Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к ленточному сердечнику, к способу изготовления ленточного сердечника и к устройству изготовления ленточных сердечников. В данной заявке испрашивается приоритет по заявке на патент Японии 2020-178561, поданной 26 октября 2020 года, содержание которой включено сюда путем ссылки.
Уровень техники
[0002] Железные сердечники трансформатора включают в себя пакетированные железные сердечники и ленточные сердечники. Из них, ленточный сердечник, в общем, изготавливается посредством укладки листов текстурированной электротехнической стали слоями, их обмотки с кругообразной формой (ленточной формой) и затем прижатия ленточного тела, чтобы формовать его с по существу прямоугольной формой (в этом описании изобретения, ленточный сердечник, изготовленный таким способом, может называться "стволовым сердечником"). Согласно этому процессу формирования, натяжение при механической обработке (натяжение при пластической деформации) прикладывается ко всем листам текстурированной электротехнической стали, и натяжение при обработке представляет собой фактор, который значительно ухудшает потери в железе листа текстурированной электротехнической стали таким образом, что необходимо выполнять отжиг для компенсации натяжения.
[0003] С другой стороны, в качестве другого способа изготовления ленточного сердечника, раскрываются такие технологии, как технологии, содержащиеся в патентных документах 1-3, в которых участки стальных листов, которые становятся угловыми участками ленточного сердечника, изгибаются заранее, так что относительно небольшая площадь изгиба с радиусом кривизны в 3 мм или менее образуется, и изогнутые стальные листы укладываются слоями с формированием ленточного сердечника (в этом описании изобретения, ленточный сердечник, изготовленный таким способом, может называться "Unicore" (зарегистрированная торговая марка)). Согласно этому способу изготовления, традиционный крупномасштабный процесс прессования не требуется, стальной лист точно изгибается для того, чтобы поддерживать форму железного сердечника, и натяжение при обработке концентрируется только в изогнутом участке (в углу) таким образом, что можно опускать снятие натяжения согласно вышеуказанному процессу отжига, и его промышленные преимущества являются существенными, и его применение расширяется.
Список цитируемых документов
Патентные документы
[0004] Патентный документ 1
Не прошедшая экспертизу заявка на патент Японии, первая публикация 2005-286169
Патентный документ 2
Патент Японии 6224468
Патентный документ 3
Не прошедшая экспертизу заявка на патент Японии, первая публикация 2018-148036
Сущность изобретения
Проблемы, разрешаемые изобретением
[0005] В этой связи, при изготовлении Unicore, хотя диапазон натяжения при пластической деформации (натяжения при обработке), введенного согласно изгибу стального листа, ограничен, вместе с изгибом (введением пластического натяжения), форма поверхности изогнутого участка также изменяется на холмистую форму и становится шероховатой, и как результат, сила трения между стальными листами, которые перекрывают друг друга, увеличивается, и нельзя отрицать, что шум, вызываемый посредством вибрации во время возбуждения, увеличивается (свойства шума значительно ухудшаются).
[0006] Настоящее изобретение создано с учетом вышеизложенных обстоятельств, и цель настоящего изобретения заключается в том, чтобы предоставить ленточный сердечник, способ изготовления ленточного сердечника и устройство изготовления ленточных сердечников, через которые можно уменьшать уровень шума, вызываемого посредством натяжения при пластической деформации, введенного согласно изгибу стального листа.
Средство решения проблемы
[0007] Чтобы достигать вышеуказанной цели, настоящее изобретение предоставляет ленточный сердечник, включающий в себя участок, в котором листы текстурированной электротехнической стали, в которых плоские участки и изогнутые участки являются попеременно непрерывными в продольном направлении, укладываются поверх друг друга в направлении толщины листа, и сформированный посредством укладки листов текстурированной электротехнической стали, которые отдельно изогнуты, слоями и собраны в ленточную форму, при этом когда средняя высота криволинейного элемента для придания шероховатости в направлении ширины, пересекающем продольное направление, формирующее поверхность изогнутого участка листа текстурированной электротехнической стали, составляет Ra(b), и средняя высота криволинейного элемента для придания шероховатости в направлении ширины, формирующем поверхность плоского участка листа текстурированной электротехнической стали, составляет Ra(s), удовлетворяется соотношение 1,00<Ra(b)/Ra(s)≤5,00.
[0008] Ленточный сердечник, имеющий вышеуказанную конфигурацию настоящего изобретения, формируется посредством укладки листов текстурированной электротехнической стали, которые отдельно изогнуты, слоями и собраны в ленточную форму (так называемый Unicore, в котором отжиг для компенсации натяжения может исключаться), и когда изгиб выполняется в то время, когда растягивающая нагрузка прикладывается ко всей концевой поверхности (поперечному сечению C) стального листа, который должен изгибаться в продольном направлении (прокатки) (в направлении L), средняя высота криволинейного элемента для придания шероховатости в направлении ширины, пересекающем продольное направление, формирующее поверхность (контур) изогнутого участка листа текстурированной электротехнической стали, составляет Ra(b), и средняя высота криволинейного элемента для придания шероховатости в направлении ширины, формирующем поверхность (контур) плоского участка листа текстурированной электротехнической стали, составляет Ra(s), соотношение 1,00<Ra(b)/Ra(s)≤5,00 удовлетворяется. Здесь, поверхность изогнутого участка и поверхность плоского участка означают поверхность (внешнюю поверхность изогнутого участка и плоского участка), обращенную за пределы ленточного сердечника. Здесь, Ra(b) и Ra(s) представляют собой среднюю высоту Rc криволинейного элемента для придания шероховатости, заданного в JIS B0601 (2013).
[0009] Как описано выше, при изготовлении Unicore, вследствие пластического натяжения, введенного в лист текстурированной электротехнической стали согласно изгибу, сила трения между стальными листами, перекрывающими друг друга, увеличивается, и, соответственно, имеется проблема шума, вызываемого посредством вибрации во время увеличения возбуждения. Таким образом, авторы изобретения акцентируют внимание на том факте, что когда лист текстурированной электротехнической стали изгибается при приложении растягивающей нагрузки в продольном направлении (в направлении прокатки), шероховатость за пределами изогнутой области (изогнутого участка) листа текстурированной электротехнической стали уменьшается (сглаживается), и обнаруживают, что когда изгиб выполняется при приложении растягивающей нагрузки к стальному листу в продольном направлении во время изгиба, соотношение 1,00<Ra(b)/Ra(s)≤5,00 удовлетворяется (или средняя высота Ra криволинейного элемента для придания шероховатости внутри и снаружи изогнутой области листа текстурированной электротехнической стали управляется), шум, вызываемый посредством натяжения при пластической деформации, уменьшается. Это необходимо понимать следующим образом: когда лист текстурированной электротехнической стали изгибается при приложении растяжения в продольном направлении, пропорция пластического натяжения вследствие растяжения в натяжении при деформации, введенном в изогнутую область, увеличивается (отношение натяжения при сжатии снижается относительно отношения натяжения при растяжении), и средняя высота (Ra(b)) криволинейного элемента для придания шероховатости за пределами изогнутой области листа текстурированной электротехнической стали уменьшается (сглаживается), и, соответственно, сила трения между стальными листами, перекрывающими друг друга в уложенном слоями состоянии, уменьшается, и шум, вызываемый посредством вибрации во время возбуждения (в частности, в изогнутой области), уменьшается.
[0010] Здесь, средняя высота криволинейного элемента для придания шероховатости определяется согласно Японскому промышленному стандарту JIS B 0601 (2013). Кроме того, в вышеуказанной конфигурации, изогнутый участок листа текстурированной электротехнической стали предпочтительно имеет радиус кривизны в 1 мм или более и 5 мм или менее. Здесь, радиус кривизны изогнутого участка представляет собой внутренний радиус кривизны изогнутого участка при виде сбоку.
[0011] Кроме того, настоящее изобретение предоставляет способ изготовления ленточного сердечника, включающий в себя процесс изгиба, на котором листы текстурированной электротехнической стали отдельно изгибают, и процесс сборки, на котором изогнутые листы текстурированной электротехнической стали укладывают поверх друг друга слоями и собирают в ленточной форме с формированием ленточного сердечника, имеющего ленточную форму, включающую в себя участок, в котором листы текстурированной электротехнической стали, в которых плоские участки и изогнутые участки являются попеременно непрерывными в продольном направлении, укладываются поверх друг друга в направлении толщины листа, при этом в процессе изгиба лист текстурированной электротехнической стали изгибают при приложении растягивающей нагрузки в диапазоне в 4 МПа или более и 16 МПа или менее к листу текстурированной электротехнической стали в продольном направлении.
[0012] Кроме того, настоящее изобретение предоставляет устройство изготовления ленточных сердечников, включающее в себя изгибающий блок, который отдельно изгибает листы текстурированной электротехнической стали, и сборочный блок, который укладывает изогнутые листы текстурированной электротехнической стали слоями и собирает их в ленточную форму с формированием ленточного сердечника, имеющего ленточную форму, включающую в себя участок, в котором листы текстурированной электротехнической стали, в которых плоские участки и изогнутые участки являются попеременно непрерывными в продольном направлении, укладываются поверх друг друга в направлении толщины листа, при этом изгибающий блок изгибает лист текстурированной электротехнической стали при приложении растягивающей нагрузки в диапазоне в 4 МПа или более и 16 МПа или менее к листу текстурированной электротехнической стали в продольном направлении.
