Изобретение относится к области обработки металлов давлением, а именно к изготовлению оболочек сложного профиля в виде сочетания участков цилиндрической и криволинейной формы с внутренними рифлями, что представляет сложную техническую проблему, обусловленную большими усилиями формообразования и силами трения, приводящими к снижению точности геометрических размеров и качества обработанной поверхности.
Известен способ изготовления оболочек с внутренними рифлями в виде выступов и углублений, описанный в книге М.А. Гредитора «Давильные работы и ротационное выдавливание», «Машиностроение», Москва, 1971 г., стр. 117, рис. 69, заключающийся в формообразовании давильными роликами кольцевой заготовки. На позиции II оформляют кольцевые углубления и выступы на внутренней поверхности заготовки, которая удлиняется в осевом направлении.
К недостаткам данного метода относится невозможность формирования этим способом спиральных рифлей встречного направления на внутренней поверхности заготовки.
Известен «Способ изготовления оболочек», по патенту РФ №2171445, опубл. 27.07.2001 г., БИ №21.
Этот способ осуществляют за две последовательные операции прессовой обработкой трубчатой заготовки с дном, установленной на пуансоне, оснащенным формообразующими выступами, при совместном перемещении через калибровочную матрицу с упором пуансона в дно заготовки.
Формообразующие спиральные выступы пуансонов имеют встречное - правое или левое направление.
Рифли внутри заготовки формируют за счет радиального течения металла при перемещении через калибрующую матрицу, диаметр которой на первой операции больше диаметра матрицы на второй операции.
После завершения формирования спиральных рифлей на каждой операции заготовку и пуансон извлекают из матрицы и удаляют пуансон из заготовки при упоре ее в кольцевой съемник.
Как видно из этого технического решения процесс формирования рифлей осуществляют с упором пуансона в дно заготовки за две операции, вначале формируют рифли правого, затем левого направления.
Недостатком данного способа является низкий коэффициент использования металла, так как заготовку с дном получают вытяжками прессовой обработкой из кружка.
Наиболее близким по своей технической сущности является «Способ изготовления осесимметричных оболочек с внутренними рифлями» по патенту РФ №2759144, опубликованному 9.11.2021 г., БИ №31.
Этот способ осуществляется следующим образом.
Выполняют резку труб на заготовки, осуществляют механическую обработку с образованием уступа на внутренней поверхности заготовки и фосфатирование, и прессовые операции формирования на внутренней поверхности заготовок рифлей за две операции, вначале правого направления, затем левого направления, при которых заготовку устанавливают в штампе пресса уступом вниз и формируют рифли за несколько проходов на каждой операции, при этом формирование рифлей и обжим заготовки осуществляют деформирующим инструментом с нанесенной на рабочие поверхности антифрикционной композицией, причем при операциях формирования рифлей и обжима используют фторсодержащую эмульсию смазочную.
Данный способ принят авторами за прототип.
Основным недостатком способа является получение только цилиндрических оболочек с внутренними рифлями, что снижает возможность широкого применения способа в промышленности.
Задачей технического решения, принятого авторами за прототип, являлась разработка способа изготовления осесимметричных оболочек с внутренними рифлями с целью повышения коэффициента использования металла и повышения износостойкости поверхностей деформирующего инструмента.
Изобретение относится к способам изготовления оболочек сложного профиля с внутренними рифлями прессовой обработкой и может быть использовано при изготовлении таких оболочек в различных областях промышленности.
Общими признаками с предлагаемым авторами способом изготовления оболочек сложного профиля с внутренними рифлями являются наличие заготовительной операции, при которой выполняют резку труб на заготовки, осуществление механической обработки заготовок с формированием уступа на внутренней поверхности и фосфатирование, и прессовые операции формирования на внутренней поверхности заготовок рифлей за две операции, вначале правого направления, затем левого направления, при которых заготовку устанавливают в штампе пресса уступом вниз и формируют рифли за несколько проходов на каждой операции, при этом формирование рифлей и обжим заготовки осуществляют деформирующим инструментом с нанесенной на рабочие поверхности антифрикционной композицией, причем при операциях формирования рифлей и обжима используют фторсодержащую эмульсию смазочную.
В отличие от прототипа в предлагаемом авторами способе изготовления оболочек сложного профиля с внутренними рифлями после формирования рифлей выполняют рекристаллизационный смягчающий отжиг и фосфатирование, затем устанавливают заготовку в штампе пресса уступом вверх и обжимают, а после обжима заготовок выполняют отжиг, уменьшающий напряжения, и химическую чистку заготовок.
В частых случаях, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- степень деформации формирования рифлей задают не более 35%;
- коэффициент обжима заготовки задают не менее 0,6;
- на прессовых операциях формирования рифлей используют пуансон и матрицу с нанесенной на их рабочие поверхности антифрикционной композицией в виде раствора фторсодержащего поверхностно-активного вещества в органическом растворителе с массовой долей фторсодержащего вещества, превышающей массовую долю фторсодержащего вещества при обжиме в 1,4 - 1,6 раза;
- на прессовых операциях формирования рифлей на рабочие поверхности пуансона, матрицы и на наружную поверхность заготовок наносят фторсодержащую эмульсию смазочную, представляющую собой антифрикционную композицию фторсодержащего поверхностно-активного вещества с процентным содержанием фторсодержащего вещества в индустриальном масле превышающим в 1,5 - 2,5 раза процентное содержание фторсодержащего вещества в индустриальном масле при обжиме.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объем правовой охраны, во всех случаях достаточны.
