Изобретение относится к экструзионной системе.
Экструдеры можно в целом разделить на два типа, которые различаются принципами процесса. Экструдеры обработки служат в основном для придания формы (как правило, одношнековые экструдеры), в то время как экструдеры подготовки служат для химического и/или физического модифицирования (реагирования, смешивания, дегазации и т.д.) веществ (равнонаправленные, плотно сцепляющиеся двухшнековые экструдеры, резиносмесители и т.д.).
Одной из форм экструдеров подготовки являются так называемые дегазационные экструдеры, которые используются в частности при дегазации полимеров и в частности эластомеров.
Процесс дегазации разделен при этом, как правило, на несколько ступеней. При этом в первом экструдере летучие компоненты, как, например, растворители, остаточные мономеры или вода, могут удаляться до содержания остаточных летучих компонентов примерно от 5% до 40%. Эта смесь из продукта и остаточных летучих компонентов нагревается при этом в первом экструдере за счет ввода механической энергии. Дополнительно может добавляться легколетучий выноситель. В качестве выносителя может, например, применяться азот, углекислый газ или вода или смеси из них. Смесь из продукта, остаточных летучих компонентов и при необходимости выносителя подается затем во второй экструдер, причем во втором экструдере осуществляется дальнейшая дегазация смеси. Значительную часть этой дальнейшей дегазации имеет так называемая зона передачи, то есть образование перехода от первого ко второму экструдеру. Этот переход выполняется в частности таким образом, что при поступлении во второй экструдер доходит до уменьшения давления смеси, которое положительно влияет на дегазацию.
Исходя их этого уровня техники, в основе изобретения лежала задача дополнительно улучшить дегазацию в соответствующей родовому понятию экструзионной системе.
Эта задача решается с помощью экструзионной системы согласно независимому пункту формулы изобретения. Предпочтительные варианты осуществления соответствующей изобретению экструзионной системы являются предметом зависимых пунктов формулы изобретения и проистекают из последующего описания изобретения.
Соответствующая родовому понятию экструзионная система для дегазации смеси, включающая в себя (по меньшей мере один) первый экструдер, (по меньшей мере один) расположенный ниже по потоку от первого экструдера второй экструдер и (по меньшей мере одну) образованную между ними зону передачи, отличается согласно изобретению (по меньшей мере одним) устройством регулирования давления, при помощи которого может регулироваться давление на выпуске первого экструдера, то есть на входе в зону передачи.
При помощи устройства регулирования давления может устанавливаться подвод энергии и тем самым температура смеси, причем более высокое установленное давление может вызывать более высокую температуру смеси, а более высокая температура может приводить к улучшенной дегазации.
При этом предпочтительно предусмотрено, что давление устанавливается лишь настолько высоким, что содержащиеся в смеси летучие компоненты не вскипают. То же самое может относиться к содержащейся возможно воде, температура кипения которой может повышаться благодаря повышенному давлению выше преобладающих температур. Закипание воды может предотвращаться вследствие этого. Далее высокое давление может улучшать диспергирование ограниченно растворимых выносителей, как например азота или углекислого газа.
В предпочтительном варианте осуществления соответствующей изобретению экструзионной системы может быть помимо этого предусмотрено, что устройство регулирования давления управляется таким образом, что давление на выпуске первого экструдера больше, чем в примыкающей к зоне передачи зоне дегазации второго экструдера. Вследствие этого достигается уменьшение давления смеси, в частности при входе во второй экструдер. Благодаря этому уменьшению давления, в частности в сочетании с вызванным повышением давления в зоне передачи повышением температуры, давление кипения смеси может понижаться, что может приводить к эффективной дегазации смеси. Далее благодаря уменьшению давления смеси может достигаться то, что вследствие расширения остаточных летучих компонентов и имеющихся при необходимости выносителей создается пена, которая благодаря большой поверхности способствует дегазации.
Расширение летучих компонентов может предпочтительно поддерживаться тем, что внутри второго экструдера (по меньшей мере, в области зоны дегазации) создается максимально пониженное давление по отношению к (избыточному) давлению в зоне передачи. При этом давление в зоне дегазации может находиться предпочтительно также ниже атмосферного давления. Наиболее предпочтительно в зоне передачи может создаваться вакуум (в частности между 50 миллибар и 900 миллибар (абсолютное давление)).
