Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к способу и к устройству для изготовления ленточного сердечника. В данной заявке испрашивается приоритет по заявке на патент Японии 2020-178569, поданной 26 октября 2020 года, содержание которой включено сюда путем ссылки.
Уровень техники
[0002] Сердечники трансформатора включают в себя слоистый сердечник и ленточный сердечник. Из них, ленточный сердечник, в общем, изготавливается посредством укладки листов текстурованной электротехнической стали слоями, их обмотки с кругообразной формой (извитой формой) и затем воздействия повышенного давления в ленточном теле, чтобы формовать его с практически квадратной формой (в этом описании изобретения, ленточный сердечник, изготовленный таким способом, иногда называется так называемым "сердечником Tranco", который представляет собой одну форму характерного ленточного сердечника (подвергнутого отжигу для компенсации натяжения) (в дальнейшем называемого "сердечником Tranco")). Натяжение при механической обработке (натяжение при пластической деформации) формируется во всех листах текстурированной электротехнической стали через этот процесс формования и вызывает значительное ухудшение потерь в железе листов текстурированной электротехнической стали, и в силу этого необходимо выполнять отжиг для компенсации натяжения.
[0003] С другой стороны, в качестве других способов изготовления ленточного сердечника, раскрыты такие технологии, как технологии в патентных документах 1-3, в которых участки стального листа, которые должны представлять собой угловые участки ленточного сердечника, изгибаются заранее, так что относительно небольшая площадь изгиба с радиусом кривизны в 3 мм или менее образуется, и изогнутые стальные листы укладываются с формированием ленточного сердечника (в этом описании изобретения, ленточный сердечник, изготовленный таким способом, иногда называется "Unicore" (зарегистрированный товарный знак)). Согласно этим способам изготовления, традиционный крупномасштабный процесс прессования не требуется, стальные листы точно изгибаются, чтобы поддерживать форму сердечника, и натяжение при обработке также концентрируется только в изогнутых участках (угловых участках). Следовательно, также можно опускать снятие натяжения через вышеуказанный процесс отжига, промышленные преимущества являются существенными, и их применение расширяется.
Список цитируемых документов
Патентные документы
[0004] Патентный документ 1
Не прошедшая экспертизу заявка на патент Японии, первая публикация 2005-286169
Патентный документ 2
Патент Японии 6224468
Патентный документ 3
Не прошедшая экспертизу заявка на патент Японии, первая публикация 2018-148036
Сущность изобретения
Проблемы, решаемые изобретением
[0005] В этой связи, при изгибе и формовании участка стального листа с формированием углового участка Unicore, а именно, когда листы или полосы текстурированной электротехнической стали, полученные посредством разрезания листов текстурированной электротехнической стали параллельно направлению прокатки стального листа, изгибаются во множестве сгибов (изогнутых участков) в направлении, перпендикулярном направлению прокатки стального листа с формированием многоугольного сердечника, если условия изгиба являются жесткими, трещины могут образовываться в изогнутых участках. Кроме того, даже если трещины не образуются, возникает такая проблема, что изоляционное покрытие на поверхности листов текстурированной электротехнической стали должно отслаиваться или осыпаться и накапливаться между уложенными стальными листами, или что матрица (пуансон) должна поцарапать поверхность стальных листов вследствие повторения изгиба с идентичной матрицей. С другой стороны, если условия изгиба упрощаются, то отскакивание должно возникать в изогнутых участках, и фиксируемость формы становится недостаточной. Соответственно, когда сердечник подготавливается, большой зазор может формироваться между слоистыми стальными листами, или сердечник может иметь форму, недостаточную для сборки в качестве сердечника.
[0006] В любом случае, проблема состоит в том, что эффективное объемное отношение сердечника становится небольшим, и вторичные проблемы возникают с точки зрения качества, такие как форма сердечника или царапины на поверхности.
[0007] Настоящее изобретение осуществлено с учетом вышеуказанных обстоятельств, и цель изобретения заключается в том, чтобы предоставить способ и устройство для изготовления ленточного сердечника, которые позволяют минимизировать растрескивание в изогнутых участках листов текстурированной электротехнической стали во время изгиба стальных листов, предотвращать царапины на поверхности стальных листов либо отслаивание или осыпание покрытия на поверхности и улучшать фиксируемость формы.
Средство решения проблемы
[0008] Чтобы достигать цели, настоящее изобретение предлагает способ изготовления ленточного сердечника, который представляет собой ленточный сердечник, имеющий ленточную форму, включающую в себя прямоугольный полый участок в центре и участок, в котором листы текстурированной электротехнической стали, в которых плоские участки и изогнутые участки являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа, которая представляет собой ленточный сердечник, сформированный посредством укладки листов текстурированной электротехнической стали, которые отдельно изогнуты, слоями и собраны в ленточную форму, и в котором множество листов текстурированной электротехнической стали соединены между собой по меньшей мере через одну соединительную часть для каждого витка, при этом способ включает в себя: формование по меньшей мере одного из изогнутых участков одного или более уложенных слоями листов текстурированной электротехнической стали таким образом, что одна сторона листа текстурированной электротехнической стали размещается и ограничивается на матрице, и пуансон прижимается против участка изгибаемого листа текстурированной электротехнической стали на другой свободной концевой стороне в направлении толщины листа текстурированной электротехнической стали, внешние поверхности матрицы и пуансона имеют дугообразный участок, имеющий заданную кривизну в поперечном сечении в направлении толщины листа текстурированной электротехнической стали, когда толщина листа текстурированной электротехнической стали составляет T (мм), углы изгиба изогнутых участков составляют θ(°), радиус кривизны дугообразного участка матрицы составляет Rd (мм), и радиус кривизны дугообразного участка пуансона составляет Rp (мм), удовлетворяются соотношения нижеприведенных уравнений (1)-(5), и участок изгибаемого листа текстурированной электротехнической стали подвергается воздействию повышенного давления посредством дугообразного участка пуансона и изгибается вдоль дугообразного участка матрицы, так что четыре или более изогнутых участков формуются в одном из листов текстурированной электротехнической стали,
0,02≤T/(2Rd+T)≤0,15... (1)
0,5≤Rd≤3,0... (2)
0,15≤T≤0,30... (3)
2,5≤Rp/Rd≤10... (4)
10°≤θ≤90°... (5).
[0009] С точки зрения практических ситуаций, в которых при изгибе и формовании участка стального листа с формированием углового участка в ленточном сердечнике в форме Unicore, если условия изгиба являются жесткими, возникает такая проблема, что трещины образуются в изогнутых участках, покрытия на поверхностях стальных листов должны отслаиваться или осыпаться и накапливаться между слоистыми стальными листами, или матрица должна поцарапать поверхность стальных листов; с другой стороны, если условия изгиба упрощаются, то отскакивание должно возникать в изогнутых участках, и фиксируемость формы становится недостаточной, авторы настоящего изобретения акцентируют внимание на тех фактах, что фиксируемость формы может улучшаться посредством приложения достаточного пластического натяжения в направлении растяжения на внешней стороне изгиба изогнутых участков стальных листов; с другой стороны, образование растрескивания изогнутых участков стальных листов может минимизироваться посредством уменьшения пластического натяжения на внешней стороне изгиба изогнутых участков стальных листов до определенного значения или менее, и значительное отслаивание и осыпание изоляционного покрытия может минимизироваться посредством уменьшения натяжения при сжатии на внутренней стороне изгиба изогнутых участков стальных листов. Авторы настоящего изобретения обнаружили, что вышеуказанная последовательность проблем может разрешаться посредством выполнения изгиба, управляемого с возможностью прикладывать соответствующее пластическое натяжение в пределах определенного диапазона согласно толщине изгибаемого листа текстурированной электротехнической стали а именно, посредством задания по меньшей мере отношения Rp/Rd радиуса Rp кривизны дугообразного участка пуансона к радиусу Rd кривизны дугообразного участка матрицы при воздействии повышенного давления в участке изгибаемого листа текстурированной электротехнической стали с использованием дугообразного участка пуансона, чтобы изгибать его вдоль дугообразного участка матрицы через способ одностороннего свободного изгиба для воздействия повышенного давления и изгиба свободного концевого участка на одной стороне листа текстурированной электротехнической стали, другая сторона которого размещается на матрице, с использованием пуансона, таким образом, что он составляет в пределах определенного диапазона. Кроме того, также обнаружено, что в том случае, если Rp/Rd является слишком небольшим, сила, действующая при обработке, становится слишком большой, и хотя достаточное пластическое натяжение может прикладываться, трение между пуансоном и поверхностью стального листа увеличивается, и поверхность стального листа с большой вероятностью должна царапаться. С другой стороны, также обнаружено, что когда Rp/Rd превышает определенный диапазон, сила, действующая при обработке, становится небольшой, затрудняя приложение достаточного пластического натяжения.