Задачей предлагаемого изобретения является обеспечение возможности изготовления оболочек сложного профиля с внутренними рифлями с высокой размерной точностью и качеством обработанной поверхности, повышение износостойкости рабочих поверхностей деформирующего инструмента и производительности изготовления.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе, включающем заготовительную операцию, при которой выполняют резку труб на заготовки, осуществляют механическую обработку заготовок с формированием уступа на внутренней поверхности и фосфатирование, и прессовые операции формирования на внутренней поверхности заготовок рифлей за две операции, вначале правого направления, затем левого направления, при которых заготовку устанавливают в штампе пресса уступом вниз и формируют рифли за несколько проходов на каждой операции, при этом формирование рифлей и обжим заготовки осуществляют деформирующим инструментом с нанесенной на рабочие поверхности антифрикционной композицией, причем при операциях формирования рифлей и обжима используют фторсодержащую эмульсию смазочную, отличающийся тем, что после формирования рифлей выполняют рекристаллизационный смягчающий отжиг и фосфатирование, затем устанавливают заготовку в штампе пресса уступом вверх и обжимают, а после обжима заготовок выполняют отжиг, уменьшающий напряжения, и химическую чистку заготовок.
Новая совокупность операций, а также наличие связей между ними позволяет, в частности, за счет:
- выполнения после формирования рифлей рекристаллизационного смягчающего отжига снять наклеп металла и повысить пластические свойства заготовок под дальнейшую прессовую операцию обжима;
- фосфатирования заготовок снизить силу трения и усилие при обжиме, повысить износостойкость деформирующего инструмента - пуансона и матрицы, а также размерную точность и качество обрабатываемой поверхности и повысить производительность изготовления заготовок в результате сокращения времени на замену изношенного инструмента;
- установки заготовки в штампе пресса уступом вниз повысить устойчивость заготовок при обжиме;
- обжима получить оболочки сложного профиля с криволинейной формой обжатой части с внутренними рифлями;
- отжига, уменьшающего напряжения, снизить уровень внутренних остаточных напряжений;
- химической чистки повысить качество обработанной поверхности оболочек удалением окисной пленки и защитой поверхности от дальнейшего окисления путем образования влагостойкой пассивной пленки;
Признаки, характеризующие изобретение в конкретных формах выполнения позволяют, в частности, за счет:
- формирования рифлей со степенью деформации не более 35% обеспечить устойчивость процесса прессовой обработки, при значении степени деформации более 35% возникают гофры в виде вспучиваний металла по наружной и внутренней поверхности рифлей;
- обжима заготовок с коэффициентом обжима не менее 0,6 обеспечить устойчивость заготовок с внутренними рифлями, так как с уменьшением коэффициента менее 0,6 происходит потеря устойчивости заготовок в виде образования поперечно-винтовых складок в зоне рифлей правого и левого направления;
- использования на прессовых операциях формирования рифлей пуансона и матрицы с нанесенной на рабочие поверхности антифрикционной композицией в виде раствора фторсодержащего поверхностно-активного вещества в органическом растворителе с массовой долей фторсодержащего вещества, превышающей массовую долю фторсодержащего вещества при обжиме в 1,4 - 1,6 раза повысить износостойкость рабочих поверхностей деформирующего инструмента на прессовых операциях формирования рифлей и обжима, такое соотношение массовых долей фторсодержащего вещества оптимально, определено экспериментально, при соотношениях менее, чем в 1,4 раза и более, чем в 1,6 раза снижается, соответственно, износостойкость рабочих поверхностей пуансона и матрицы при формировании рифлей и обжиме заготовок;
- нанесения на прессовых операциях формирования рифлей на рабочие поверхности пуансона, матрицы и на наружную поверхность заготовок фторсодержащей эмульсией смазочной, представляющей собой композицию фторсодержащего поверхностно-активного вещества с процентным содержанием фторсодержащего вещества в индустриальном масле превышающим в 1,5 - 2,5 раза процентное содержание фторсодержащего вещества в индустриальном масле при обжиме повысить теплостойкость и износостойкость рабочих поверхностей при формировании рифлей и обжиме, такое процентное соотношение оптимально, определено опытным путем, при процентном соотношении менее, чем в 1,5 раза и более, чем в 2,5 раза снижается теплостойкость, износостойкость рабочих поверхностей пуансона, матрицы и чистота обработанной поверхности заготовок при формировании рифлей и обжиме.
Признаки, отличающие предлагаемое техническое решение от прототипа, не выявлены в других технических решениях и не известны из уровня техники в процессе проведения патентных исследований, что позволяет сделать вывод о соответствии изобретения критерию «новизны».
Исследуя уровень техники в ходе проведения патентного поиска по всем видам сведений, доступных в странах бывшего СССР и зарубежных странах, обнаружено, что предлагаемое техническое решение явным образом не следует из известного на сегодня уровня техники, следовательно, можно сделать вывод о соответствии критерию «изобретательский уровень».