[0013] В способе изготовления и устройстве изготовления, имеющих вышеуказанную конфигурацию, когда листы текстурированной электротехнической стали отдельно изгибают, лист текстурированной электротехнической стали изгибается при приложении растягивающей нагрузки в диапазоне в 4 МПа или более и 16 МПа или менее к листу текстурированной электротехнической стали в продольном направлении (в направлении прокатки) стального листа. Стальной лист изгибается при приложении растягивающей нагрузки при таких условиях, и как результат, соотношение 1,00<Ra(b)/Ra(s)≤5,00 удовлетворяется, и могут получаться функциональные преимущества, идентичные функциональным преимуществам для вышеуказанного ленточного сердечника. Иными словами, вследствие влияния растягивающей нагрузки, прикладываемой в продольном направлении, средняя высота (Ra(b)) криволинейного элемента для придания шероховатости за пределами изогнутой области листа текстурированной электротехнической стали после изгиба уменьшается (сглаживается), и, соответственно, сила трения между стальными листами, перекрывающими друг друга в уложенном слоями состоянии, уменьшается, и шум, вызываемый посредством вибрации во время возбуждения (в частности, в изогнутой области), уменьшается (свойства шума улучшаются). Кроме того, в способе изготовления и устройстве изготовления, имеющих вышеуказанную конфигурацию, при изгибе, лист текстурированной электротехнической стали предпочтительно изгибается на скорости натяжения в 5 мм/секунда или более и 100 мм/секунда или менее при приложении растягивающей нагрузки в диапазоне в 4 МПа или более и 16 МПа или менее к листу текстурированной электротехнической стали в продольном направлении. Кроме того, при изгибе, лист текстурированной электротехнической стали предпочтительно изгибается таким образом, что радиус кривизны изогнутого участка листа текстурированной электротехнической стали составляет 1 мм или более и 5 мм или менее.
Преимущества изобретения
[0014] Согласно настоящему изобретению, лист текстурированной электротехнической стали изгибается при приложении растяжения в продольном направлении, и соотношение 1,00<Ra(b)/Ra(s)≤5,00 удовлетворяется таким образом, что шероховатость за пределами изогнутой области (изогнутого участка) листа текстурированной электротехнической стали после изгиба уменьшается, и, соответственно, сила трения между стальными листами, которые перекрывают друг друга в уложенном слоями состоянии, уменьшается, и шум, вызываемый посредством вибрации во время возбуждения, уменьшается.
Краткое описание чертежей
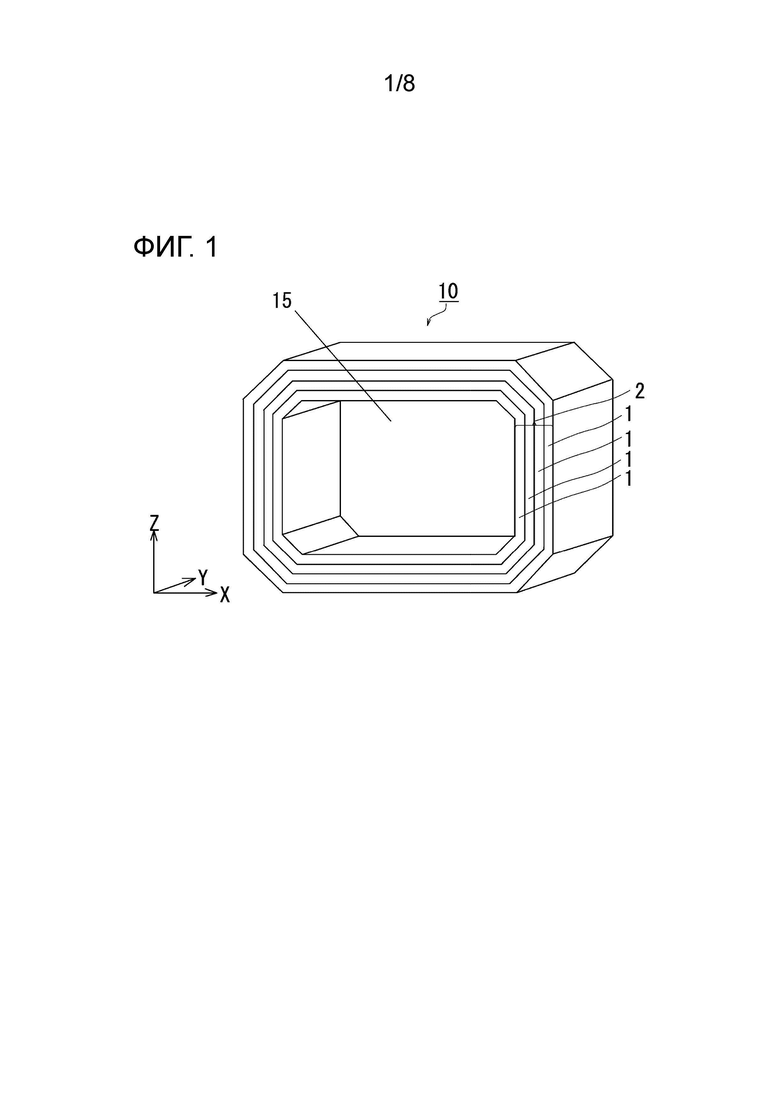
[0015] Фиг. 1 является видом в перспективе, схематично показывающим ленточный сердечник согласно одному варианту осуществления настоящего изобретения.
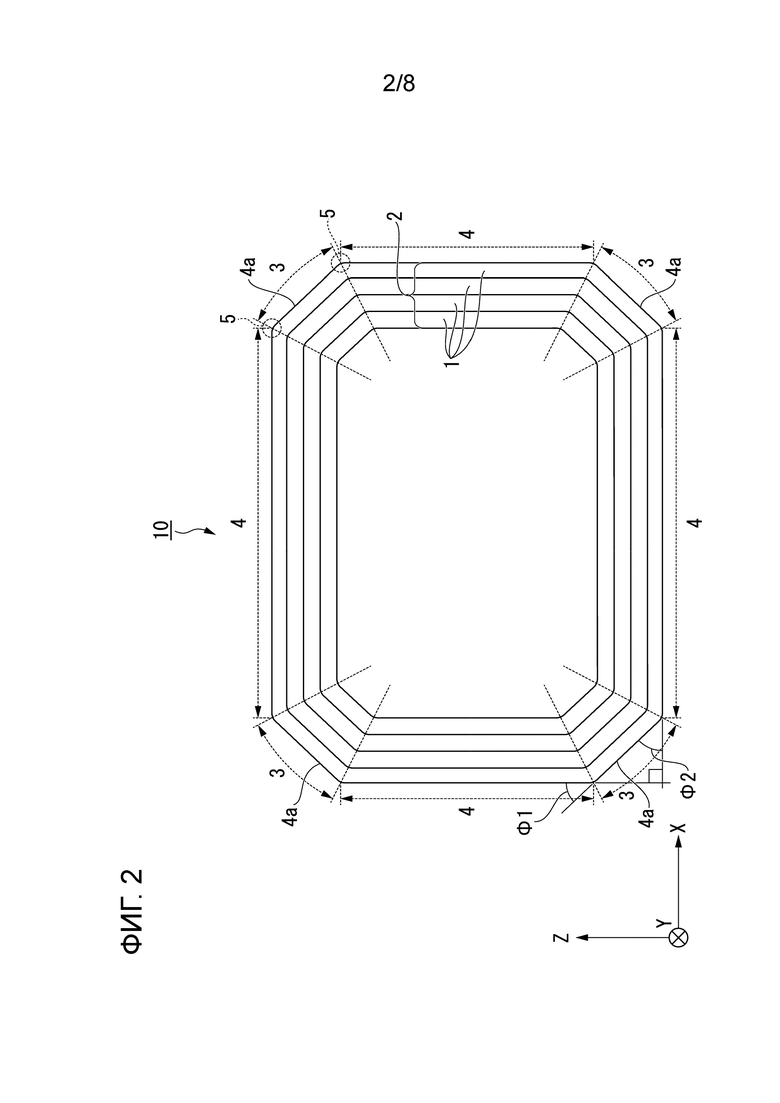
Фиг. 2 является видом сбоку ленточного сердечника, показанного в варианте осуществления по фиг. 1.