[0010] Более конкретно, в таком способе одностороннего свободного изгиба по меньшей мере один из изогнутых участков одного или более уложенных слоями листов текстурированной электротехнической стали формируется таким образом, что одна сторона листа текстурированной электротехнической стали размещается и ограничивается на матрице, и пуансон прижимается к участку изгибаемого листа текстурированной электротехнической стали на другой свободной концевой стороне в направлении толщины листа текстурированной электротехнической стали. В этом случае, внешние поверхности матрицы и пуансона имеют дугообразный участок, имеющий заданную кривизну в поперечном сечении в направлении толщины листа текстурированной электротехнической стали, и когда толщина листа текстурированной электротехнической стали составляет T (мм), углы изгиба изогнутых участков составляют θ(°), радиус кривизны дугообразного участка матрицы составляет Rd (мм), и радиус кривизны дугообразного участка пуансона составляет Rp (мм), соотношения нижеприведенных уравнений (1)-(5) удовлетворяются,
0,02≤T/(2Rd+T)≤0,15... (1)
(T/(2Rd+T) является вычисленным прикладываемым натяжением)
0,5≤Rd≤3,0... (2)
0,15≤T≤0,30... (3)
2,5≤Rp/Rd≤10... (4)
10°≤θ≤90°... (5).
Соответственно, форма уложенных слоями стальных листов может задаваться однородной в направлении ширины, и форма изогнутых участков стальных листов может задаваться однородной по всему направлению гребня, за счет этого достигая превосходного качества в отношении формы и улучшая эффективное объемное отношение сердечника. Кроме того, натяжение, введенное в изогнутые участки стальных листов, может уменьшаться, чтобы уменьшать потери в железе сердечника. Соответственно, можно минимизировать растрескивание в изогнутых участках листов текстурированной электротехнической стали во время изгиба стальных листов, предотвращать царапины на поверхности стальных листов либо отслаивание или осыпание покрытия на поверхности и улучшать фиксируемость формы.
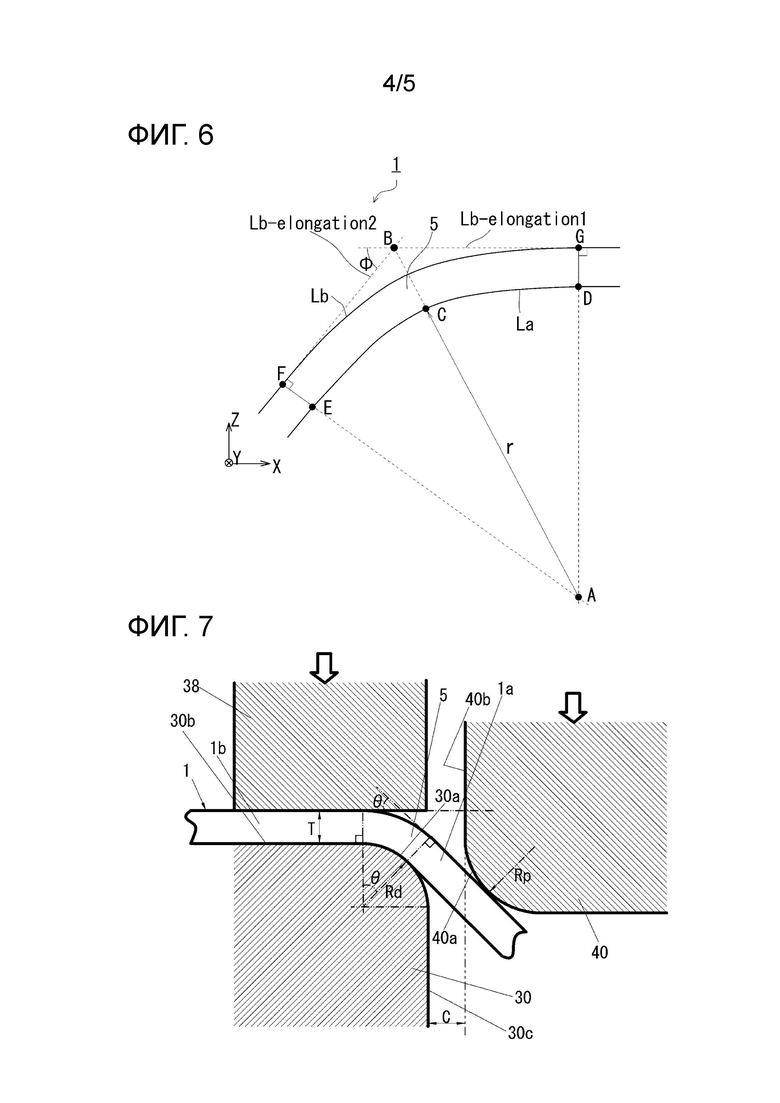
[0011] В настоящем изобретении, угол изгиба изогнутого участка означает угловую разность между передним прямым участком и задним прямым участком в направлении изгиба в изогнутом участке листа текстурированной электротехнической стали и, как показано на фиг. 6, выражается как угол φ для дополнительного угла относительно угла, сформированного посредством двух виртуальных линий Lb-elongation1 и Lb-elongation2, полученных посредством протягивания прямых участков, которые представляют собой поверхности плоских участков 4, 4a, с обеих сторон размещающих посередине изогнутый участок 5 на внешней поверхности листа текстурированной электротехнической стали.
В настоящем изобретении, лист текстурированной электротехнической стали также включает в себя полосы или стальные полосы, полученные посредством разрезания стального листа параллельно его направлению прокатки. Кроме того, формирование четырех или более изогнутых участков для одного листа текстурированной электротехнической стали (либо одного фрагмента стальной полосы) в случае, если углы θ(°) изгиба изогнутых участков удовлетворяют соотношения 10°≤θ≤90°, имеет преимущество возможности формовать прямоугольный параллелепипедальный ленточный сердечник, который является промышленно удобообрабатываемым. Кроме того, в вышеуказанной конфигурации, изогнутые участки предпочтительно формуются посредством изгиба участков изгибаемого листа текстурированной электротехнической стали со скоростью перемещения пуансона от 30 мм/мин до 3000 мм/мин. Соответственно, имеются недостатки в том, что производительность является плохой, и фиксируемость формы с меньшей вероятностью должна получаться со скоростью перемещения пуансона ниже 30 мм/мин, пуансон не садится оптимально, когда он входит в контакт со стальным листом, и форма изгиба с большой вероятностью должна варьироваться со скоростью перемещения пуансона выше 3000 мм/мин. Иными словами, если скорость перемещения пуансона составляет в пределах диапазона от 30 мм/мин до 3000 мм/мин, имеются преимущества в том, что производительность является предпочтительной, форму легко изготавливать, и фиксируемость формы предпочтительно обеспечивается. Кроме того, в вышеуказанной конфигурации, предпочтительно, если заданный зазор C (мм) обеспечивается между матрицей и пуансоном в поперечном сечении в направлении толщины листа текстурированной электротехнической стали в направлении, ортогональном к направлению прессования пуансона, и если зазор составляет в пределах диапазона 0,5T≤C≤1,5T в случае, если толщина используемого листа текстурированной электротехнической стали составляет T (мм). Соответственно, в случае если зазор меньше 0,5T, хотя фиксируемость формы изгибающего блока с большой вероятностью должна получаться вследствие увеличенного контактного поверхностного давления между пуансоном и стальным листом, поверхность стального листа с большой вероятностью должна царапаться вследствие силы трения между пуансоном и листом текстурированной электротехнической стали вследствие увеличенного контактного поверхностного давления. Если зазор превышает 1,5T, контактное поверхностное давление между пуансоном и стальным листом снижается, так что фиксируемость формы изгибающего блока с меньшей вероятностью должна получаться, и форма сердечника ухудшается. Иными словами, когда зазор составляет в пределах диапазона 0,5T≤C≤1,5T, имеется преимущество в том, что фиксируемость формы сердечника и качество (такое как царапины) поверхности сердечника могут обеспечиваться сбалансированно.