Сущность изобретения заключается в том, что в способе изготовления оболочек сложного профиля с внутренними рифлями, включающем заготовительную операцию, при которой выполняют резку труб на заготовки, осуществляют механическую обработку заготовок с формированием уступа на внутренней поверхности и фосфатирование, и прессовые операции формирования на внутренней поверхности заготовок рифлей за две операции, вначале правого направления, затем левого направления, при которых заготовку устанавливают в штампе пресса уступом вниз и формируют рифли за несколько проходов на каждой операции, при этом формирование рифлей и обжим заготовки осуществляют деформирующим инструментом с нанесенной на рабочие поверхности антифрикционной композицией, причем при операциях формирования рифлей и обжима используют фторсодержащую эмульсию смазочную, в отличие от прототипа, согласно изобретению, после формирования рифлей выполняют рекристаллизационный смягчающий отжиг и фосфатирование, затем устанавливают заготовку в штампе пресса уступом вверх и обжимают, а после обжима заготовок выполняют отжиг, уменьшающий напряжения, и химическую чистку заготовок.
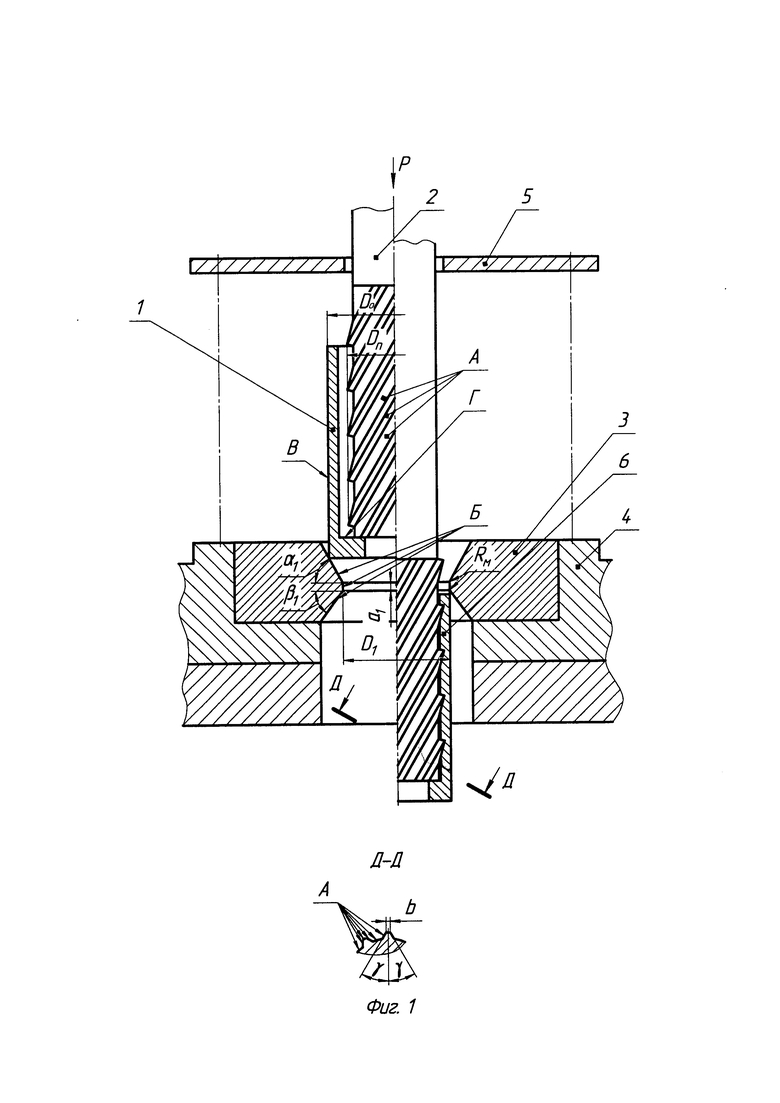
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен процесс формирования внутренних рифлей правого направления на трубной заготовке 1 диаметром D0 (мм) пуансоном 2 с упором в уступ Г заготовки 1 при ее совместном продвижении с пуансоном 2 в матрице 3.
α1 - передний угол конического участка профиля матрицы 3;
β1 - задний угол конического участка профиля матрицы 3;
a1 (мм) - длина цилиндрического участка профиля матрицы 3;
Rм (мм) - радиусы сопряжения переднего и заднего конических участков профиля матрицы 3 с цилиндрическим участком;
D1 (мм) - диаметр калибрующего отверстия матрицы 3;
γ - передний и задний угол конических участков профиля формообразующих выступов пуансона 2 (сечение Д-Д) фиг. 1;
b (мм) - длина цилиндрического участка профиля формообразующих выступов пуансона 2 (сечение Д-Д) фиг. 1;
Dп (мм) - диаметр пуансона 2;
А - рабочие поверхности пуансона 2;
Б - рабочие поверхности матрицы 3;
В - наружная поверхность заготовки 1;
4 - бандаж;
5 - съемник;
6 - заготовка с внутренними рифлями правого направления;
Р (т/с) - усилие пресса.