Так как обычные процессы дегазации, в частности из полимеров, зачастую ограничены имеющейся в распоряжении поверхностью смеси, в дальнейшем предпочтительном варианте осуществления соответствующей изобретению экструзионной системы могут быть предусмотрены средства увеличения свободной поверхности проведенной через зону передачи смеси. Они могут наиболее предпочтительно предусматриваться на выпуске зоны передачи.
Средства увеличения поверхности могут предпочтительно иметь перфорированную пластину с множеством сквозных отверстий, при помощи которой проведенная через зону передачи смесь разделяется на несколько частичных потоков.
Другая возможность увеличения поверхности может предусматривать, что смесь проводится в зоне передачи или при входе в зону дегазации второго экструдера через одно или несколько щелевых сопел. Эти щелевые сопла отличаются большими отношениями поверхности к объему, которые предпочтительно достигаются вследствие того, что отверстия сопел выполнены щелевидными с длиной, которая многократно больше ширины.
Само собой разумеется, могут также комбинироваться обе меры, то есть посредством перфорированный пластины с множеством щелевидных сквозных отверстий (щелевых сопел) может достигаться как разделение смеси на несколько потоков, так и максимально большая поверхность для отдельных потоков смеси.
Для предотвращения отложений продукта и для улучшения отвода летучих компонентов может быть далее предусмотрено, что второй экструдер расположен (предпочтительно вертикально) выше (в отношении направления силы тяжести) первого экструдера. Вследствие этого может достигаться быстрый или непосредственный отвод дегазированной смеси из зоны передачи и одновременно остающееся в значительной степени свободным газовое пространство в зоне дегазации выше дегазированной смеси, через которое могут хорошо отводиться летучие компоненты. Отвод летучих компонентов может при этом дополнительно улучшаться, если в примыкающей к зоне передачи зоне дегазации второго экструдера предусмотрен (по меньшей мере, один) ведущий (предпочтительно вертикально) вверх относительно направления силы тяжести дегазационный выпуск. Смесь и дегазированные компоненты могут при этом проводиться в противотоке, в перекрестном потоке и/или в параллельном потоке. Благодаря этому варианту осуществления соответствующей изобретению экструзионной системы летучие компоненты могут эффективно отделяться от дегазированной смеси; одновременное захватывание частиц дегазированной смеси может благодаря особому проведению смеси и летучих компонентов в значительной степени предотвращаться.
В другом варианте осуществления соответствующей изобретению экструзионной системы эффективное отделение дегазированной смеси от летучих компонентов может достигаться вследствие того, что второй экструдер расположен в отношении направления силы тяжести (предпочтительно вертикально) ниже первого экструдера, и в примыкающей к зоне передачи зоне дегазации второго экструдера предусмотрен (по меньшей мере, один) ведущий (предпочтительно горизонтально) в сторону относительно направления силы тяжести дегазационный выпуск.
В дальнейшем предпочтительном варианте осуществления соответствующей изобретению экструзионной системы в области зоны передачи может быть предусмотрен (по меньшей мере один) закрываемый выпуск для вывода смеси. Он может служить в частности для того, чтобы в рамках технического контроля отбирать часть смеси в качестве пробы. Также через закрываемый выпуск может забираться часть смеси, прежде чем она переводится во второй экструдер. Это может быть предпочтительно в частности при запуске или опорожнении первого экструдера.
Предпочтительно может быть при этом предусмотрено, что выпуск может закрываться с помощью устройства регулирования давления, причем устройство регулирования давления может включать в себя для этого предпочтительно (по меньшей мере один) золотниковый клапан, который посредством относительного движения (поступательного или вращательного) тела клапана более или менее закрывает либо (по меньшей мере одно) отверстие зоны передачи, либо выпуск, через который может забираться часть смеси. В частности, говоря о золотниковом клапане, речь может идти о (поворотном) поршневом клапане.
В дальнейшем предпочтительном варианте осуществления соответствующей изобретению экструзионной системы может быть предусмотрено, что червяк первого экструдера может приводиться в движение или приводится в движение с более высокой угловой скоростью, чем червяк второго экструдера. Благодаря относительно высокой скорости вращения первого экструдера может достигаться соответственно высокий подвод энергии в смесь с целью повышения температуры и вследствие этого дегазации.