[0012] Кроме того, настоящее изобретение также предоставляет устройство для изготовления ленточного сердечника в форме Unicore. В частности, такое устройство изготовления включает в себя изгибающий блок, который отдельно изгибает листы текстурированной электротехнической стали; и сборочный блок, который укладывает изогнутые листы текстурированной электротехнической стали слоями и собирает их в ленточную форму с формированием ленточного сердечника ленточной формы, включающего в себя участок, в котором листы текстурированной электротехнической стали, в которых плоские участки и изогнутые участки являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа, при этом изгибающий блок имеет матрицу и пуансон, и в изгибающем блоке, дугообразный участок, имеющий заданную кривизну в поперечном сечении в направлении толщины листов текстурированной электротехнической стали, сформирован на внешних поверхностях матрицы и пуансона, и по меньшей мере один из изогнутых участков одного или более уложенных слоями листов текстурированной электротехнической стали формируется таким образом, что одна сторона листа текстурированной электротехнической стали размещается и ограничивается на матрице, а участок изгибаемого листа текстурированной электротехнической стали на другой свободной концевой стороне подвергается воздействию повышенного давления посредством дугообразного участка пуансона в направлении толщины листа текстурированной электротехнической стали и изгибается вдоль дугообразного участка матрицы, и когда толщина листа текстурированной электротехнической стали составляет T (мм), углы изгиба изогнутых участков составляют θ(°), радиус кривизны дугообразного участка матрицы составляет Rd (мм), и радиус кривизны дугообразного участка пуансона составляет Rp (мм), соотношения нижеприведенных уравнений (1)-(5) удовлетворяются,
0,02≤T/(2Rd+T)≤0,15... (1)
0,5≤Rd≤3,0... (2)
0,15≤T≤0,30... (3)
2,5≤Rp/Rd≤10... (4)
10°≤θ≤90°... (5).
[0013] Согласно устройству для изготовления ленточного сердечника, имеющего вышеуказанную конфигурацию, форма уложенных слоями стальных листов может задаваться однородной в направлении ширины, и форма изогнутых участков стальных листов может задаваться однородной по всему направлению гребня, за счет этого достигая превосходного качества в отношении формы и улучшая эффективное объемное отношение сердечника. Кроме того, натяжение, введенное в изогнутые участки стальных листов, может уменьшаться, чтобы уменьшать потери в железе сердечника. Соответственно, можно минимизировать растрескивание в изогнутых участках листов текстурированной электротехнической стали во время изгиба стальных листов, предотвращать царапины на поверхности стальных листов либо отслаивание или осыпание покрытия на поверхности и улучшать фиксируемость формы.
Преимущества изобретения
[0014] Согласно настоящему изобретению, можно предоставить способ и устройство для изготовления ленточного сердечника, которые позволяют минимизировать растрескивание в изогнутых участках листов текстурированной электротехнической стали во время изгиба стальных листов, предотвращать царапины на поверхности стальных листов либо отслаивание или осыпание покрытия на поверхности и улучшать фиксируемость формы.
Краткое описание чертежей
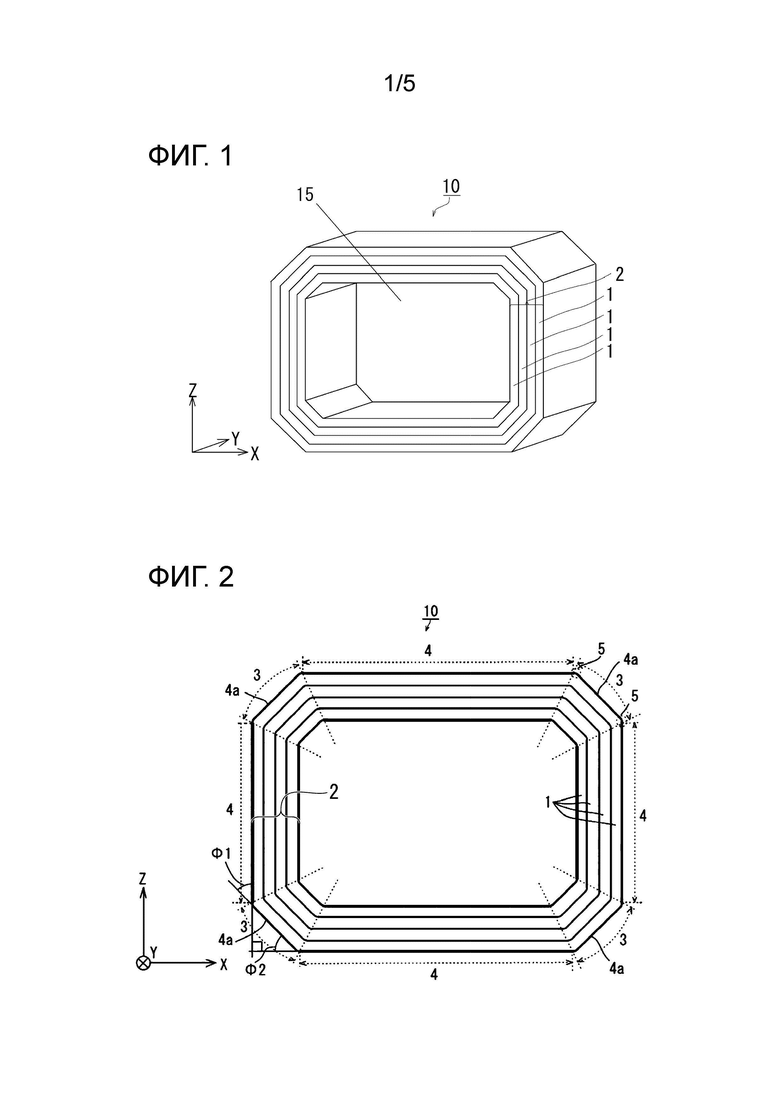
[0015] Фиг. 1 является видом в перспективе, схематично показывающим ленточный сердечник согласно одному варианту осуществления настоящего изобретения.
Фиг. 2 является схемой сбоку ленточного сердечника, показанного в варианте осуществления по фиг. 1.
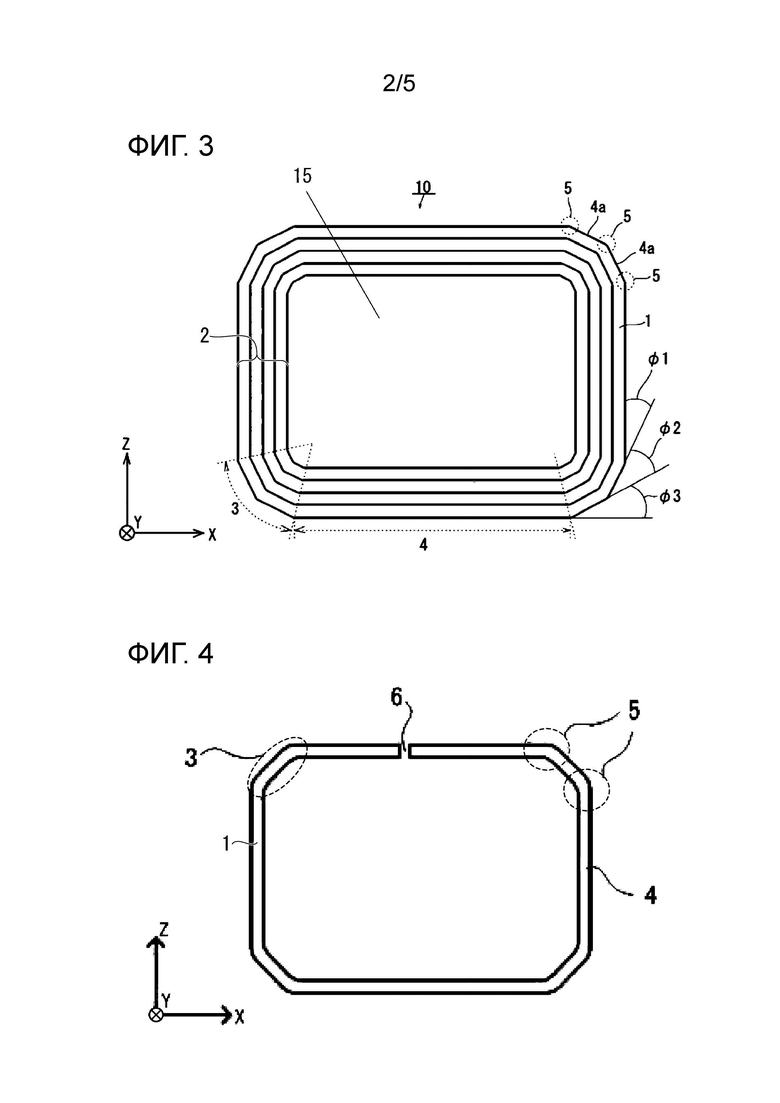
Фиг. 3 является схемой сбоку, схематично показывающей ленточный сердечник согласно другому варианту осуществления настоящего изобретения.
Фиг. 4 является схемой сбоку, схематично показывающей один пример однослойного листа текстурированной электротехнической стали, составляющего ленточный сердечник.