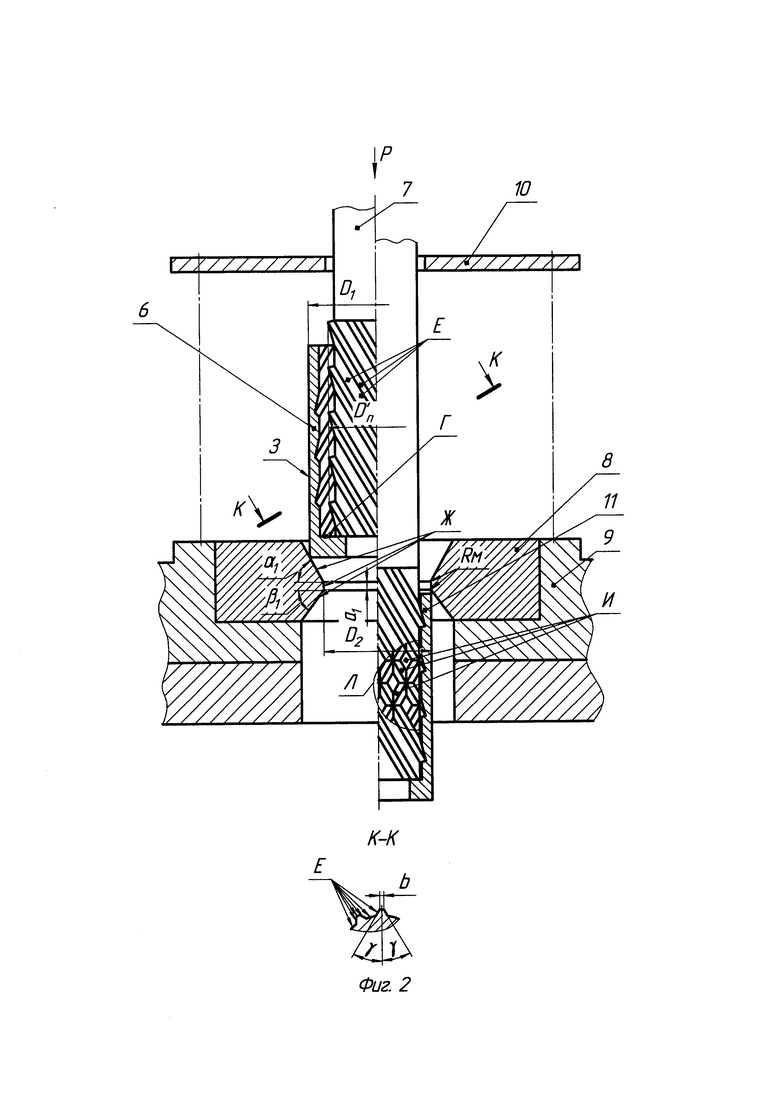
На фиг. 2 изображен процесс формирования внутренних рифлей левого направления на трубной заготовке 6 диаметром D1 (мм) пуансоном 7 с упором в уступ Г заготовки 6 при ее совместном продвижении с пуансоном 7 в матрице 8.
α1 - передний угол конического участка профиля матрицы 8;
β1 - задний угол конического участка профиля матрицы 8;
a1 (мм) - длина цилиндрического участка профиля матрицы 8;
Rм (мм) - радиусы сопряжения переднего и заднего конических участков профиля матрицы 8 с цилиндрическим участком;
D2 (мм) - диаметр калибрующего отверстия матрицы 8,
D2 (мм) < D1 (мм) (фиг. 1);
γ - передний и задний угол профиля формообразующих выступов пуансона 7 (сечение К-К) фиг. 2;
b (мм) - длина плоской вершины формообразующих выступов пуансона 7 (сечение К-К) фиг. 2;
D1п (мм) - диаметр пуансона 7, D1п (мм) < Dп (мм) (фиг. 1);
Е - рабочие поверхности пуансона 7;
Ж - рабочие поверхности матрицы 8;
З - наружная поверхность заготовки 6;
9 - бандаж;
10 - съемник;
11 - заготовка с внутренними рифлями правого направления и левого направления;
И - внутренняя поверхность заготовки 11 (вырыв Л);
Р (т/с) - усилие пресса.
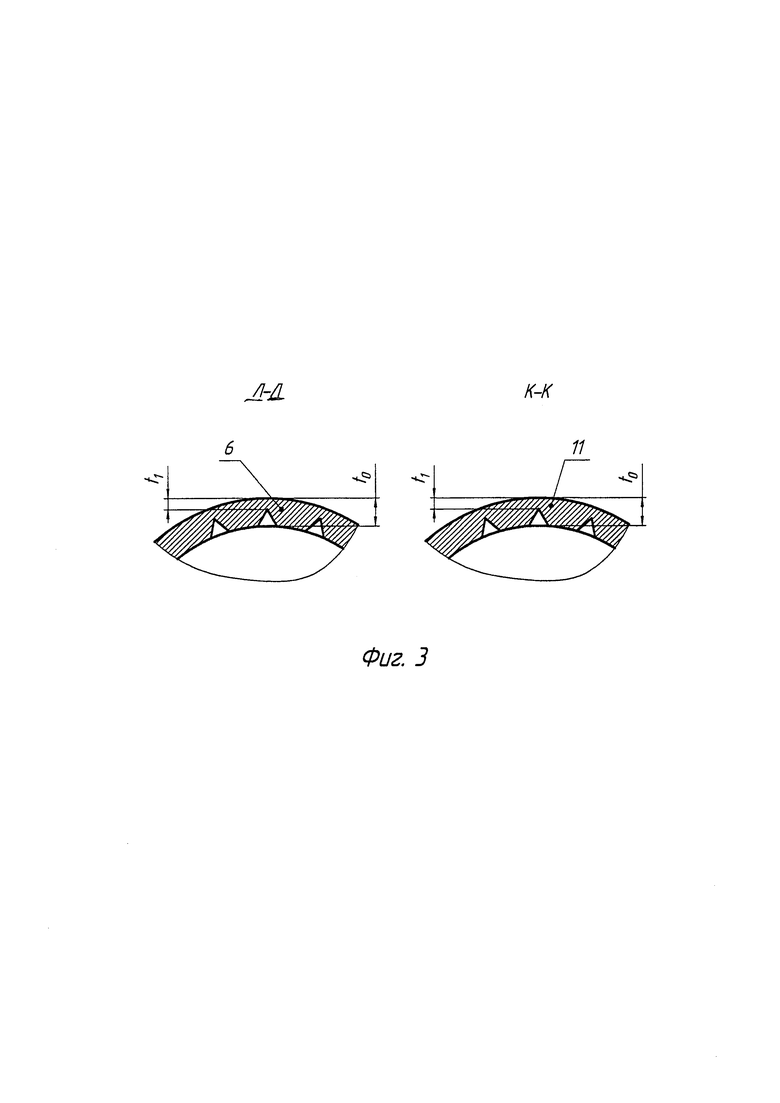
На фиг. 3 изображено сечение Д-Д с фиг. 1 заготовки 6 с рифлями правого направления с исходной толщиной стенки t0 (мм) и толщиной стенки t1 (мм) в зоне рифлей и сечения К-К с фиг. 2 заготовки 11 с рифлями правого и левого направления с исходной толщиной стенки t0 (мм) и толщиной стенки t1 (мм) в зоне рифлей.
