Изобретение, прототипами которого являются способ упрочнения железнодорожных колес подвижного состава [1] и способ упрочнения и железнодорожное колесо с упрочненной рабочей поверхностью [2], относится к области поверхностной упрочняющей обработки термическими методами изнашивающейся в эксплуатационный период поверхности гребня железнодорожного колеса в условиях ремонтного производства. Отличительная особенность заявленного способа от прототипа состоит в том, что нагрев поверхностного слоя металла гребня колеса осуществляется за счет теплоотдачи от разогретого до высоких температур фасонного ролика, имеющего форму, повторяющую профиль участка, подлежащего термической обработке, который обкатывается по окружности колеса, а охлаждение разогретого металла происходит за счет аэрозольного распыления охлаждающей жидкости, подаваемой через форсунку.
За последние два десятилетия на сети железных дорог России особо остро стоит вопрос снижения износа гребней колес в кривых участках пути. Мероприятия, проводимые для снижения износа гребней, в основном, связаны с уменьшением коэффициента скольжения в сопряжении «колесо-рельс» и увеличением твердости поверхности гребня. Кроме того, проводятся исследования способов и режимов термического упрочнения металла гребня с целью повышения его твердости и износостойкости в эксплуатации. В настоящее время способы упрочнения поверхности катания железнодорожных колес основаны на закалке металла в поверхностном слое низкотемпературной плазменной струей или плазменной дугой с целью получения структуры многослойной структуры, содержащей сорбит. Однако при использование указанных методов в случае нарушения режимов работы плазмотрона и фокусировки плазменной струи возникает оплавление и снижение прокаливаемости поверхности гребня, в результате чего не достигается требуемая микроструктура и твердость упрочненного слоя гребня.
Аналогом заявленного способа, применяемого в настоящее время для упрочнения поверхностного слоя поверхности катания и гребня железнодорожного колеса, является способ упрочнения железнодорожных колес, который в отличие от предлагаемого способа осуществляет упрочнение только поверхности катания колеса низкотемпературной плазменной дугой прямого действия. Таким образом, применение данного способа при упрочнении гребня железнодорожного колеса имеет следующие недостатки: использование дорогостоящего плазмообразующего газа аргона или смеси аргона с гелием и углеродосодержащими газами, недостаточная ширина покрытия 10-30 мм плазменной дугой упрочняемой зоны гребня колеса, ширина которой должна составлять 35±5 мм.