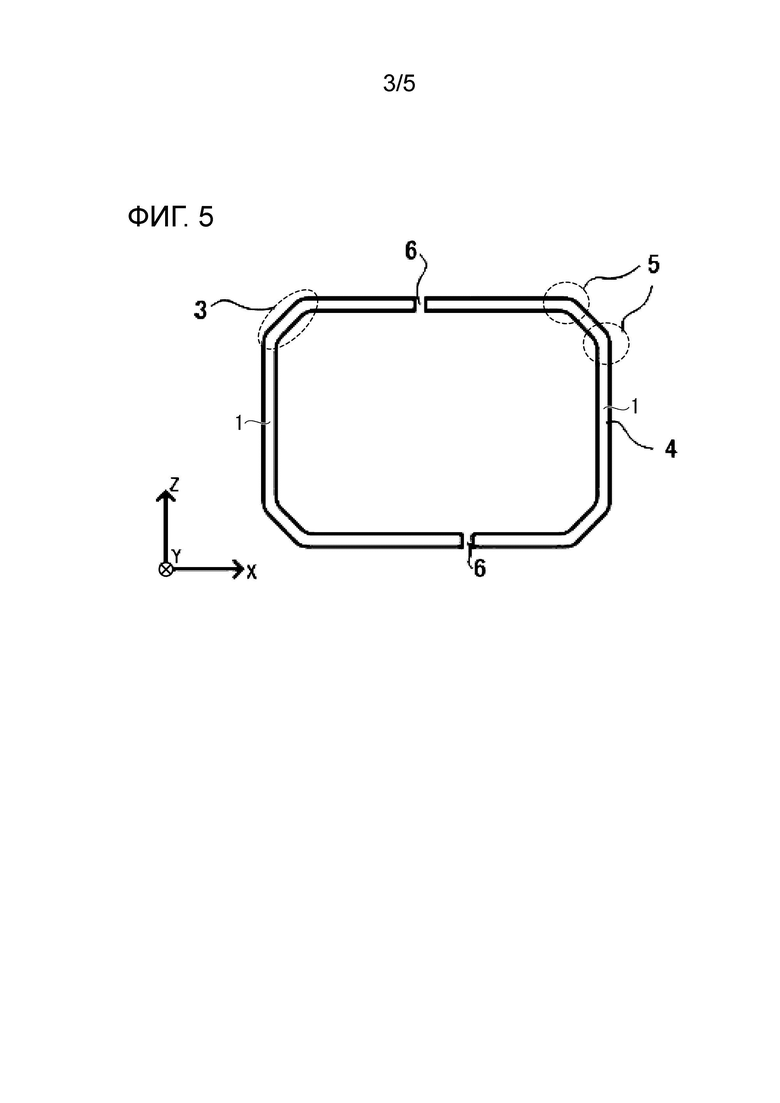
Фиг. 5 является схемой сбоку, схематично показывающей другой пример однослойного листа текстурированной электротехнической стали, составляющего ленточный сердечник.
Фиг. 6 является схемой сбоку, схематично показывающей один пример изогнутого участка листа текстурированной электротехнической стали, составляющего ленточный сердечник настоящего изобретения.
Фиг. 7 является видом в поперечном сечении, показывающим аспект формования изогнутого участка через способ одностороннего свободного изгиба настоящего изобретения.
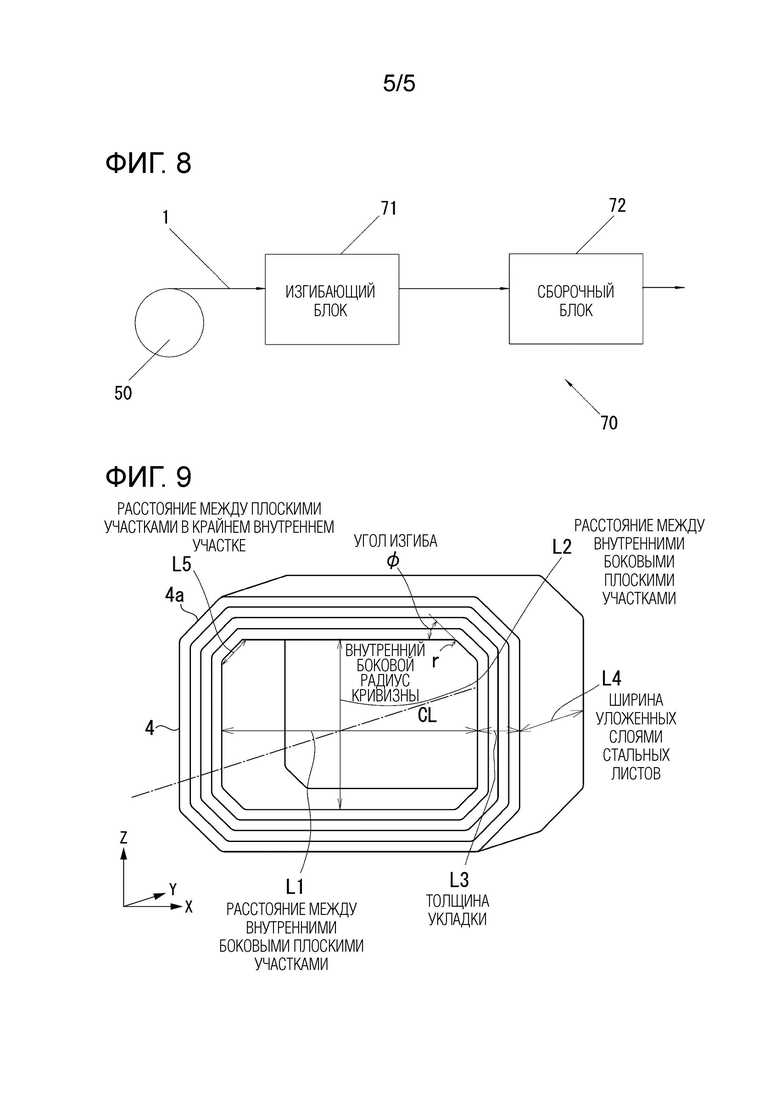
Фиг. 8 является блок-схемой, схематично показывающей конфигурацию устройства для изготовления ленточного сердечника.
Фиг. 9 является принципиальной схемой, показывающей размеры ленточного сердечника, изготовленного во время оценки свойств.
Варианты осуществления изобретения
[0016] В дальнейшем в этом документе последовательно подробно описывается ленточный сердечник согласно одному варианту осуществления настоящего изобретения. Тем не менее, настоящее изобретение не ограничено конфигурацией, раскрытой в настоящем варианте осуществления, и различные модификации могут вноситься в пределах объема без отступления от сущности настоящего изобретения. Нижнее предельное значение и верхнее предельное значение включаются в числовой предельный диапазон, описанный ниже. Числовое значение, представленное посредством "больше чем" или "меньше чем", не включается в диапазон числовых значений. Кроме того, "%", связанный с химическим составом, означает "масс%", если не указано иное.
Кроме того, например, такие термины, как "параллельный", "перпендикулярный", "идентичный" и "прямой угол", и значения длины и угла, используемые в этом описании изобретения для того, чтобы указывать формы, геометрические условия и их степени, не привязываются посредством точных смысловых значений и должны интерпретироваться как включающие в себя степень, в которой аналогичные функции могут ожидаться.
Кроме того, "лист текстурированной электротехнической стали" в этом описании изобретения иногда просто описывается как "стальной лист" или "лист электротехнической стали", и "ленточный сердечник" иногда просто описывается как "сердечник".
[0017] Ленточный сердечник согласно настоящему варианту осуществления представляет собой ленточный сердечник, включающий в себя практически прямоугольное основное тело ленточного сердечника при виде сбоку, в котором основное тело ленточного сердечника имеет практически прямоугольную слоистую конструкцию при виде сбоку и включает в себя участок, в котором листы текстурированной электротехнической стали, в которых плоские участки и изогнутые участки являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа. Радиус r кривизны внутренней стороны при виде сбоку каждого из изогнутых участков составляет от 1,0 мм до 5,0 мм. Листы текстурированной электротехнической стали имеют, например, химический состав, содержащий, в масс%, Si: 2,0-7,0%, причем остаток представляет собой Fe и примеси, и имеет текстуру, ориентированную в ориентации Госса.
[0018] Далее подробно описываются формы листов текстурированной электротехнической стали и ленточного сердечника согласно одному варианту осуществления настоящего изобретения. Формы ленточного сердечника и листов текстурированной электротехнической стали, которые описываются здесь, не являются полностью новыми и просто соответствуют формам известных ленточных сердечников и листов текстурированной электротехнической стали.
Фиг. 1 является видом в перспективе, схематично показывающим настоящий вариант осуществления ленточного сердечника. Фиг. 2 является схемой сбоку ленточного сердечника, показанного в варианте осуществления по фиг. 1. Кроме того, фиг. 3 является схемой сбоку, схематично показывающей другой вариант осуществления ленточного сердечника.
Вид сбоку в настоящем варианте осуществления означает просмотр листов 1 текстурированной электротехнической стали длинной формы, составляющих ленточный сердечник, в направлении ширины (в направлении по оси Y на фиг. 1). Схема сбоку является схемой (схемой по фиг. 1 в направлении по оси Y), показывающей форму, наблюдаемую при виде сбоку.