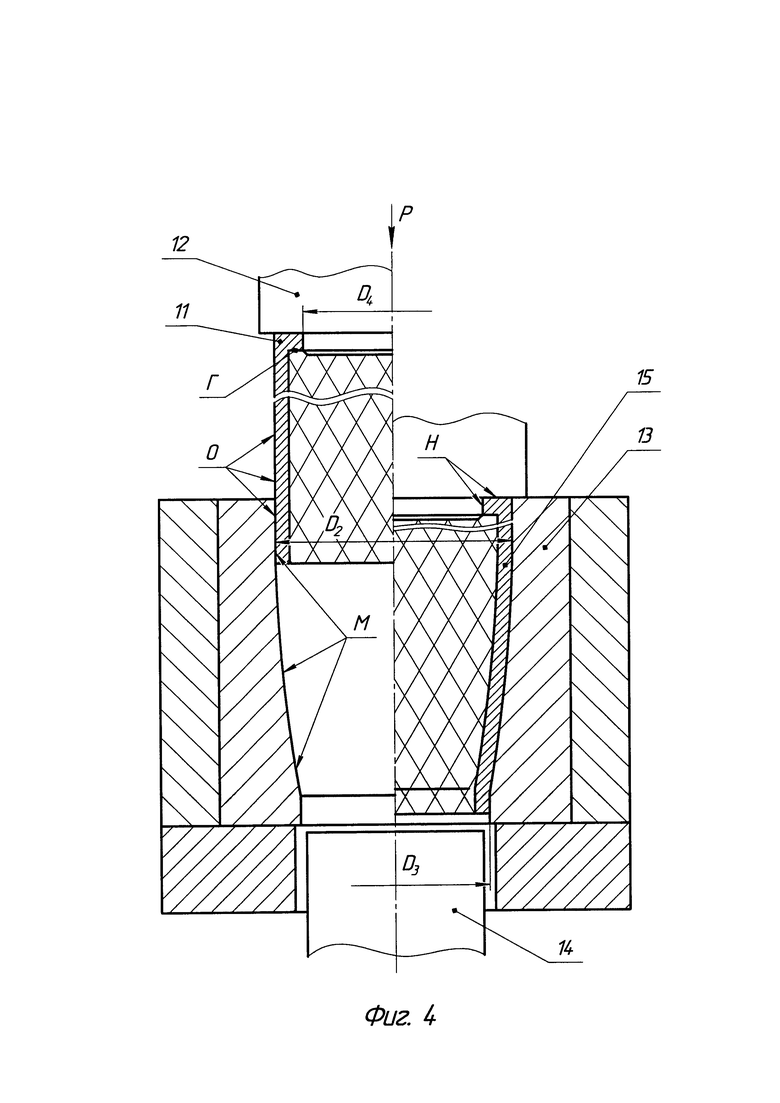
На фиг. 4 изображена схема обжима заготовки 11 пуансоном 12 в матрице 13.
Заготовка 11 установлена в штампе пресса уступом Г вверх.
Пуансон 12 направляющим выступом диаметром D4 (мм) входит в отверстие заготовки 11.
D4 (мм) - диаметр заготовки 11.
Н - рабочие поверхности пуансона 12.
М - рабочие поверхности матрицы 13.
О - наружная поверхность заготовки 11.
14 - выталкиватель.
15 - заготовка оболочек сложного профиля с внутренними рифлями с диаметром обжатого торца D3 (мм).
Вышеописанный способ изготовления оболочек сложного профиля с внутренними рифлями осуществляется следующим образом.
Выполняют резку труб на заготовки на станке для резки труб.
Затем механической обработкой на токарном станке получают заготовку 1 (фиг. 1) с уступом Г на внутренней поверхности.
Выполняют фосфатирование заготовок в ваннах.
Устанавливают заготовку 1 в штампе пресса модели П7836 усилием Р=400 т/с уступом Г вниз и формируют рифли правого направления за несколько проходов пуансоном 2 в матрице 3 с нанесенной на рабочие поверхности А и Б пуансона 2 и матрицы 3 антифрикционной композицией.
Степень деформации формирования рифлей Епр заготовки 6 задают не более 35% по формуле:
 где
где
t0 (мм) - исходная толщина стенки заготовки Б,
t1 (мм) - толщина стенки в зоне рифлей (фиг. 3), сечение Д-Д с (фиг. 1).