Для исключения вышеуказанных недостатков предлагается использовать разработанный в Омском государственном университете путей сообщения на кафедре «Технологии транспортного машиностроения и ремонта подвижного состава» способ термомеханического упрочнения гребней железнодорожных колес.
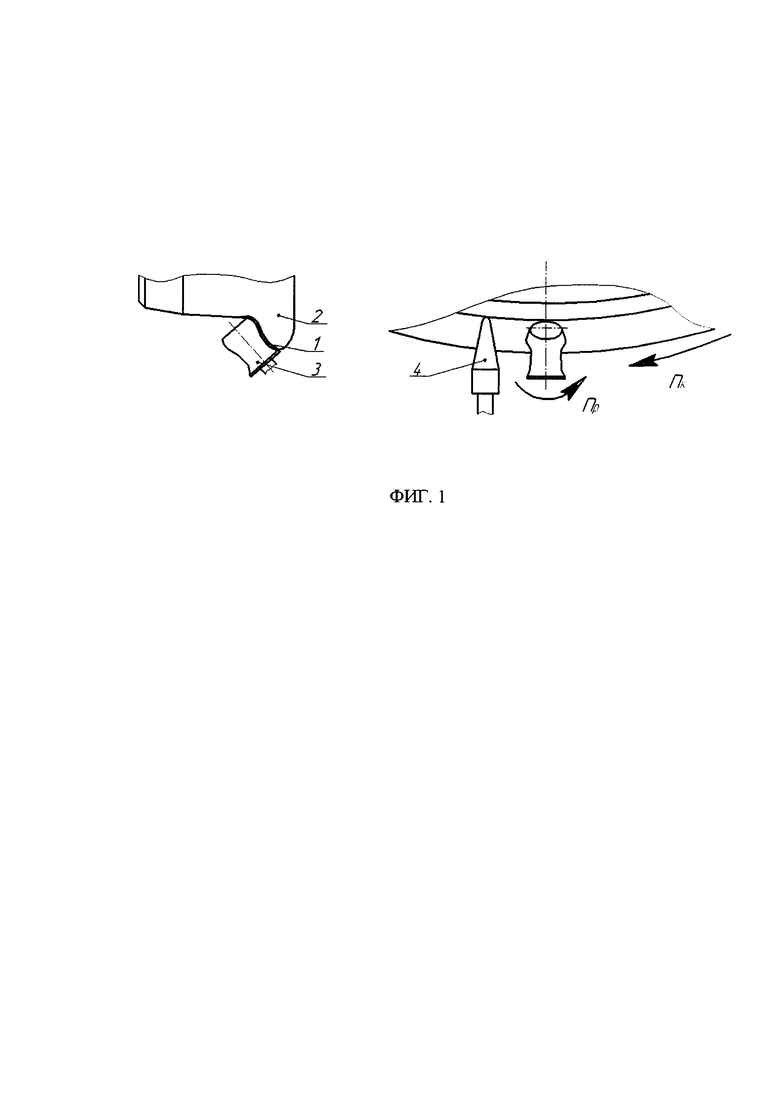
Способ термомеханического упрочнения гребня (фиг. 1) заключается в создании упрочненного слоя металла в области гребня колеса путем разогрева локальных его участков до температур выше критических точек аустенитного превращения и последующего быстрого охлаждения. В процессе упрочнения осуществляется обкатывание под давлением поверхности гребня 1 железнодорожного колеса 2, вращающегося со скоростью nк, профилирующим роликом 3, воспроизводящим профиль гребня и вращающимся со скоростью nр. При этом ролик 3 разогревается до температур 1100-1200°С и в результате контакта с поверхностью гребня 1 осуществляет передачу тепла и ее разогрев до температур закалки, после чего разогретый слой гребня охлаждается путем аэрозольного распыления охлаждающей жидкости, подаваемой через форсунку 4. Таким образом, заявленный способ термомеханического упрочнения позволяет за один оборот железнодорожного колеса прогреть поверхность гребня на требуемую глубину упрочняемого слоя с последующим быстрым охлаждением, что способствует получению многослойной закаленной микроструктуры повышенной твердости. Преимущество данного способа заключается в мобильности, простоте использования и снижении энергопотребления.
Применение способа термомеханического упрочнения гребня железнодорожного колеса позволит повысить производительность и снизить потребление электроэнергии, а также сократить себестоимость за счет исключения из процесса плазмообразующего газа и плазмотрона, сопло которого под воздействием плазмы быстро выходит из строя.
Список литературных источников
1. Пат. 2430166 Российская федерация, C21D 9/34 (2006.01), C21D 1/09 (2006.01). Способ упрочнения железнодорожных колес и железнодорожное колесо с упрочненной рабочей поверхностью / В. Цой, А.Е. Балановский; заявитель и патентообладатель Некоммерческое партнерство «Национальный центр развития инновационных технологий» (НП НЦРИТ). -№2010107411/02; заявл. 01.03.2010; опубл. 27.09.2011; бюл. №27.