[0019] Ленточный сердечник согласно настоящему варианту осуществления включает в себя: практически многоугольное (прямоугольное) основное тело 10 ленточного сердечника при виде сбоку. Основное тело 10 ленточного сердечника имеет практически прямоугольную слоистую конструкцию 2 при виде сбоку, в которой листы 1 текстурированной электротехнической стали уложены поверх друг друга в направлении толщины листа. Основное тело 10 ленточного сердечника может использоваться в качестве ленточного сердечника, поскольку оно представляет собой или может иметь известные крепежные элементы, такие как обвязочная лента, при необходимости, чтобы закреплять как единое целое множество пакетированных листов 1 текстурированной электротехнической стали.
[0020] В настоящем варианте осуществления, длина сердечника для основного тела 10 ленточного сердечника не ограничена конкретным образом. Даже если длина сердечника для сердечника изменяется, объем изогнутых участков 5 является постоянным, так что потери в железе, сформированные в изогнутых участках 5, являются постоянными. Чем больше длина сердечника, тем меньше объемная доля изогнутых участков 5 относительно основного тела 10 ленточного сердечника и в силу этого тем меньше влияние на ухудшение с точки зрения потерь в железе. Соответственно, длина сердечника для основного тела 10 ленточного сердечника предпочтительно является большой. Длина сердечника для основного тела 10 ленточного сердечника предпочтительно составляет 1,5 м или более и, более предпочтительно, 1,7 м или более. В настоящем варианте осуществления, длина сердечника для основного тела 10 ленточного сердечника представляет собой длину вдоль окружности основного тела 10 ленточного сердечника в центральной точке в направлении укладки при виде сбоку.
[0021] Такой ленточный сердечник может надлежащим образом использоваться для любых традиционно известных вариантов применения.
[0022] Сердечник согласно настоящему варианту осуществления имеет практически многоугольную форму при виде сбоку. В нижеприведенном пояснении с использованием чертежей, хотя сердечник с практически прямоугольной (четырехугольной) формой, которая представляет собой общую форму, описывается для простоты иллюстрации и пояснения, сердечники с различными формами могут изготавливаться в зависимости от длин плоских участков 4 и числа или углов изогнутых участков 5. Например, если углы всех изогнутых участков 5 составляют 45°, и плоские участки 4 имеют идентичную длину, то вид сбоку должен быть восьмиугольным. Кроме того, если углы составляют 60°, имеется шесть изогнутых участков 5, и плоские участки 4 имеют идентичную длину, вид сбоку должен быть шестиугольным.
Как показано на фиг. 1 и 2, основное тело 10 ленточного сердечника имеет практически прямоугольную слоистую конструкцию 2, имеющую полый участок 15 при виде сбоку, и включает в себя участок, в котором листы 1 текстурированной электротехнической стали, в которых плоские участки 4, 4a и изогнутые участки 5 являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа. Угловой участок 3, включающий в себя изогнутые участки 5, имеет два или более изогнутых участков 5, имеющих искривленную форму при виде сбоку, и сумма углов изгиба изогнутых участков 5, существующих в одном угловом участке 3, например, составляет 90°. Угловой участок 3 имеет плоский участок 4a, короче плоского участка 4 между смежными изогнутыми участками 5, 5. Соответственно, угловой участок 3 формуется с возможностью иметь два или более изогнутых участков 5 и один или более плоских участков 4a. В варианте осуществления по фиг. 2, угол одного изогнутого участка 5 составляет 45°. В варианте осуществления по фиг. 3, угол одного изогнутого участка 5 составляет 30°.
[0023] Как показано в этих примерах, ленточный сердечник настоящего варианта осуществления может формоваться с изогнутыми участками с различными углами, и угол φ (φ1, φ2 и φ3) изгиба изогнутого участка 5 предпочтительно составляет 60° или менее и, более предпочтительно, 45° или менее с точки зрения минимизации потерь в железе посредством минимизации формирования натяжения вследствие деформации во время обработки. Углы φ изгиба изогнутых участков одного сердечника могут произвольно конфигурироваться. Например, φ1 может задаваться равным 60°, и φ2 может задаваться равным 30°. Углы сгибания (углы изгиба) предпочтительно являются идентичными друг другу с точки зрения эффективности изготовления. Тем не менее, в случае если потери в железе сердечника, который должен изготавливаться, могут уменьшаться вследствие потерь в железе используемых стальных листов, за счет уменьшения числа мест деформации за пределы определенного уровня, изогнутые участки с комбинацией различных углов могут обрабатываться. Конструктивное решение может произвольно выбираться из аспектов, которые подчеркиваются в обработке сердечника.
[0024] В дальнейшем подробнее описывается изогнутый участок 5 со ссылкой на фиг. 6. Фиг. 6 является схемой, принципиально показывающей один пример изогнутого участка 5 (искривленного участка) листа 1 текстурированной электротехнической стали. Угол изгиба изогнутого участка 5 означает угловую разность между передним прямым участком и задним прямым участком в направлении изгиба в изогнутом участке 5 листа 1 текстурированной электротехнической стали и выражается как угол φ для дополнительного угла относительно угла, сформированного посредством двух виртуальных линий Lb-elongation1 и Lb-elongation2, полученных посредством протягивания прямых участков, которые представляют собой поверхности плоских участков 4, 4a, с обеих сторон размещающих посередине изогнутый участок 5 на внешней поверхности листа 1 текстурированной электротехнической стали. В это время, точка, в которой протягивающаяся прямая линия отделяется от поверхности стального листа, представляет собой границу между плоским участком и изогнутым участком на поверхности на внешней стороне стального листа и представляет собой точку F и точку G на фиг. 6.
[0025] Кроме того, прямые линии, перпендикулярные внешней поверхности стального листа, соответственно, протягиваются из точек F и G, и пересечения с внутренней поверхностью стального листа, соответственно, представляют собой точку E и точку D. Каждая из точек E и D представляет собой границу между плоским участком 4 и изогнутым участком 5 на внутренней поверхности стального листа.
В настоящем варианте осуществления, при виде сбоку листа 1 текстурированной электротехнической стали, изогнутый участок 5 представляет собой участок листа 1 текстурированной электротехнической стали, окруженный посредством вышеуказанных точек D, E, F и G. На фиг. 6, поверхность стального листа между точками D и E, т.е. внутренняя поверхность изогнутого участка 5, указывается посредством La, и поверхность стального листа между точками F и G, т.е. внешняя поверхность изогнутого участка 5, указывается посредством Lb.
[0026] Кроме того, радиус r кривизны внутренней стороны при виде сбоку изогнутого участка 5 показывается на чертеже. Радиус r кривизны изогнутого участка 5 получается посредством аппроксимации вышеуказанного La с помощью дуги, проходящей через точки E и D. Чем меньше радиус r кривизны, тем более крутой является кривизна искривленного участка изогнутого участка 5, и чем больше радиус r кривизны, тем более пологой является кривизна искривленного участка изогнутого участка 5.
В ленточном сердечнике настоящего варианта осуществления, радиус r кривизны в каждом изогнутом участке 5 каждого листа 1 текстурированной электротехнической стали, слоистого в направлении толщины листа, может варьироваться в некоторой степени. Это варьирование может быть обусловлено точностью формования, и непреднамеренное варьирование может возникать вследствие обработки и т.п. во время укладки. Такая непреднамеренная ошибка может минимизироваться приблизительно до 0,2 мм или менее при современном нормальном промышленном изготовлении. В случае если такие варьирования являются большими, репрезентативное значение может получаться посредством измерения радиуса r кривизны достаточно большого числа стальных листов и их усреднения. Кроме того, считается, что радиус кривизны может намеренно изменяться по какой-либо причине, и настоящий вариант осуществления не исключает такую форму.
[0027] Способ измерения радиуса r кривизны изогнутого участка 5 не ограничен конкретным образом, но радиус кривизны может измеряться посредством наблюдения с помощью предлагаемого на рынке микроскопа (Nikon ECLIPSE LV150) при увеличении в 200. В частности, центральная точка A кривизны получается из результатов наблюдения. В качестве способа получения этого, например, если пересечение сегмента EF линии и сегмента DG линии, протягивающегося внутрь на стороне, противоположной точке B, задается как A, размер радиуса r кривизны соответствует длине сегмента AC линии.
[0028] Фиг. 4 и 5 являются схемами, схематично показывающими один пример однослойного листа 1 текстурированной электротехнической стали в основном теле 10 ленточного сердечника. Лист 1 текстурированной электротехнической стали, используемый в примерах по фиг. 4 и 5, изгибается для того, чтобы реализовывать ленточный сердечник в форме Unicore, имеет два или более изогнутых участков 5 и плоских участков 4 и образует практически многоугольное кольцо при виде сбоку через соединительную часть 6 (зазор), которая представляет собой концевую поверхность одного или более листов 1 текстурированной электротехнической стали в продольном направлении.