В процессе формирования рифлей на рабочие поверхности Е пуансона 7, на рабочие поверхности Ж матрицы 8 и на наружную поверхность 3 заготовки 6 наносят фторсодержащую эмульсию смазочную на основе фторсодержащего поверхностно-активного вещества и индустриального масла.
Получают заготовку 6 диаметром D1 (мм) с рифлями правого направления.
После завершения формирования рифлей при обратном ходе пресса заготовку 6 удаляют с пуансона 2 съемником 5.
Затем формируют рифли левого направления (фиг. 2).
Заготовку 6 устанавливают в штампе пресса модели П7836 усилием Р=400 т/с уступом Г вниз и формируют рифли левого направления за несколько проходов пуансоном 7 в матрице 8 с нанесенной на рабочие поверхности Е пуансона 7 и на рабочие поверхности Ж матрицы 8 антифрикционной композицией.
Степень деформации формирования рифлей левого направления Ел заготовки 11 задают не более 35% по формуле:
 где
где
t0 (мм) - исходная толщина стенки заготовки 11,
t1 (мм) - толщина стенки в зоне рифлей (фиг. 3), сечение К-К с (фиг. 2).
В процессе формирования рифлей на рабочие поверхности Е пуансона 7, на рабочие поверхности Ж матрицы 8 и на наружную поверхность 3 заготовки 6 наносят фторсодержащую эмульсию смазочную на основе фторсодержащего поверхностно-активного вещества и индустриального масла.
Получают заготовку 11 с внутренними рифлями правого и левого направления - поверхность И (вырыв Л) (фиг. 2).
Затем выполняют рекристаллизационный смягчающий отжиг заготовок в электрической камерной печи и фосфатирование в ваннах.
После этого заготовку 11 устанавливают в штампе пресса уступом Г вверх и обжимают на прессе модели ПА-7834 усилием Р=250 т/с (фиг. 4) пуансоном 12 в матрице 13 с нанесенной на рабочие поверхности Н пуансона 12 и поверхность М матрицы 13 антифрикционной композицией.
Коэффициент обжима заготовки Коб задают не менее 0,6 по формуле:
 где
где
D3 (мм) - диаметр обжатого конца заготовки 11,
D2 (мм) - исходный диаметр заготовки 11 (фиг. 4).
При обжиме на рабочие поверхности Н пуансона 12, на рабочие поверхности М матрицы 13 и на наружную поверхность О заготовки 11 наносят фторсодержащую эмульсию смазочную на основе фторсодержащего поверхностно-активного вещества и индустриального масла.
Получают заготовки 15 сложного профиля с криволинейной формой обжатой части с внутренними рифлями (фиг. 4).
На прессовых операциях формирования рифлей используют пуансон и матрицу с нанесенной на их рабочие поверхности антифрикционной композицией в виде раствора фторсодержащего поверхностно-активного вещества в органическом растворителе с массовой долей фторсодержащего вещества, превышающей массовую долю фторсодержащего вещества при обжиме в 1,4 - 1,6 раза.
На прессовых операциях формирования рифлей на рабочие поверхности пуансона, матрицы и на наружную поверхность заготовок наносят фторсодержащую эмульсию смазочную, представляющую собой композицию фторсодержащего поверхностно-активного вещества с процентным содержанием фторсодержащего вещества в индустриальном масле превышающим в 1,5 - 2,5 раза процентное содержание фторсодержащего вещества в индустриальном масле при обжиме.
Затем в электрической камерной печи выполняют отжиг, уменьшающий напряжения, и химическую чистку заготовок в ваннах.
Пример 1.
Исходную заготовку получают резкой стальных труб на заготовки на станке для резки труб. Выполняют механическую обработку на токарном станке с получением уступа Г на внутренней поверхности заготовок 1, 6 (фиг. 1), (фиг. 2).
Заготовки 1, 6 фосфатируют в ваннах.
На рабочие поверхности А, Е пуансонов 2, 7 и на рабочие поверхности Б, Ж матриц 3, 8 (фиг. 1), (фиг. 2) нанесена антифрикционная композиция в виде раствора фторсодержащего поверхностно-активного вещества с массовой долей фторсодержащего вещества 2,3% в органическом растворителе.
На прессе модели П7836 за две операции усилием Р=400 т/с за несколько проходов на каждой операции формируют рифли правого, затем левого направления со степенью деформации Еп=Ел=33%.
В процессе формирования рифлей на рабочие поверхности А, Е пуансонов 2, 7 и на рабочие поверхности Б, Ж матриц 3, 8, а также на наружные поверхности В, 3 заготовок 1, 6 (фиг. 1), (фиг. 2) наносят фторсодержащую эмульсию смазочную - композицию 2% фторсодержащего вещества в индустриальном масле.
В электрической камерной печи выполняют рекристаллизационный смягчающий отжиг заготовок 11.
Выполняют фосфатирование заготовок 11 в ваннах.
На прессе модели ПБ7834 усилием Р=250 т/с выполняют обжим заготовок 11 (фиг. 4) с коэффициентом обжима Коб=0,6.
На рабочие поверхности Н пуансона 12 и на рабочие поверхности М матрицы 13 нанесена антифрикционная композиция в виде раствора фторсодержащего поверхностно-активного вещества с массовой долей фторсодержащего вещества 1,15% в органическом растворителе.
В процессе обжима заготовок 11 на рабочие поверхности Н пуансона 12, на рабочие поверхности М матрицы 13 и на наружную поверхность О заготовок 11 наносят фторсодержащую эмульсию смазочную - композицию 1% фторсодержащего вещества в индустриальном масле.