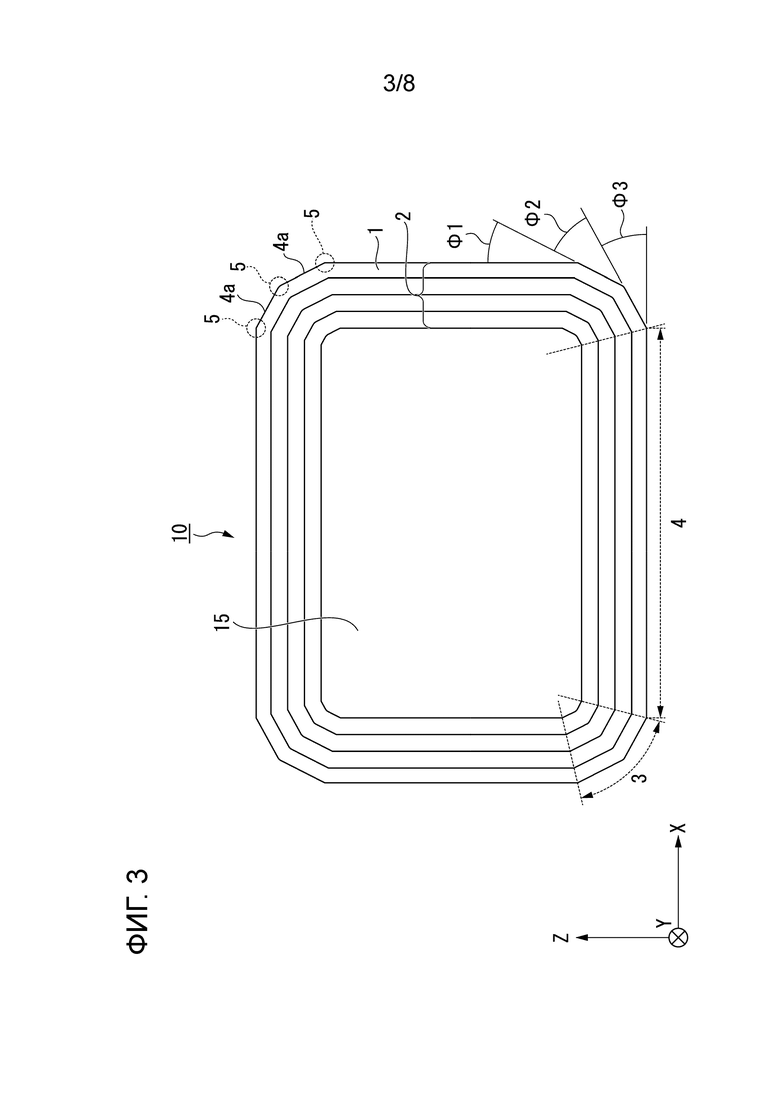
Фиг. 3 является видом сбоку, схематично показывающим ленточный сердечник согласно другому варианту осуществления настоящего изобретения.
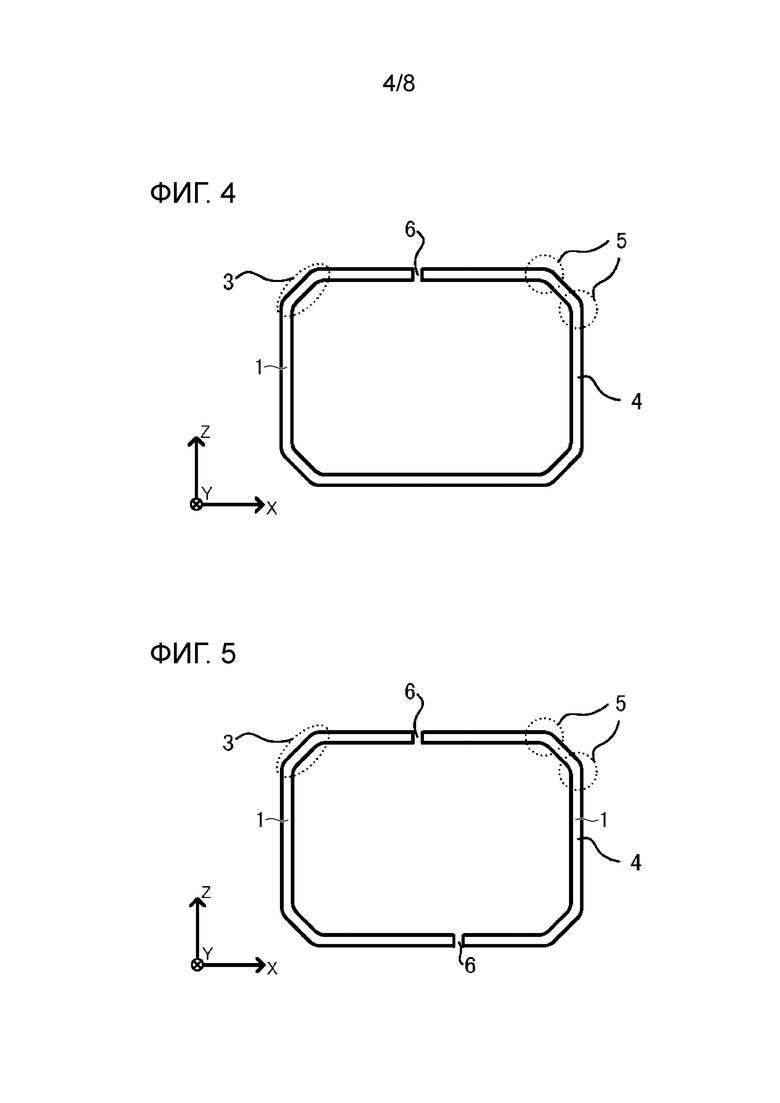
Фиг. 4 является видом сбоку, схематично показывающим пример однослойного листа текстурированной электротехнической стали, составляющего ленточный сердечник.
Фиг. 5 является видом сбоку, схематично показывающим другой пример однослойного листа текстурированной электротехнической стали, составляющего ленточный сердечник.
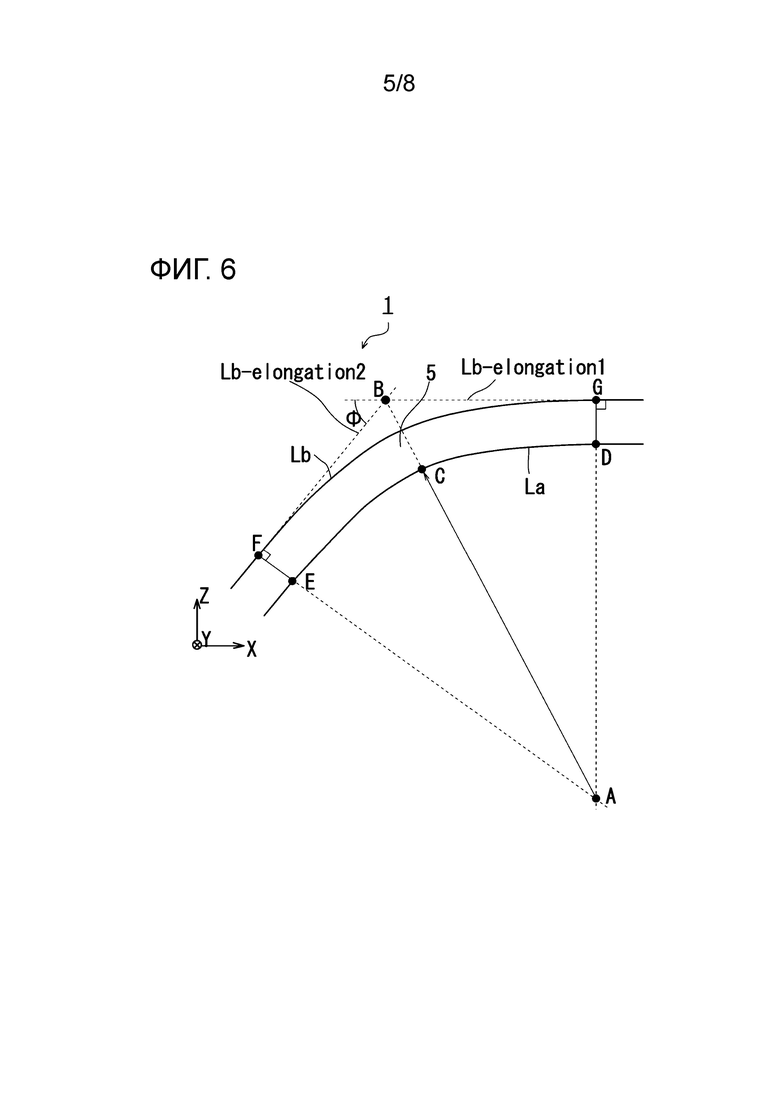
Фиг. 6 является видом сбоку, схематично показывающим пример изогнутого участка листа текстурированной электротехнической стали, составляющего ленточный сердечник настоящего изобретения.
