления, поверхности концевых частей (концевых поверхностей) листов текстурированной электротехнической стали, формирующих третью часть 2630, выполнены таким образом, что они примыкают друг к другу между первой угловой областью 101 и третьей угловой областью 103 в направлении по оси X (во втором направлении). В это время, позиции в периферийном направлении магнитного сердечника 2600 из местоположений, в которых поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (вторых концевых частей) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2630, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (соединенные части), смещаются в направлении по оси X (во втором направлении). Дополнительно, третья часть 2630 имеет кольцевую форму таким образом, что внешняя периферийная поверхность совмещается с внутренними периферийными поверхностями первой части 110 и второй части 120. Следовательно, длина третьей части 2630 в направлении по оси X является идентичной длине оконной части, состоящей из зоны на внутренней стороне первой части 110 и второй части 120 в направлении по оси X, так что третья часть 2630 контактирует с зоной внутренней периферийной поверхности оконной части. Следовательно, при присоединении ленты 140, можно не допускать вхождения листов текстурированной электротехнической стали, формирующих первую часть 110, между листами текстурированной электротехнической стали, формирующими вторую часть 120, и вхождения листов текстурированной электротехнической стали, формирующих вторую часть 120, между листами текстурированной электротехнической стали, формирующими первую часть 110. Соответственно, можно не допускать смещения местоположений, в которых концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают в направлении по оси X (во втором направлении) (соединенные части), относительно требуемых позиций. Вследствие этого, можно не допускать деформации и невозможности приобретения требуемой формы для магнитного сердечника 2600 и не допускать увеличения потерь в сердечнике. Дополнительно, можно уменьшать потери в сердечнике по сравнению с магнитным сердечником 1800 (в третьей части 1830), поясненным в четвертом варианте осуществления.
[0142] Дополнительно, согласно настоящему варианту осуществления, аналогично четвертому варианту осуществления и пятому варианту осуществления, при совмещении первой части 110 и второй части 120, третья часть 2630 функционирует в качестве направляющей, позиционирующей первую часть 110 и вторую часть 120 в направлении по оси Z. Следовательно, при совмещении первой части 110 и второй части 120, можно не допускать смещения в итоге относительных позиций первой части 110 и второй части 120 в направлении по оси Z, и поверхности концевых частей (концевые поверхности) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, могут корректно совмещаться. Следовательно, концевые поверхности первой части 110 и второй части 120 могут задаваться таким образом, что они надежно контактируют друг с другом.
[0143] В этом варианте осуществления, поверхности концевых частей (концевых поверхностей) листа текстурированной электротехнической стали, формирующего третью часть 2630, выполнены таким образом, что они примыкают друг к другу между первой угловой областью 101 и третьей угловой областью 103 в направлении по оси X (во втором направлении). Тем не менее, аналогично магнитному сердечнику 2800, показанному на фиг. 28, поверхности концевых частей (концевых поверхностей) листа текстурированной электротехнической стали, формирующих третью часть 2830, также могут задаваться таким образом, что они примыкают друг к другу между второй угловой областью 102 и четвертой угловой областью 104 в направлении по оси X (во втором направлении).
Дополнительно, также в настоящем варианте осуществления, можно использовать различные модификации, поясненные в первом-пятом вариантах осуществления. Например, число изогнутых частей в одной угловой области не ограничено двумя. Оно может составлять три или более либо может быть равно одной. Дополнительно, третьи части 2630 и 2830 не должны обязательно формироваться посредством листов текстурированной электротехнической стали (магнитномягких листов). Дополнительно, лента 140 не должна обязательно использоваться.
[0144] Седьмой вариант осуществления
Далее поясняется седьмой вариант осуществления. Это вариант осуществления относится к конфигурации, в которой, в вышеуказанных четвертом-шестом вариантах осуществления, в каждой из первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104, зазор предусмотрен между третьей частью 2730 и первой частью 110 или второй частью 120.
[0145] Фиг. 29 является видом, показывающим магнитный сердечник 2700 седьмого варианта осуществления спереди. На фиг. 29, аналогично фиг. 2, для удобства иллюстрации, иллюстрация обмоток (катушек) и ленты, установленных в магнитном сердечнике 2700, опускается.
[0146] Первая часть 110 и вторая часть 120 являются идентичными частям, поясненным в первом варианте осуществления.
Третья часть 2730 имеет множество листов текстурированной электротехнической стали, которые, соответственно, имеют форму, изогнутую в позициях, соответствующих первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104, и причем это множество листов текстурированной электротехнической стали укладываются поверх друг друга таким образом, что поверхности листов накладываются. Продольные направления листов текстурированной электротехнической стали (направления, вертикальные по отношению к направлениям ширины листа и направлениям толщины листа) являются идентичными направлению прокатки.
[0147] Аналогично четвертому-шестому вариантам осуществления, внешняя периферийная поверхность третьей части 2730 сконфигурирована посредством совмещения внутренних периферийных поверхностей первой части 110 и второй части 120. Тем не менее, в седьмом варианте осуществления, третья часть 2730 не контактирует с первой частью и второй частью 120 по всей внешней периферийной поверхности. Зазор 2732 предоставляется между третьей частью 2730 и первой частью 110 или второй частью 120.
[0148] В частности, как показано на фиг. 29, в каждой из первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104, зазор 2732 предоставляется между третьей частью 2730 и первой частью 110 или второй частью 120.
[0149] В примере, показанном на фиг. 29, угловая область третьей части 2730, соответствующей каждой из первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104, становится дугообразной формой. Дополнительно, зазор 2732 предоставляется между третьей частью 2730 и первой частью 110 или второй частью 120 в этой дугообразной части.
[0150] Следовательно, в этом варианте осуществления, третья часть 2730 имеет кольцевую форму таким образом, что часть ее внешней периферийной поверхности совмещается с внутренними периферийными поверхностями первой части 110 и второй части 120. В третьей части 2730, в направлении по оси X (во втором направлении), зона D1, показанная на фиг. 29, примыкает к первой части 110, в то время как зона D2 примыкает ко второй части 120. Дополнительно, в третьей части 2730, в направлении по оси Z (в первом направлении), зона D3, показанная на фиг. 29, примыкает к первой части 110 и второй части 120, и зона D4 примыкает к первой части 110 и второй части 120.
[0151] Длина третьей части 2730 в направлении по оси X является идентичной длине в направлении по оси X оконной части, состоящей из зоны на внутренней стороне первой части 110 и второй части 120 таким образом, что третья часть 2730 контактирует с зоной внутренней периферийной поверхности оконной части. Следовательно, при присоединении ленты 140, можно не допускать вхождения листов текстурированной электротехнической стали, формирующих первую часть 110, между листами текстурированной электротехнической стали, формирующими вторую часть 120, и вхождения листов текстурированной электротехнической стали, формирующих вторую часть 120, между листами текстурированной электротехнической стали, формирующими первую часть 110. Соответственно, можно не допускать смещения местоположений, в которых концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (соединенные части), относительно требуемых позиций. Вследствие этого, можно не допускать деформации и невозможности приобретения требуемой формы для магнитного сердечника 2700 и не допускать увеличения потерь в сердечнике.
[0152] Дополнительно, согласно настоящему варианту осуществления, аналогично четвертому-шестому вариантам осуществления, при совмещении первой части 110 и второй части 120, третья часть 2730 функционирует в качестве направляющей, позиционирующей первую часть 110 и вторую часть 120 в направлении по оси Z. Следовательно, при совмещении первой части 110 и второй части 120, можно не допускать смещения в итоге относительных позиций первой части 110 и второй части 120 в направлении по оси Z, и поверхности концевых частей (концевые поверхности) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, могут корректно совмещаться. Следовательно, концевые поверхности первой части 110 и второй части 120 могут задаваться таким образом, что они надежно контактируют друг с другом.
[0153] В этом отношении, если потери в сердечнике, сформированные в изогнутых частях листов текстурированной электротехнической стали, увеличиваются, поскольку изогнутые части предоставляются в первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104, эти угловые области и их окрестности подвержены легкому росту температуры.
[0154] В этом варианте осуществления, в каждой из первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104, зазор 2732 предоставляется между третьей частью 2730 и первой частью 110 или второй частью 120. Следовательно, тепло, вырабатываемое в изогнутых частях угловых областей, сбрасывается в зазор 2732.
[0155] Следовательно, посредством сброса тепла, вырабатываемого вследствие потерь в сердечнике изогнутых частей, в зазор 2732, не допускается рост температуры магнитного сердечника 2700.
[0156] Как показано на фиг. 29, в направлениях толщины листов текстурированной электротехнической стали, если толщина второй части 120 (или первой части 110) задается как a, ширина зазора 2732 как b, и толщина третьей части 2730 как c, действует взаимосвязь a>c. Потери в сердечнике в изогнутых частях магнитного сердечника 2700 становятся тем большими, чем дальше вовнутрь магнитного сердечника 2700. Следовательно, чем дальше вовнутрь магнитного сердечника 2700, тем больше тепла вырабатывается вследствие потерь в сердечнике в изогнутых частях. Следовательно, посредством задания толщины c третьей части 2730 меньшей толщины a первой части 110 (или второй части 120), можно не допускать выработки теплу вследствие потерь в сердечнике изогнутых частей на внутренней стороне магнитного сердечника 2700.
[0157] Дополнительно, взаимосвязь согласно следующей формуле (2) действует между толщиной a первой части 110 (или второй части 120), шириной b зазора 2732 и толщиной c третьей части 2730:
a+c≥b≥(a+c)/285.... (2)
[0158] Таким образом, ширина b зазора 2732 не превышает сумму толщины a первой части 110 (или второй части 120) и толщины c третьей части 2730. Здесь, если ширина b зазора 2732 превышает сумму толщины a первой части 110 (или второй части 120) и толщины c третьей части 2730, шум становится больше. Следовательно, ширина b зазора 2732 предпочтительно не превышает сумму толщины a первой части 110 (или второй части 120) и толщины c третьей части 2730.
[0159] Дополнительно, если b<(a+c)/285, тепло, вырабатываемое вследствие потерь в сердечнике изогнутых частей, не может сбрасываться из зазора 2732. Следовательно, предпочтительно b≥(a+c)/285. Например, если толщина листов текстурированной электротехнической стали, формирующих первую часть 110, (или вторую часть 120) и третью часть 2730, составляет 0,3 мм, если толщина (a+c) намотки составляет 100 мм, зазор 2732 ширины b в 0,35 мм или более обеспечивается. Дополнительно, если толщина листов текстурированной электротехнической стали, формирующих первую часть 110, (или вторую часть 120) и третью часть 2730, составляет t, предпочтительно b>t, т.е. ширина b зазора 2732 превышает толщину t листов текстурированной электротехнической стали. Вследствие этого, тепло, вырабатываемое в изогнутых частях, надежно сбрасывается.
[0160] Кроме того, как пояснено ниже, выяснено, что в результате предоставления зазора 2732, не только возникает эффект сброса тепла, вырабатываемого в магнитном сердечнике 2700, но также можно не допускать роста температуры масла трансформатора. Таким образом, посредством предоставления зазора 2732, вследствие формирования зазора, через который охлаждающая среда проходит около обмоток (катушек), не только сбрасывается тепло, вырабатываемое в магнитном сердечнике 2700, но также и большой эффект получается в результате для сброса тепла, вырабатываемого в катушке трансформатора.
[0161] Следует отметить, что, в примере, показанном на фиг. 29, если толщина второй части 120 (или первой части 110) задается как a, и толщина третьей части 2730 задается как c, действует взаимосвязь a>c. Таким образом, толщина второй части 120 (или первой части 110) превышает толщину третьей части 2730. С другой стороны, толщина третьей части 2730 может превышать толщину второй части 120 (или первой части 110). Таким образом, a≤c также является возможным.
[0162] Дополнительно, как пояснено в четвертом-шестом вариантах осуществления, если внешняя периферийная поверхность третьей части задается таким образом, что она совмещается с внутренними периферийными поверхностями первой части 110 и второй части 120 по всей окружности, форма внешней периферийной поверхности третьей части и форма внутренней периферийной поверхности первой части 110 или второй части 120 должны совпадать. В частности, в каждой из первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104, если форма внешней периферийной поверхности третьей части и форма внутренней периферийной поверхности первой части 110 или второй части 120 не совпадают, иногда внешняя периферийная поверхность третьей части не контактирует с внутренними периферийными поверхностями первой части 110 или второй части 120 по всей окружности. Следовательно, в частности, в первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104, определенная степень точности требуется в форме внешней периферийной поверхности третьей части и в форме внутренней периферийной поверхности первой части 110 или второй части 120.
[0163] С другой стороны, согласно примеру конфигурации, показанной на фиг. 29, в каждой из первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104, зазор предусмотрен между третьей частью 2730 и первой частью 110 или второй частью 120, так что в каждой угловой области, точность не требуется в форме внешней периферийной поверхности третьей части и форме внутренней периферийной поверхности первой части 110 или второй части 120.
[0164] Другими словами, согласно седьмому варианту осуществления, если точность длины третьей части 2730 получается в направлении по оси X и направлении по оси Z, в каждой из первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104, точность не запрашивается из формы внешней периферийной поверхности третьей части 2730. Также в этом случае, при присоединении ленты 140, можно не допускать вхождения листов текстурированной электротехнической стали, формирующих первую часть 110, между листами текстурированной электротехнической стали, формирующими вторую часть 120, и не допускать вхождения листов текстурированной электротехнической стали, формирующих вторую часть 120, между листами текстурированной электротехнической стали, формирующими первую часть 110. Дополнительно, при совмещении первой части 110 и второй части 120, не допускается смещение в итоге относительных позиций первой части 110 и второй части 120 в направлении по оси Z.
[0165] Следовательно, в первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104, точность размеров внешней периферийной поверхности третьей части 2730 не требуется, так что можно уменьшать затраты на изготовление при изготовлении третьей части 2730.
[0166] Фиг. 30 является схематичным видом, показывающим другой режим конфигурации, в котором зазор предусмотрен между третьей частью 2730 и первой частью 110 или второй частью 120 в каждой из первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104.
[0167] Фиг. 30 является видом, показывающим магнитный сердечник 2700 спереди. На фиг. 30, аналогично фиг. 2, для удобства иллюстрации, иллюстрация обмоток (катушек) и ленты, установленных в магнитном сердечнике 2700, опускается. На фиг. 30, первая часть 110 и вторая часть 120 являются идентичными частям, поясненным в первом варианте осуществления.
[0168] Также на фиг. 30, третья часть 2730 имеет множество листов текстурированной электротехнической стали, которые, соответственно, имеют форму, изогнутую в позициях, соответствующих первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104, и причем это множество листов текстурированной электротехнической стали укладываются поверх друг друга таким образом, что поверхности листов накладываются поверх друг друга. Продольные направления листов текстурированной электротехнической стали (направления, вертикальные по отношению к направлениям ширины листа и направлениям толщины листа) являются идентичными направлению прокатки.
[0169] Внешняя периферийная поверхность третьей части 2730 выполнена с возможностью совмещаться с внутренними периферийными поверхностями первой части 110 и второй части 120. Аналогично конфигурации, показанной на фиг. 29, третья часть 2730 не контактирует с первой частью и второй частью 120 по всей внешней периферийной поверхности. Зазор 2732 предоставляется между третьей частью 2730 и первой частью 110 или второй частью 120.
[0170] Как показано на фиг. 30, в каждой из первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104, зазор 2732 предоставляется между третьей частью 2730 и первой частью 110 или второй частью 120.
[0171] В примере, показанном на фиг. 30, в угловой области третьей части 2730, соответствующей каждой из первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104, изогнутая часть предоставляется таким образом, что первая часть 110 или вторая часть 120 отделяются, и зазор 2732 формируется. Вследствие этого, при просмотре магнитного сердечника 2700 спереди, третья часть 2730 приобретает восьмиугольную форму. Таким образом, внешняя поверхность третьей части 2730, прилегающей к зазору 2732, приобретает прямую форму.
[0172] Также в примере, показанном на фиг. 30, третья часть 2730 имеет кольцевую форму таким образом, что часть ее внешних периферийных поверхностей совмещается с внутренними периферийными поверхностями первой части 110 и второй части 120. В третьей части 2730, в направлении по оси X (во втором направлении), зона D1, показанная на фиг. 30, примыкает к первой части 110, и зона D2 примыкает ко второй части 120. Дополнительно, в третьей части 2730, в направлении по оси Z (в первом направлении), зона D3, показанная на фиг. 30, примыкает к первой части 110 и второй части 120, в то время как зона D4 примыкает к первой части 110 и второй части 120.
[0173] Длина третьей части 2730 в продольном направлении (в направлении по оси X) является идентичной длине в направлении по оси X оконной части, состоящей из зоны на внутренней стороне первой части 110 и второй части 120, так что она контактирует с зоной внутренней периферийной поверхности оконной части. Следовательно, при присоединении ленты 140, можно не допускать вхождения листов текстурированной электротехнической стали, формирующих первую часть 110, между листами текстурированной электротехнической стали, формирующими вторую часть 120, и вхождения листов текстурированной электротехнической стали, формирующих вторую часть 120, между листами текстурированной электротехнической стали, формирующими первую часть 110. Соответственно, можно не допускать смещения местоположений, в которых концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают в направлении по оси X (во втором направлении) (соединенные части), относительно требуемых позиций. Вследствие этого, можно не допускать деформации и невозможности приобретения требуемой формы для магнитного сердечника 2700 и не допускать увеличения потерь в сердечнике.
[0174] Дополнительно, также в конфигурации, показанной на фиг. 30, при совмещении первой части 110 и второй части 120, третья часть 2730 функционирует в качестве направляющей для позиционирования первой части 110 и второй части 120 в направлении по оси Z. Следовательно, при совмещении первой части 110 и второй части 120, не допускается смещение в итоге относительных позиций первой части 110 и второй части 120 в направлении по оси Z, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, могут совмещаться с корректными позициями в направлении по оси Z. Следовательно, концевые поверхности листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120, могут задаваться таким образом, что они надежно контактируют друг с другом.