Получают оболочки 15 сложного профиля с внутренними рифлями.
Затем в электрической камерной печи выполняют отжиг, уменьшающий напряжения, оболочек 15 и химическую чистку оболочек 15 в ваннах.
Пример 2.
Получают заготовки 11 с внутренними рифлями (см. пример 1).
После формирования рифлей выполняют рекристаллизационный смягчающий отжиг заготовок 11 в электрической камерной печи модели СНОТ 8.16.8/7,5 при температуре (620 - 650)°С в течении (64 - 68) минут.
Затем в линии фосфатирования АФ-6 выполняют фосфатирование заготовок 11 в ванне с концентратом «Фоскон 5» (НК-11) при температуре (40 - 60)°С в течении (15-45) минут.
На прессе модели ПБ7834 усилием Р=250 т/с выполняют обжим заготовок 11 (фиг. 4) с коэффициентом обжима Коб=0,6 с получением оболочки 15 с криволинейной формой обжатой части с внутренними рифлями.
На рабочие поверхности Н пуансона 12 и на рабочие поверхности М матрицы 13 нанесена антифрикционная композиция в виде раствора фторсодержащего поверхностно-активного вещества с массовой долей фторсодержащего вещества 1,15% в органическом растворителе.
В процессе обжима заготовок 11 на рабочие поверхности Н пуансона 12, на рабочие поверхности М матрицы 13 и на наружную поверхность О заготовок 11 наносят фторсодержащую эмульсию смазочную - композицию 1% фторсодержащего вещества в индустриальном масле.
Затем в электрической камерной печи модели СНОТ 8.16.8/7,5 выполняют отжиг, уменьшающий напряжения, при температуре (340-360)°С в течении (80 - 85) минут.
После этого выполняют химическую чистку оболочек в агрегате химической чистки ХЧ6 вначале в ванне травления с соляной кислотой, затем в ванне осветления с серной кислотой и после этого в ванне пассивирования с нитритом натрия, содой кальцинированной и бурой.
Выполнение способа изготовления оболочек сложного профиля с внутренними рифлями, в соответствии с изобретением, обеспечивает возможность получения оболочек различных типоразмеров с высокой размерной точностью, с высоким качеством обработанной поверхности, повысить износостойкость рабочих поверхностей деформирующего инструмента и производительность изготовления.
Изобретение может быть использовано при производстве различных типоразмеров стальных оболочек сложного профиля с внутренними рифлями.
Указанный положительный эффект подтвержден испытаниями на опытных образцах оболочек, изготовленных по данному техническому предложению.
В настоящее время разработана техническая документация, проведены испытания и намечено серийное производство оболочек по предлагаемому изобретению.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления оболочек переменного сечения | 2021 |
|
RU2779127C1 |
| Способ изготовления сложнопрофильных оболочек с внутренними рифлями | 2023 |
|
RU2814100C1 |
| Способ изготовления осесимметричных оболочек с внутренними рифлями | 2020 |
|
RU2759144C1 |
| Способ изготовления осесимметричных деталей сложного профиля | 2019 |
|
RU2722939C1 |
| Способ изготовления стальных сложнопрофильных оболочек | 2022 |
|
RU2799823C1 |
| Способ изготовления стальных тонкостенных оболочек сосудов высокого давления | 2019 |
|
RU2710285C1 |
| Способ изготовления тонкостенных осесимметричных оболочек из алюминиевых сплавов | 2024 |
|
RU2836400C1 |
| Способ изготовления осесимметричных тонкостенных оболочек | 2021 |
|
RU2773976C1 |
| Способ изготовления баллонов высокого давления | 2018 |
|
RU2699701C1 |
| Способ изготовления тонкостенных оболочек из легированных сталей | 2019 |
|
RU2710311C1 |