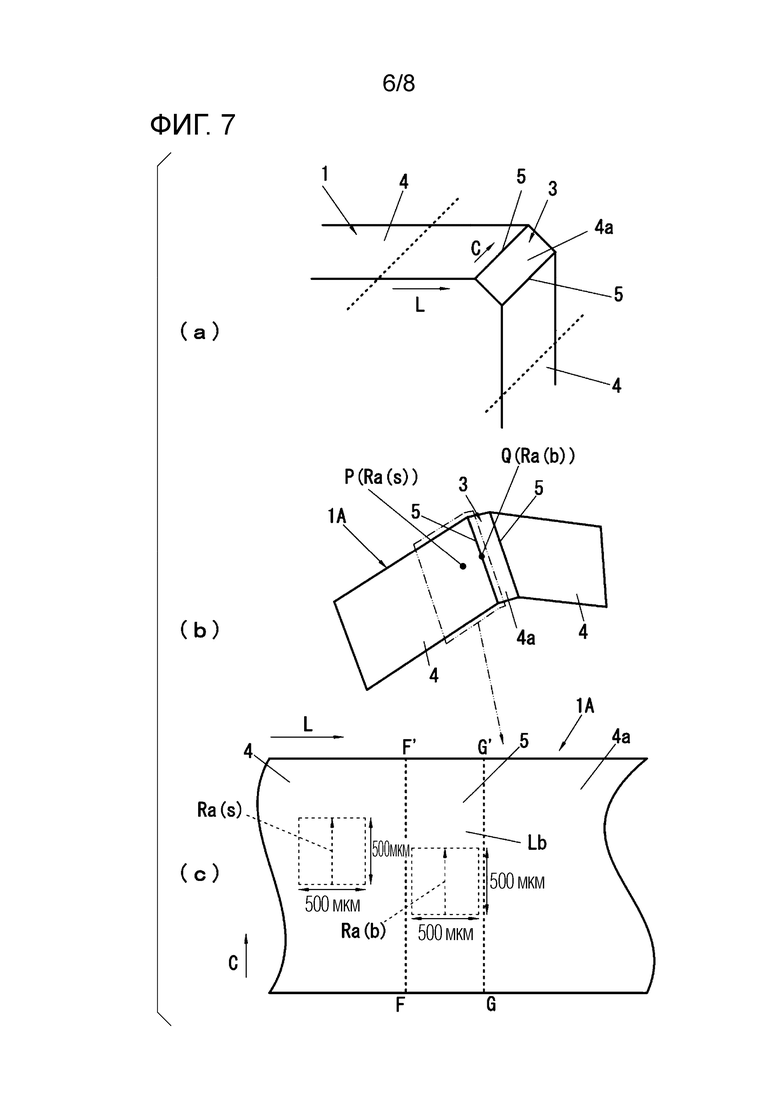
Фиг. 7 является схемой, показывающей пример способа измерения средней высоты Ra(b) криволинейного элемента для придания шероховатости в направлении ширины, формирующем поверхность изогнутого участка, и средней высоты Ra(s) криволинейного элемента для придания шероховатости в направлении ширины, формирующем поверхность плоского участка.
Фиг. 8 является схематичным видом в перспективе, показывающим пример устройства для реализации изгиба, на котором стальной лист изгибается при приложении растягивающей нагрузки к участку стального листа, который должен изгибаться в продольном направлении.
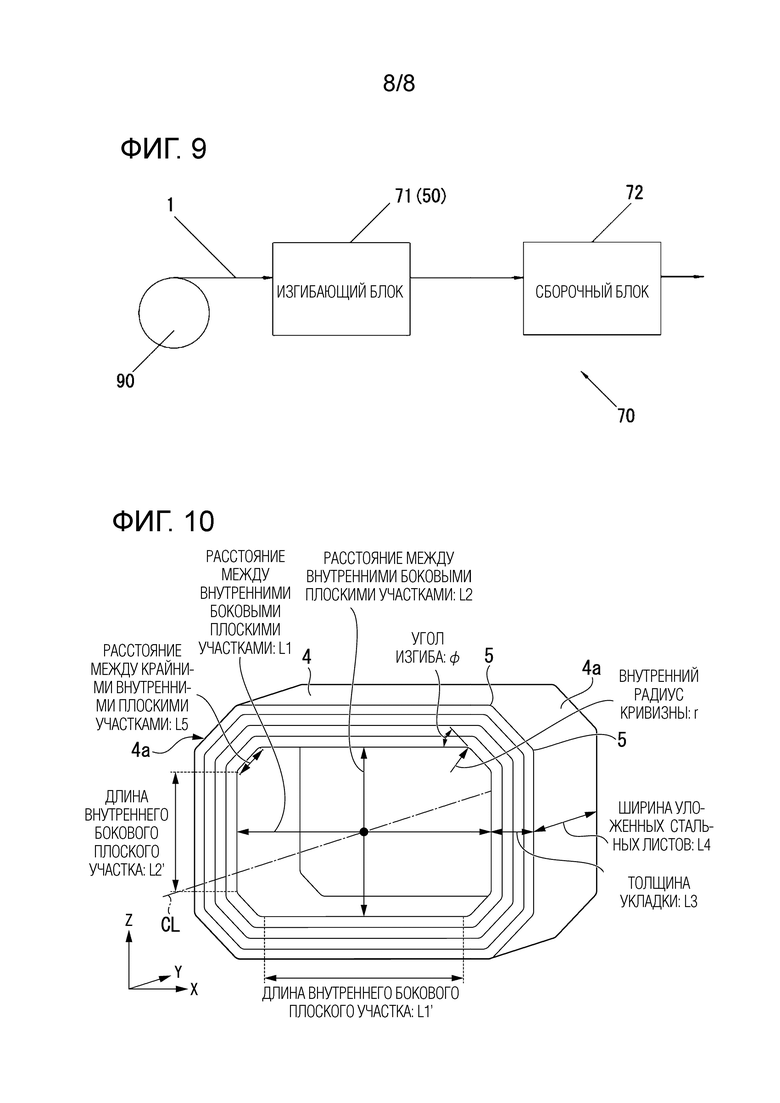
Фиг. 9 является блок-схемой, схематично показывающей конфигурацию устройства для изготовления ленточного сердечника типа Unicore, включающего в себя листы текстурированной электротехнической стали с упругой деформацией на плоских участках.
Фиг. 10 является схематичным видом, показывающим размеры ленточного сердечника, изготовленного тогда, когда оцениваются свойства.
Вариант(ы) осуществления изобретения
[0016] В дальнейшем в этом документе по порядку подробно описывается ленточный сердечник согласно одному варианту осуществления настоящего изобретения. Тем не менее, настоящее изобретение не ограничено только конфигурацией, раскрытой в настоящем варианте осуществления, и может модифицироваться различными способами без отступления от сущности настоящего изобретения. Здесь, нижние предельные значения и верхние предельные значения включаются в ограничивающие диапазоны числовых значений, описанные ниже. Числовые значения, указываемые посредством "больше чем" или "меньше чем", не включаются в эти диапазоны числовых значений. Кроме того, если не указано иное, "%", связанный с химическим составом, означает "масс%".
Кроме того, такие термины, как "параллельный", "перпендикулярный", "идентичный" и "прямой угол", и значения длины и угла, используемые в этом описании изобретения для того, чтобы указывать формы, геометрические условия и их размахи, не привязываются посредством точных смысловых значений и должны интерпретироваться как включающие в себя размах, в котором аналогичные функции могут ожидаться.
Кроме того, в этом описании изобретения, "лист текстурированной электротехнической стали" может просто описываться как "стальной лист" или "лист электротехнической стали", и "ленточный сердечник" может просто описываться как "железный сердечник".
[0017] Ленточный сердечник согласно одному варианту осуществления настоящего изобретения представляет собой ленточный сердечник, включающий в себя по существу прямоугольное основное тело ленточного сердечника при виде сбоку, и основное тело ленточного сердечника включает в себя участок, в котором листы текстурированной электротехнической стали, в которых плоские участки и изогнутые участки являются попеременно непрерывными в продольном направлении, укладываются поверх друг друга в направлении толщины листа, и имеет по существу многоугольную уложенную слоями конструкцию при виде сбоку. Внутренний радиус r кривизны изогнутого участка при виде сбоку, например, составляет 1 мм или более и 5 мм или менее. В качестве примера, лист текстурированной электротехнической стали имеет химический состав, содержащий, в масс%, Si: 2,0-7,0%, причем остаток представляет собой Fe и примеси, и имеет текстуру, ориентированную в ориентации Госса. В качестве листа текстурированной электротехнической стали, например, может использоваться лента текстурированной электромагнитной стали, описанная в JIS C 2553:2019.
[0018] Далее подробно описываются формы ленточного сердечника и листа текстурированной электротехнической стали согласно одному варианту осуществления настоящего изобретения. Непосредственно формы ленточного сердечника и листа текстурированной электротехнической стали, описанные здесь, не являются полностью новыми и просто соответствуют формам известных ленточных сердечников и листов текстурированной электротехнической стали.
Фиг. 1 является видом в перспективе, схематично показывающим ленточный сердечник согласно одному варианту осуществления. Фиг. 2 является видом сбоку ленточного сердечника, показанного в варианте осуществления по фиг. 1. Кроме того, фиг. 3 является видом сбоку, схематично показывающим другой вариант осуществления ленточного сердечника.
Здесь, в настоящем изобретении, вид сбоку является видом листа текстурированной электротехнической стали длинной формы, составляющего ленточный сердечник в направлении ширины (в направлении по оси Y на фиг. 1). Вид сбоку является видом, показывающим форму, наблюдаемую сбоку (видом в направлении по оси Y на фиг. 1).