В частности, при таком исполнении экструзионной системы может быть помимо этого предусмотрено, что среднее объемное поперечное сечение первого экструдера меньше, чем среднее объемное поперечное сечение второго экструдера. Благодаря относительно большому объемному поперечному сечению второго экструдера может с одной стороны подвод механической энергии удерживаться на низком уровне, а с другой стороны может предоставляться относительно большое газовое пространство.
Соответствующая изобретению экструзионная система подходит в частности для дегазации полимеров и в частности эластомеров.
Изобретение разъясняется далее более подробно на основе изображенного на чертеже примера осуществления.
На чертеже показано:
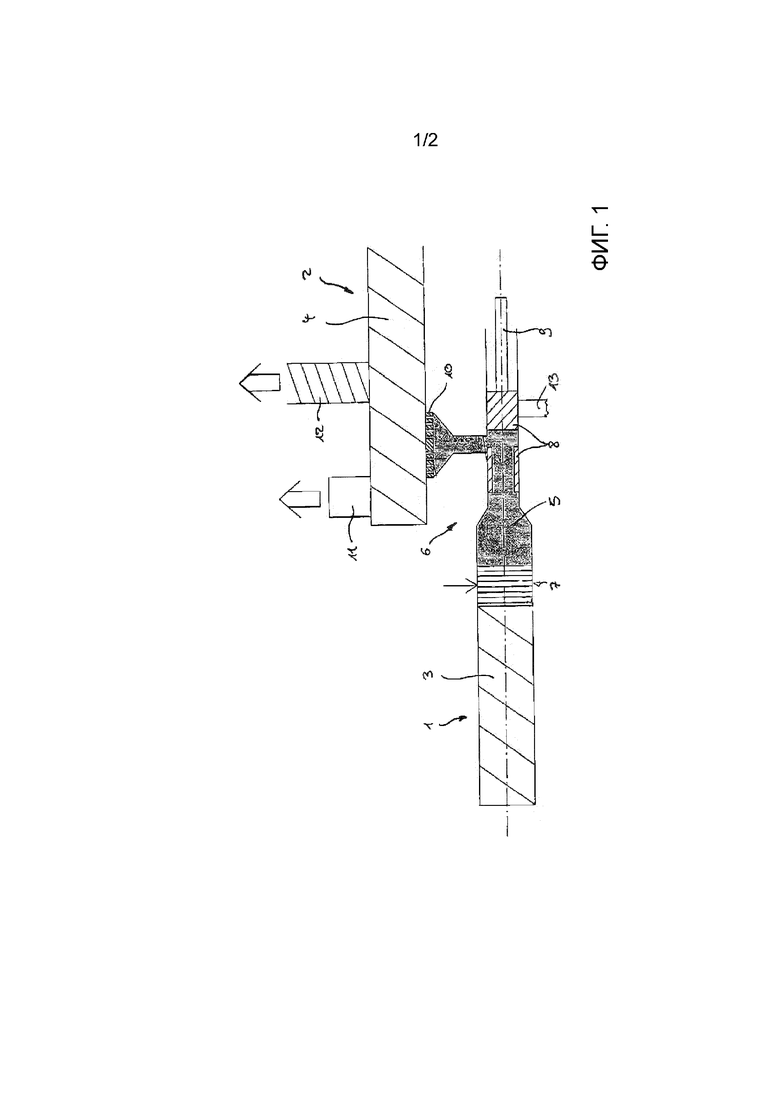
фиг. 1 - на схематичном виде сбоку вариант осуществления соответствующей изобретению экструзионной системы в первом функциональном положении; и
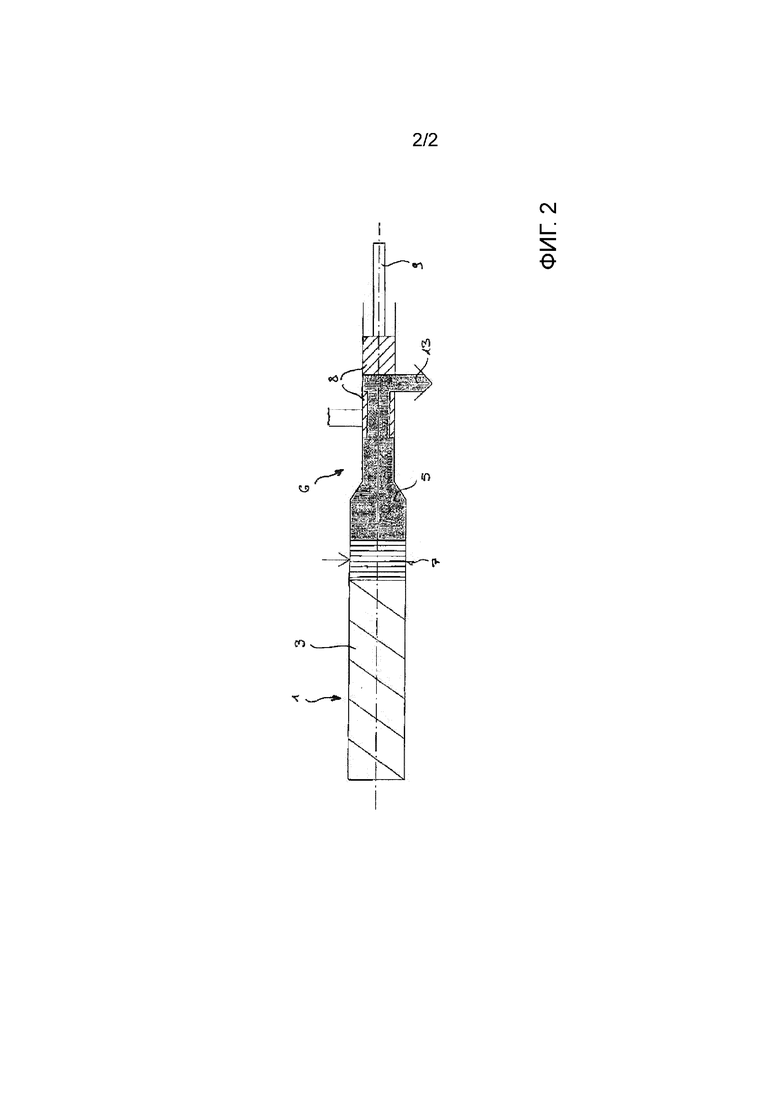
фиг. 2 - часть экструзионной системы согласно фиг. 1 во втором функциональном положении.