Изобретение относится к способам изготовления осесимметричных оболочек сложного профиля с внутренними рифлями. Способ включает заготовительную операцию, при которой выполняют резку труб на заготовки, осуществляют механическую обработку заготовок с формированием уступа на внутренней поверхности и фосфатирование, и прессовые операции формирования на внутренней поверхности заготовок рифлей за две операции, вначале правого направления, затем левого направления, при которых устанавливают заготовку в штампе пресса уступом вниз и формируют рифли за несколько проходов на каждой операции. При этом формирование рифлей и обжим заготовки осуществляют деформирующим инструментом с нанесенной на рабочие поверхности антифрикционной композицией, причем при операциях формирования рифлей и обжима используют фторсодержащую эмульсию смазочную. После формирования рифлей выполняют рекристаллизационный смягчающий отжиг и фосфатирование, затем устанавливают заготовку в штампе пресса уступом вверх и обжимают, а после обжима заготовок выполняют отжиг, уменьшающий напряжения, и химическую чистку заготовок. Технический результат заключается в получении оболочки сложного профиля с внутренними рифлями с высокой точностью геометрических размеров и качеством обработанных поверхностей, а также в повышении производительности изготовления и коэффициента использования металла. 4 з.п. ф-лы, 4 ил.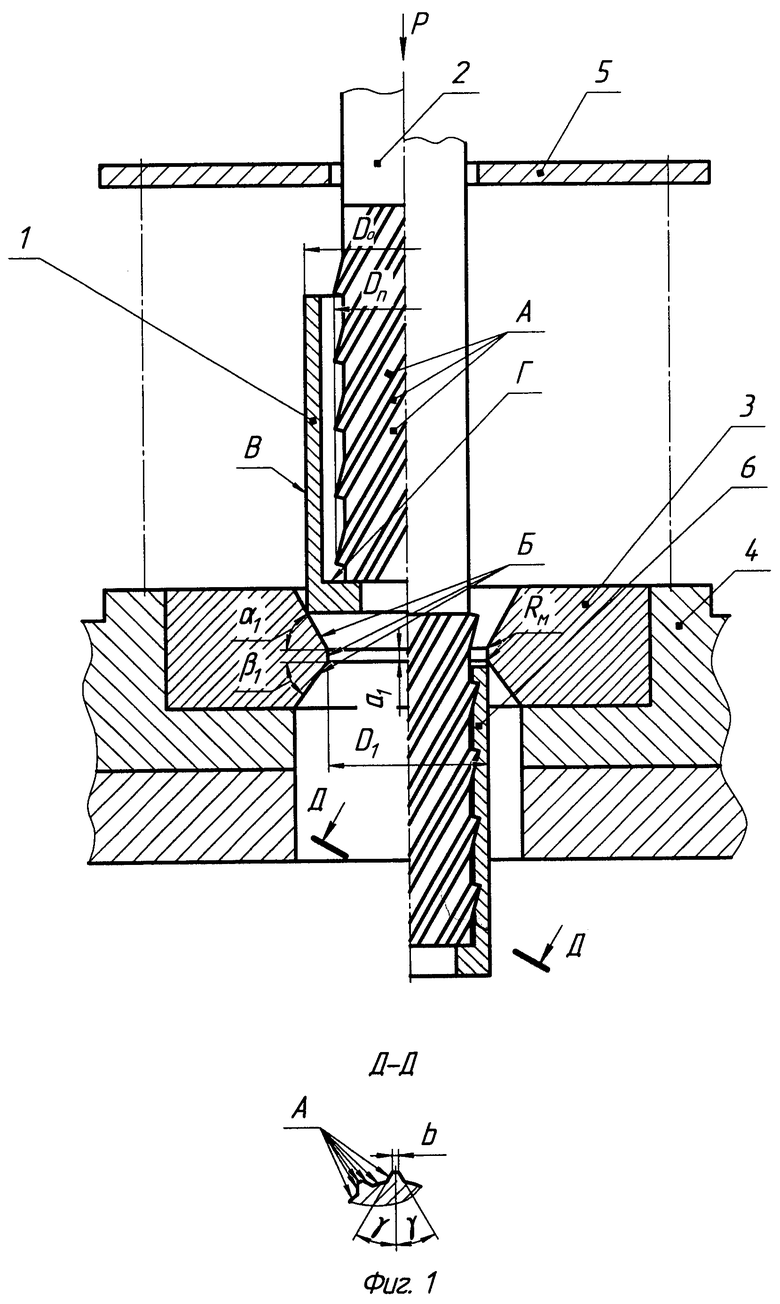
1. Способ изготовления осесимметричных оболочек сложного профиля с внутренними рифлями, включающий заготовительную операцию, при которой выполняют резку труб на заготовки, осуществляют механическую обработку заготовок с формированием уступа на внутренней поверхности и фосфатирование, и прессовые операции формирования на внутренней поверхности заготовок рифлей за две операции, вначале правого направления, затем левого направления, при которых устанавливают заготовку в штампе пресса уступом вниз и формируют рифли за несколько проходов на каждой операции, при этом формирование рифлей и обжим заготовки осуществляют деформирующим инструментом с нанесенной на рабочие поверхности антифрикционной композицией, причем при операциях формирования рифлей и обжима используют фторсодержащую эмульсию смазочную, отличающийся тем, что после формирования рифлей выполняют рекристаллизационный смягчающий отжиг и фосфатирование, затем устанавливают заготовку в штампе пресса уступом вверх и обжимают, а после обжима заготовок выполняют отжиг, уменьшающий напряжения, и химическую чистку заготовок.
2. Способ по п.1, отличающийся тем, что степень деформаций формирования рифлей задают не более 35%.
3. Способ по п.1, отличающийся тем, что коэффициент обжима заготовки задают не менее 0,6.
4. Способ по п.1, отличающийся тем, что на прессовых операциях формирования рифлей используют пуансон и матрицу с нанесенной на их рабочие поверхности антифрикционной композицией в виде раствора фторсодержащего поверхностно-активного вещества в органическом растворителе с массовой долей фторсодержащего вещества, превышающей массовую долю фторсодержащего вещества при обжиме в 1,4-1,6 раза.
5. Способ по п.1, отличающийся тем, что на прессовых операциях формирования рифлей на рабочие поверхности пуансона, матрицы и на наружную поверхность заготовок наносят фторсодержащую эмульсию смазочную, представляющую собой антифрикционную композицию фторсодержащего поверхностно-активного вещества с процентным содержанием фторсодержащего вещества в индустриальном масле, превышающим в 1,5-2,5 раза процентное содержание фторсодержащего вещества в индустриальном масле при обжиме.
| Способ изготовления осесимметричных оболочек с внутренними рифлями | 2020 |
|
RU2759144C1 |
| Способ изготовления осесимметричных деталей сложного профиля | 2019 |
|
RU2722939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОСКОЛОЧНОГО БОЕПРИПАСА | 2000 |
|
RU2171445C1 |
| DE 102008032911 B4, 11.05.2017 | |||
| CN 108405608 A, 17.08.2018. | |||