[0019] Ленточный сердечник 10 согласно одному варианту осуществления настоящего изобретения включает в себя по существу многоугольное основное тело ленточного сердечника при виде сбоку. Основное тело 10 ленточного сердечника имеет по существу прямоугольную уложенную слоями конструкцию при виде сбоку, в которой листы 1 текстурированной электротехнической стали укладываются поверх друг друга в направлении толщины листа. Основное тело 10 ленточного сердечника может использоваться в качестве ленточного сердечника без изменения или может включать в себя, при необходимости, например, известный крепежный элемент, такой как обвязочная лента для закрепления как единое целое множества пакетированных листов текстурированной электротехнической стали.
[0020] В настоящем варианте осуществления, длина железного сердечника для основного тела 10 ленточного сердечника не ограничена конкретным образом. Если число изогнутых участков 5 является идентичным, даже если длина железного сердечника для основного тела 10 ленточного сердечника изменяется, объем изогнутого участка 5 является постоянным, так что потери в железе, сформированные в изогнутом участке, являются постоянными. Если длина железного сердечника больше, объемное отношение изогнутого участка 5 к основному телу 10 ленточного сердечника меньше, и влияние на ухудшение с точки зрения потерь в железе также является небольшим. Следовательно, большая длина железного сердечника для основного тела 10 ленточного сердечника является предпочтительной. Длина железного сердечника для основного тела 10 ленточного сердечника предпочтительно составляет 1,5 м или более и, более предпочтительно, 1,7 м или более. Здесь, в настоящем изобретении, длина железного сердечника для основного тела 10 ленточного сердечника представляет собой длину вдоль окружности в центральной точке в направлении укладки основного тела 10 ленточного сердечника при виде сбоку.
[0021] Такой ленточный сердечник может надлежащим образом использоваться для любого традиционно известного варианта применения.
[0022] Железный сердечник согласно настоящему варианту осуществления имеет по существу многоугольную форму при виде сбоку. В описании с использованием нижеприведенных чертежей, для простоты иллюстрации и описания, описывается по существу прямоугольный (квадратный) железный сердечник, который представляет собой общую форму, но железные сердечники, имеющие различные формы, могут изготавливаться в зависимости от угла и числа изогнутых участков 5 и длины плоского участка 4. Например, если углы всех изогнутых участков 5 составляют 45°, и длины плоских участков 4 равны, вид сбоку является восьмиугольным. Кроме того, если угол составляет 60°, имеется шесть изогнутых участков 5, и длины плоских участков 4 равны, вид сбоку является шестиугольным.
Как показано на фиг. 1 и на фиг. 2, основное тело 10 ленточного сердечника включает в себя участок, в котором листы 1 текстурированной электротехнической стали, в которых плоские участки 4 и 4a и изогнутые участки 5 являются попеременно непрерывными в продольном направлении, укладываются поверх друг друга в направлении толщины листа, и имеет по существу прямоугольную уложенную слоями конструкцию 2, имеющую полый участок 15 при виде сбоку. Угловой участок 3, включающий в себя изогнутый участок 5, имеет два или более изогнутых участков 5, имеющих криволинейную форму при виде сбоку, и сумма углов изгиба изогнутых участков 5, присутствующих в одном угловом участке 3, например, составляет 90°. Угловой участок 3 имеет плоский участок 4a, короче плоского участка 4 между смежными изогнутыми участками 5 и 5. Следовательно, угловой участок 3 имеет форму, включающую в себя два или более изогнутых участков 5 и один или более плоских участков 4a. Здесь, в варианте осуществления по фиг. 2, один изогнутый участок 5 имеет угол в 45°. В варианте осуществления по фиг. 3, один изогнутый участок 5 имеет угол в 30°.
[0023] Как показано в этих примерах, ленточный сердечник настоящего варианта осуществления может формоваться с изогнутыми участками, имеющими различные углы, но чтобы минимизировать возникновение искажения вследствие деформации во время обработки и минимизировать потери в железе, угол φ (φ1, φ2, φ3) изгиба изогнутого участка 5 предпочтительно составляет 60° или менее и, более предпочтительно, 45° или менее. Угол φ изгиба изогнутого участка одного железного сердечника может произвольно образовываться. Например, могут задаваться φ1=60° и φ2=30°, но предпочтительно, если углы сгибания (углы изгиба) равны с учетом эффективности изготовления.
[0024] В дальнейшем подробнее описывается изогнутый участок 5 со ссылкой на фиг. 6. Фиг. 6 является схемой, принципиально показывающей пример изогнутого участка 5 (криволинейного участка) листа 1 текстурированной электротехнической стали. Угол изгиба изогнутого участка 5 представляет собой угловую разность, возникающую между задним прямым участком и передним прямым участком в направлении изгиба в изогнутом участке 5 листа 1 текстурированной электротехнической стали, и выражается, на внешней поверхности листа 1 текстурированной электротехнической стали, в качестве угла φ, который представляет собой дополнительный угол относительно угла, сформированного посредством двух виртуальных линий Lb-elongation1 и Lb-elongation2, полученных посредством протягивания прямых участков, которые представляют собой поверхности плоских участков 4 и 4a с обеих сторон в изогнутом участке 5. В этом случае, точка, в которой протягивающаяся прямая линия отделяется от поверхности стального листа, представляет собой границу между плоским участком 4 и изогнутым участком 5 на внешней поверхности стального листа, которая представляет собой точку F и точку G на фиг. 6.
[0025] Кроме того, прямые линии, перпендикулярные внешней поверхности стального листа протягиваются из точки F и точки G, и пересечения с внутренней поверхностью стального листа представляют собой точку E и точку D. Точка E и точка D представляют собой границы между плоским участком 4 и изогнутым участком 5 на внутренней поверхности стального листа.
Здесь, в настоящем изобретении, изогнутый участок 5 представляет собой участок листа 1 текстурированной электротехнической стали, окруженный посредством точки D, точки E, точки F и точки G при виде сбоку листа 1 текстурированной электротехнической стали. На фиг. 6, поверхность стального листа между точкой D и точкой E, т.е. внутренняя поверхность изогнутого участка 5, указывается посредством La, и поверхность стального листа между точкой F и точкой G, т.е. внешняя поверхность изогнутого участка 5, указывается посредством Lb.
[0026] Кроме того, этот чертеж показывает внутренний радиус r кривизны изогнутого участка 5 при виде сбоку. Радиус r кривизны изогнутого участка 5 получается посредством аппроксимации вышеуказанного La с помощью круглой дуги, проходящей через точку E и точку D. Меньший радиус r кривизны указывает более крутую кривизну криволинейного участка изогнутого участка 5, и больший радиус r кривизны указывает более пологую кривизну криволинейного участка изогнутого участка 5.
В ленточном сердечнике настоящего изобретения, радиус r кривизны в каждом изогнутом участке 5 листов 1 текстурированной электротехнической стали, уложенных слоями в направлении толщины листа, может варьироваться в некоторой степени. Это варьирование может представлять собой варьирование вследствие точности формования, и есть возможность того, что непреднамеренное варьирование может возникать вследствие обработки во время укладки. Такая непреднамеренная ошибка может минимизироваться приблизительно до 0,3 мм или менее при современном общем промышленном изготовлении. Если такое варьирование является большим, репрезентативное значение может получаться посредством измерения радиусов кривизны достаточно большого числа стальных листов и их усреднения. Кроме того, есть возможность изменять его намеренно по какой-либо причине, и настоящее изобретение не исключает такую форму.
[0027] Здесь, способ измерения радиуса r кривизны изогнутого участка 5 не ограничен конкретным образом, и, например, радиус r кривизны может измеряться посредством выполнения наблюдения с использованием предлагаемого на рынке микроскопа (Nikon ECLIPSE LV150) при увеличении в 200. В частности, центральная точка A кривизны получается из результата наблюдения, и для способа ее получения, например, если пересечение сегмента EF линии и сегмента DG линии, протягивающегося внутрь на стороне, противоположной точке B, задается как A, абсолютная величина радиуса r кривизны соответствует длине сегмента AC линии. Здесь, когда точка A и точка B соединяются посредством прямой линии, пересечение на круглой дуге DE в изогнутом участке стального листа представляет собой C.
[0028] Фиг. 4 и фиг. 5 являются схемами, принципиально показывающими пример однослойного листа 1 текстурированной электротехнической стали в основном теле ленточного сердечника. Лист 1 текстурированной электротехнической стали, используемый в примерах по фиг. 4 и фиг. 5, изгибается для того, чтобы реализовывать ленточный сердечник типа Unicore, и включает в себя два или более изогнутых участков 5 и плоский участок 4 и образует по существу многоугольное кольцо при виде сбоку через соединительную часть 6 (зазор), которая представляет собой концевую поверхность одного или более листов 1 текстурированной электротехнической стали в продольном направлении.