Изображенная на фиг. 1 и 2 экструзионная система служит для дегазации полимеров и включает в себя первый экструдер 1 и примыкающий ниже по потоку к первому экструдеру 1 второй экструдер 2. Экструдеры 1, 2 включают в себя в каждом случае один или несколько червяков 3, 4 экструдера, которые с возможностью приведения во вращательное движение неизображенным приводом установлены в корпусах экструдеров.
В выполненных между червяками 3, 4 экструдеров и корпусами экструдеров кольцеобразных производственных пространствах смесь 5 (продукта) транспортируется за счет вращения выполненных с проходящими по спирали витками червяков 3, 4 экструдеров. При этом происходит дегазация.
В первом экструдере 1 летучие компоненты, как например в частности растворители, остаточные мономеры или вода, удаляются до содержания остаточных летучих компонентов примерно от 5% до 40%. При этом смесь 5 из продукта (полимера) и летучих компонентов нагревается за счет подвода механической энергии и - в связи с еще разъясняемым устройством регулирования давления в зоне 6 передачи между обоими экструдерами 3, 4 - уплотняется.
В примыкающей к заднему концу червяка 3 экструдера зоне 7 диспергирования к смеси добавляется легколетучий выноситель. При этом речь может идти, например, об азоте или углекислом газе.