[0175] Следует отметить, что, в примере конфигурации, показанном на фиг. 29 или фиг. 30, местоположения, в которых поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (второй концевой части) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2030, выполнены таким образом, что они примыкают друг к другу (соединенные части), становятся позициями второй параллелепипедальной части 106, аналогично примеру конфигурации по фиг. 20. С другой стороны, местоположения, в которых поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (второй концевой части) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2030, выполнены таким образом, что они примыкают друг к другу (соединенные части), могут представлять собой позиции третьей параллелепипедальной части 107, аналогично примеру конфигурации по фиг. 27. Местоположения, в которых поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (второй концевой части) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2030, выполнены таким образом, что они примыкают друг к другу (соединенные части), также могут представлять собой позиции первой параллелепипедальной части 105 или четвертой параллелепипедальной части 108, аналогично примеру конфигурации по фиг. 24 или фиг. 28. Дополнительно, местоположения, в которых поверхности (концевые поверхности) одних концевых частей (первых концевых частей) и поверхности (концевые поверхности) других концевых частей (второй концевой части) в продольных направлениях листов текстурированной электротехнической стали, формирующих третью часть 2030, выполнены таким образом, что они примыкают друг к другу (соединенные части), могут представлять собой два местоположения, аналогично примеру конфигурации по фиг. 25, но предпочтительно представляют собой одни местоположения.
[0176] Согласно конфигурации, показанной на фиг. 29 или фиг. 30, при использовании магнитного сердечника 2700 для того, чтобы формировать трансформатор, зазоры 2732 функционируют в качестве проходов, через которые проходят масло и воздух. Вследствие этого, формирование тепла в первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104 (потери в сердечнике) подавляется. В частности, эффективность охлаждения на внутренней стороне сердечника, в которой концентрируется магнитный поток, растет, так что потери в сердечнике уменьшаются.
[0177] Дополнительно, аналогично четвертому-шестому вариантам осуществления, третья часть 2730 играет роль направляющей во время изготовления сердечника, так что эффективность производства повышается. Дополнительно, позиционное смещение соединенных частей, которое становится проблемой в сердечнике типа, сконфигурированного посредством изгиба заранее части, формирующей угловую область сердечника для каждого листа электротехнической стали или другого магнитомягкого листа, вырезание магнитномягких листов в предварительно определенные длины, затем наложение магнитномягких листов в направлении толщины листа исключается. Кроме того, посредством предоставления третьей части 2730 в кольцевой форме, прочность сердечника повышается, и форма после формирования трансформатора становится легко удерживаемой.
[0178] Также в примере конфигурации, показанном на фиг. 29 и фиг. 30, длины в направлениях ширины листов текстурированной электротехнической стали, формирующих третью часть 2730, могут превышать длины в направлении ширины листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120. Фиг. 32 является видом в перспективе, показывающим пример, в котором в примере конфигурации, показанном на фиг. 29, длины в направлениях ширины листов текстурированной электротехнической стали, формирующих третью часть 2730, задаются большими длин в направлениях ширины листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120. Дополнительно, фиг. 33 является видом в перспективе, показывающим пример, в котором в примере конфигурации, показанном на фиг. 30, длины в направлениях ширины листов текстурированной электротехнической стали, формирующих третью часть 2730, задаются большими длин в направлениях ширины листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120.
[0179] Как показано на фиг. 32 и фиг. 33, третья часть 2730 выступает вперед из первой части 110 и второй части 120 в направлении ширины листа на расстояние D10. Аналогично, третья часть 2730 выступает назад из первой части 110 и второй части 120 в направлении ширины листа на расстояние D10 на задней стороне магнитного сердечника, показанного на фиг. 31.
[0180] Дополнительно, в примере конфигурации, показанном на фиг. 29, третья часть 2730 может разделяться на множество частей. Фиг. 34 является схематичным видом, показывающим пример, в котором третья часть 2730, показанная на фиг. 29, разделяется на две. Как показано на фиг. 34, третья часть 2730, показанная на фиг. 29, разделяется на третью часть 2730a и третью часть 2730b.
[0181] Как показано на фиг. 34, в каждой из первой угловой области 101 и второй угловой области 102, зазор 2732a предоставляется между третьей частью 2730a и первой частью 110. Дополнительно, в каждой из третьей угловой области 103 и четвертой угловой области 104, зазор 2732a предоставляется между третьей частью 2730b и второй частью 120.
[0182] Кроме того, как показано на фиг. 34, зазор 2732b предоставляется между третьей частью 2730a и третьей частью 2730b и первой частью 110 и второй частью 120.
[0183] Третьи части 2730a и 2730b имеют кольцевые формы таким образом, что части их внешних периферийных поверхностей совмещаются с внутренними периферийными поверхностями первой части 110 и второй части 120. В третьих частях 2730a и 2730b, в направлении по оси X (во втором направлении), зона D1, показанная на фиг. 34, примыкает к первой части 110, и зона D2 примыкает ко второй части 120. Дополнительно, в третьей части 2730a, в направлении по оси Z (в первом направлении), зона D31 и зона D41, показанные на фиг. 34, примыкают к первой части 110. Дополнительно, в третьей части 2730b, в направлении по оси Z (в первом направлении), зона D32 и зона D42, показанные на фиг. 34, примыкают ко второй части 120.
[0184] Длины в продольных направлениях (в направлении по оси X) третьих частей 2730a и 2730b являются идентичными длине в направлении по оси X оконной части, состоящей из зон на внутренней стороне первой части 110 и второй части 120, так что они контактируют с зоной внутренней периферийной поверхности оконной части. Следовательно, при присоединении ленты 140, можно не допускать вхождения листа текстурированной электротехнической стали, формирующего первую часть 110, между листами текстурированной электротехнической стали, формирующими вторую часть 120, и не допускать вхождения листа текстурированной электротехнической стали, формирующего вторую часть 120, между листами текстурированной электротехнической стали, формирующими первую часть 110. Соответственно, можно не допускать смещения местоположений, в которых концевые части в продольном направлении листов текстурированной электротехнической стали, формирующих первую часть 110, и концевые части в продольном направлении листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают друг к другу в направлении по оси X (во втором направлении) (соединенные части), относительно требуемых позиций. Вследствие этого, можно не допускать деформации и невозможности получения требуемой формы магнитного сердечника 2700 и увеличения потерь в сердечнике.
[0185] Дополнительно, также в конфигурации, показанной на фиг. 34, посредством крепления третьей части 2730a и третьей части 2730b заранее, при совмещении первой части 110 и второй части 120, третьи части 2730a и 2730b функционируют в качестве направляющих для позиционирования первой части 110 и второй части 120 в направлении по оси Z. Следовательно, при совмещении первой части 110 и второй части 120, не допускается смещение в итоге относительных позиций первой части 110 и второй части 120 в направлении по оси Z, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, могут совмещаться с корректными позициями в направлении по оси Z. Следовательно, концевые поверхности листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120, могут задаваться таким образом, что они надежно контактируют друг с другом.
[0186] Согласно примеру конфигурации, показанной на фиг. 34, в каждой из первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104, зазор 2732a предоставляется между третьими частями 2730a и 2730b и первой частью 110 или второй частью 120. По этой причине, тепло, вырабатываемое в изогнутых частях угловых областей, сбрасывается в зазор 2732a.
[0187] Дополнительно, зазор 2732b предоставляется между третьими частями 2730a и 2730b и первой частью 110 и второй частью 120. Следовательно, тепло также сбрасывается из зазора 2732b. Следовательно, тепло, вырабатываемое вследствие потерь в сердечнике изогнутых частей, сбрасывается из зазоров 2732a и 2732b, за счет чего не допускается рост температуры магнитного сердечника 2700, и эффективно не допускается рост температуры трансформатора, включающего в себя магнитный сердечник 2700.
[0188] Согласно примеру конфигурации, показанной на фиг. 34, по сравнению с примером конфигурации, показанной на фиг. 29, большее число зазоров 2732a и 2732b предоставляется между третьими частями 2730a и 2730b и первой частью 110 или второй частью 120. Следовательно, сброс тепла посредством зазоров 2732a и 2732b может стимулироваться в большей степени.
[0189] Фиг. 35 является схематичным видом, показывающим пример, еще более обобщающий конфигурацию, показанную на фиг. 34, в которой третья часть 2730, показанная на фиг. 29, разделяется на n частей. Как показано на фиг. 35, третья часть 2730, показанная на фиг. 29, разделяется на третью часть 2730a, третью часть 2730b, ..., 2730n.
[0190] Как показано на фиг. 35, в каждой из первой угловой области 101 и второй угловой области 102, зазор 2732a предоставляется между третьей частью 2730a и первой частью 110. Дополнительно, в каждой из третьей угловой области 103 и четвертой угловой области 104, зазор 2732a предоставляется между третьей частью 2730n и второй частью 120.
[0191] Кроме того, как показано на фиг. 35, зазор 2732b предоставляется между третьими частями 2730b, ..., 2730n и первой частью 110 или второй частью 120.
[0192] Третьи части 2730b, ..., 2730n имеют кольцевые формы таким образом, что части их внешних периферийных поверхностей совмещаются с внутренними периферийными поверхностями первой части 110 и второй части 120. В третьих частях 2730b, ..., 2730n, в направлении по оси X (во втором направлении), зона D1, показанная на фиг. 35, примыкает к первой части 110, в то время как зона D2 примыкает ко второй части 120. Дополнительно, в третьей части 2730a, в направлении по оси Z (в первом направлении), зона D31 и зона D41, показанные на фиг. 35, примыкают к первой части 110. Дополнительно, в третьей части 2730b, в направлении по оси Z (в первом направлении), зона D32 и зона D42, показанные на фиг. 35, примыкают к первой части 110 или второй части 120. Дополнительно, в третьей части 2730n, в направлении по оси Z (в первом направлении), зона D3n и зона D4n, показанные на фиг. 35, примыкают ко второй части 120.
[0193] Длины в продольных направлениях (в направлении по оси X) третьих частей 2730a, ..., 2730n являются идентичными длине в направлении по оси X оконной части, состоящей из зоны на внутренней стороне первой части 110 и второй части 120, так что они контактируют с зоной внутренней периферийной поверхности оконной части. Следовательно, при присоединении ленты 140, можно не допускать вхождения листов текстурированной электротехнической стали, формирующих первую часть 110, между листами текстурированной электротехнической стали, формирующими вторую часть 120, и вхождения листов текстурированной электротехнической стали, формирующих вторую часть 120, между листами текстурированной электротехнической стали, формирующими первую часть 110. Соответственно, можно не допускать смещения местоположений, в которых концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и концевые части в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, выполнены таким образом, что они примыкают в направлении по оси X (во втором направлении) (соединенные части), относительно требуемых позиций. Вследствие этого, можно не допускать деформации и невозможности приобретения требуемой формы для магнитного сердечника 2700 и не допускать увеличения потерь в сердечнике.
[0194] Дополнительно, в конфигурации, показанной на фиг. 35, посредством крепления третьих частей 2730a, ..., 2730n заранее, при совмещении первой части 110 и второй части 120, третьи части 2730a, ..., 2730n функционируют в качестве направляющих, позиционирующих первую часть 110 и вторую часть 120 в направлении по оси Z. Следовательно, при совмещении первой части 110 и второй части 120, не допускается смещение в итоге относительных позиций первой части 110 и второй части 120 в направлении по оси Z, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих первую часть 110, и поверхности концевых частей (концевых поверхностей) в продольных направлениях листов текстурированной электротехнической стали, формирующих вторую часть 120, могут совмещаться с корректными позициями в направлении по оси Z. Следовательно, можно надежно задавать концевые поверхности листов текстурированной электротехнической стали, формирующих первую часть 110 и вторую часть 120, таким образом, что они контактируют.
[0195] Согласно примеру конфигурации, показанной на фиг. 35, в каждой из первой угловой области 101, второй угловой области 102, третьей угловой области 103 и четвертой угловой области 104, зазор 2732a предоставляется между третьими частями 2730a и 2730n и первой частью 110 или второй частью 120. Следовательно, тепло, вырабатываемое в изогнутых частях угловых областей, сбрасывается в зазоры 2732a.
[0196] Дополнительно, зазоры 2732b предоставляются между третьими частями 2730a, 2730b, ..., 2730n и первой частью 110 или второй частью 120. Следовательно, тепло также сбрасывается из зазоров 2732b. Следовательно, тепло, вырабатываемое вследствие потерь в сердечнике изогнутых частей, сбрасывается из зазоров 2732a и 2732b, за счет чего не допускается рост температуры магнитного сердечника 2700, и рост температуры трансформатора, сформированного из сердечника 2700, эффективно подавляется.
[0197] Согласно примеру конфигурации, показанной на фиг. 35, по сравнению с примером конфигурации, показанной на фиг. 34, большее число зазоров 2732a и 2732b предоставляется между третьими частями 2730a, ..., 2730n и первой частью 110 или второй частью 120. Следовательно, сброс тепла посредством зазоров 2732a и 2732b может стимулироваться в большей степени.
[0198] Фиг. 36 является схематичным видом, показывающим пример, в котором в примере конфигурации, показанном на фиг. 34, аналогично примеру конфигурации по фиг. 30, внешние формы третьих частей 2730a и 2730b, прилегающих к зазорам 2732a и 2732b, приобретают прямые формы. Дополнительно, фиг. 37 является схематичным видом, показывающим пример, в котором в примере конфигурации по фиг. 35, аналогично примеру конфигурации по фиг. 30, внешние формы третьих частей 2730, 2730b, ..., 2730n, прилегающих к зазорам 2732a и 2732b, приобретают прямые формы. Таким образом, при просмотре магнитного сердечника 2700 спереди, третьи части 2730a и 2730b (третьи части 2730, 2730b, ..., 2730n) приобретают восьмиугольные формы. В такой конфигурации также сброс тепла посредством зазоров 2732a и 2732b может стимулироваться в большей степени.
Примеры
[0199] Ниже поясняются примеры, в которых действует вышеуказанная взаимосвязь согласно формуле (2). Авторы изобретения подготовили несколько примеров, измененных в толщине материала листов текстурированной электротехнической стали, толщине (a+b) в уложенном состоянии и толщине c зазоров, и оценивают их на предмет шума и эффекта повышения эффективности охлаждения. Следующие таблицы 1-6 показывают результаты. Следует отметить, что все сердечники задаются как однофазные сердечники.
[0200] Пример 1
В примере 1, как показано на фиг. 29 и фиг. 30, предусмотрена одна третья часть 2730. Следующие таблицы 1-2 показывают результаты примера 1.
[0201] Табл. 1
[0202] Табл. 2
[0203] Пример 2
В примере 2, предусмотрено две или три третьих части. Пример 2 соответствует конфигурациям по фиг. 34-37. Следующие таблицы 3-5 показывают результаты примера 2.
[0204] Табл. 3
[0205] Табл. 4
[0206] Табл. 5
[0207] Следует отметить, что способ оценки шума заключается в следующем: Магнитные сердечники, описанные в таблицах 1 5, подготавливаются, возбуждаются и измеряются на предмет шума. Каждый магнитный сердечник устанавливается с первичной и вторичной катушками и измеряется с использованием способа на основе тока возбуждения при условиях частоты в 50 Гц и плотности магнитного потока в 1,7T. Это измерение шума проводится в безэховой камере с темновым шумом в 16 dBA при позиционировании шумомера в позиции 0,3 м от поверхности сердечника. Вибрационный шум записывается, после чего корректируется по шкале A в качестве коррекции на основе прослушивания. Шум выражается в единицах dBA.
[0208] Относительно эффекта улучшения шума (dBA), если соотношение между разностью As-A0, из шума A0 с использованием магнитного сердечника 2700 с шириной b зазора 2732 в 0 в качестве опорного значения, шума As (dBA) магнитного сердечника 2700 с зазором b=s (s>0) и A0 (=100x(As-A0)/A0) меньше -3%, выдается оценка, что возникает эффект улучшения ("Хорошо" в таблицах 1-5). Дополнительно, если соотношение (=100x(As-A0)/A0) составляет -3% или больше, выдается оценка, что возникает существенный эффект улучшения ("Очень хорошо" в таблицах 1-5). Следует отметить, что, по сравнению с магнитным сердечником 2700 с шириной b зазора 2732 в 0, используемой в качестве опорного значения, магнитный сердечник 2700 с зазором b=s (s>0) задается полностью идентичным по условиям, за исключением ширины b (в таблице, толщины материала, толщины (a+b) в уложенном состоянии, длины в направлении ширины листов текстурированной электротехнической стали и т.д.)
[0209] Дополнительно, для оценки эффекта повышения эффективности охлаждения, магнитный сердечник 2700 устанавливается с обмотками, с тем чтобы формировать трансформатор, трансформатор расположена в баке, заполненном изоляционным маслом, и эффективность измеряется и оценивается в этом состоянии. При задании роста температуры изоляционного масла при работе трансформатора с использованием магнитного сердечника 2700 с шириной b зазора 2730 в 0 при нагрузке в 50% от номинальной емкости в течение 1 часа (включающей в себя тепло, вырабатываемое при обмотках, и рост температуры сердечника) в качестве ΔT0, и при задании роста температуры изоляционного масла при работе трансформатора с использованием магнитного сердечника 2700 с зазором b=s (s>0) зазора 2732 при нагрузке в 50% в течение 1 часа (включающей в себя тепло, вырабатываемое при обмотках, и рост температуры сердечника) в качестве ΔTb, эффективность охлаждения изоляционного масла находится посредством следующей формулы (3) при измерении температуры изоляционного масла на поверхности бака с использованием контактного термометра. Следует отметить, что, аналогично тому, как описано выше, по сравнению с магнитным сердечником 2700 с шириной b зазора 2732 в 0, используемой в качестве опорного значения, магнитный сердечник 2700 с зазором b=s (s>0) задается полностью идентичным по условиям, за исключением ширины b:
Эффективность охлаждения=100x(ΔTb-ΔT0)/ΔT0.... (3)
[0210] Эффективность охлаждения вычисляется вышеуказанным способом. Если эффективность охлаждения меньше -3%, считается, что возникает эффект улучшения (в таблицах 1-5, "Хорошо"), тогда как, если она составляет -3% или больше, считается, что возникает существенный эффект улучшения (в таблицах 1-5, "Очень хорошо"). Случай, в котором эффективность охлаждения становится равной 0 или положительному значению, считается отсутствием эффекта (в таблицах 1-5, "Плохо").
[0211] В примере 1 и примере 2, согласно результатам таблиц 1-5, когда формула (2) удовлетворяется, предусмотрены эффекты как в подавлении шумов, так и в повышении эффективности охлаждения. С другой стороны, когда формула (2) не удовлетворяется, эффект не получается по меньшей мере в одном из шума и эффекта улучшения охлаждения.
Из вышеозначенного, выяснено, что посредством удовлетворения b≥(a+c)/285, охлаждающий эффект получается посредством ширины b зазора 2732. Дополнительно, выяснено, что посредством удовлетворения a+c≥b, эффект подавления шумов получается посредством ширины b зазора 2732. Следует отметить, что, имеется вероятность того, что посредством ширины b увеличения зазора 2732, магнитное сопротивление третьей части становится более низким, разность магнитного сопротивления с первой частью 110 или второй частью 120 становится больше, и магнитный поток концентрируется в третьей части, за счет чего плотность потока в третьей части становится слишком высокой, и в силу этого шум становится хуже.