В настоящем варианте осуществления, все основное тело 10 ленточного сердечника может иметь по существу многоугольную уложенную слоями конструкцию при виде сбоку. Как показано в примере по фиг. 4, один лист текстурированной электротехнической стали может образовывать один слой основного тела 10 ленточного сердечника через одну соединительную часть 6 (один лист текстурированной электротехнической стали соединяется через одну соединительную часть 6 для каждого витка), и, как показано в примере по фиг. 5, один лист 1 текстурированной электротехнической стали может образовывать приблизительно половину окружности ленточного сердечника, и два листа 1 текстурированной электротехнической стали могут образовывать один слой основного тела ленточного сердечника через две соединительных части 6 (два листа текстурированной электротехнической стали соединяются между собой через две соединительных части 6 для каждого витка).
[0029] Толщина листа для листа 1 текстурированной электротехнической стали, используемого в настоящем варианте осуществления, не ограничена конкретным образом и может надлежащим образом выбираться согласно вариантам применения и т.п., но, в общем, составляет в пределах диапазона от 0,15 мм до 0,35 мм и предпочтительно в диапазоне от 0,18 мм до 0,23 мм.
[0030] Кроме того, способ изготовления листа 1 текстурированной электротехнической стали не ограничен конкретным образом, и традиционно известный способ изготовления листа текстурированной электротехнической стали может надлежащим образом выбираться. Конкретные примеры предпочтительного способа изготовления включают в себя, например, способ, в котором сляб, содержащий 0,04-0,1 масс% C, причем остаток представляет собой химический состав листа текстурированной электротехнической стали, нагревается до 1000°C или выше, и отжиг горячекатаных листов затем выполняется при необходимости, и лист холоднокатаной стали после этого получается посредством холодной прокатки один раз, два раза или более с промежуточным отжигом, лист холоднокатаной стали нагревается, обезуглероживается и отжигается, например, при 700-900°C в атмосфере влажного водорода/инертного газа, и при необходимости, нитрирующий отжиг дополнительно выполняется, отжиговый сепаратор применяется, окончательный отжиг затем выполняется приблизительно при 1000°C, и изоляционное покрытие образуется приблизительно при 900°C. Кроме того, после этого, нанесение покрытия и т.п. для регулирования коэффициента динамического трения может реализовываться.
Кроме того, в общем, преимущества настоящего изобретения могут получаться даже со стальным листом, который подвергается обработке, называемой "управлением магнитным доменом" с использованием натяжения, пазов и т.п. в процессе изготовления стальных листов посредством известного способа.
[0031] Кроме того, в настоящем варианте осуществления, ленточный сердечник 10, состоящий из листа 1 текстурированной электротехнической стали, имеющего вышеуказанную форму, формируется посредством укладки листов 1 текстурированной электротехнической стали, которые отдельно изогнуты, слоями и собраны в ленточную форму, и множество листов 1 текстурированной электротехнической стали соединены между собой по меньшей мере через одну соединительную часть 6 для каждого витка, но во время отдельного изгиба, изгиб выполняется в то время, когда растягивающая нагрузка растяжении прикладывается ко всей концевой поверхности (поперечному сечению C) стального листа, который должен изгибаться в продольном направлении, и когда средняя высота криволинейного элемента для придания шероховатости в направлении ширины (в направлении по оси Y на фиг. 1), пересекающем продольное направление (направление L прокатки на фиг. 7), формирующее поверхность (контур) изогнутого участка 5 листа текстурированной электротехнической стали, составляет Ra(b), и средняя высота криволинейного элемента для придания шероховатости в направлении ширины, формирующем поверхность (контур) плоского участка 4 (4a) листа 1 текстурированной электротехнической стали, составляет Ra(s), соотношение 1,00<Ra(b)/Ra(s)≤5,00 удовлетворяется. Кроме того, в этом случае, вышеуказанный радиус r кривизны (внутренний радиус кривизны изогнутого участка 5 при виде сбоку) изогнутого участка 5 предпочтительно составляет 1 мм или более и 5 мм или менее. Когда радиус r кривизны задается равным 1 мм или более и 5 мм или менее, можно дополнительно уменьшать уровень шума, вызываемого посредством вибрации во время возбуждения.
[0032] Здесь, относительно средней высоты Ra(b) криволинейного элемента для придания шероховатости в направлении ширины, формирующем поверхность изогнутого участка 5, и средней высоты Ra(s) криволинейного элемента для придания шероховатости в направлении ширины, формирующем поверхность плоского участка 4 (4a), например, с использованием цифрового микроскопа (VHX-7000, предлагаемого на рынке компанией Keyence Corporation), средние значения получаются посредством выполнения измерения в 10 полях зрения в изогнутом участке 5 и плоском участке 4 (4a). В частности, например, часть листа 1 текстурированной электротехнической стали, составляющего ленточный сердечник, срезается и вырезается, как указано посредством пунктирной линии на фиг. 7(a), и получается вырезанный стальной лист 1A, включающий в себя один угловой участок 3 и плоские участки 4 на обеих его сторонах, как показано на фиг. 7(b). Во время вырезания, желательно вырезать плоский участок 4 (4a) таким образом, что изогнутый участок 5 не сминается. Здесь, относительно вырезанного стального листа 1A, с использованием цифрового микроскопа, внешняя поверхность плоского участка 4 (4a) и внешняя поверхность (Lb) изогнутого участка 5 листа 1 текстурированной электротехнической стали, обращенная за пределы ленточного сердечника, измеряются. Относительно позиции для измерения, желательно выполнять измерение в центре ширины стального листа (см. позиции P и Q для измерения на фиг. 7(b)) далеко от концевой поверхности стального листа 1A. Здесь, как показано на фиг. 7(c), изогнутый участок 5, т.е. участок листа 1 текстурированной электротехнической стали, окруженный посредством точки D, точки E, точки F и точки G на фиг. 6, т.е. на фиг. 7(c), показывающем плоскость, протягивающуюся в направлении C ширины и продольном направлении L, участок внешней поверхности (Lb), окруженный посредством точки F, точки F', точки G и точки G', сканируется сверху с использованием цифрового микроскопа в направлении C ширины, как указано посредством пунктирной стрелки, и Ra(b) измеряется. Здесь, при необходимости, изогнутый участок 5, который должен измеряться, может помечаться заранее с помощью маркера и т.п. Аналогично, относительно плоского участка 4 (4a), участок внешней поверхности сканируется сверху с использованием цифрового микроскопа в направлении C ширины, как указано посредством пунктирной стрелки, и Ra(s) измеряется. Плоский участок 4 (4a) может собираться отдельно от плоского участка 4 (4a) идентичного железного сердечника или может собираться из обруча, оставшегося после того, как железный сердечник изготавливается. В любом случае, стальной лист, который не деформируется пластически, может использоваться. Например, относительно поля зрения для измерения, например, увеличение задается равным 200 таким образом, что ширина одного поля зрения, показанного на фиг. 7(c), составляет 500 мкм x 500 мкм. Средние высоты Ra(s) и Ra(b) криволинейного элемента для придания шероховатости измеряются согласно JIS B 0601 (2013). Когда средняя высота криволинейных элементов для придания шероховатости измеряется с использованием цифрового микроскопа, значение отсечки λs=0 мкм, и значение отсечки λc=0 мм, и коррекция вибрации может выполняться для измерения. Увеличение для измерения предпочтительно составляет 100 или более и, более предпочтительно, 500-700. Затем такое измерение выполняется, например, для 10 вырезанных стальных листов 1A, и их средние значения задаются как Ra(b) и Ra(s). Здесь, Ra(b) предпочтительно составляет от 0,5 мкм до 4,0 мкм. Ra(b) более предпочтительно составляет от 0,6 до 3,9 мкм. Кроме того, Ra(s) предпочтительно составляет от 0,5 мкм до 1,0 мкм. Ra(s) более предпочтительно составляет от 0,6 мкм до 0,8 мкм.
[0033] Кроме того, изгиб, выполняемый таким образом, чтобы удовлетворять взаимосвязи 1,00<Ra(b)/Ra(s)≤5,00, т.е. изгиб, выполняемый при приложении растягивающей нагрузки ко всей концевой поверхности (поперечному сечению C) стального листа, который должен изгибаться в продольном направлении L, выполняется, например, посредством изгибающего блока 71, включающего в себя устройство 50, как показано на фиг. 8. Устройство 50, показанное на фиг. 8, включает в себя блок 52 удерживания стальных листов, который удерживает и закрепляет один боковой участок 1a листа 1 текстурированной электротехнической стали, например, в состоянии удерживания, и изгибающий механизм 54 для выполнения изгиба в направлении Z, перпендикулярном продольному направлению L и направлению C ширины, при удерживании другого бокового конца 1b листа 1 текстурированной электротехнической стали, который должен изгибаться, и приложении растягивающей нагрузки к концевой поверхности другого бокового конца 1b в продольном направлении L. В частности, изгибающий механизм 54 включает в себя удерживающий участок 62, который удерживает другой боковой конец 1b листа 1 текстурированной электротехнической стали, например, в направлении Z, перпендикулярном продольному направлению L и направлению C ширины, с фиксацией, блок 63 приложения растягивающей нагрузки, который предусматривается на одной стороне удерживающего участка 62 в продольном направлении L и прикладывает растягивающую нагрузку в диапазоне в 4 МПа или более и 16 МПа или менее к другому боковому концу 1b листа 1 текстурированной электротехнической стали, удерживаемого посредством удерживающего участка 62 в продольном направлении L, и участок 59 формования изогнутых участков, который прижимает вниз удерживающий участок 62 в направлении по оси Z, изгибает другой боковой конец 1b листа 1 текстурированной электротехнической стали, удерживаемого посредством удерживающего участка 62, например, на скорости натяжения в 5 мм/секунда или более и 100 мм/секунда или менее, и формует изогнутый участок 5. Блок 63 приложения растягивающей нагрузки может управлять растягивающей нагрузкой посредством измерителя 56 нагрузки с использованием пружины 55 и может задавать нагрузку посредством рукоятки 57. Кроме того, участок 59 формования изогнутых участков включает в себя сервоэлектромотор 58, насос 60, который приводится в действие посредством сервоэлектромотора 58, и подъемный участок 61, который соединяется с верхним концом удерживающего участка 62, и удерживающий участок 62 может перемещаться в направлении по оси Z посредством подъема и опускания подъемного участка 61 с помощью давления, сформированного посредством насоса 60.