В настоящем варианте осуществления, этого достаточно при условии, что основное тело 10 ленточного сердечника имеет слоистую конструкцию 2 с практически многоугольной формой в целом при виде сбоку. Один лист 1 текстурированной электротехнической стали может образовывать один слой основного тела 10 ленточного сердечника через одну соединительную часть 6, как показано в примере по фиг. 4 (один лист 1 текстурированной электротехнической стали соединяется через одну соединительную часть 6 для каждой обмотки). Альтернативно, один лист 1 текстурированной электротехнической стали может образовывать приблизительно половину окружности ленточного сердечника, и два листа 1 текстурированной электротехнической стали могут образовывать один слой основного тела 10 ленточного сердечника через две соединительных части 6, как показано в примере по фиг. 5 (два листа 1 текстурированной электротехнической стали соединены между собой через две соединительных части 6 для каждой обмотки).
[0029] Толщина листа 1 текстурированной электротехнической стали, используемого в настоящем варианте осуществления, не ограничена конкретным образом и может надлежащим образом выбираться в зависимости от вариантов применения и т.п., но обычно составляет в пределах диапазона от 0,15 мм до 0,30 мм и предпочтительно в пределах диапазона от 0,18 мм до 0,27 мм.
[0030] Кроме того, способ изготовления листа 1 текстурированной электротехнической стали не ограничен конкретным образом, и традиционно известный способ изготовления листа текстурированной электротехнической стали может надлежащим образом выбираться. Предпочтительные конкретные примеры способа изготовления включают в себя способ, в котором сляб, содержащий 0,04-0,1 масс% C и имеющий химический состав вышеуказанного листа 1 текстурированной электротехнической стали для остальной части, нагревается до 1000°C или выше для того, чтобы выполнять горячую прокатку, и затем отжиг горячей лентой выполняется при необходимости, лист холоднокатаной стали после этого получается через холодную прокатку один раз либо холодную прокатку два раза или более, включающую в себя промежуточный отжиг, нагревается при 700°C-900°C, например, в атмосфере влажного водорода/инертного газа, подвергается обезуглероживающему отжигу, дополнительно подвергается нитрирующему отжигу при необходимости и подвергается окончательному отжигу приблизительно при 1000°C после того, как отжиговый сепаратор применяется к отожженному нитрированием листу холоднокатаной стали, чтобы образовывать изоляционное покрытие приблизительно при 900°C. Кроме того, после этого, нанесение покрытия и т.п. для регулирования коэффициента динамического трения может выполняться.
Кроме того, преимущество настоящего варианта осуществления может получаться даже со стальным листом, подвергнутым обработке, в общем, называемой "управлением магнитным доменом" с использованием натяжения, пазов и т.п. посредством известного способа на этапе изготовления стального листа.
[0031] Кроме того, в настоящем варианте осуществления, ленточный сердечник 10, состоящий из листов 1 текстурированной электротехнической стали, имеющих вышеуказанную форму, формуется посредством укладки отдельно изогнутых листов 1 текстурированной электротехнической стали слоями и их сборки в ленточную форму, множество листов 1 текстурированной электротехнической соединены между собой по меньшей мере через одну соединительную часть 6 (см. фиг. 4 и 5), поскольку каждая обмотка и по меньшей мере один из изогнутых участков 5 одного или более уложенных слоями листов 1 текстурированной электротехнической стали изготавливаются следующим образом. Иными словами, как показано на фиг. 7, изогнутые участки 5 формуются посредством изгиба с использованием способа одностороннего свободного изгиба. В частности, как показано на чертеже, пуансон 40 прижимается вниз, как указано посредством стрелки, к одному боковому свободному концевому участку 1a, который представляет собой участок, который должен изгибаться, на свободной концевой стороне листа 1 текстурированной электротехнической стали, другая одна сторона 1b которого размещается на матрице 30 для того, чтобы создавать повышенное давление и изгибать этот один боковой свободный концевой участок 1a в его направлении толщины T. В этом случае, одна сторона 1b листа 1 текстурированной электротехнической стали, размещенного на матрице 30, ограничивается в закрепленном состоянии посредством прижатия прижимного элемента 38 вниз к этой одной стороне 1b, как указано посредством стрелки. Кроме того, в проиллюстрированном поперечном сечении в направлении толщины T листа 1 текстурированной электротехнической стали (в поперечном сечении вдоль обоих направлений направления толщины T и продольного направления листа 1 текстурированной электротехнической стали), матрица 30 имеет дугообразный участок 30a, имеющий заданную кривизну в фиксирующем участке (внешней поверхности углового участка) для размещения посередине листа 1 текстурированной электротехнической стали между собой и пуансоном 40. Этот дугообразный участок 30a соединяет линейный размещающий участок 30b, на котором размещается и закрепляется лист 1 текстурированной электротехнической стали, с линейным ортогональным удлиненным участком 30c, протягивающимся практически ортогонально к размещающему участку 30b. Такая матрица 30 взаимодействует с пуансоном 40, который проталкивается вниз и имеет идентичный дугообразный участок 40a в фиксирующем участке (внешней поверхности) для размещения посередине листа 1 текстурированной электротехнической стали между собой и матрицей 30. В частности, один боковой свободный концевой участок 1a листа 1 текстурированной электротехнической стали подвергается воздействию повышенного давления посредством дугообразного участка 40a пуансона 40 и изгибается вдоль дугообразного участка 30a матрицы 30 для того, чтобы изгибать один боковой свободный концевой участок 1a листа 1 текстурированной электротехнической стали с заданной кривизной. Угол изгиба изогнутого участка 5 в это время составляет θ(°). Изогнутый участок 5 предпочтительно формуется посредством изгиба одного бокового свободного концевого участка 1a листа 1 текстурированной электротехнической стали со скоростью перемещения пуансона от 30 мм/мин до 3000 мм/мин. Здесь, скорость перемещения пуансона представляет собой относительный темп перемещения пуансона 40 относительно матрицы 30. Пуансон 40 перемещается линейно относительно матрицы 30. Кроме того, предпочтительно, если четыре или более изогнутых участков 5, формованных посредством такого изгиба, формуются для одного листа 1 текстурированной электротехнической стали. По меньшей мере, один изогнутый участок 5 одного или более уложенных слоями листов 1 текстурированной электротехнической стали может формоваться.
[0032] Здесь, когда толщина листа 1 текстурированной электротехнической стали составляет T (мм), углы изгиба изогнутых участков 5 составляют θ(°), радиус кривизны дугообразного участка 30a матрицы 30 составляет Rd (мм), и радиус кривизны дугообразного участка 40a пуансона 40 составляет Rp (мм), соотношения нижеприведенных уравнений (1)-(5) удовлетворяются
0,02≤T/(2Rd+T)≤0,15... (1)
(T/(2Rd+T) является вычисленным прикладываемым натяжением)
0,5≤Rd≤3,0... (2)
0,15≤T≤0,30... (3)
2,5≤Rp/Rd≤10... (4)
10°≤θ≤90°... (5).
[0033] Кроме того, в проиллюстрированном поперечном сечении в направлении толщины T листа 1 текстурированной электротехнической стали, заданный зазор C обеспечивается между матрицей 30 и пуансоном 40 в направлении, ортогональном к направлению прессования (вертикальному направлению на фиг. 7) пуансона 40. Иными словами, ортогональный удлиненный участок 30c матрицы 30 и участок 40b обращенной поверхности пуансона 40, которые обращены друг к другу во время воздействия повышенного давления с использованием пуансона 40, отделяются друг от друга с заданным зазором C (мм) в направлении, ортогональном к направлению прижатия пуансона. В этом случае, зазор C задается в диапазоне 0,5T≤C≤1,5T.
[0034] Кроме того, блок-схема устройства, которое обеспечивает возможность изготовления ленточного сердечника с помощью способа одностороннего свободного изгиба, как описано выше, схематично показывается на фиг. 8. Фиг. 8 схематично показывает устройство 70 для изготовления ленточного сердечника в форме Unicore. Это устройство 70 изготовления включает в себя изгибающий блок 71, который отдельно изгибает лист 1 текстурированной электротехнической стали, и может включать в себя сборочный блок 72, который укладывает изогнутые листы 1 текстурированной электротехнической стали слоями и собирает их в ленточную форму с формированием ленточного сердечника ленточной формы, включающего в себя участок, в котором листы 1 текстурированной электротехнической стали, в которых плоские участки 4, 4a и изогнутые участки 5 являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа.