[0212] Дополнительно, варианты осуществления настоящего изобретения, поясненные выше, показывают только конкретные примеры при работе настоящего изобретения. Объем настоящего изобретения не должен интерпретироваться ограниченным способом вследствие означенного. Таким образом, настоящее изобретение может работать различными способами без отступления от его технической идеи или основных признаков.
Перечень ссылочных позиций
[0213] 100, 700, 900, 1100, 1200, 1500, 1800, 2000, 2400, 2500, 2600, 2700, 2800 - магнитный сердечник, 101, 701, 901 - первая угловая область, 102, 702, 902 - вторая угловая область, 103, 703, 903 - третья угловая область, 104, 704, 904 - четвертая угловая область, 110, 710, 910 - первая часть, 120, 720, 920 - вторая часть, 130, 730, 930, 1130, 1230, 1530, 1830, 2030, 2430, 2530, 2630, 2730, 2830 - третья часть, 140 - лента, 610, 620 - катушка, 2732 – зазор.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2777448C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2022 |
|
RU2828328C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА | 2021 |
|
RU2811988C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ СЕРДЕЧНИКОВ | 2021 |
|
RU2805169C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2809519C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ СЕРДЕЧНИКОВ | 2021 |
|
RU2812447C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ СЕРДЕЧНИКОВ | 2021 |
|
RU2805262C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2814177C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, ЛИСТ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ ДЛЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2010 |
|
RU2502810C2 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2713622C1 |
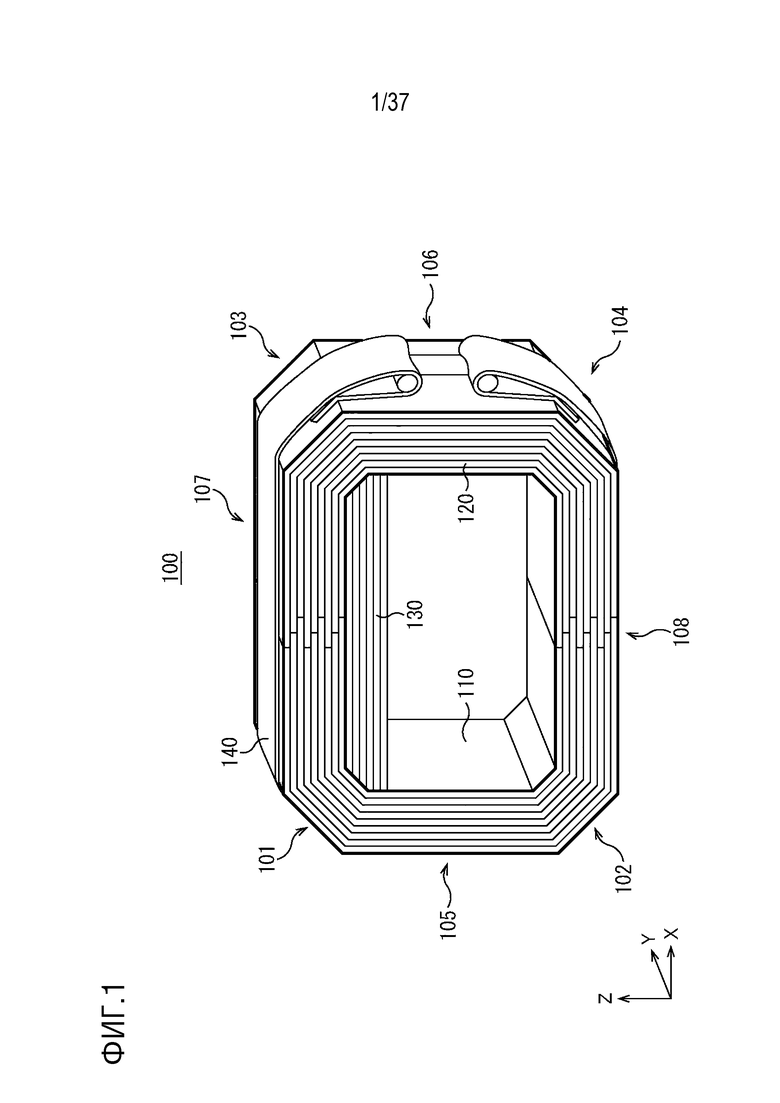
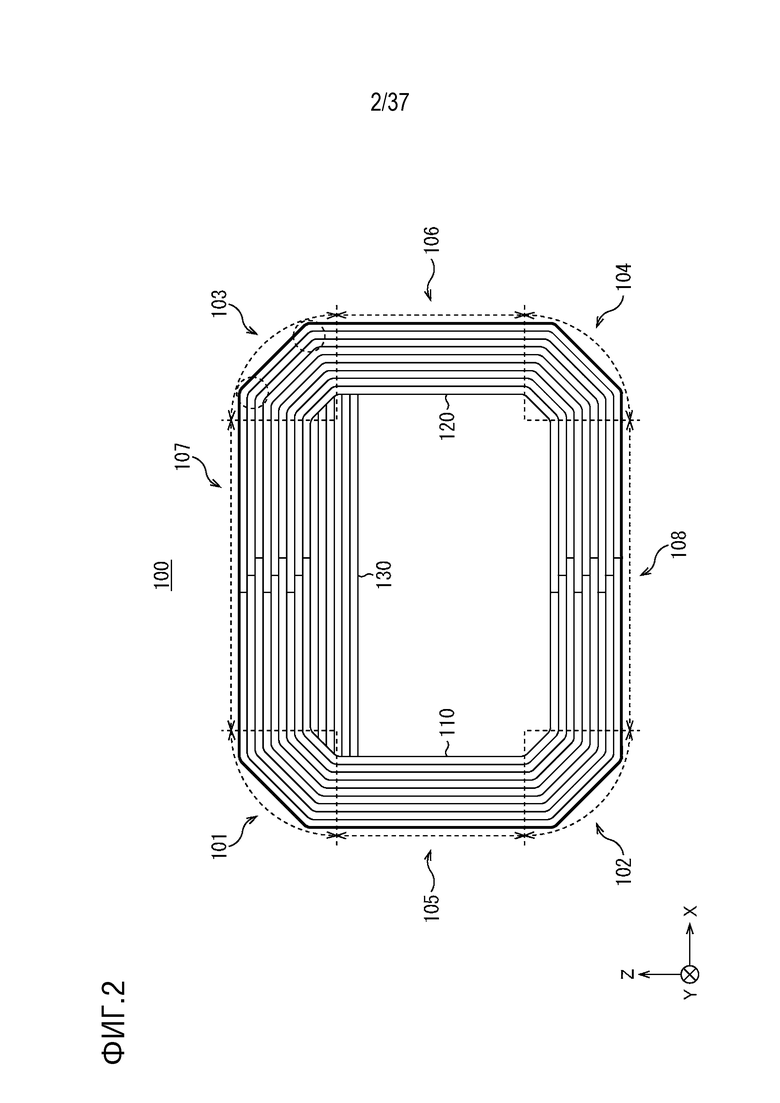