[0034] Фиг. 9 схематично показывает устройство 70 изготовления для ленточного сердечника типа Unicore, и устройство 70 изготовления включает в себя изгибающий блок 71, включающий в себя вышеуказанное устройство 50 для отдельного изгиба листа 1 текстурированной электротехнической стали, и укладывает изогнутые листы 1 текстурированной электротехнической стали слоями и собирает их в ленточную форму с формированием ленточного сердечника, имеющего ленточную форму, включающую в себя участок, в котором листы 1 текстурированной электротехнической стали, в которых плоские участки 4 и изогнутые участки 5 являются попеременно непрерывными в продольном направлении, укладываются поверх друг друга в направлении толщины листа. В этом случае, оно дополнительно может включать в себя сборочный блок 72, который укладывает изогнутые листы 1 текстурированной электротехнической стали слоями и собирает их в ленточную форму.
[0035] Листы 1 текстурированной электротехнической стали продвигаются на предварительно определенной скорости транспортировки из блока 90 подачи стальных листов, который удерживает обручный элемент, образованный посредством обмотки листа 1 текстурированной электротехнической стали с формой витков, и подаются в изгибающий блок 71. Листы 1 текстурированной электротехнической стали, подаваемые таким образом, надлежащим образом вырезаются с соответствующим размером в изгибающем блоке 71 и подвергаются изгибу, при котором небольшое число листов отдельно изгибаются, к примеру, по одному листу за раз (процесс изгиба). При этом изгибе, как описано выше, в то время, когда растягивающая нагрузка в диапазоне в 4 МПа или более и 16 МПа или менее прикладывается к листу 1 текстурированной электротехнической стали в продольном направлении L, лист 1 текстурированной электротехнической стали изгибается, например, на скорости натяжения в 5 мм/секунда или более и 100 мм/секунда или менее, чтобы формовать изогнутый участок 5. Когда растягивающая нагрузка в диапазоне в 4 МПа или более и 16 МПа или менее прикладывается к листу 1 текстурированной электротехнической стали, 1,00<Ra(b)/Ra(s)≤5,00 может удовлетворяться. Кроме того в процессе изгиба предпочтительно изгибать лист 1 текстурированной электротехнической стали таким образом, что радиус кривизны изогнутого участка составляет 1 мм или более и 5 мм или менее. В листе 1 текстурированной электротехнической стали, полученном таким образом, поскольку радиус кривизны изогнутого участка 5, вызываемый посредством изгиба, является очень небольшим, натяжение при обработке, прикладываемое к листу 1 текстурированной электротехнической стали посредством изгиба, является очень небольшим. Таким образом, тогда как плотность натяжения при обработке предположительно должна увеличиваться, если объем под влиянием натяжения при обработке может уменьшаться, процесс отжига может исключаться. Кроме того, листы 1 текстурированной электротехнической стали, вырезанные и изогнутые таким образом, укладываются поверх друг друга слоями и собираются в ленточной форме, например, посредством сборочного блока 72, чтобы формовать ленточный сердечник (процесс сборки).
[0036] Ниже показаны данные, верифицирующие то, что шум минимизируется при использовании ленточного сердечника 10, имеющего вышеуказанную конфигурацию согласно настоящему варианту осуществления.
Авторы изобретения изготовили железные сердечники a-f, имеющие формы, показанные в таблице 1 и на фиг. 10, с использованием соответствующих стальных листов в качестве материалов при получении данных верификации.
Здесь, L1 является параллельным направлению по оси X и представляет собой расстояние между параллельными листами 1 текстурированной электротехнической стали на крайней внутренней периферии ленточного сердечника в плоском поперечном сечении, включающем в себя центр CL (расстояние между внутренними боковыми плоскими участками). L2 является параллельным направлению по оси Z и представляет собой расстояние между параллельными листами 1 текстурированной электротехнической стали на крайней внутренней периферии ленточного сердечника в вертикальном поперечном сечении, включающем в себя центр CL (расстояние между внутренними боковыми плоскими участками). L3 является параллельным направлению по оси X и представляет собой толщину укладки ленточного сердечника в плоском поперечном сечении, включающем в себя центр CL (толщину в направлении укладки). L4 является параллельным направлению по оси X и представляет собой ширину уложенных слоями стальных листов ленточного сердечника в плоском поперечном сечении, включающем в себя центр CL. L5 представляет собой расстояние между плоскими участками, которые являются смежными друг с другом в крайнем внутреннем участке ленточного сердечника и размещаются таким образом, что они образуют прямой угол совместно (расстояние между изогнутыми участками). Другими словами, L5 представляет собой длину плоского участка 4a в продольном направлении, имеющем наименьшую длину из плоских участков 4 и 4a листов текстурированной электротехнической стали на крайней внутренней периферии; r представляет собой радиус кривизны изогнутого участка 5 на внутренней стороне ленточного сердечника, и φ представляет собой угол изгиба изогнутого участка 5 ленточного сердечника. Сердечники номера a-f для по существу прямоугольных железных сердечников в таблице 1 имеют конструкцию, в которой плоский участок с расстоянием до внутреннего бокового плоского участка в L1 разделяется приблизительно в центре расстояния L1, и два железных сердечника, имеющих "по существу U-образную форму", соединяются.
[0037] Здесь, железный сердечник для сердечника номер e традиционно используется в качестве общего ленточного сердечника и представляет собой так называемый ленточный сердечник в форме стволового сердечника, изготовленный посредством способа срезания стального листа, его наматывания с цилиндрической формой, затем прижатия цилиндрического уложенного слоями тела без изменения таким образом, что угловой участок имеет постоянную кривизну, и его формования с по существу прямоугольной формой. Следовательно, радиус кривизны изогнутого участка 5 варьируется значительно в зависимости от положения укладки стального листа. Относительно железного сердечника для сердечника номер e, в таблице 1, * указывает то, что r увеличивается к внешней стороне, r=5 мм в крайней внутренней периферийной части, и r=60 мм в крайней внешней периферийной части. Кроме того, железный сердечник для сердечника номер c представляет собой ленточный сердечник типа Unicore, имеющий больший радиус r кривизны (радиус r кривизны превышает 5 мм), чем железные сердечники для сердечников номера a, b и d (ленточного сердечника типа Unicore), и железный сердечник для сердечника номер d представляет собой ленточный сердечник типа Unicore, имеющий три изогнутых участка 5 в одном угловом участке 3.
[0038] Табл. 1
[0039] Таблицы 2-5 показывают, на основе различных форм сердечника, как описано выше, среднее значение (мкм) Ra(b), измеренного в 10 местоположениях (измеренного в 10 полях зрения) в изогнутом участке 5, описанном выше, среднее значение (мкм) Ra(s), измеренного в 10 местоположениях (измеренного в 10 полях зрения) в плоском участке 4 (4a), описанном выше, и отношение Ra(b)/Ra(s), полученное посредством измерения 85 примерных материалов, в которых целевой угол φ(°) изгиба, толщина стального листа (мм) и растягивающая нагрузка (МПа) прикладываемая в продольном направлении L, заданы, и измеренный и оцененный шум в железном сердечнике (дБА). Здесь, вышеуказанное измерение в 10 местоположениях означает то, что в случае изогнутого участка 5, 10 стальных листов произвольно извлечены из одного ленточного сердечника, одно местоположение каждого изогнутого участка задано в качестве одного поля зрения, и Ra(b) и измеренный угол изгиба измерены. Средние высоты Ra(b) и Ra(s) криволинейного элемента для придания шероховатости представляют собой среднюю высоту Rc криволинейного элемента для придания шероховатости, измеренную с использованием цифрового микроскопа (VHX-7000, предлагаемого на рынке компанией Keyence Corporation). Средняя высота Rc криволинейного элемента для придания шероховатости измерена на основе JIS B 0601 (2013). Значения отсечки составляют λs=0 и λc=0, и коррекция вибрации выполнена для измерения. Увеличение для измерения задано равным 500-700.