Смесь 5 поступает затем, перемещаемая червяком 3 первого экструдера 1, в зону 6 передачи. При этом вызванное экструдером 1 повышение давления устанавливается таким образом, что давление на выпуске экструдера 1, по меньшей мере, настолько высоко, что содержащиеся в смеси 5 летучие компоненты не закипают. Говоря о зоне 6 передачи, речь идет о системе трубопровода, через которую смесь 5 контролируемо переводится из первого экструдера 1 во второй экструдер 2. Зона 6 передачи включает в себя первую часть трубопровода, которая в направлении продольной оси примыкает к заднему концу первого экструдера 1, а также вторую часть трубопровода, которая в радиальном направлении первой части трубопровода (относительно ее продольной оси) примыкает к ней. Отверстие перехода от первой ко второй части трубопровода может более или менее закрываться при помощи устройства регулирования давления в виде золотникового клапана. Для этого тело 8 клапана сдвигается при помощи поршня 9 неизображенным приводным устройством внутри первой части трубопровода
Перетекание смеси из первого экструдера 1 во второй экструдер 2 сопровождается понижением давления, которое с одной стороны основано на уменьшении объемного поперечного сечения первой части трубопровода по сравнению с первым экструдером 1 и на заданном при необходимости сужении свободного поперечного сечения отверстия перехода за счет частичного перекрытия телом 8 клапана. С другой стороны, предусмотрено воронковидное расширение участка второй части трубопровода.
На заднем конце воронковидного расширения предусмотрена перфорированная пластина 10, которая имеет множество отверстий, через которые выдавливается смесь 5. При этом поток смеси 5 разделяется на множество частичных потоков. Частичные потоки отличаются существенно большим отношением поверхности к объему по сравнению с преобладающим перед перфорированной пластиной 10 общим потоком. Это большое отношение поверхности к объему оказывает в свою очередь положительное воздействие на улетучивание летучих компонентов из смеси 5 и таким образом на ее дегазацию.
Частичные потоки смеси 5 поступают в зону дегазации второго экструдера 2. При этом смесь 5 вспенивается за счет расширения летучих компонентов, что в свою очередь приводит к увеличению поверхности и таким образом к улучшению дегазации. Это протекающее практически мгновенно расширение летучих компонентов вызывается относительно большой разницей между давлением в зоне дегазации второго экструдера 2 и давлением во второй части трубопровода зоны 6 передачи. Для этого внутри второго экструдера 2 атмосфера в значительной степени вакуумируется.
Первый экструдер расположен в отношении направления силы тяжести ниже второго экструдера. Смесь 5 вводится таким образом снизу и в радиальном к червяку 4 второго экструдера 2 направлении во второй экструдер 2. Это приводит к тому, что смесь 5 расположена практически исключительно в нижнем участке зоны дегазации второго экструдера 2 и отводится оттуда непосредственно червяком 4 экструдера. В верхнем участке зоны дегазации остается вследствие этого газовое пространство, которое в значительной степени свободно от смеси 5, и через которое могут хорошо отводиться летучие компоненты. Отведение летучих компонентов осуществляется с одной стороны через дегазационный выпуск 11, который предусмотрен на заднем в направлении потока дегазированной смеси 5 конце и вследствие этого также позади области, в которой смесь 5 вводится во второй экструдер 2. Дегазационный выпуск 11 распространяется в вертикальном, радиальном направлении от корпуса второго экструдера 2. Благодаря этому расположению дегазационного выпуска 11 летучие компоненты протекают в противоположном к направлению основного потока смеси 5 направлении.
В изображенной экструзионной системе предусмотрено выполнять на дальнейшем ходе второго экструдера 2 еще одну дальнейшую дегазацию при помощи так называемого избыточного червяка 12.
Первая часть трубопровода зоны передачи включает в себя еще выпуск 13, через который может отводиться часть смеси 5. Это может осуществляться в частности для забора пробы в рамках технического контроля. В нормальном режиме работы экструзионной системы выпуск 13 закрыт телом 8 клапана устройства регулирования давления. Для взятия пробы тело 8 клапана перемещается настолько, что через осевое или поперечное отверстие тела 8 клапана установлено соединение между выпуском 13 и принимающей смесь 5 частью первой части трубопровода зоны 6 передачи. При этом участком стенки тела 8 клапана закрывается отверстие перехода от первой ко второй части трубопровода зоны 6 передачи (см. фиг. 2).