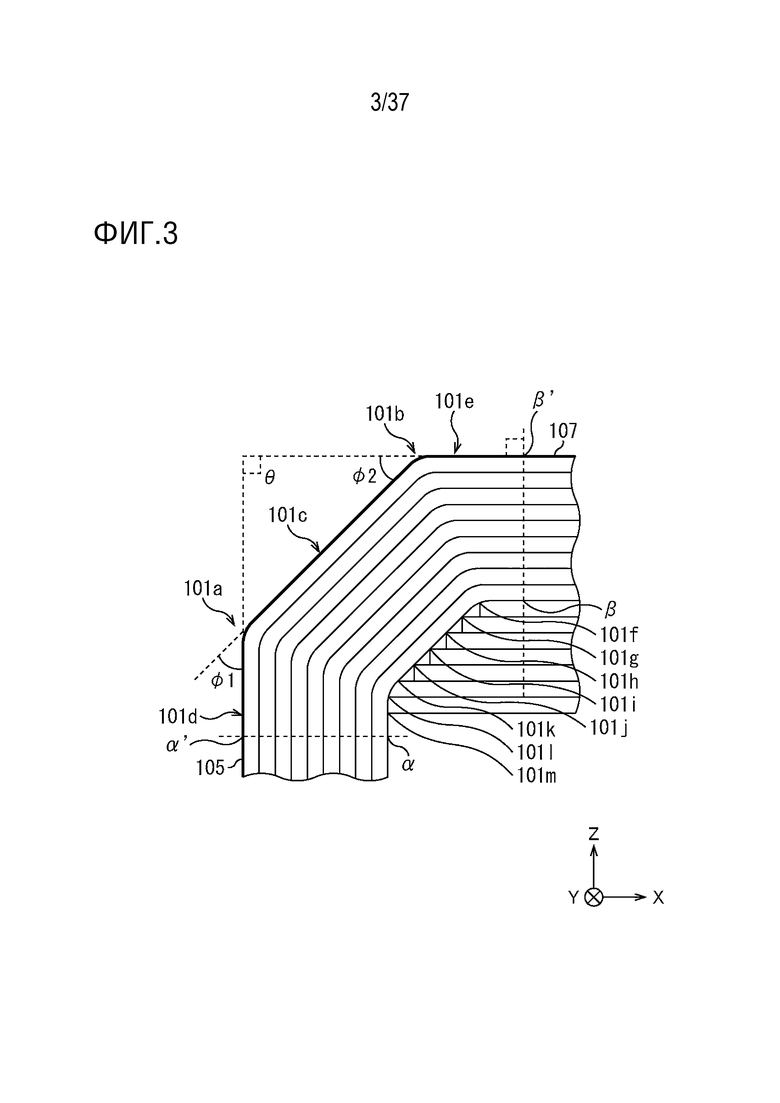
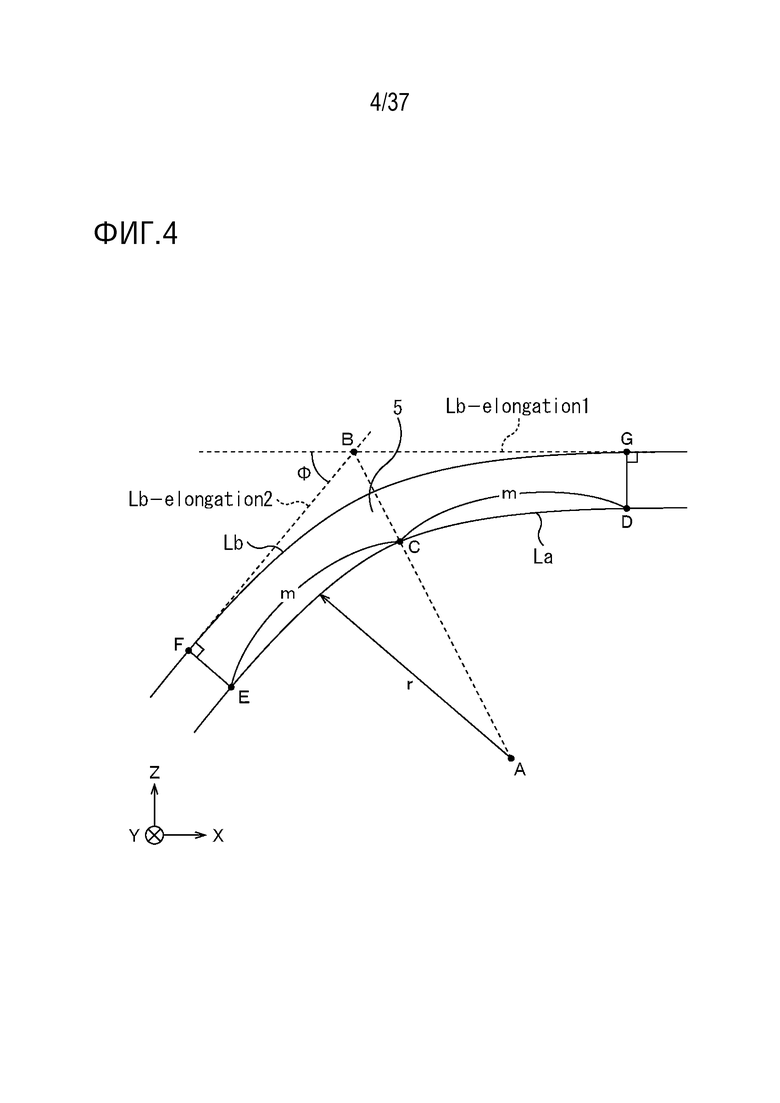
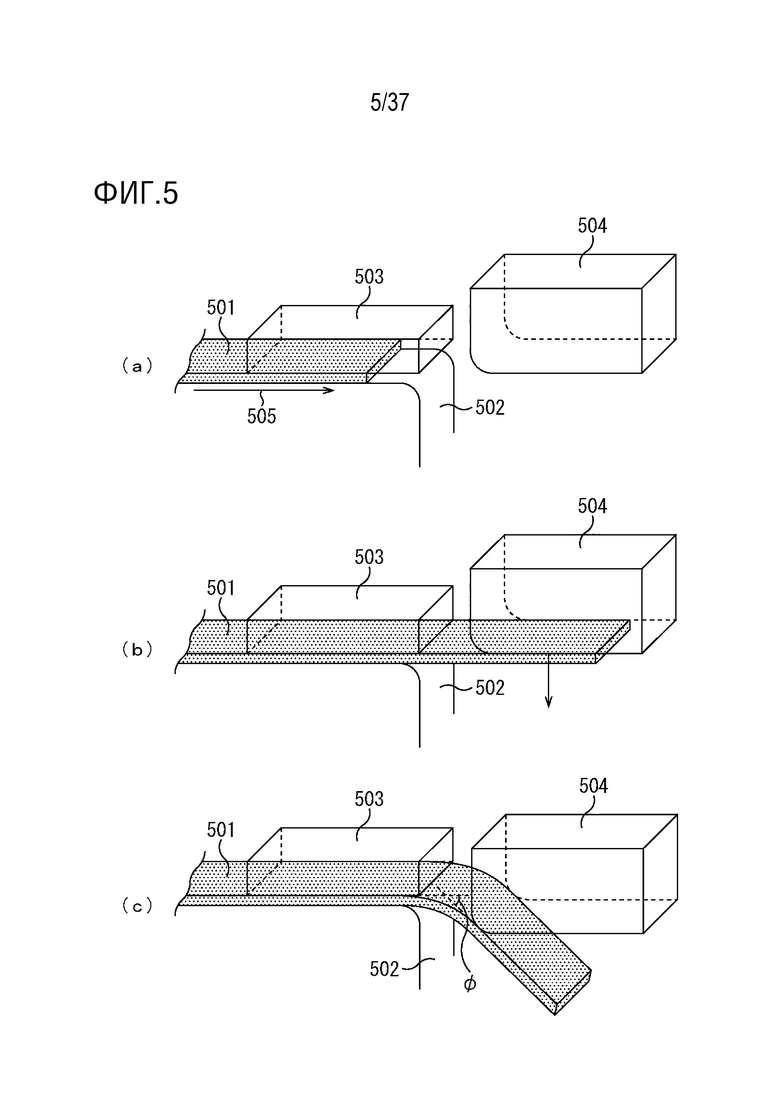
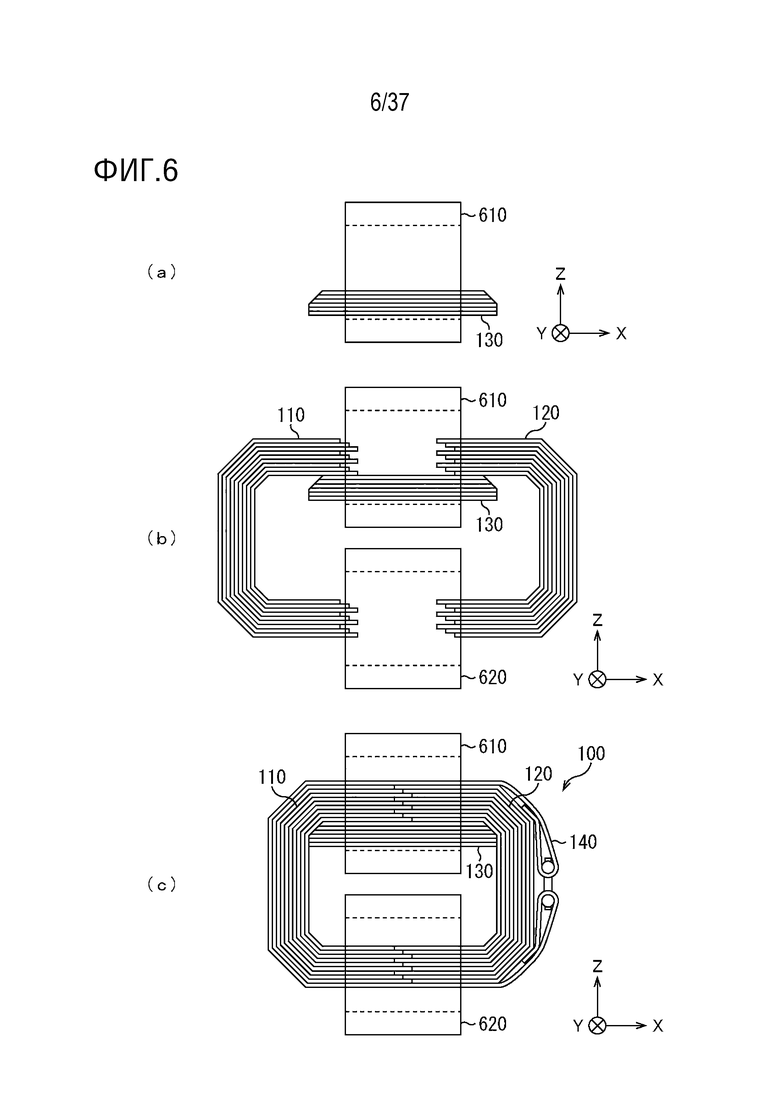
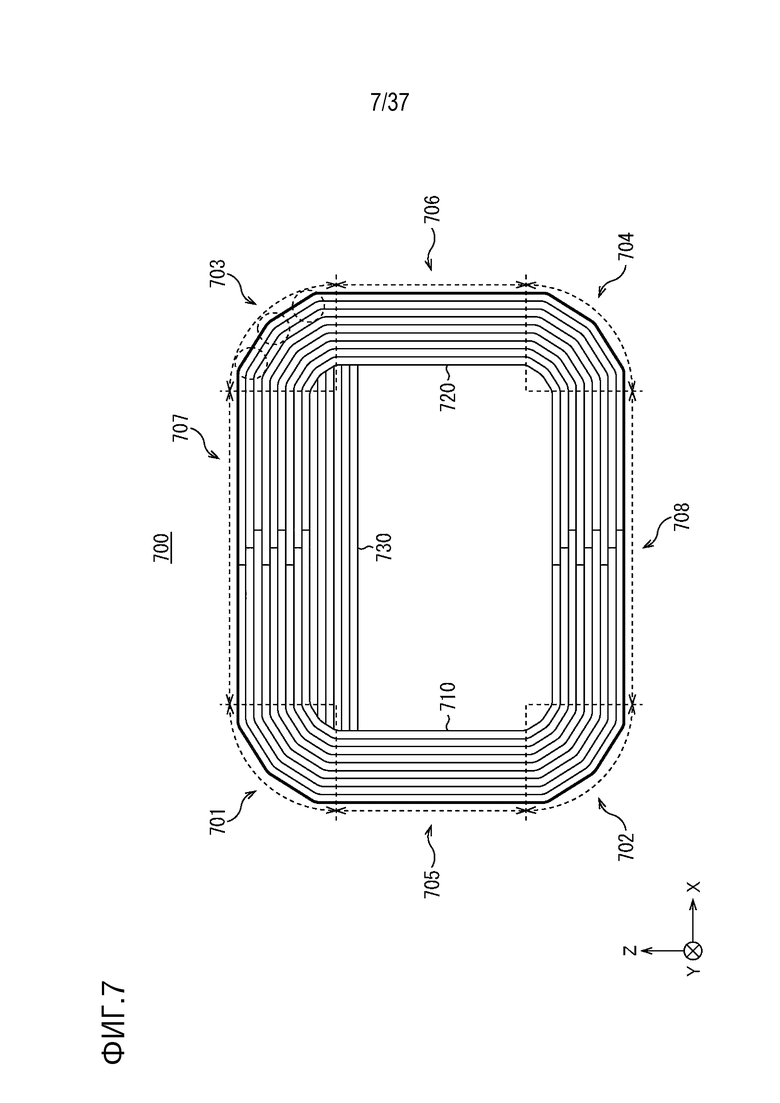
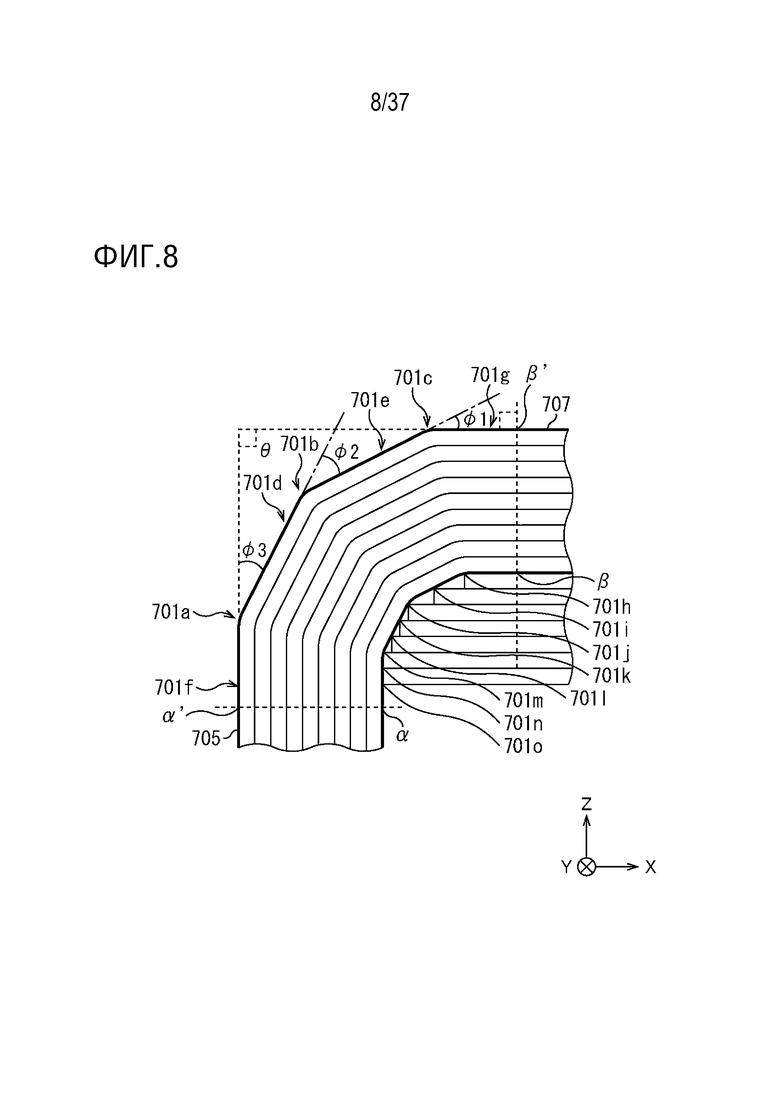
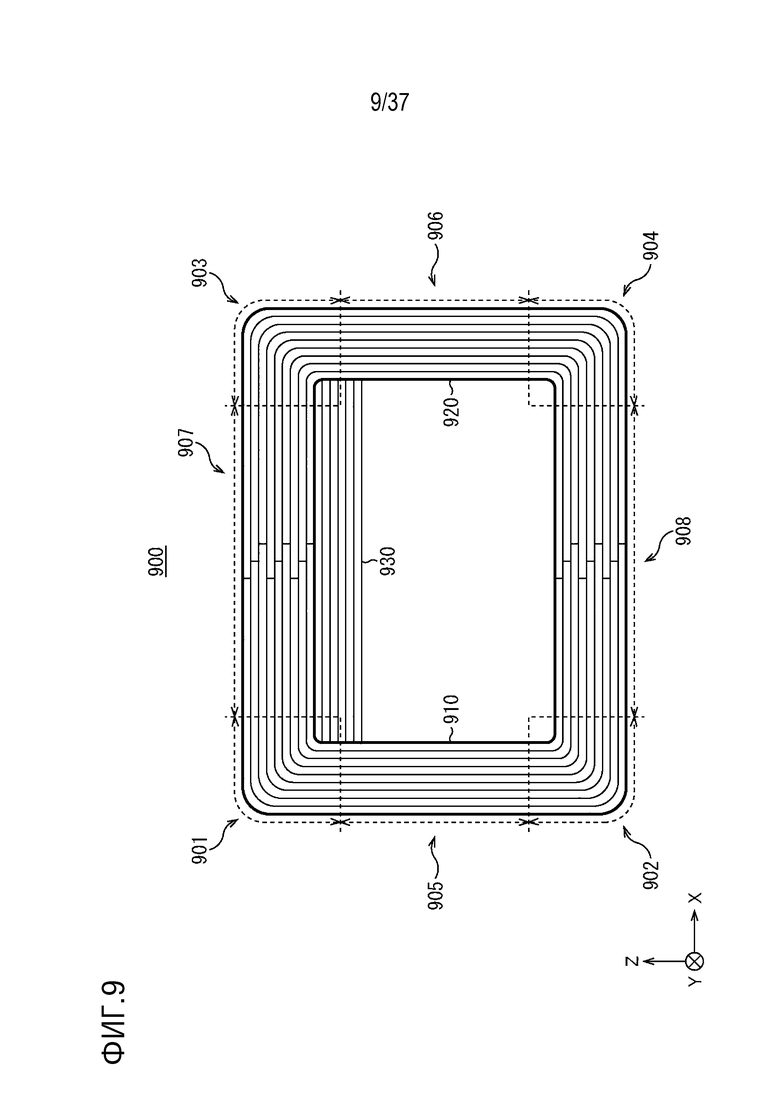
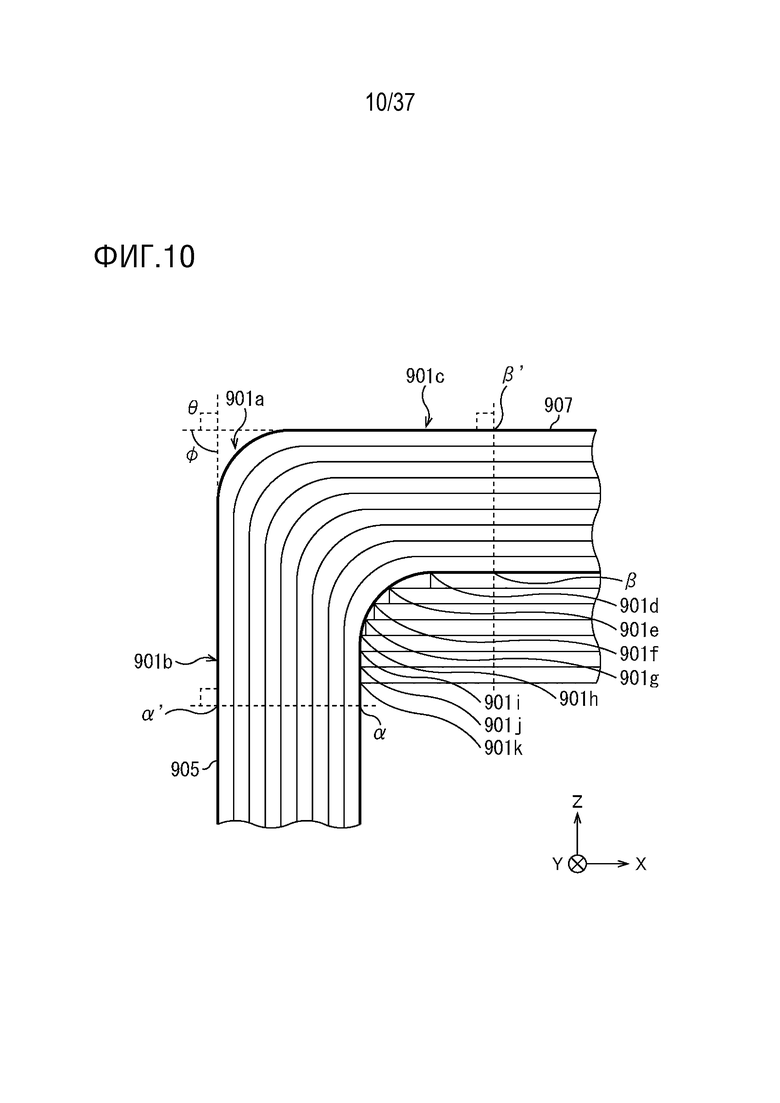
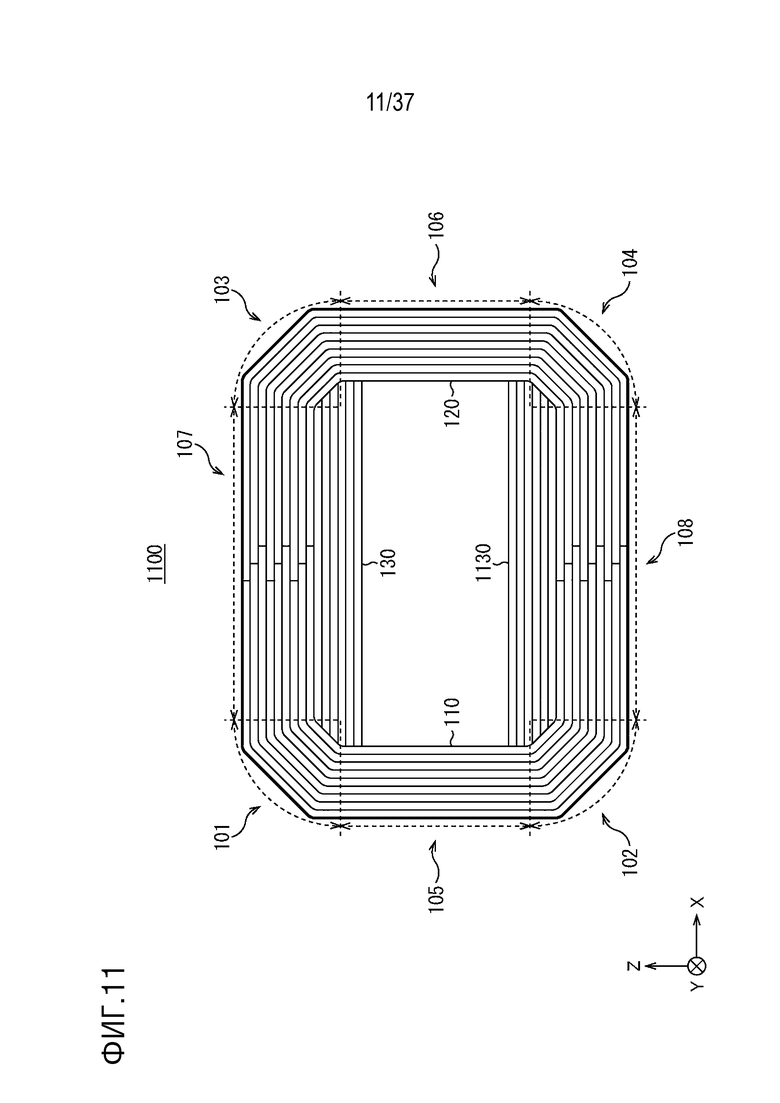
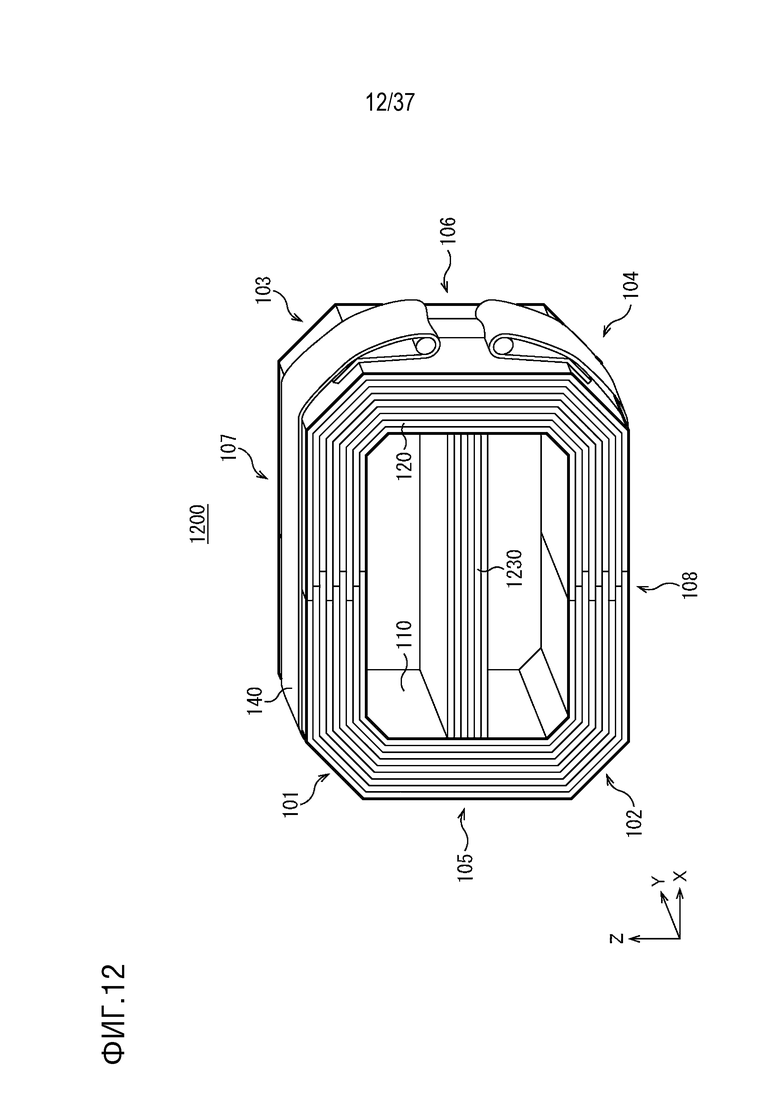
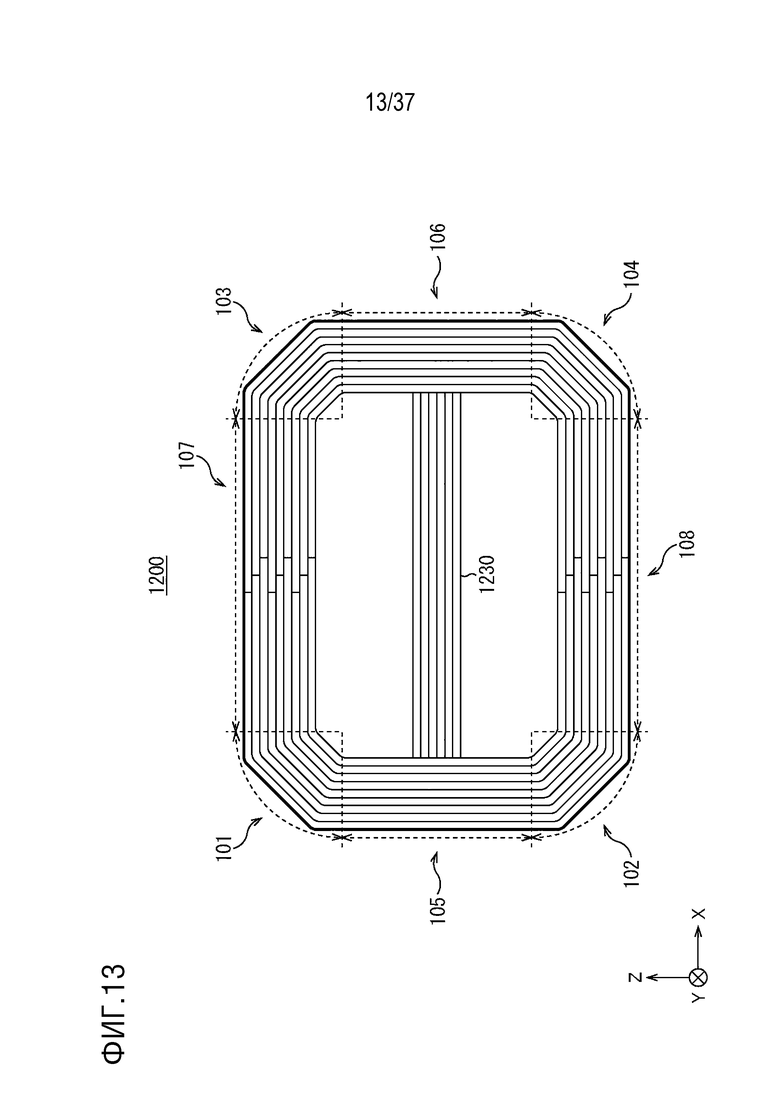
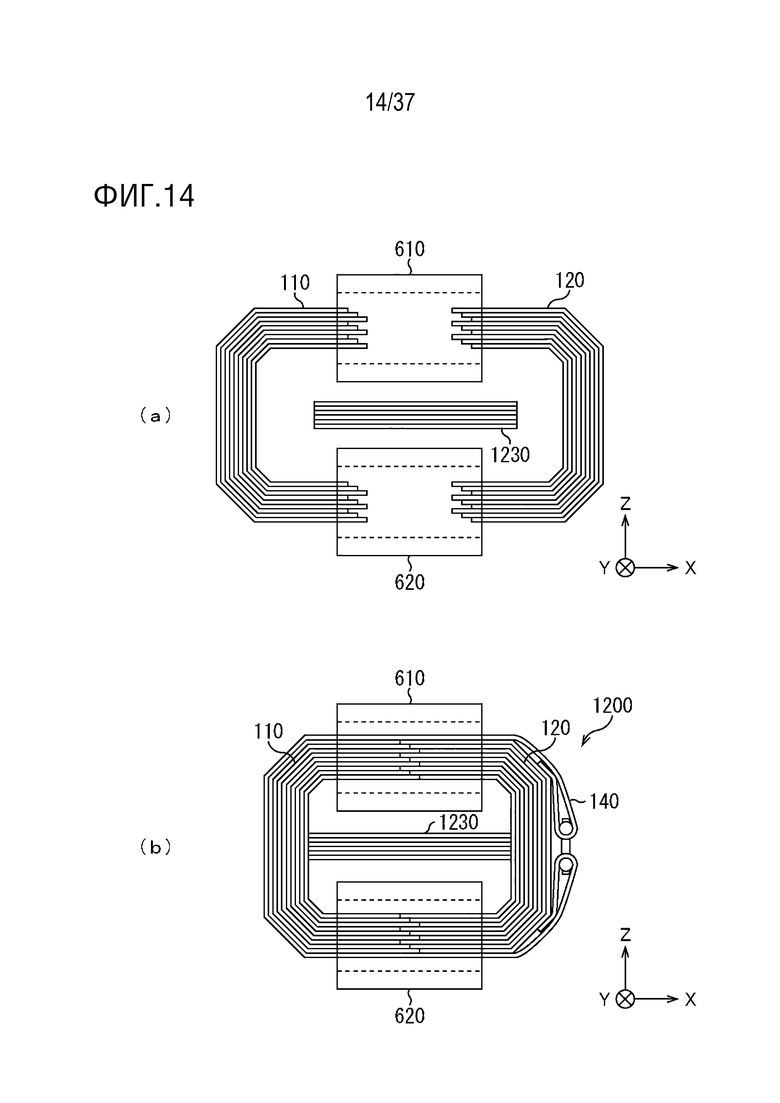
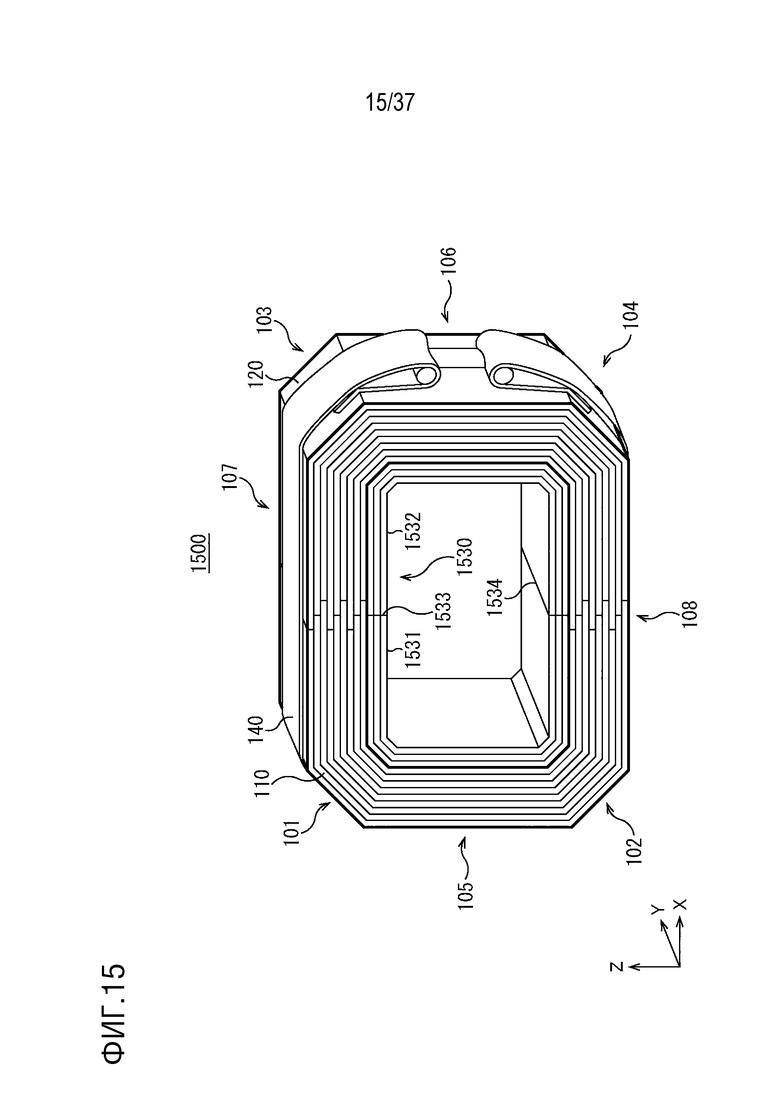
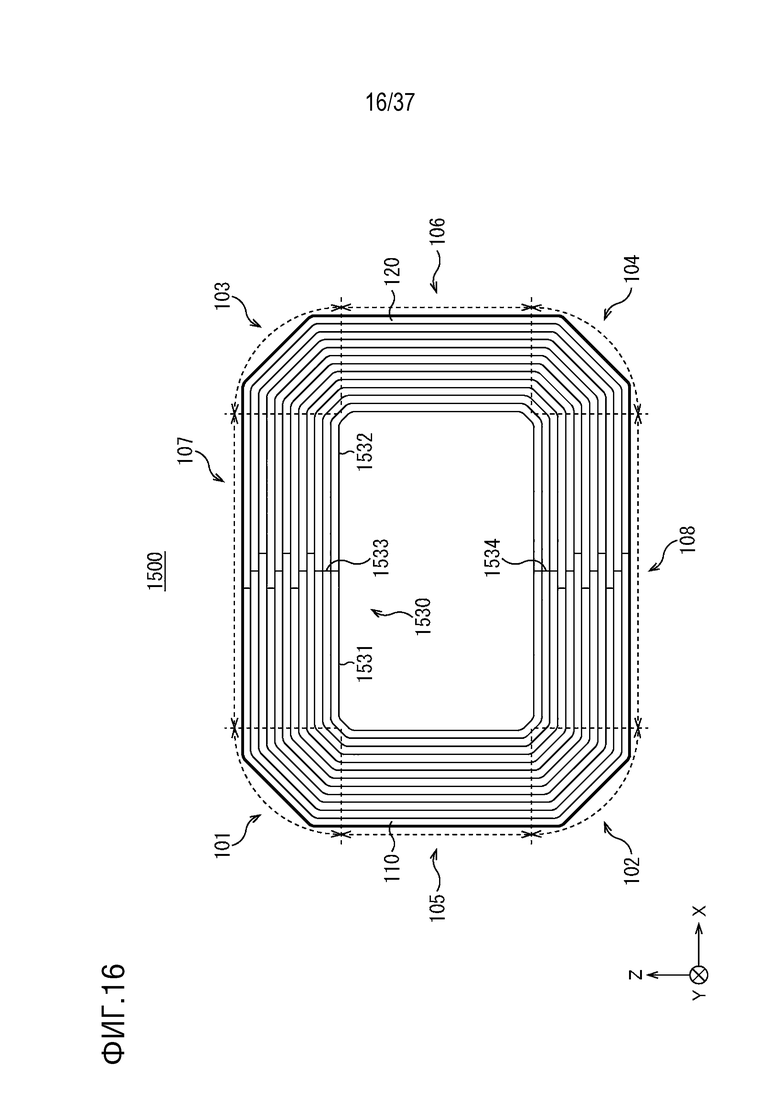
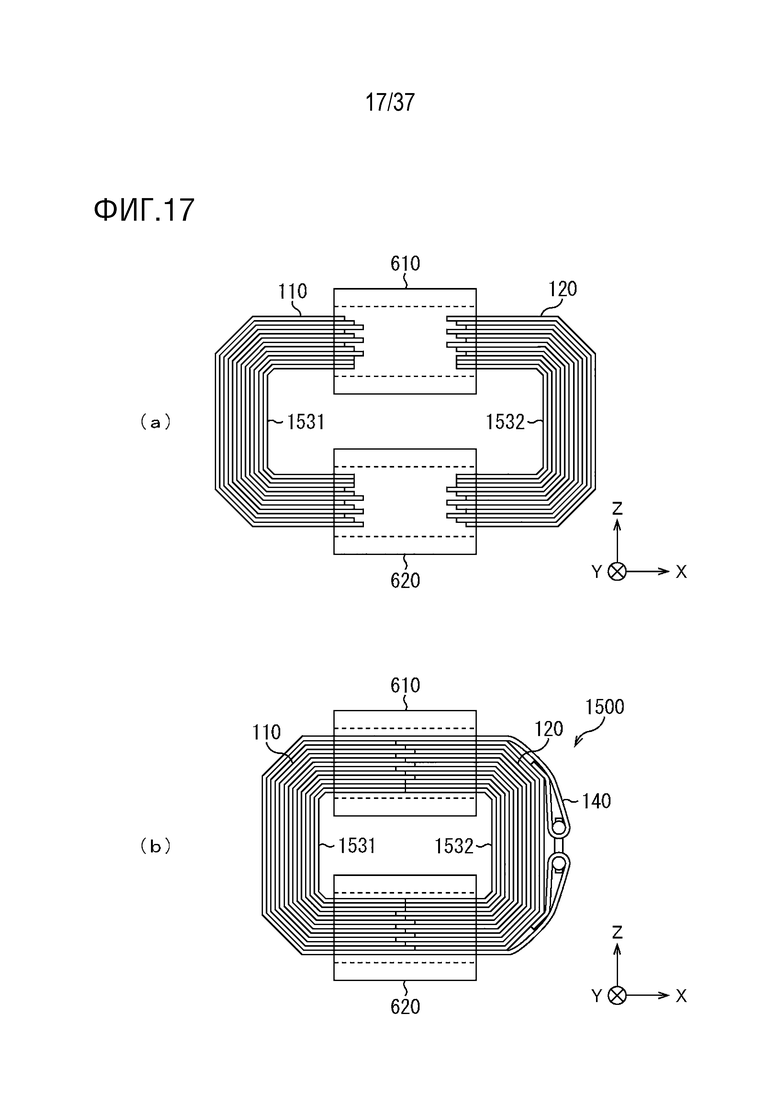
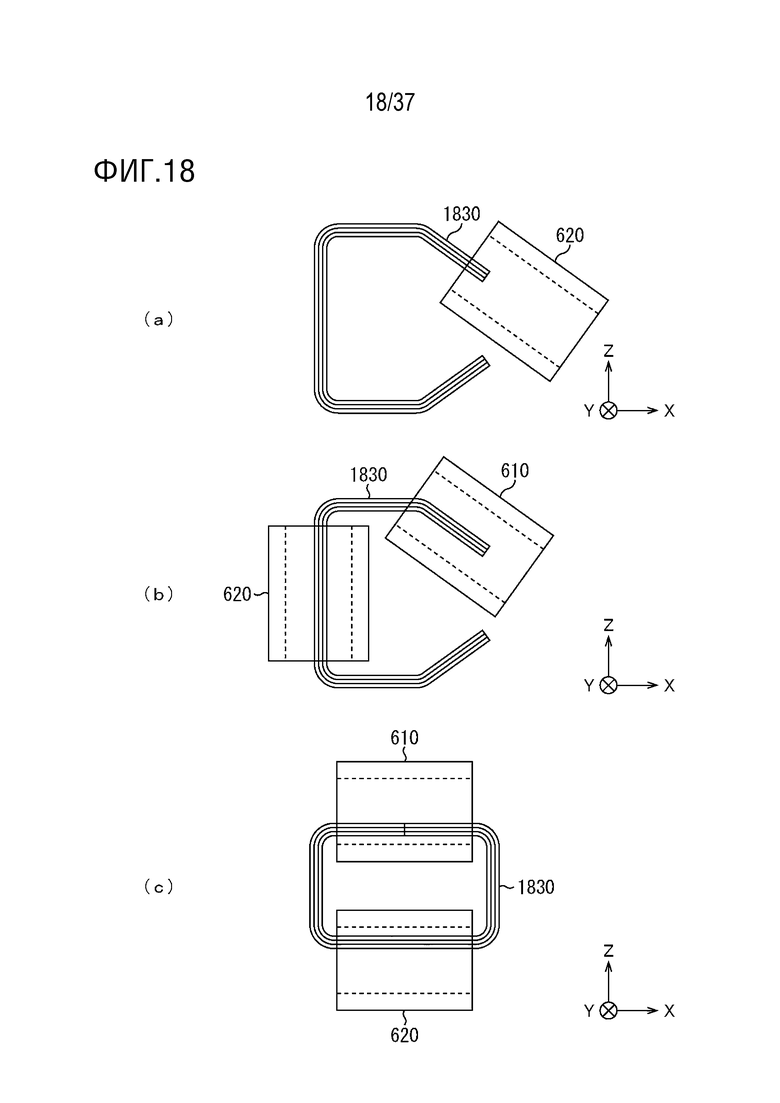
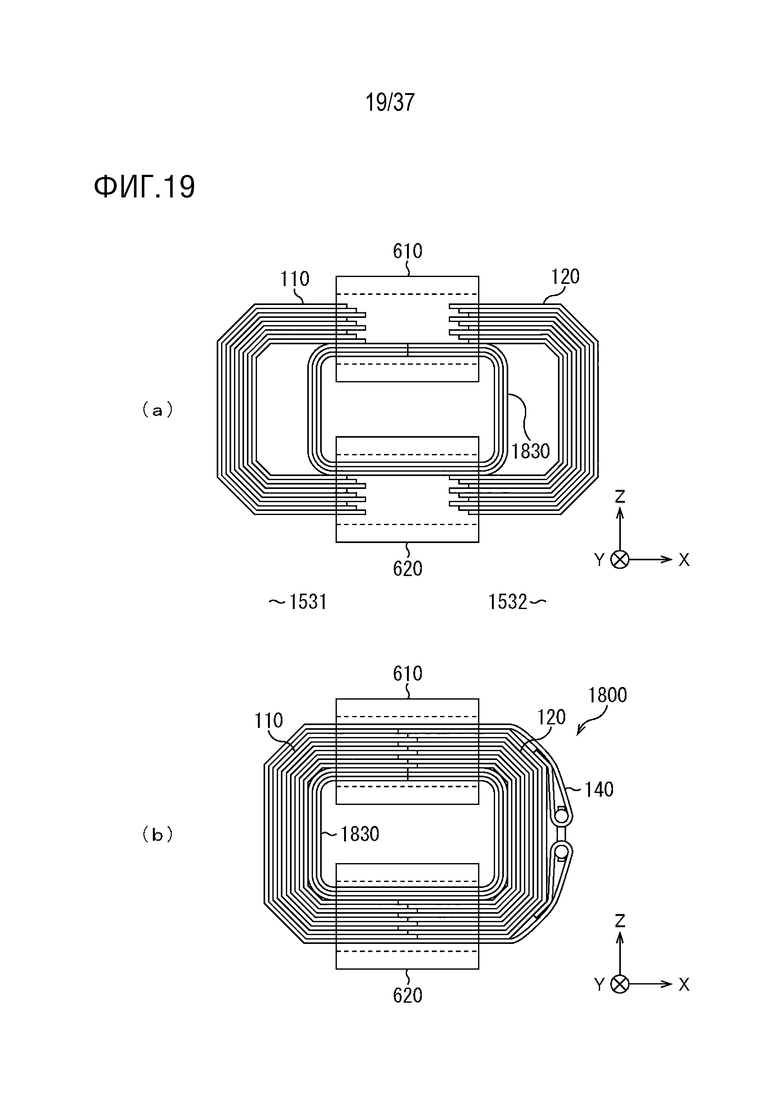
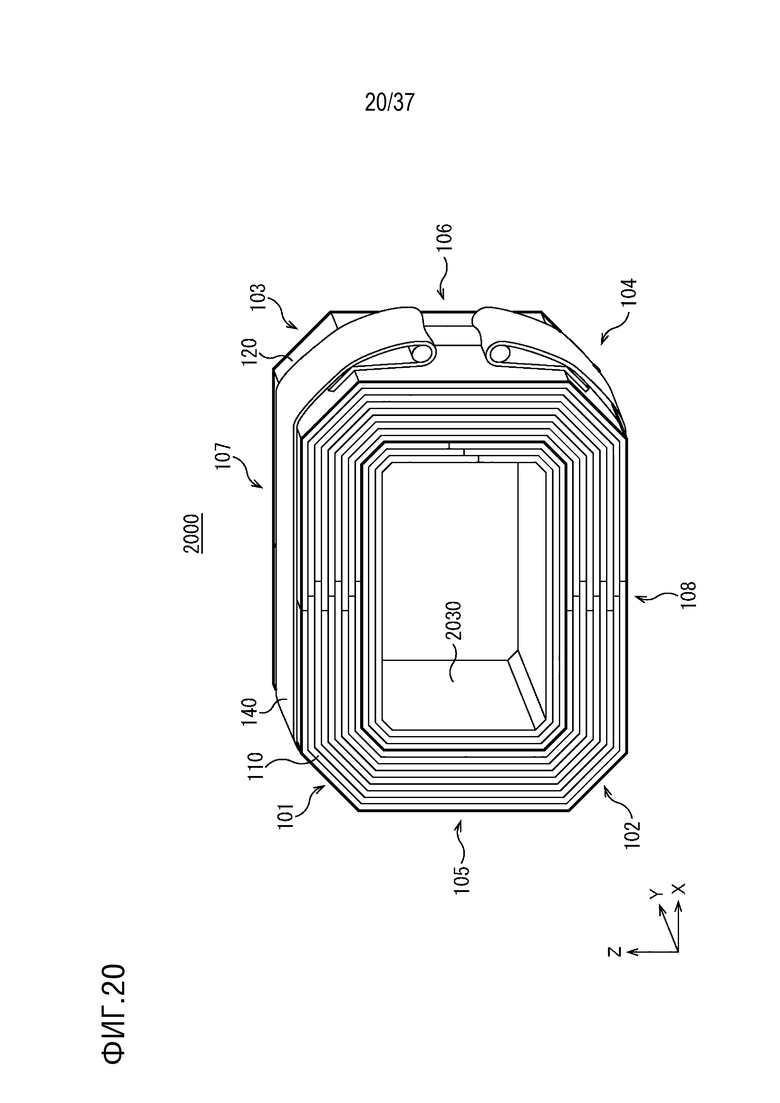
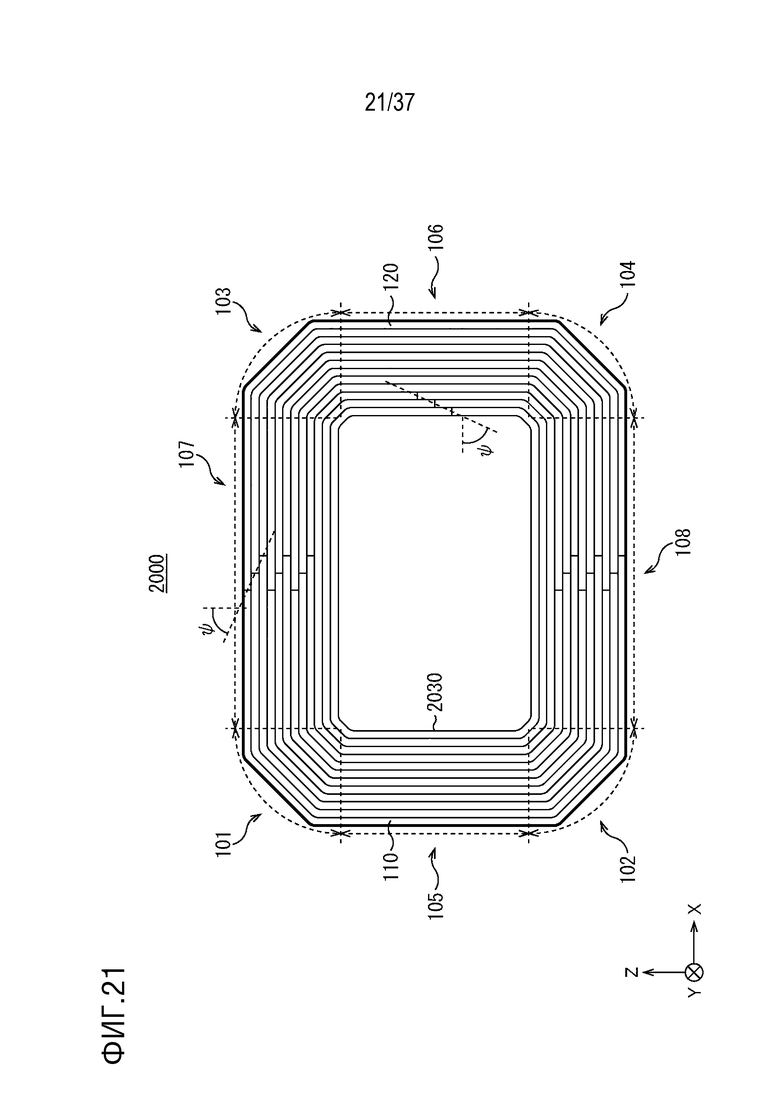
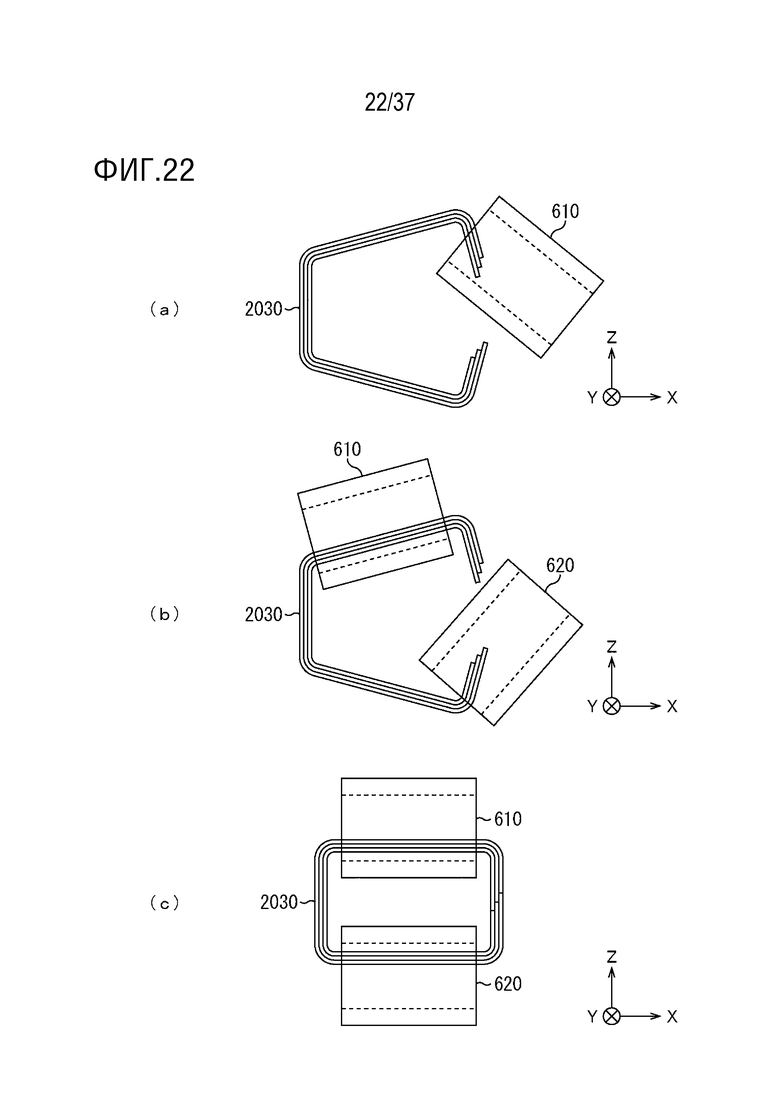
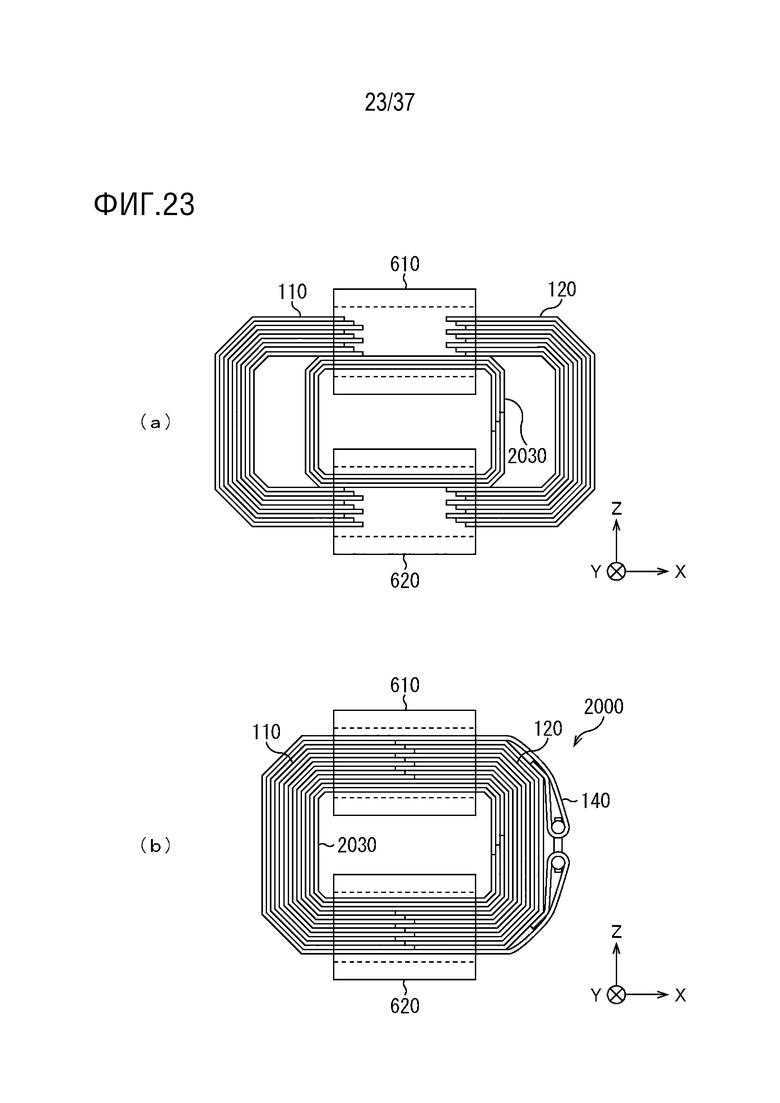
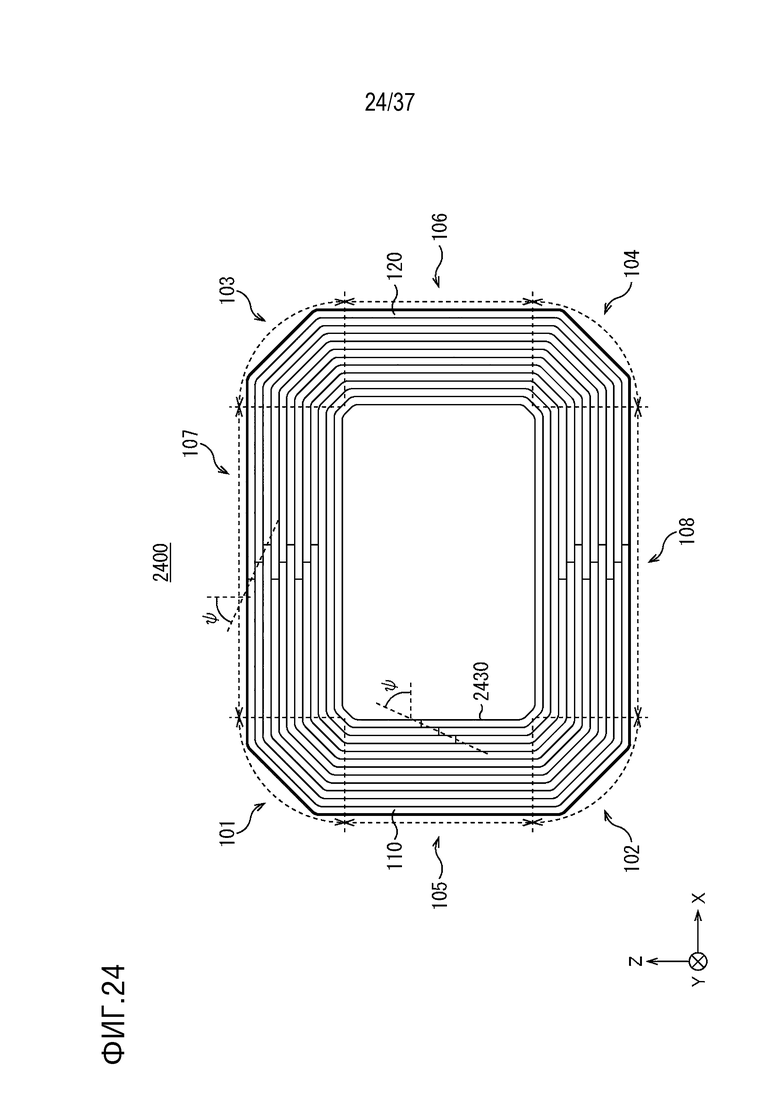
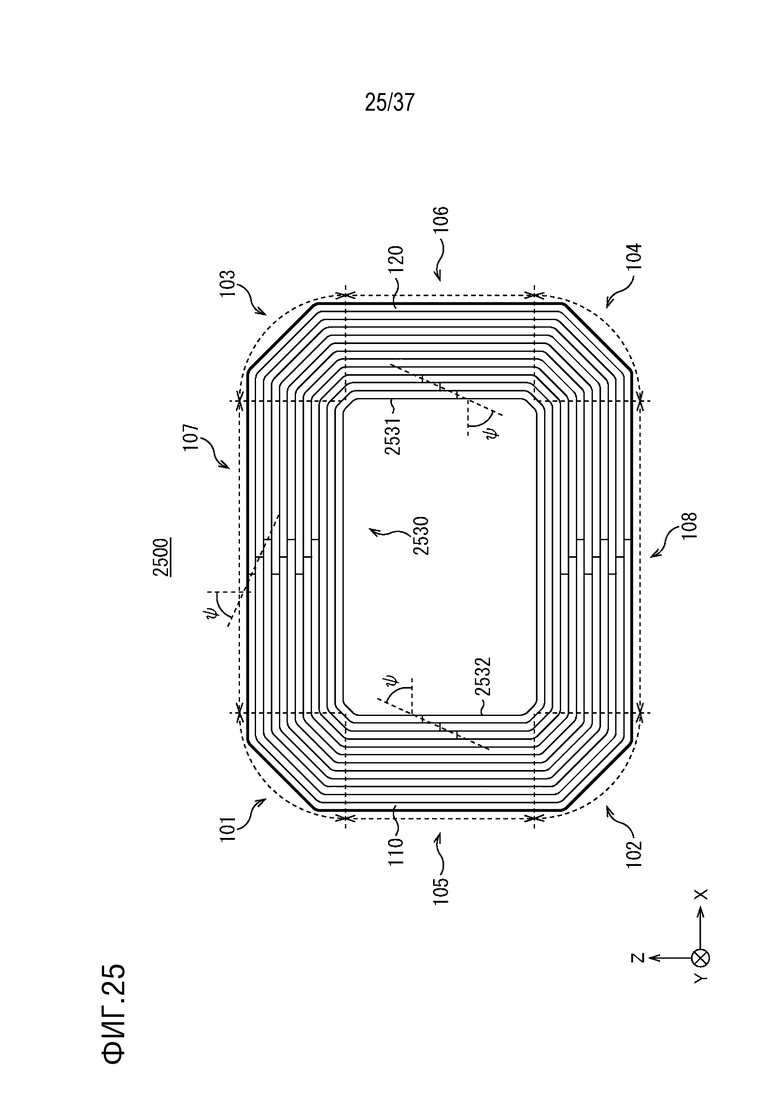
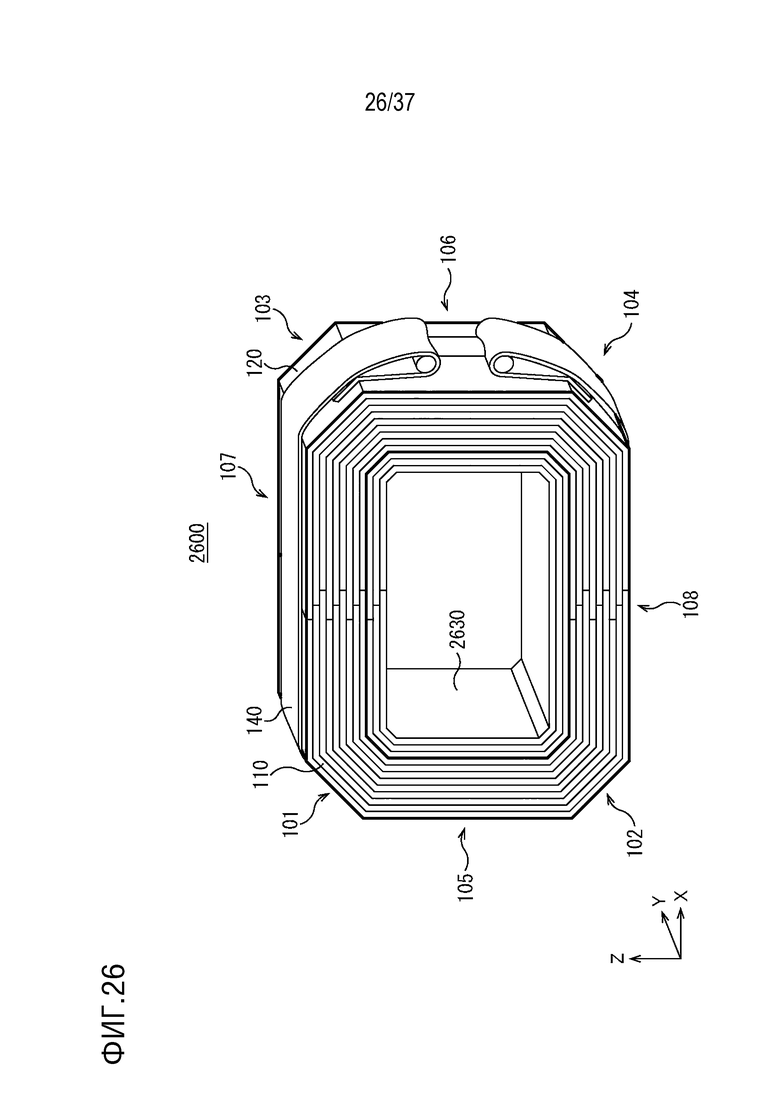
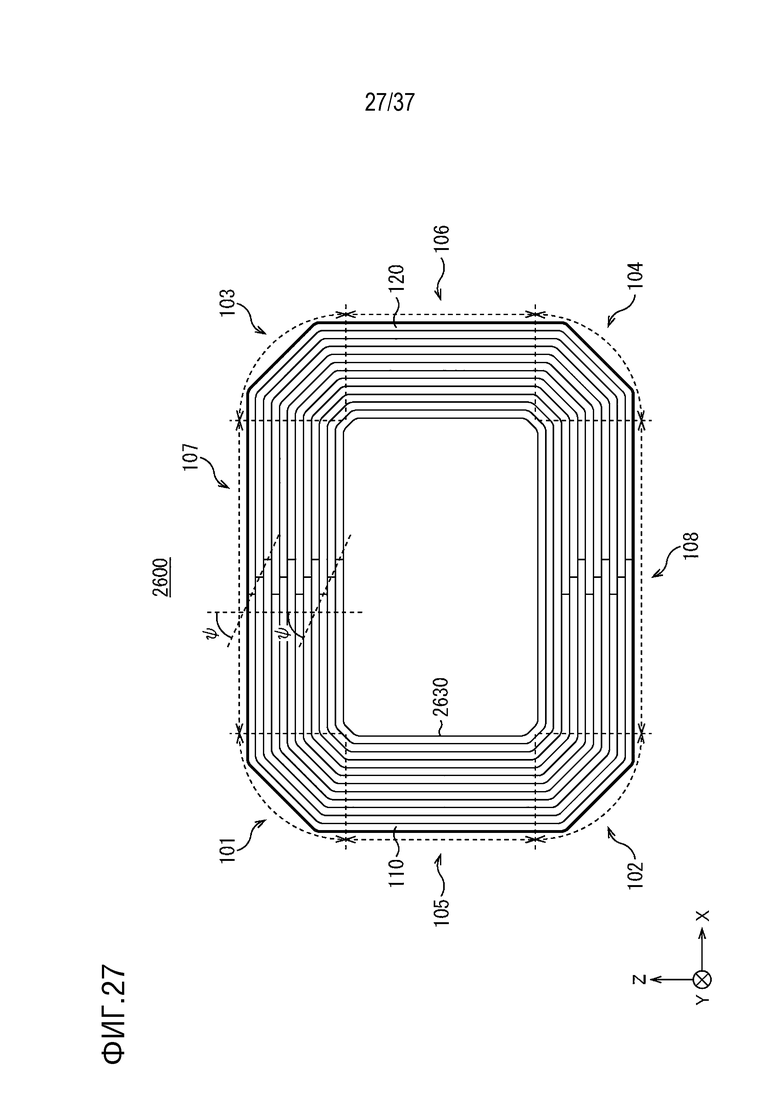
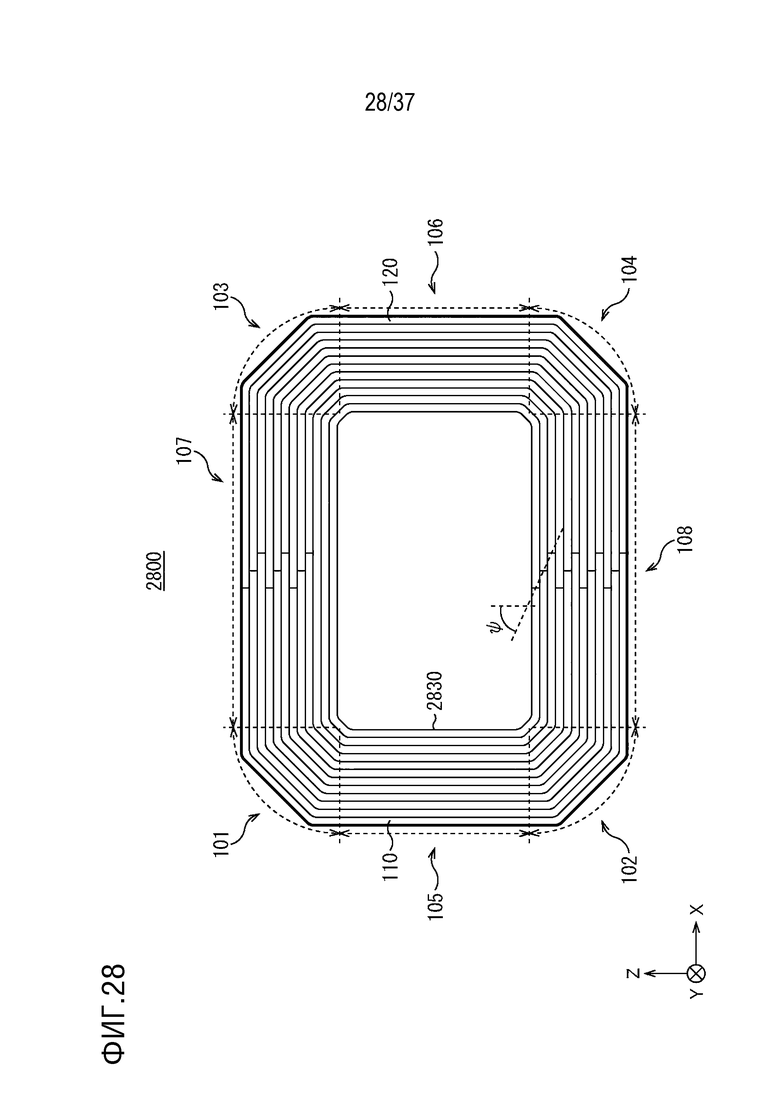
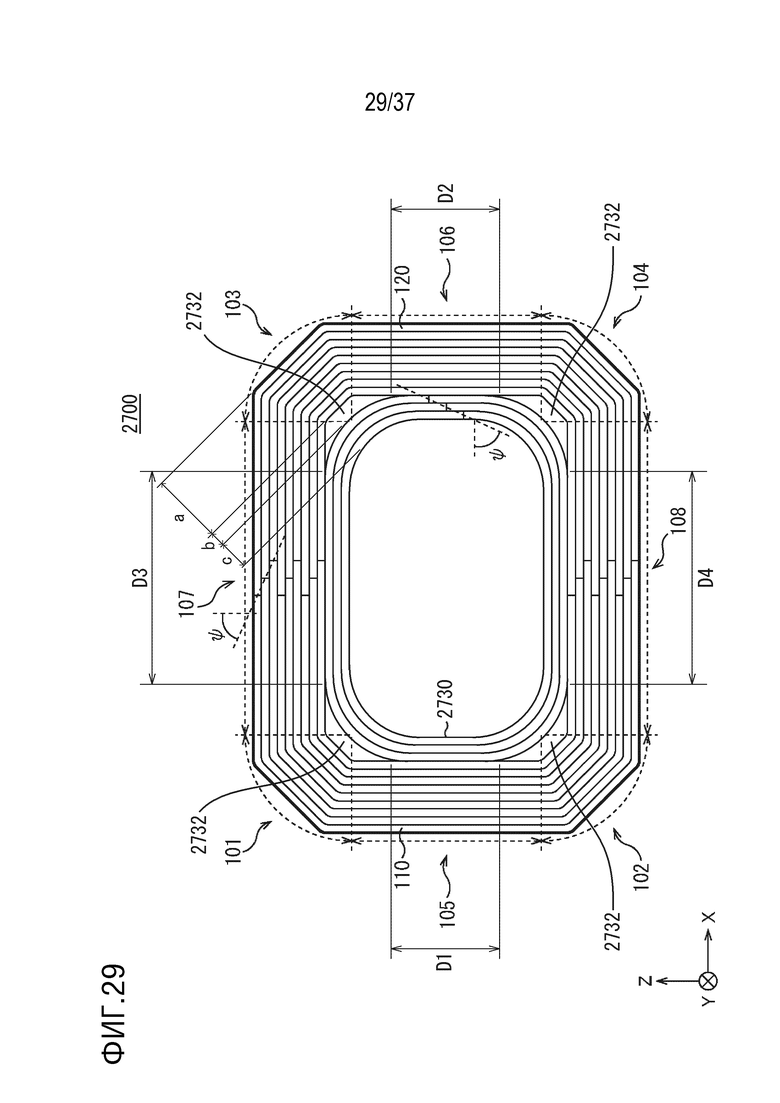
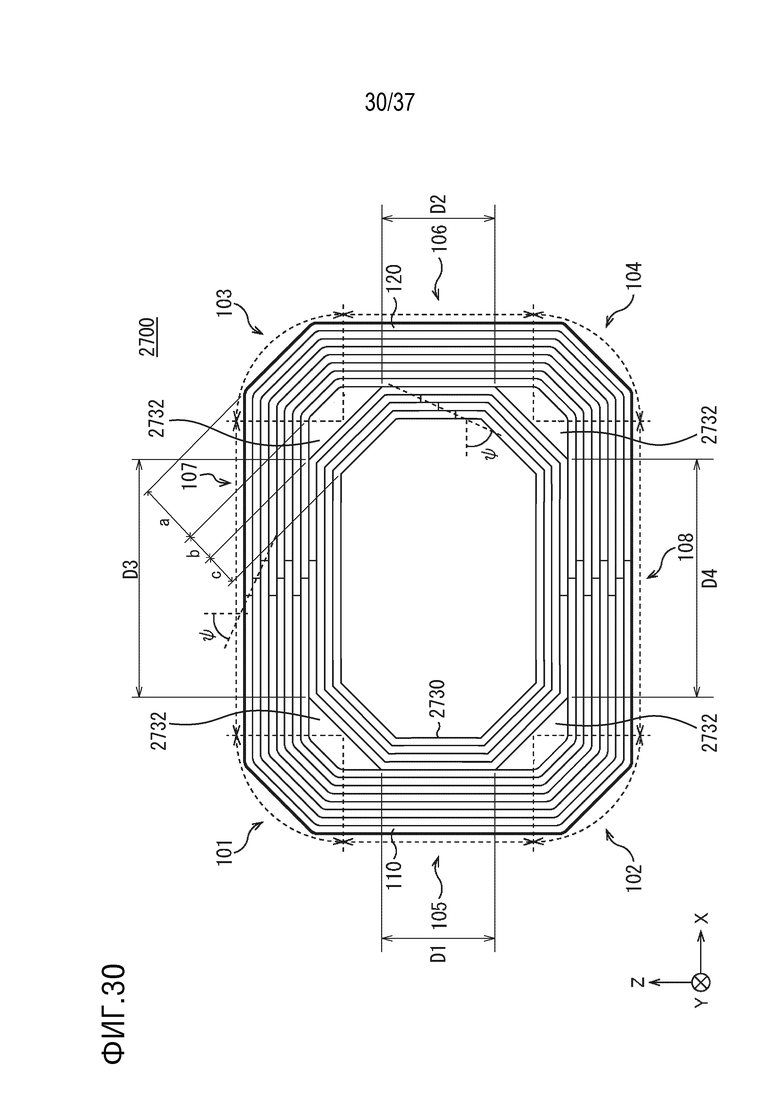
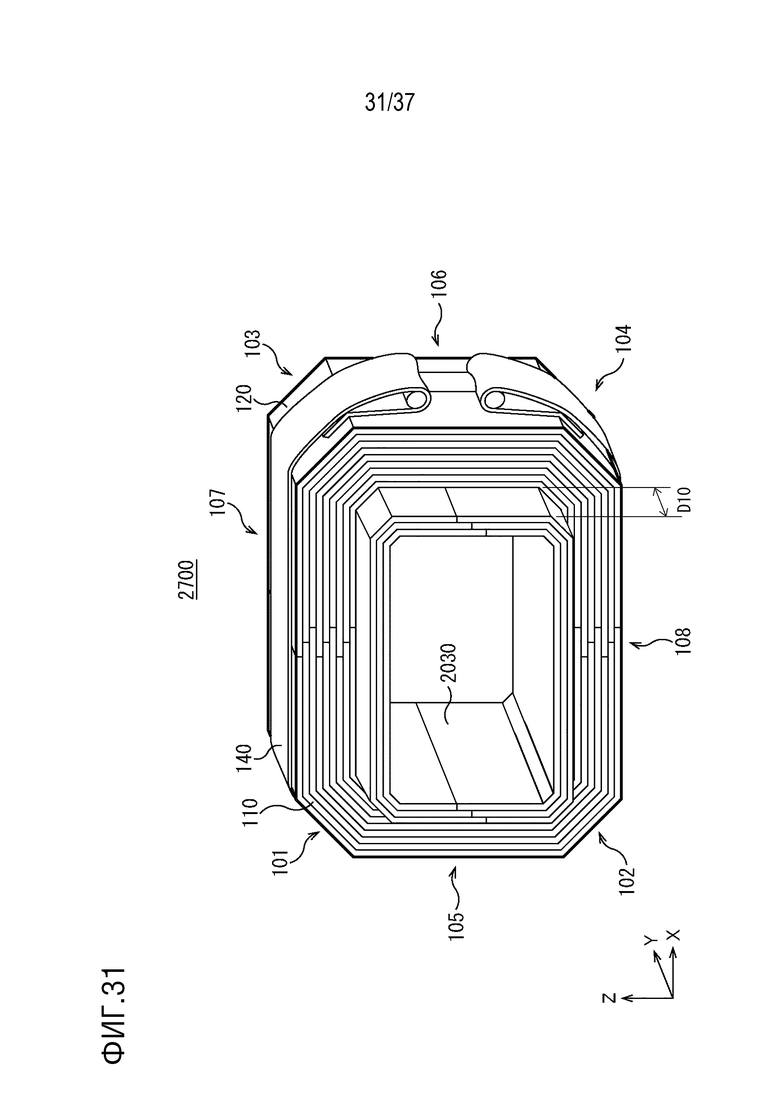
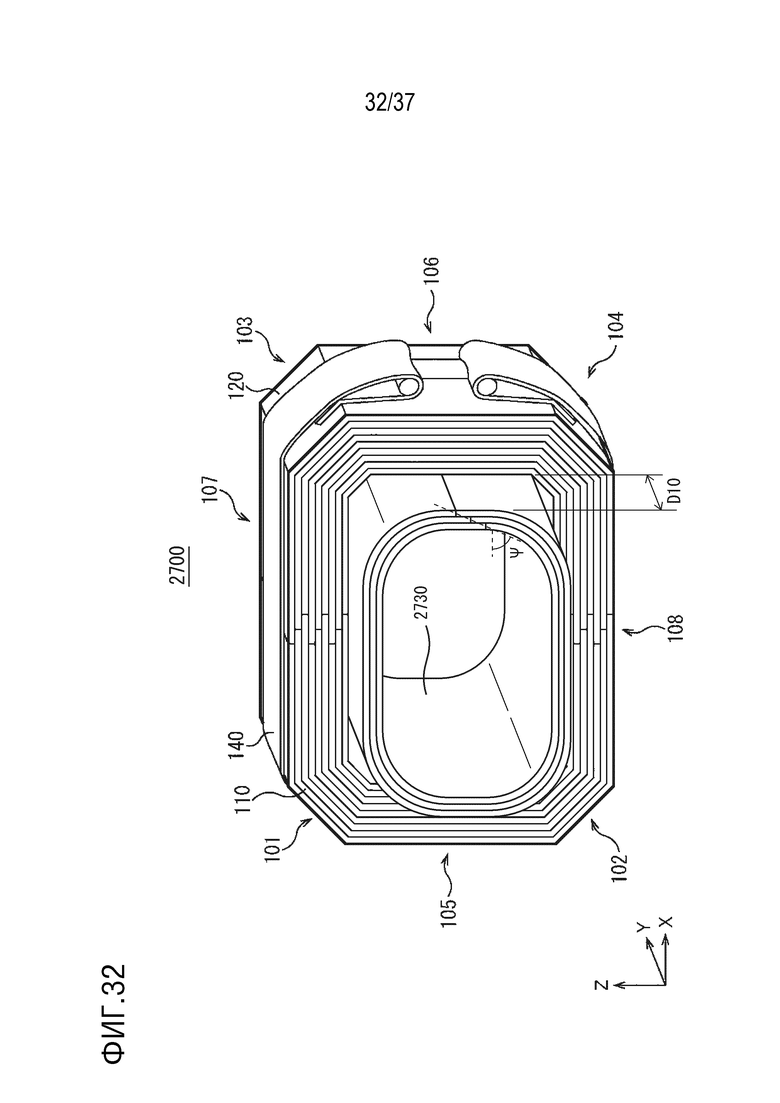
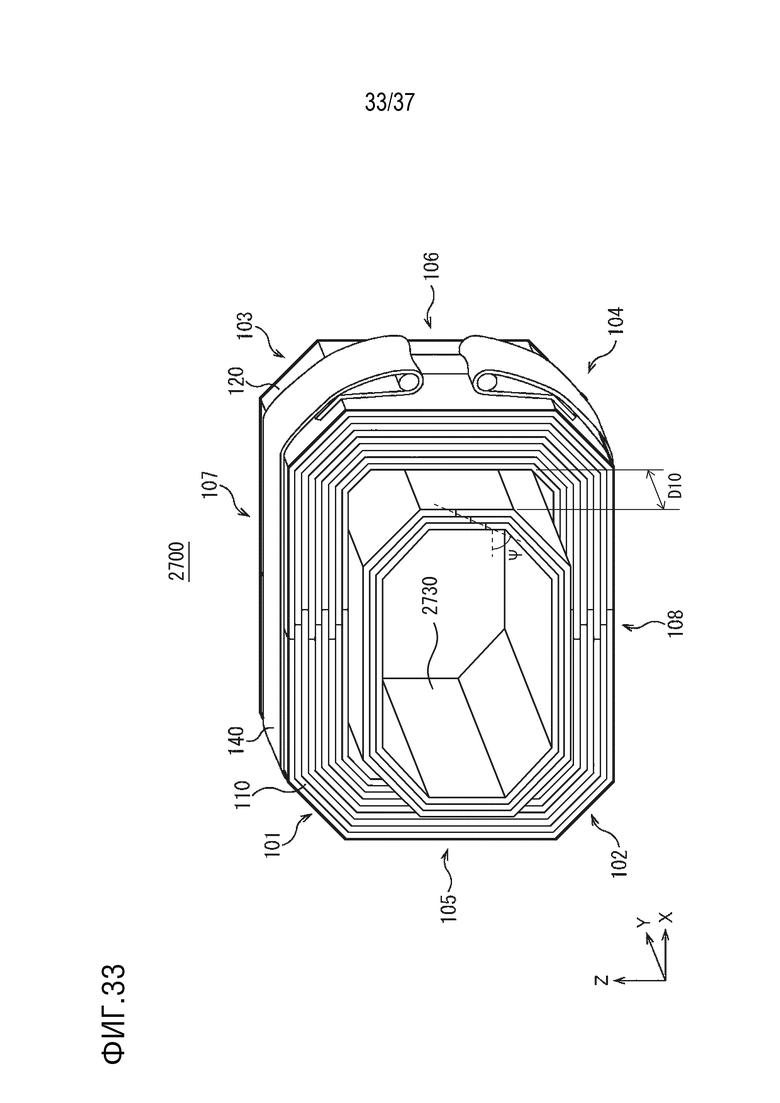
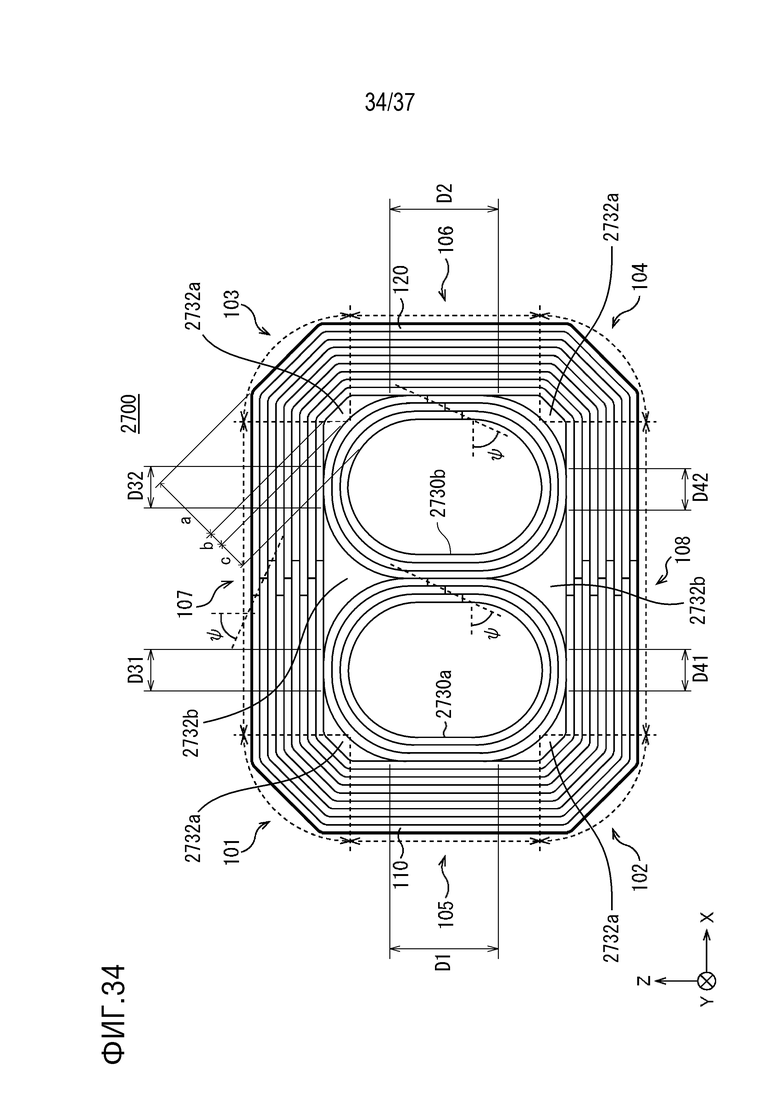
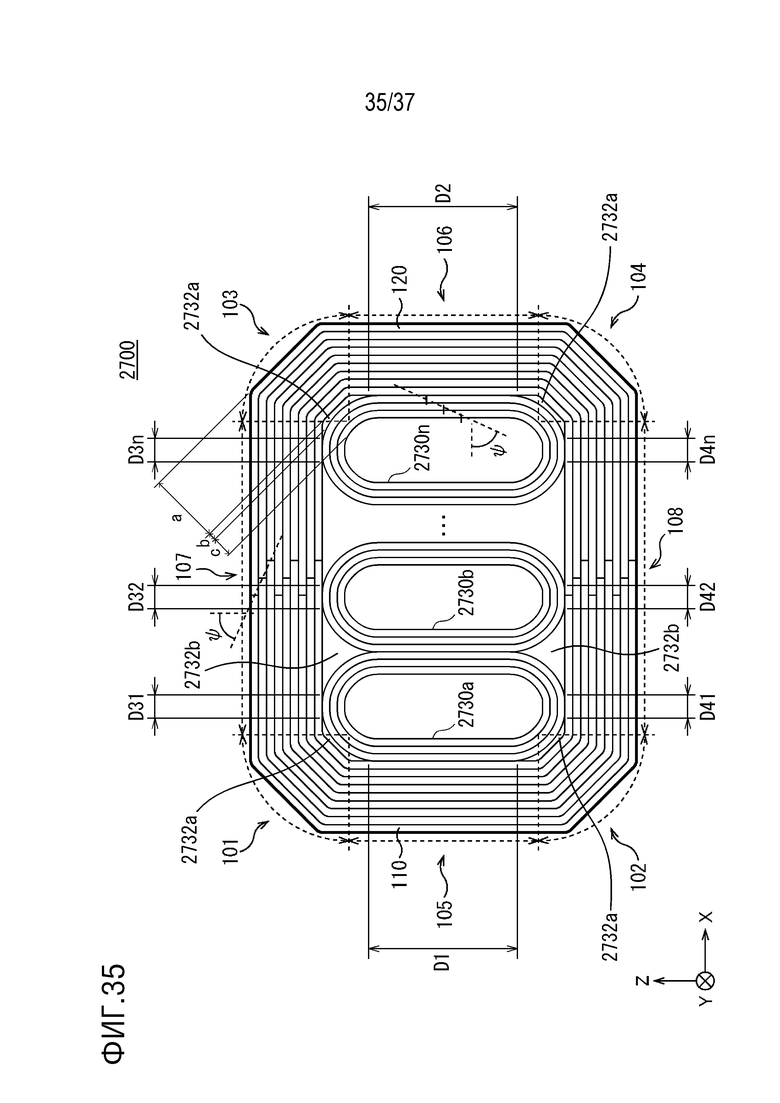
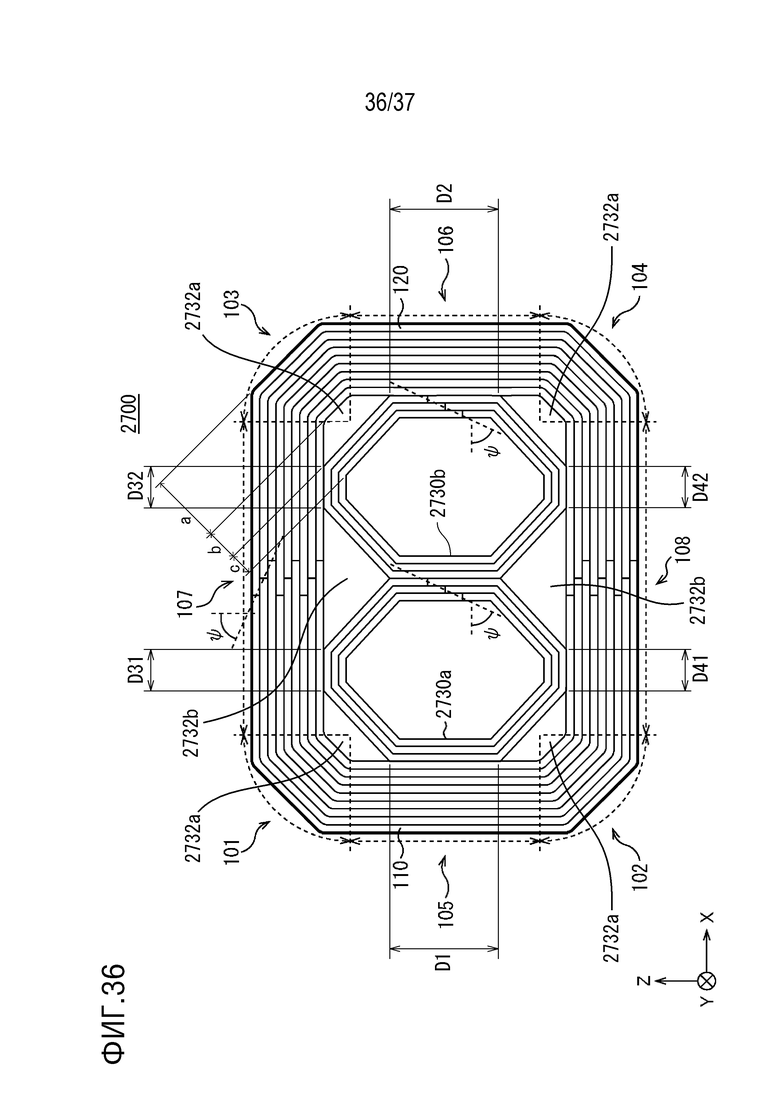
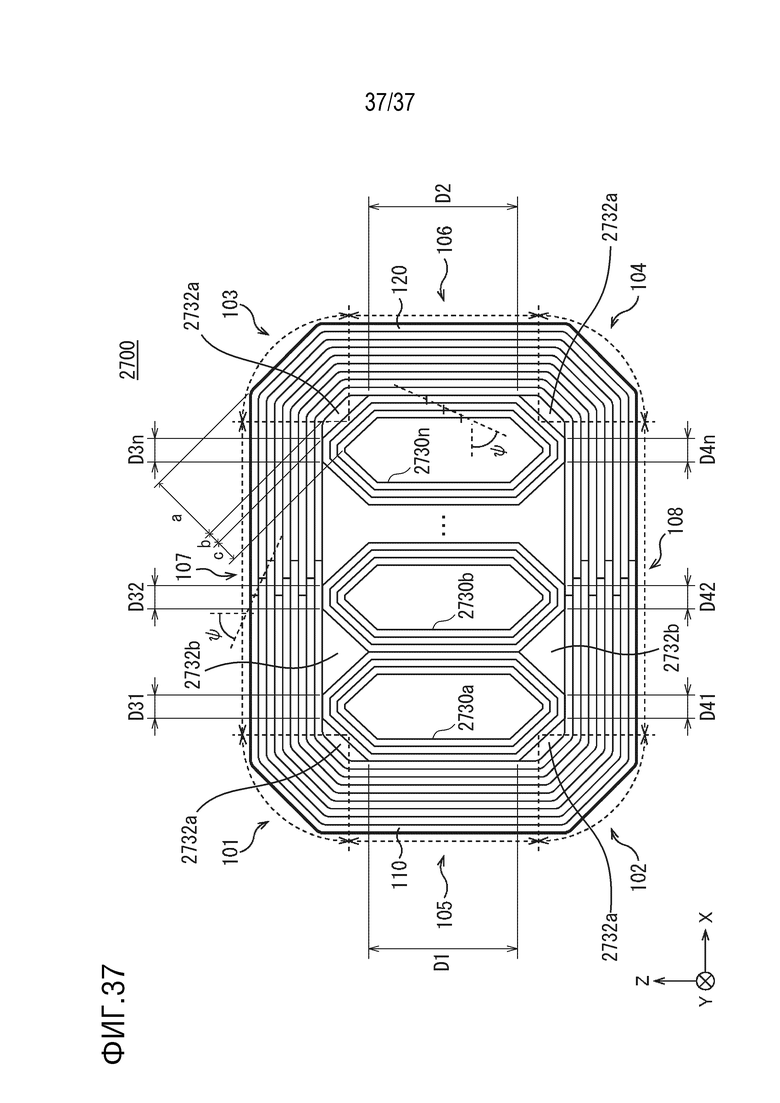
Изобретение относится к области электротехники, а именно к магнитному сердечнику, и может быть использовано при изготовлении трансформатора. Предотвращение смещений позиций концевых поверхностей сердечника относительно торцевых секций является техническим результатом изобретения. При соединении концевых поверхностей множества пластин из магнитомягкого материал они изгибаются в участке, составляющем