[0035] Лист 1 текстурированной электротехнической стали выдается из блока 50 подачи стальных листов, который удерживает обручный материал, образованный посредством обмотки листа 1 текстурированной электротехнической стали с формой витков на заданной скорости транспортировки и подаваемый в изгибающий блок 71. Лист 1 текстурированной электротехнической стали, подаваемый таким образом, вырезается с соответствующим размером в изгибающем блоке 71 и подвергается изгибу, при котором небольшое число листов, например, по одному листу за раз, отдельно изгибаются. В листе 1 текстурированной электротехнической стали, полученном таким образом, поскольку радиус r кривизны изогнутого участка 5, вызываемый посредством изгиба, становится достаточно небольшим, натяжение при обработке, прикладываемое к листу 1 текстурированной электротехнической стали вследствие изгиба, становится достаточно небольшим. Таким образом, этап отжига может исключаться, если объем, затрагиваемый посредством натяжения при обработке, может уменьшаться, в то время как плотность натяжения при обработке предположительно должна увеличиваться.
[0036] Кроме того, изгибающий блок 71 имеет матрицу 30 и пуансон 40, как описано выше, и по меньшей мере один изогнутый участок 5 одного или более уложенных слоями листов 1 текстурированной электротехнической стали формируется таким образом, что одна сторона 1b листа 1 текстурированной электротехнической стали размещается и ограничивается на матрице 30, и участок листа 1 текстурированной электротехнической стали, который должен изгибаться, на другой свободной концевой стороне (один боковой свободный концевой участок 1a) подвергается воздействию повышенного давления посредством дугообразного участка 40a пуансона 40 в направлении толщины T листа текстурированной электротехнической стали, чтобы изгибать участок вдоль дугообразного участка 30a матрицы 30.
[0037] Примеры
В дальнейшем в этом документе подробнее описываются технические подробности настоящего изобретения со ссылкой на примеры настоящего изобретения. Условия в примерах, показанных ниже, представляют собой примеры условий, используемых для подтверждения выполнимости и преимущества настоящего изобретения, и настоящее изобретение не ограничено этими примерами условий. Кроме того, настоящее изобретение может приспосабливать различные условия при условии, что сущность настоящего изобретения не отклоняется, и цель настоящего изобретения достигается.
В этих примерах, листы текстурированной электротехнической стали (стальные листы номера 1-8), показанные в таблице 1, использованы для того, чтобы подготавливать сердечники, показанные в таблице 2, и свойства сердечников измерены. Подробные условия и свойства изготовления показаны в таблице 3.
[0038] В частности, магнитные свойства и химический состав (масс%) листов текстурированной электротехнической стали показаны в таблице 1. Магнитные свойства листов текстурированной электротехнической стали измерены на основе способа тестирования магнитных свойств одиночных листов (тестера одиночных листов: SST), указываемого в JIS C 2556:2015. В качестве магнитных свойств, измерены плотность B8 (T) магнитного потока в направлении прокатки стального листа, когда возбуждение выполнено при 800 А/м, и потери в железе (W17/50 (Вт/кг)) на частоте переменного тока в 50 Гц и при плотности магнитного потока возбуждения в 1,7 T.
Кроме того, толщина стального листа (мм) и присутствие или отсутствие лазерного управления осями для каждого из стальных листов номера 1-8 также показаны в таблице 1.
[0039] Табл. 1
[0040] Кроме того, авторы настоящего изобретения изготовили сердечники номера a-c, имеющие формы, показанные в таблице 2 и на фиг. 9, с использованием каждого из стальных листов номера 1-8 в качестве материалов. Здесь, L1 является параллельным направлению по оси X и представляет собой расстояние между параллельными листами 1 текстурированной электротехнической стали на крайней внутренней периферии ленточного сердечника в плоском поперечном сечении, включающем в себя центр CL (расстояние между внутренними боковыми плоскими участками). L2 является параллельным направлению по оси Z и представляет собой расстояние между параллельными листами 1 текстурированной электротехнической стали на крайней внутренней периферии ленточного сердечника в вертикальном поперечном сечении, включающем в себя центр CL (расстояние между внутренними боковыми плоскими участками). L3 является параллельным направлению по оси X и представляет собой толщину укладки (толщину в направлении укладки) ленточного сердечника в плоском поперечном сечении, включающем в себя центр CL. L4 является параллельным направлению по оси X и представляет собой ширину уложенных слоями стальных листов ленточного сердечника в плоском поперечном сечении, включающем в себя центр CL. L5 представляет собой расстояние между плоскими участками (расстояние между изогнутыми участками), которые являются смежными друг с другом в крайнем внутреннем участке ленточного сердечника и размещаются таким образом, что они образуют прямой угол совместно. Другими словами, L5 представляет собой наименьшую длину плоского участка 4a в продольном направлении между плоскими участками 4, 4a листа текстурированной электротехнической стали на крайней внутренней периферии; r представляет собой радиус кривизны изогнутого участка 5 на внутренней стороне ленточного сердечника, и φ представляет собой угол θ(°) изгиба вышеуказанного изогнутого участка 5 ленточного сердечника. Практически прямоугольные сердечники номера a-c в таблице 2, в которой плоские участки, имеющие расстояние до внутреннего бокового плоского участка в L1, разделяются приблизительно в центре расстояния L1, имеют конструкцию, в которой два сердечника, имеющие "практически U-образную форму", стыкуются.
Здесь, сердечник с сердечником номер c представляет собой ленточный сердечник в форме так называемого сердечника Tranco, который традиционно используется в качестве общего ленточного сердечника и изготавливается посредством способа, в котором стальные листы наматываются с цилиндрической формой, угловые участки цилиндрического слоистого тела затем прижимаются таким образом, что они имеют постоянную кривизну, и цилиндрическое слоистое тело формуется с практически прямоугольной формой. По этой причине, радиус r кривизны изогнутого участка 5 варьируется значительно в зависимости от положения укладки стальных листов. С другой стороны, сердечник с сердечником номер a представляет собой ленточный сердечник в форме Unicore, имеющий два изогнутых участка 5 в одном угловом участке 3, и сердечник с сердечником номер b представляет собой ленточный сердечник в форме Unicore, имеющий три изогнутых участка 5 в одном угловом участке 3. Кроме того, радиус r кривизны в таблице 2 подробно показывается в таблице 3.
[0041] Табл. 2
[0042] Как показано в таблице 3, авторы настоящего изобретения применяют способ одностороннего свободного изгиба в качестве способа изгиба к 38 тестовым пробам сердечников номера a-c, изготовленных с использованием каждого из стальных листов номера 1-8 в качестве материала, получают потери без нагрузки для сердечников с использованием каждого стального листа в качестве материала посредством различного изменения толщины T каждого листа 1 текстурированной электротехнической стали, угла φ(°) изгиба изогнутого участка 5 каждого ленточного сердечника, радиуса Rd кривизны (мм) дугообразного участка 30a каждой матрицы 30 и радиуса Rp кривизны (мм) дугообразного участка 40a каждого пуансона 40 (соответственно, Rp/Rd), зазора C (мм) и скорости перемещения пуансона, и получают компоновочный коэффициент (BF) посредством вычисления отношения потерь без нагрузки к магнитным свойствам стальных листов с материалом, показанных в таблице 1. В формах сердечников в таблице 3, O указывает предпочтительную форму, которая может наматываться и обеспечивает возможность измерения BF, Δ указывает форму, которая может наматываться и обеспечивает возможность измерения BF, но является в некоторой степени плохой, и X указывает плохую форму, которая не может наматываться и не обеспечивает возможность измерения BF. Кроме того, в поверхностях сердечников в таблице 3, O указывает предпочтительную поверхность с небольшим числом царапин, Δ указывает поверхность, которая имеет царапины и осыпающееся образование, но может наматываться и обеспечивает возможность измерения BF, и X указывает плохую поверхность, которая имеет царапины и отслаивание покрытий и не обеспечивает возможность измерения BF вследствие короткого замыкания.
Как видно из примеров, которые удовлетворяют вышеуказанным размерным требованиям, т.е. соотношениям 0,02≤T/(2Rd+T)≤0,15 (уравнение (1)), 0,5≤Rd≤3,0 (уравнение (2)), 0,15≤T≤0,30 (уравнение (3)), 2,5≤Rp/Rd≤10 (уравнение (4)) и 10°≤θ≤90° (уравнение (5)), и сравнительных примеров, которые не удовлетворяют соотношениям, компоновочные коэффициенты (BF) минимизируются до 1,12 или менее в примерах (потери в железе ленточных сердечников минимизируются). Это означает то, что эффективное объемное отношение и потери в железе ленточных сердечников улучшаются, и их качество повышается.
[0043] Табл. 3
Промышленная применимость
[0044] Согласно настоящему изобретению, можно предоставить способ и устройство для изготовления ленточного сердечника, которые позволяют минимизировать растрескивание в изогнутых участках листов текстурированной электротехнической стали во время изгиба стальных листов, предотвращать царапины на поверхности стальных листов либо отслаивание или осыпание покрытия на поверхности и улучшать фиксируемость формы.