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 экструдер
2 экструдер
3 червяк экструдера
4 червяк экструдера
5 смесь
6 зона передачи
7 зона диспергирования
8 тело клапана
9 поршень
10 перфорированная пластина
11 дегазационный выпуск
12 избыточный червяк
13 выпуск
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕГАЗИРУЮЩИЙ ЭКСТРУДЕР ДЛЯ ДЕГАЗАЦИИ ПОЛИМЕРНОГО МАТЕРИАЛА, А ТАКЖЕ СПОСОБ ДЕГАЗАЦИИ СМЕСИ ПОЛИМЕРОВ, РАСТВОРИТЕЛЕЙ И/ИЛИ МОНОМЕРОВ С ПРИМЕНЕНИЕМ ДЕГАЗИРУЮЩЕГО ЭКСТРУДЕРА | 2008 |
|
RU2479426C2 |
| ДЕГАЗИРУЮЩИЙ ЭКСТРУДЕР С ПРИВОДОМ | 2008 |
|
RU2490124C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНУЛ АРМИРОВАННОГО ПОЛИМЕРНОГО ПРЕССМАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2592795C1 |
| Червячная машина для полимерных материалов | 1980 |
|
SU937205A1 |
| Экструдер для повышающей вязкость обработки плавких полимеров | 2020 |
|
RU2820291C2 |
| УПЛОТНИТЕЛЬНЫЙ ЧЕРВЯК | 2016 |
|
RU2705076C2 |
| СПОСОБ ДЕГАЗАЦИИ, УСТРОЙСТВО ДЕГАЗАЦИИ И ПРИМЕНЕНИЕ ШНЕКОВЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2643544C2 |
| СВЕРХЧИСТЫЕ ПОЛИКАРБОНАТЫ С ХОРОШЕЙ СОБСТВЕННОЙ ОКРАСКОЙ И ВЫСОКОЙ ТЕРМОСТАБИЛЬНОСТЬЮ, УСТРОЙСТВО И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2010 |
|
RU2566822C2 |
| СТАТИЧЕСКИЙ ДЕГАЗАТОР ДЛЯ СОДЕРЖАЩЕЙ ПОЛИМЕР ЖИДКОСТИ | 2006 |
|
RU2414948C2 |
| ТЕРМИЧЕСКОЕ РАЗДЕЛЕНИЕ СМЕСЕЙ МАТЕРИАЛОВ С ПОМОЩЬЮ ОСНОВНОГО ИСПАРЕНИЯ И ДЕГАЗАЦИИ В ОТДЕЛЬНЫХ СМЕСИТЕЛЬНЫХ МАШИНАХ | 2010 |
|
RU2526548C2 |
Изобретение относится к экструзионной системе для дегазации смеси. Экструзионная система включает в себя первый экструдер (1), расположенный ниже по потоку от первого экструдера (1) второй экструдер (2) и образованную между ними зону (6) передачи. Причем предусмотрены устройство регулирования давления, при помощи которого регулируется давление смеси (5) на выпуске первого экструдера (1), а также перфорированная пластина (10), при помощи которой проведенная через зону (6) передачи смесь (5) разделяется на несколько частичных потоков. При этом зона передачи включает в себя первую часть трубопровода, которая примыкает к первому экструдеру и имеет уменьшенное объемное поперечное сечение по сравнению с первым экструдером, и причем второй экструдер имеет зону дегазации, и давление во втором экструдере, по меньшей мере, в области зоны дегазации максимально понижено по отношению к избыточному давлению в зоне передачи. Техническим результатом заявленного изобретения является улучшение дегазации в экструзионной системе. 11 з.п. ф-лы, 2 ил.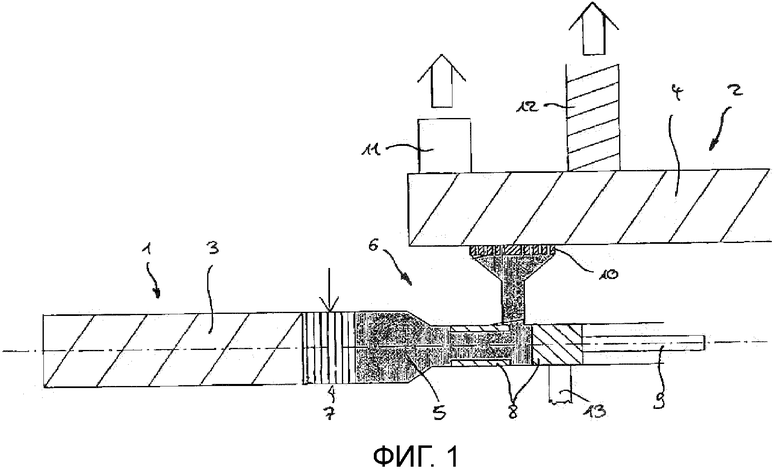
1. Экструзионная система для дегазации смеси (5), включающая в себя первый экструдер (1), расположенный ниже по потоку от первого экструдера (1) второй экструдер (2) и образованную между ними зону (6) передачи,
отличающаяся тем, что предусмотрены устройство регулирования давления, при помощи которого регулируется давление смеси (5) на выпуске первого экструдера (1), а также перфорированная пластина (10), при помощи которой проведенная через зону (6) передачи смесь (5) разделяется на несколько частичных потоков,
причем зона передачи включает в себя первую часть трубопровода, которая примыкает к первому экструдеру и имеет уменьшенное объемное поперечное сечение по сравнению с первым экструдером,
и причем второй экструдер имеет зону дегазации, и давление во втором экструдере, по меньшей мере, в области зоны дегазации максимально понижено по отношению к избыточному давлению в зоне передачи.
