Изобретение относится к транспортному машиностроению, а именно к способам восстановления работоспособности цельнокатаных колес железнодорожного транспорта.
Известен способ восстановления профиля поверхности катания колес рельсового транспорта, включающий механическую обработку заданного профиля, многократный импульсный отжиг поверхностного слоя путем нагрева выше Ас1, охлаждения ниже Ar1, нагрева ниже Ac1, подстуживания и ускоренного охлаждения со скоростью 50-60oС/с, осуществляемого после завершения промежуточного превращения [1].
Известен способ восстановления профиля поверхности катания колес рельсового транспорта, включающий механическую обработку и многократную термообработку путем импульсного нагрева поверхностного слоя металла выше Ac1, охлаждения ниже Ar1, нагрева ниже Ac1, подстуживания: при первых двух циклах термообработки в течение 9-19 с, при третьем цикле - в течение 3-6 с и ускоренного охлаждения со скоростью 50-60oС/с до начала перлитного превращения [2].
Недостаток данных способов [1, 2] заключается в том, что они не обеспечивают восстановления работоспособности колес, потерявших свою общую и усталостную прочность из-за износа и переточек обода.
Это вызвано тем, что указанные способы термообработки [1, 2] не обеспечивают требуемую общую и усталостную прочность колес, снижающуюся при уменьшении толщины обода.
Задача изобретения - увеличение ресурса цельнокатаных колес - может быть осуществлена за счет восстановления при ремонте прочности и усталостной прочности изношенных колес.
Т. е. , цельнокатаные колеса, например для грузовых вагонов, не могут иметь рабочую толщину обода менее 24 мм при выпуске из текущего отцепочного ремонта, т. к. не обеспечивают требуемую общую и усталостную прочность. Восстановление при ремонте показателей общей и усталостной прочности для колес с толщиной обода менее 24 мм позволит продолжить использование в эксплуатации таких колес, повысить их ресурс на 10-15% и уменьшить общую потребность транспорта в цельнокатаных колесах.
Данной обработке могут подвергаться как новые колеса, поступающие в эксплуатацию под подвижной состав с нагрузкой на ось 25-30 тc, так и колеса, прослужившие некоторый срок, в процессе их ремонта.
Технический результат достигается тем, что в способе восстановления работоспособности колес рельсового транспорта первоначально колесную пару предварительно обтачивают для восстановления геометрии профиля поверхности катания. Затем на внутренней и наружной поверхностях дисков цельнокатаных колес напротив друг друга, захватывая зоны переходов диска в обод и диска в ступицу создаются локальные упрочненные зоны в виде сплошных линий различной геометрической формы за счет термической обработки токами высокой частоты, плазменным нагревом или иной другой обработки, обеспечивающей тот же эффект, что способствует повышению общей и усталостной прочности колеса. Ширина участков термообработанного металла 25÷50 мм. В глубину диск упрочняют на 1,5÷2,0 мм с каждой стороны.
Сущность изобретения поясняется чертежами, где на фиг.1 показаны схемы локального упрочнения колес; на фиг.2 представлена схема проведения опыта; на фиг.3 изображен график изменения твердости.
На поверхностях диска 2 (фиг.1) образованы упрочненные слои металла 1 от ступицы к ободу (фиг.1г), которые могут иметь различную геометрическую форму (фиг.1а, 16, 1в и др.).
Способ заключается в следующем. Были взяты три колеса производства Выксунского металлургического завода, работавшие под грузовыми вагонами, оборудованными композиционными тормозными колодками, и изъятые из эксплуатации по причине достижения минимально допустимой в эксплуатации толщины обода (табл.1).
Термоупрочненные зоны - в виде "ребра жесткости" наносились равномерно с внутренней и наружной стороны диска колеса напротив друг друга. Полосы наносились в направлении от ступицы к ободу, захватывая зоны перехода диска в обод и диска в ступицу, с использованием пламени кислородно-ацетиленовой газовой горелки.
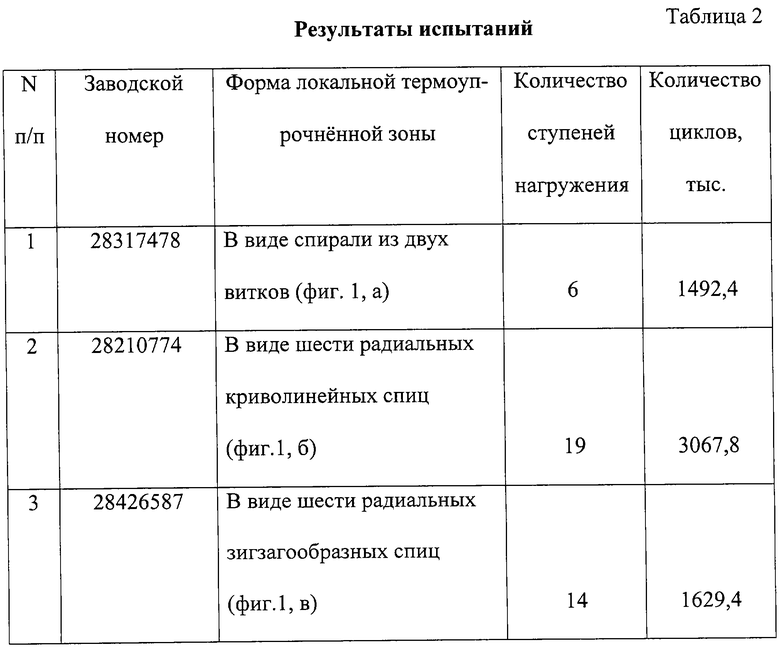
Для проведения эксперимента на поверхности дисков колес были нанесены термоупрочненные зоны различной формы (фиг.1а, 1б, 1в):
а) в виде спирали;
б) в виде 6 радиальных изогнутых спиц;
в) в виде 6 радиальных зигзагообразных спиц.