2. Пат. RU93053881A Российская федерация, C21D 9/34 (1995.01), C21D 1/09 (1995.01). Способ упрочнения колес железнодорожного подвижного состава / Н.В. Павлов, Е.А. Кругляков, Ю.Г. Светлов, Ю.В. Зеленский, Ю.Г. Редькин; заявитель и патентообладатель Н.В. Павлов, Е.А. Кругляков, Ю.Г. Светлов, Ю.В. Зеленский, Ю.Г. Редькин. - №93053881/02; заявл. 03.12.1993; опубл. 27.12.1996.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки стальных рельсов | 2016 |
|
RU2644638C2 |
| Способ термической обработки цельнокатаных железнодорожных колёс из легированной стали | 2016 |
|
RU2616756C1 |
| Способ обработки колеса железнодорожного транспорта | 2017 |
|
RU2673273C2 |
| СПОСОБ УПРОЧНЕНИЯ ЛОКОМОТИВНЫХ И ВАГОННЫХ КОЛЕС | 2010 |
|
RU2454469C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ С ЛОКАЛЬНЫМ ЧЕРЕДОВАНИЕМ СВОЙСТВ | 2021 |
|
RU2779890C1 |
| СПОСОБ ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2007 |
|
RU2353672C1 |
| Способ термической обработки цельнокатаных железнодорожных колес | 2016 |
|
RU2632507C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ КОЛЁС РЕЛЬСОВОГО ТРАНСПОРТА | 2002 |
|
RU2222613C1 |
| СПОСОБ УПРОЧНЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС И ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО С УПРОЧНЕННОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2010 |
|
RU2430166C1 |
| Способ восстановления деталей | 1984 |
|
SU1157089A1 |
Изобретение относится к способу термомеханического упрочнения гребня железнодорожного колеса. Способ включает создание упрочненного слоя металла в области гребня колеса путем разогрева локального участка гребня до температур выше критических точек аустенитного превращения и последующего быстрого охлаждения, при этом нагрев поверхностного слоя металла в области гребня колеса осуществляют за счет теплоотдачи от разогретого до температур 1100-1200οС фасонного ролика, имеющего форму, повторяющую профиль локального участка гребня, подлежащего термической обработке, который обкатывают по окружности колеса, а охлаждение разогретого слоя металла в области гребня колеса осуществляют путем аэрозольного распыления охлаждающей жидкости, подаваемой через форсунку. Технический результат заключается в получении равномерной глубины и твердости упрочненного слоя как по поверхности гребня, от ножки до вершины, так и по диаметру всего колеса, а также в повышении производительности термообработки. 1 ил.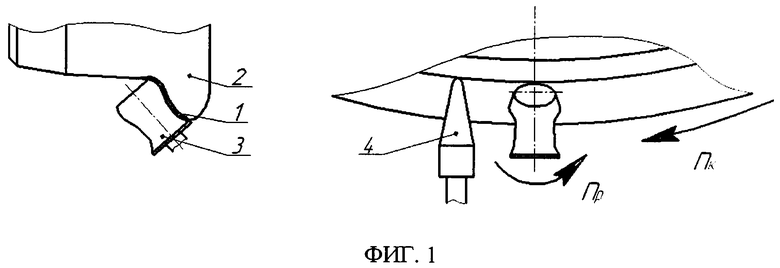
Способ термомеханического упрочнения гребня железнодорожного колеса, включающий создание упрочненного слоя металла в области гребня колеса путем разогрева локального участка гребня до температур выше критических точек аустенитного превращения и последующего быстрого охлаждения, отличающийся тем, что нагрев поверхностного слоя металла в области гребня колеса осуществляют за счет теплоотдачи от разогретого до температур 1100-1200°С фасонного ролика, имеющего форму, повторяющую профиль локального участка гребня, подлежащего термической обработке, который обкатывают по окружности колеса, а охлаждение разогретого слоя металла в области гребня колеса осуществляют путем аэрозольного распыления охлаждающей жидкости, подаваемой через форсунку.
| СПОСОБ ПОВЕРХНОСТНОЙ ЭЛЕКТРОКОНТАКТНОЙ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ | 1999 |
|
RU2158313C1 |
| СПОСОБ УПРОЧНЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС И ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО С УПРОЧНЕННОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2010 |
|
RU2430166C1 |
| RU 93053881 A, 27.12.1996 | |||
| Способ термической обработки цельнокатаных железнодорожных колес | 2016 |
|
RU2632507C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЭЛЕКТРОКОНТАКТНОЙ ЗАКАЛКИ ДЕТАЛЕЙ | 1999 |
|
RU2153007C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ГРЕБНЕЙ КОЛЕС ПОДВИЖНОГО СОСТАВА | 2000 |
|
RU2183223C2 |
| CN 108500174 A, 07.09.2018. | |||