2. Экструзионная система по п.1, отличающаяся тем, что устройство регулирования давления управляется таким образом, что давление смеси (5) на выпуске первого экструдера (1) больше, чем в примыкающей к зоне (6) передачи зоне дегазации второго экструдера (2).
3. Экструзионная система по п.1 или 2, отличающаяся тем, что перфорированная пластина (10) предназначена для увеличения поверхности проведенной через зону (6) передачи смеси (5).
4. Экструзионная система по п.3, отличающаяся тем, что перфорированная пластина (10) имеет одно или несколько щелевых сопел.
5. Экструзионная система по п.2, отличающаяся тем, что второй экструдер (2) расположен в отношении направления силы тяжести выше первого экструдера (1).
6. Экструзионная система по п.5, отличающаяся тем, что в примыкающей к зоне (6) передачи зоне дегазации второго экструдера (2) предусмотрен ведущий вверх относительно направления силы тяжести дегазационный выпуск (11).
7. Экструзионная система по п.2, отличающаяся тем, что второй экструдер (2) расположен в отношении направления силы тяжести ниже первого экструдера (1), и в примыкающей к зоне передачи зоне дегазации второго экструдера (2) предусмотрен ведущий в сторону или вниз относительно направления силы тяжести дегазационный выпуск.
8. Экструзионная система по п.2, отличающаяся тем, что в области зоны передачи предусмотрен закрываемый выпуск (13) для вывода смеси (5).
9. Экструзионная система по п.8, отличающаяся тем, что выпуск (13) выполнен с возможностью закрывания с помощью устройства регулирования давления.
10. Экструзионная система по любому из пп.1-9, отличающаяся тем, что устройство регулирования давления включает в себя золотниковый клапан.
11. Экструзионная система по п.10, отличающаяся тем, что объемное поперечное сечение первого экструдера (1) меньше, чем объемное поперечное сечение второго экструдера (2).
12. Экструзионная система по п.11, отличающаяся тем, что червяк (3) первого экструдера (1) выполнен с возможностью приведения в движение с более высокой угловой скоростью, чем червяк (4) второго экструдера (2).
| US 2009065965 А1, 12.03.2009 | |||
| US 2015203600 A1, 23.07.2015 | |||
| WO 2013045623 A2, 04.04.2013 | |||
| ДЕГАЗИРУЮЩИЙ ЭКСТРУДЕР ДЛЯ ДЕГАЗАЦИИ ПОЛИМЕРНОГО МАТЕРИАЛА, А ТАКЖЕ СПОСОБ ДЕГАЗАЦИИ СМЕСИ ПОЛИМЕРОВ, РАСТВОРИТЕЛЕЙ И/ИЛИ МОНОМЕРОВ С ПРИМЕНЕНИЕМ ДЕГАЗИРУЮЩЕГО ЭКСТРУДЕРА | 2008 |
|
RU2479426C2 |
| Устройство для непрерывной экструзии и выдувания тонких пленок пластичного материала | 1985 |
|
SU1500147A3 |