Термообработка проводилась со следующими режимами: скорость нагрева составляет 140-170oС/с при плотности энергии 4-5 кВт/см2. Температура закаливания tзак=830-850oС. Охлаждение воздушное и на массу колеса.
Затем были проведены усталостные испытания данных упрочненных колес. Испытания проводились на пресс-пульсаторе ЦДМ-200 ПУ при частоте нагружения 5 Гц, при t=12-18oС.
При проведении испытаний использована методика блок-программного нагружения, разработанная Всероссийским Научно-исследовательским Институтом Железнодорожного Транспорта.
Результаты испытаний представлены в табл.2.
Усталостные испытания, проведенные во ВНИИЖТе, показали, что блочное нагружение стандартных колес с черновой поверхностью диска и толщиной обода 45 мм приводит их к разрушению после 1,2-1,3 млн. циклов, тогда как колеса, имеющие толщину обода, минимально допустимую в эксплуатации (22-24 мм), подвергнутые локальному термоупрочнению дисков, выдерживали без образования трещин более 1,6-3 млн. циклов нагружения, за исключением колеса 1, где усталостная трещина появилась через 1,49 млн. циклов.
Для пояснения сущности получаемого эффекта рассмотрим пример с пластинами, локально упрочненной и неупрочненной.
Был выполнен эксперимент по определению их жесткости до и после термообработки. Для этого образец 4 (фиг.2) с одной стороны закрепили, а с другой приложили нагрузку Р=200 кгс и измерили перемещение свободного конца, которое составило 0,392 мм. Далее была проведена локальная термообработка образцов с обеих сторон.
Перемещение упрочненных образцов составило 0,343 мм. Затем, определив жесткость для неупрочненных и упрочненных образцов, получили, что жесткость увеличилась на 12,5%.
Измерение твердости обработанных образцов велось алмазной пирамидой по Виккерсу (ГОСТ 2999-75). По результатам измерений были построены графики изменения твердости в зависимости от ширины образца (фиг.3). Из графика видно, что после термообработки твердость увеличилась. Максимальное ее значение составило в середине образца на глубине h=1,5 мм и равно 214 кгс/мм2. Твердость неупрочненного образца составляет 187 кгс/мм2. Глубина, на которой произошли изменения твердости, составляет 4,8 мм.
Предлагаемые мероприятия по повышению работоспособности, качества функционирования колеса улучшают его способность выдерживать циклические напряжения, вызываемые в нем статическими и динамическими нагрузками.
В табл. 3 приведено доказательство достижения положительного эффекта предлагаемого способа по сравнению со способом-прототипом.
Источники информации
1. Авторское свидетельство СССР 1433992, кл. С 21 D 9/34, 1987.
2. Авторское свидетельство СССР 1608234, кл. С 21 D 9/34, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки цельнокатаных железнодорожных колес | 2016 |
|
RU2632507C1 |
| Способ термической обработки цельнокатаных железнодорожных колёс из легированной стали | 2016 |
|
RU2616756C1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 1987 |
|
SU1420041A1 |
| Сталь и цельнокатаное колесо, изготовленное из неё | 2016 |
|
RU2615425C1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 1983 |
|
SU1157095A1 |
| ЦЕЛЬНОКАТАНОЕ КОЛЕСО ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 2008 |
|
RU2376149C1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 1988 |
|
SU1608234A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕС РЕЛЬСОВОГО ТРАНСПОРТА | 2020 |
|
RU2754627C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС ИЗ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1997 |
|
RU2119841C1 |
| ЦЕЛЬНОКАТАНОЕ ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2259279C1 |





Изобретение относится к транспортному машиностроению, а именно к способу восстановления работоспособности колес железнодорожного транспорта. Техническим результатом изобретения является увеличение ресурса цельнокатаных колес. Технический результат достигается термической обработкой диска колеса с двух сторон напротив друг друга в виде различных сплошных линий, захватывая переходы диска в обод и диска в ступицу, причем нагрев поверхностного слоя металла производят до температуры полной аустенитизации. 3 ил., 3 табл.
Способ восстановления работоспособности колес рельсового транспорта, включающий механическую обработку профиля поверхности катания колес и термообработку, отличающийся тем, что термически обрабатывают диск колеса с двух сторон напротив друг друга в виде различных сплошных линий, захватывая зоны перехода диска в обод и диска в ступицу, причем нагрев поверхностного слоя металла производят до температуры полной аустенитизации.
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 1988 |
|
SU1608234A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ КАТАНИЯ КОЛВСоi-'J | 1972 |
|
SU433222A1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 1985 |
|
SU1315077A1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ КОЛЕС | 1997 |
|
RU2127768C1 |