угловую часть сердечника, что вызывает смещение позиции концевых поверхностей относительно требуемой позиции. Для достижения технического результата в зоне оконной части, которая представляет собой зону в первом участке (110) и втором участке (120), располагают третий участок (130), длина которого в продольном направлении (в направлении по оси X) является идентичной длине оконной части в направлении по оси X в позиции, в которой располагается третий участок (130), так что он контактирует с зоной внутренней периферийной поверхности между первой угловой частью (101) и третьей угловой частью (103). Соответственно такая конструкция не допускает смещения местоположений относительно требуемых позиций, в связи с чем предотвращается деформация магнитного сердечника (100) и не допускается увеличения потерь в сердечнике. 5 з.п. ф-лы, 37 ил., 5 табл.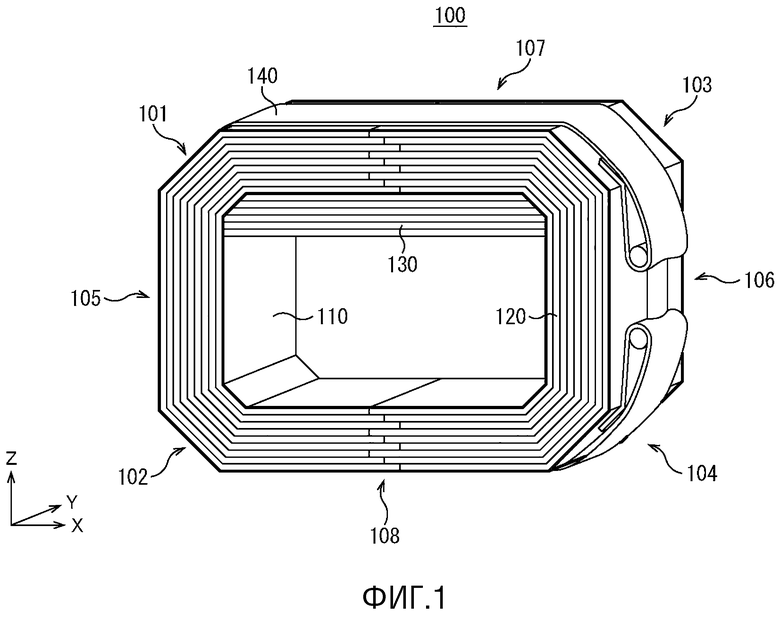
1. Магнитный сердечник, в котором:
первая угловая область, и вторая угловая область, и третья угловая область, и четвертая угловая область, соответственно, расположены с интервалами в первом направлении, и
упомянутые первая угловая область и третья угловая область и упомянутые вторая угловая область и четвертая угловая область, соответственно, расположены с интервалами во втором направлении, вертикальном по отношению к первому направлению,
при этом магнитный сердечник содержит:
первую часть, имеющую множество магнитномягких листов, которые имеют форму, соответственно, изогнутую в позициях, соответствующих упомянутой первой угловой области и упомянутой второй угловой области, и причем множество магнитномягких листов укладываются поверх друг друга таким образом, что поверхности листов накладываются,