[0040] При оценке шума в железном сердечнике, вышеуказанный ленточный сердечник подготовлен и возбужден, и шум измерен. Это измерение шума выполнено в безэховой камере с фоновым шумом в 16 дБА, шумомер установлен в позиции в 0,3 м от поверхности железного сердечника, и характеристика A использована в качестве коррекции акустического ощущения. Кроме того, при возбуждении, частота задана равной 50 Гц, и плотность магнитного потока задана равной 1,7 T. Шум в железном сердечнике в 44 дБА или менее определен как удовлетворительный.
[0041] Табл. 2
[0042] Табл. 3
[0043] Табл. 4
[0044] Табл. 5
[0045] Как можно понять из таблиц 2-5, относительно железных сердечников для сердечников номера a, b, c, d и f, формирующих тип Unicore, если толщина стального листа составляет в пределах диапазона от 0,15 мм до 0,35 мм, независимо от толщины листа, растягивающая нагрузка (растяжение) в пределах диапазона 4 МПа или более и 16 МПа или менее приложена в продольном направлении L, и в силу этого отношение Ra(b)/Ra(s), удовлетворяющее взаимосвязи 1,00<Ra(b)/Ra(s)≤5,00, получено. Соответственно, шум в железном сердечнике уменьшен до 44 дБА или менее. С другой стороны, если растягивающая нагрузка является слишком сильной, шероховатость поверхности становится небольшой, но возникает тенденция для ухудшения шума в это время вследствие натяжения и т.п. Кроме того, железные сердечники для сердечников номера a, b и c, имеющих небольшой радиус r кривизны (5 мм или менее) изогнутого участка, имеют шум в железном сердечнике, который уменьшен в большей степени, чем в железном сердечнике для сердечника номер c с радиусом кривизны в 6 мм. Кроме того, в случае железного сердечника для сердечника номер e, формирующего тип стволового сердечника, когда растягивающая нагрузка в пределах диапазона 4 МПа или более и 16 МПа или менее приложена в продольном направлении L, даже если соотношение 1,00<Ra(b)/Ra(s)≤5,00 удовлетворено, шум в железном сердечнике не может уменьшаться в достаточной степени.
[0046] На основе вышеприведенных результатов, можно четко понимать, что в ленточном сердечнике настоящего изобретения, поскольку соотношение 1,00<Ra(b)/Ra(s)≤5,00 удовлетворена, когда изгиб выполнен в то время, когда растягивающая нагрузка приложена ко всей концевой поверхности (поперечному сечению C) стального листа, который должен изгибаться в продольном направлении, шум, вызываемый посредством натяжения при пластической деформации, уменьшен.
Перечень ссылочных позиций
[0047] 1 - лист текстурированной электротехнической стали
4, 4a - плоский участок
5 - изогнутый участок
10 - ленточный сердечник (основное тело ленточного сердечника)
50 - устройство
70 - устройство изготовления
71 - изгибающий блок
72 - сборочный блок
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ СЕРДЕЧНИКОВ | 2021 |
|
RU2805262C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ СЕРДЕЧНИКОВ | 2021 |
|
RU2805169C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА | 2021 |
|
RU2811988C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА | 2021 |
|
RU2811907C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2022 |
|
RU2828328C2 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2777448C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2814178C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2814177C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2809519C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2811454C1 |

Изобретение относится к электротехнике. Технический результат заключается в уменьшении шума в сердечнике при изгибе стального листа. Ленточный сердечник (10) включает в себя участок, в котором листы (1) текстурированной электротехнической стали, в которых плоские участки (4) и изогнутые участки (5) являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа, и сформированный посредством укладки листов (1) текстурированной электротехнической стали, которые отдельно изогнуты, слоями, и собраны в ленточную форму. При этом, когда средняя высота криволинейного элемента для придания шероховатости в направлении ширины, пересекающем продольное направление, формирующее поверхность изогнутого участка (5) листа (1) текстурированной электротехнической стали, составляет Ra(b), и средняя высота криволинейного элемента для придания шероховатости в направлении ширины, формирующем поверхность плоского участка (4) листа (1) текстурированной электротехнической стали, составляет Ra(s), удовлетворяется соотношение 1,00<Ra(b)/Ra(s)≤5,00. 3 н. и 3 з.п. ф-лы, 10 ил., 5 табл.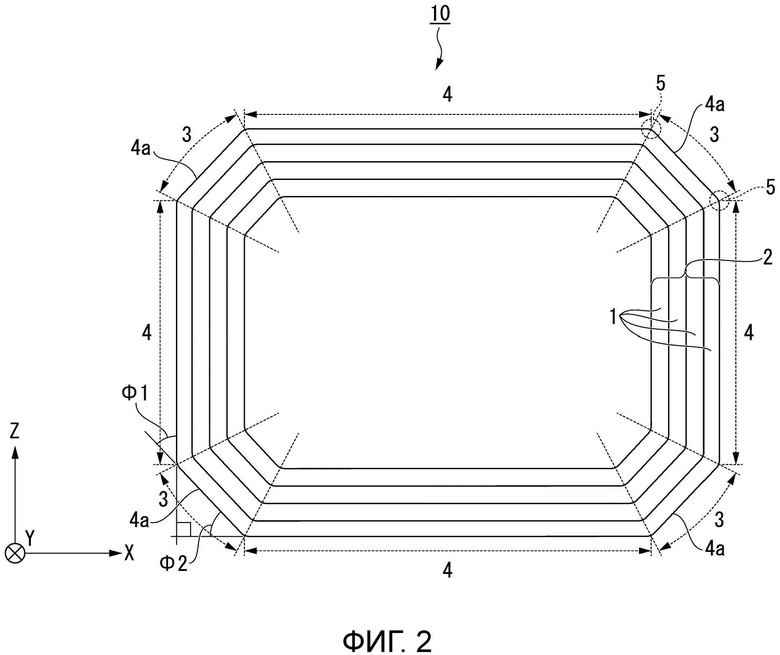
1. Ленточный сердечник, содержащий участок, в котором листы текстурированной электротехнической стали, в которых плоские участки и изогнутые участки являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа, и сформированный посредством укладки листов текстурированной электротехнической стали, которые отдельно изогнуты, слоями, и собраны в ленточную форму,
при этом, когда средняя высота криволинейного элемента для придания шероховатости в направлении ширины, пересекающем продольное направление, формирующее поверхность изогнутого участка листа текстурированной электротехнической стали, составляет Ra(b), и средняя высота криволинейного элемента для придания шероховатости в направлении ширины, формирующем поверхность плоского участка листа текстурированной электротехнической стали, составляет Ra(s), удовлетворяется соотношение 1,00<Ra(b)/Ra(s)≤5,00.
2. Ленточный сердечник по п. 1,
в котором изогнутый участок имеет радиус кривизны в 1 мм или более и 5 мм или менее.
3. Способ изготовления ленточного сердечника, включающий:
процесс изгиба, на котором листы текстурированной электротехнической стали отдельно изгибают; и
процесс сборки, на котором изогнутые листы текстурированной электротехнической стали укладывают поверх друг друга слоями и собирают в ленточную форму с формированием ленточного сердечника, имеющего ленточную форму, включающую в себя участок, в котором листы текстурированной электротехнической стали, в которых плоские участки и изогнутые участки являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа,
при этом в процессе изгиба лист текстурированной электротехнической стали изгибается при приложении растягивающей нагрузки в диапазоне в 4 МПа или более и 16 МПа или менее к листу текстурированной электротехнической стали в продольном направлении.
4. Способ изготовления ленточного сердечника по п. 3,
в котором в процессе изгиба лист текстурированной электротехнической стали изгибают таким образом, что радиус кривизны изогнутого участка листа текстурированной электротехнической стали составляет 1 мм или более и 5 мм или менее.
5. Устройство изготовления ленточного сердечника, содержащее:
изгибающий блок, который отдельно изгибает листы текстурированной электротехнической стали; и
сборочный блок, который укладывает изогнутые листы текстурированной электротехнической стали слоями и собирает их в ленточную форму с формированием ленточного сердечника, имеющего ленточную форму, включающую в себя участок, в котором листы текстурированной электротехнической стали, в которых плоские участки и изогнутые участки являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа,
при этом изгибающий блок изгибает лист текстурированной электротехнической стали при приложении растягивающей нагрузки в диапазоне в 4 МПа или более и 16 МПа или менее к листу текстурированной электротехнической стали в продольном направлении.
6. Устройство изготовления ленточного сердечника по п. 5,
в котором изгибающий блок изгибает лист текстурированной электротехнической стали таким образом, что радиус кривизны изогнутого участка листа текстурированной электротехнической стали составляет 1 мм или более и 5 мм или менее.
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2713622C1 |
| JP 2018148036 A, 20.09.2018 | |||
| JPS 57148561 A, 13.09.1982 | |||
| JP 2011243792 A, 01.12.2011 | |||
| JPS 62270723 A, 25.11.1987. | |||