Краткое описание ссылочных позиций
[0045] 1 - лист текстурированной электротехнической стали
4 - плоский участок
5 - изогнутый участок
10 - ленточный сердечник (основное тело ленточного сердечника)
30 - матрица
30a - дугообразный участок
40 - пуансон
40a - дугообразный участок
71 - изгибающий блок
72 - сборочный блок.
Изобретение относится к электротехнике. Технический результат заключается в минимизации растрескивания в изогнутых участках листов текстурированной электротехнической стали во время изгиба стальных листов, предотвращении царапин на поверхности стальных листов либо отслаивания или осыпания покрытия на поверхности и улучшении фиксируемости формы. В этом способе изготовления ленточного сердечника по меньшей мере один изогнутый участок (5) одного или более уложенных слоями листов (1) текстурированной электротехнической стали формируется таким образом, что одна сторона (1b) стального листа (1) размещается и ограничивается на матрице (30), а пуансон (40) прижимается против изгибаемого участка (1a) стального листа (1) на другой свободной концевой стороне в направлении толщины (T) стального листа. Внешние поверхности матрицы и пуансона имеют дугообразный участок (30a, 40a), имеющий заданную кривизну, и когда толщина стального листа (1) составляет T, углы изгиба изогнутых участков (5) составляют θ(°), радиус кривизны дугообразного участка (30a) матрицы составляет Rd, и радиус кривизны дугообразного участка (40a) пуансона составляет Rp, удовлетворяются соотношения нижеприведенных уравнений (1)-(5): 0,02≤T/(2Rd+T)≤0,15… (1); 0,5≤Rd≤3,0… (2); 0,15≤T≤0,30… (3); 2,5≤Rp/Rd≤10… (4);10°≤θ≤90°… (5). 2 н. и 4 з.п. ф-лы, 9 ил., 3 табл.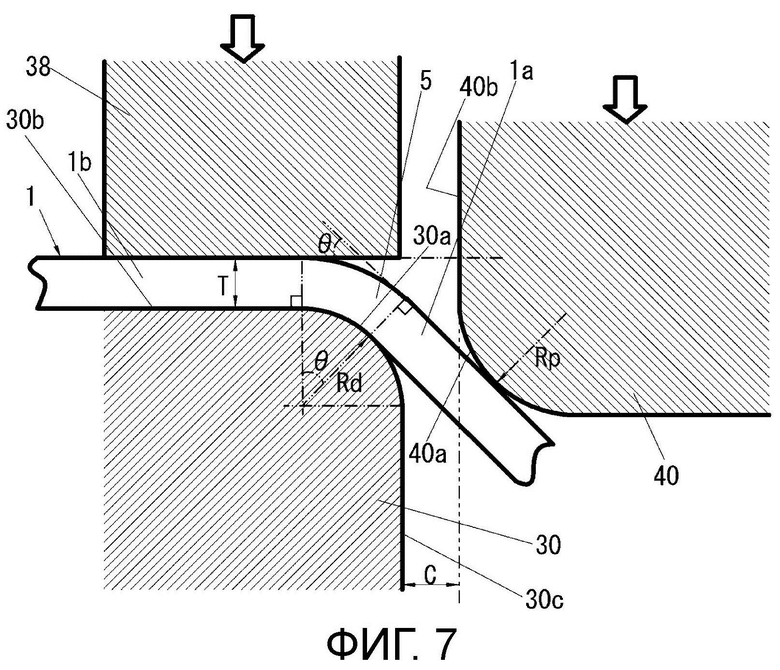
1. Способ изготовления ленточного сердечника, который представляет собой ленточный сердечник, имеющий ленточную форму, включающую в себя прямоугольный полый участок в центре и участок, в котором листы текстурированной электротехнической стали, в которых плоские участки и изогнутые участки являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа, которая представляет собой ленточный сердечник, сформированный посредством укладки листов текстурированной электротехнической стали, которые отдельно изогнуты, слоями и собраны в ленточную форму, и в котором множество листов текстурированной электротехнической стали соединены между собой по меньшей мере через одну соединительную часть для каждого витка, при этом способ включает этап, на котором:
формуют по меньшей мере один из изогнутых участков одного или более уложенных слоями листов текстурированной электротехнической стали таким образом, что одна сторона листа текстурированной электротехнической стали размещается и ограничивается на матрице, а пуансон прижимается против участка изгибаемого листа текстурированной электротехнической стали на другой свободной концевой стороне в направлении толщины листа текстурированной электротехнической стали,
при этом внешние поверхности матрицы и пуансона имеют дугообразный участок, имеющий заданную кривизну в поперечном сечении в направлении толщины листа текстурированной электротехнической стали,
при этом, когда толщина листа текстурированной электротехнической стали составляет T (мм), углы изгиба изогнутых участков составляют θ (°), радиус кривизны дугообразного участка матрицы составляет Rd (мм), и радиус кривизны дугообразного участка пуансона составляет Rp (мм), удовлетворяются соотношения нижеприведенных уравнений (1)-(5), и
при этом участок изгибаемого листа текстурированной электротехнической стали подвергается воздействию повышенного давления посредством дугообразного участка пуансона и изгибается вдоль дугообразного участка матрицы, так что четыре или более изогнутых участков формуются в одном из листов текстурированной электротехнической стали,
0,02≤T/(2Rd+T)≤0,15… (1)
0,5≤Rd≤3,0… (2)
0,15≤T≤0,30… (3)
2,5≤Rp/Rd≤10… (4)
10°≤θ≤90°… (5).
2. Способ изготовления ленточного сердечника по п. 1,
в котором изогнутые участки формуются посредством изгиба участков изгибаемых листов текстурированной электротехнической стали со скоростью перемещения пуансона от 30 мм/мин до 3000 мм/мин.
3. Способ изготовления ленточного сердечника по п. 1 или 2,
в котором заданный зазор C (мм) обеспечивается в пределах диапазона 0,5T≤C≤1,5T между матрицей и пуансоном в поперечном сечении в направлении толщины листов текстурированной электротехнической стали в направлении, ортогональном к направлению прессования пуансона.
4. Устройство для изготовления ленточного сердечника, содержащее:
изгибающий блок, который отдельно изгибает листы текстурированной электротехнической стали; и
сборочный блок, который укладывает изогнутые листы текстурированной электротехнической стали слоями и собирает их в ленточную форму с формированием ленточного сердечника ленточной формы, включающего в себя участок, в котором листы текстурированной электротехнической стали, в которых плоские участки и изогнутые участки являются попеременно непрерывными в продольном направлении, уложены поверх друг друга в направлении толщины листа,
при этом изгибающий блок имеет матрицу и пуансон, и в изгибающем блоке дугообразный участок, имеющий заданную кривизну в поперечном сечении в направлении толщины листов текстурированной электротехнической стали, сформирован на внешних поверхностях матрицы и пуансона, и по меньшей мере один из изогнутых участков одного или более уложенных слоями листов текстурированной электротехнической стали формируется таким образом, что одна сторона листа текстурированной электротехнической стали размещается и ограничивается на матрице, а участок изгибаемого листа текстурированной электротехнической стали на другой свободной концевой стороне подвергается воздействию повышенного давления посредством дугообразного участка пуансона в направлении толщины листа текстурированной электротехнической стали и изгибается вдоль дугообразного участка матрицы, и
при этом, когда толщина листа текстурированной электротехнической стали составляет T (мм), углы изгиба изогнутых участков составляют θ (°), радиус кривизны дугообразного участка матрицы составляет Rd (мм), и радиус кривизны дугообразного участка пуансона составляет Rp (мм), соотношения нижеприведенных уравнений (1)-(5) удовлетворяются,
0,02≤T/(2Rd+T)≤0,15… (1)
0,5≤Rd≤3,0… (2)
0,15≤T≤0,30… (3)
2,5≤Rp/Rd≤10… (4)
10°≤θ≤90°… (5).
5. Устройство для изготовления ленточного сердечника по п. 4,
в котором изгибающий блок формирует изогнутые участки посредством изгиба участков изгибаемого листа текстурированной электротехнической стали со скоростью перемещения пуансона от 30 мм/мин до 3000 мм/мин.
6. Устройство для изготовления ленточного сердечника по п. 4 или 5,
в котором заданный зазор C (мм) обеспечивается в пределах диапазона 0,5T≤C≤1,5T между матрицей и пуансоном в поперечном сечении в направлении толщины листа текстурированной электротехнической стали в направлении, ортогональном к направлению прессования пуансона.
| JP 2019117155 A, 18.07.2019 | |||
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2713622C1 |
| JP 2886954 B2, 26.04.1999 | |||
| JP 2010023073 A, 04.02.2010 | |||
| JP 2007144469 A, 14.06.2007. | |||