вторую часть, имеющую множество магнитномягких листов, которые имеют форму, соответственно, изогнутую в позициях, соответствующих упомянутой третьей угловой области и упомянутой четвертой угловой области, и причем множество магнитномягких листов укладываются поверх друг друга таким образом, что поверхности листов накладываются, и
третью часть,
при этом:
концевые части в продольном направлении упомянутых магнитномягких листов, формирующих упомянутую первую часть, и концевые части в продольном направлении упомянутых магнитномягких листов, формирующих упомянутую вторую часть, выполнены таким образом, что они примыкают друг к другу в упомянутом втором направлении в состоянии, и позиции в периферийном направлении упомянутого магнитного сердечника местоположений примыкающего состояния смещаются в упомянутом втором направлении,
примыкающее состояние концевых частей в продольном направлении упомянутых магнитномягких листов, формирующих упомянутую первую часть, и концевых частей в продольном направлении упомянутых магнитномягких листов, формирующих упомянутую вторую часть в упомянутом втором направлении, поддерживается,
упомянутая третья часть расположена в оконной части, состоящей из зоны на внутренней стороне упомянутой первой части и упомянутой второй части,
по меньшей мере часть зоны одного конца упомянутой третьей части и по меньшей мере часть зоны другого конца упомянутой третьей части, соответственно, выполнены таким образом, что они контактируют с внутренней периферийной поверхностью упомянутой оконной части в упомянутом втором направлении,
упомянутая третья часть изгибается в позициях, соответствующих упомянутой первой угловой области, упомянутой второй угловой области, упомянутой третьей угловой области и упомянутой четвертой угловой области,
внешняя периферийная поверхность упомянутой третьей части расположена в состоянии контакта с внутренними периферийными поверхностями упомянутой первой части и упомянутой второй части,
упомянутая третья часть имеет множество магнитномягких листов, укладываемых таким образом, что поверхности листов накладываются поверх друг друга,
концевые части в продольных направлениях упомянутых магнитномягких листов, формирующих упомянутую третью часть, выполнены таким образом, что они примыкают в упомянутом втором направлении только в одной позиции из позиции между упомянутой первой угловой областью и упомянутой третьей угловой областью и позиции между упомянутой второй угловой областью и упомянутой четвертой угловой областью в состоянии, и
позиции в периферийном направлении упомянутого магнитного сердечника из местоположений, в которых концевые части в продольных направлениях множества упомянутых магнитномягких листов, формирующих упомянутую третью часть, выполнены таким образом, что они примыкают друг к другу в упомянутом втором направлении, смещаются в упомянутом втором направлении.
2. Магнитный сердечник по п. 1, в котором:
упомянутая третья часть имеет множество магнитномягких листов, укладываемых таким образом, что поверхности листов накладываются поверх друг друга,
концевые части в продольных направлениях упомянутых магнитномягких листов, формирующих упомянутую третью часть, выполнены таким образом, что они примыкают друг к другу в упомянутом первом направлении или упомянутом втором направлении в состоянии, и
в идентичном слое предусмотрено одно местоположение, в котором концевые части в продольных направлениях упомянутых магнитномягких листов, формирующих упомянутую третью часть, выполнены таким образом, что они примыкают друг к другу.
3. Магнитный сердечник по п. 1 или 2, в котором в позициях, соответствующих упомянутой первой угловой области, упомянутой второй угловой области, упомянутой третьей угловой области и упомянутой четвертой угловой области, зазор предусмотрен между упомянутой внешней периферийной поверхностью упомянутой третьей части и упомянутой внутренней периферийной поверхностью упомянутой первой части или упомянутой второй части.
4. Магнитный сердечник по п. 3, в котором в позициях, соответствующих упомянутой первой угловой области, упомянутой второй угловой области, упомянутой третьей угловой области и упомянутой четвертой угловой области, ширина упомянутого зазора в направлении толщины упомянутых магнитномягких листов превышает толщину упомянутых магнитномягких листов.
5. Магнитный сердечник по п. 3 или 4, в котором в позициях, соответствующих упомянутой первой угловой области, упомянутой второй угловой области, упомянутой третьей угловой области и упомянутой четвертой угловой области, действует следующая взаимосвязь, при которой толщина упомянутой первой части в направлении толщины магнитномягких листов составляет a, ширина упомянутого зазора составляет b, и толщина упомянутой третьей части составляет c:
a+c≥b≥(a+c)/285.
6. Магнитный сердечник по любому из пп. 1-5, в котором:
упомянутая третья часть имеет множество магнитномягких листов, укладываемых таким образом, что поверхности накладываются поверх друг друга, и
по меньшей мере часть зон в одних концах упомянутых магнитномягких листов, формирующих упомянутую третью часть, и по меньшей мере часть зон в других концах упомянутых магнитномягких листов, формирующих упомянутую третью часть, соответственно, выполнены таким образом, что они контактируют с внутренней периферийной поверхностью упомянутой оконной части в упомянутом втором направлении в состоянии.
| JP 2016146441 A, 12.08.2016 | |||
| JP 2016009792 A, 18.01.2016 | |||
| JP 2016213383 A, 15.12.2016 | |||
| JP 2014011414 A, 20.01.2014 | |||
| CN 107408453 A, 28.11.2017 | |||
| Ручное приспособление для правки металлических прутков | 1955 |
|
SU103971A1 |

