Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для изготовления трехмерного изделия на основе целлюлозы.
Уровень техники
Имеется потребность в упаковках, емкостях, оболочках, чашках и других трехмерных изделиях из регенерируемых и допускающих вторичное использование материалов. При этом изделия должны иметь требуемые устойчивость и иные свойства, которые достигаются традиционным выполнением, например, из полимера, картона, стекла или алюминия.
Изготовление такого рода трехмерных изделий на основе целлюлозы уже известно. Для него предпочтительно используют материал, состоящий, по существу, из волокон целлюлозы. Этот материал предпочтительно получают из растений, например, из древесины, сахарного тростника, бамбука, кукурузы, хлопка или льна. В дополнение к волокнам целлюлозы материал может содержать и другие вещества, например, вещества для упрочнения или для окрашивания упомянутого материала.
Изготовление заготовок на основе технической целлюлозы описано в статье Larsson, Р.А., &  L. (2016, Februar) "Towards natural-fibre-based thermoplastic films produced by conventional paper-making, Green Chemistry, 18 (11), 3324-3333. DOI: 10.1039/c5gc03068d". («На пути к термопластичным пленкам на основе натуральных волокон, изготовленным в традиционном бумажном производстве»).
L. (2016, Februar) "Towards natural-fibre-based thermoplastic films produced by conventional paper-making, Green Chemistry, 18 (11), 3324-3333. DOI: 10.1039/c5gc03068d". («На пути к термопластичным пленкам на основе натуральных волокон, изготовленным в традиционном бумажном производстве»).
В патентном документе WO 2017/160217 А1 раскрыт способ изготовления трехмерного изделия из целлюлозы с использованием формовочного инструмента с определяющей форму изделия формообразующей поверхностью. Согласно этому способу заготовку из целлюлозы, предпочтительно содержащую менее 15 вес. % воды, помещают в упомянутый формовочный инструмент, нагревают до температуры в диапазоне от 100°С до 200°С и с помощью формовочного инструмента прижимают к формообразующей поверхности формообразующим давлением в диапазоне от 1 МПа до 100 МПа. Заготовка предпочтительно содержит по меньшей мере 90 вес. % технической целлюлозы (химической древесной массы) или древесной массы (механической древесной массы). Заготовка может дополнительно содержать и другие вещества, например, упрочняющие заготовку, но не препятствующие возможности вторичной переработки. Заготовка может быть отрезана от свернутого в рулон листового материала. Прижим заготовки к формообразующей поверхности осуществляют с помощью гибкой мембраны формовочного инструмента, к которой прикладывают давление посредством текучей среды. При прессовании мембрана может прочно соединяться с трехмерным изделием и для прессования следующего изделия заменяться новой мембраной.
В патентном документе WO 2017/160218 А1 раскрыты способ и устройство для изготовления изделия из целлюлозы, в которых вначале в узле сухой формы формуют заготовку из целлюлозы в виде непрерывного полотнища, и это полотнище подают к формовочному инструменту, в котором из участков полотнища формуют готовое изделие из целлюлозы.
Описанная технология, а также заготовка на основе целлюлозы выведены на рынок под торговой маркой PulPac™ компанией Pulpac АВ, Гетеборг, Швеция.
Графически эти изделия оформлены посредством прессования трехмерных надписей на поверхности, или наклеиванием отпечатанных этикеток, или печати, например, логотипа, изображений или надписей с помощью тампонной печати. Трехмерная форма изделий затрудняет графическое оформление и ограничивает скорость их изготовления.
Раскрытие сущности изобретения
Исходя из вышеизложенного, в основу настоящего изобретения положена задача предложить способ изготовления трехмерного изделия на основе целлюлозы, который облегчает графическое оформление трехмерного изделия и позволяет увеличить скорости его изготовления. Далее, необходимо предложить устройство для осуществления указанного способа.
Указанная задача решена способом с признаками п. 1 формулы настоящего изобретения. Предпочтительные варианты осуществления способа раскрыты в зависимых пунктах формулы.
Соответствующий настоящему изобретению способ изготовления трехмерного изделия на основе целлюлозы содержит шаги:
- содержащую целлюлозу заготовку позиционируют перед определяющей форму изделия формообразующей поверхностью формовочного инструмента,
- запечатанный листовой материал позиционируют перед формообразующей поверхностью формовочного инструмента и по запечатке выравнивают его с точной приводкой на формообразующей поверхности, и
- заготовку и листовой материал нагревают, прижимают к формообразующей поверхности и формуют в трехмерное изделие.
В способе согласно настоящему изобретению графическое оформление трехмерного изделия осуществляют посредством того, что перед формованием трехмерного изделия в дополнение к заготовке перед формообразующей поверхностью формообразующего инструмента позиционируют запечатанный листовой материал. При этом запечатанный листовой материал по его запечатке выравнивают с точной приводкой на формообразующей поверхности. Благодаря этому при формовании трехмерного изделия посредством нагревания и прижима заготовки и листового материала к формообразующей поверхности запечатка или различные части запечатки оказываются точно на предусмотренных для них местах трехмерного изделия. Например, логотип, описание изделия, данные изготовителя, весовые данные, копирайт-отметка или штрих-код могут быть помещены точно на предусмотренные для них места изделия. В предлагаемом способе локальные различные растяжения запечатанного листового материала при формовании трехмерного изделия могут быть компенсированы за счет соответствующей печати листового материала. Для этого на участках, которые при формовании изделия растягиваются сильнее, листовой материал может запечатываться со сжатием, а на участках, которые растягиваются меньше или вообще не растягиваются, запечатываться с соответственно меньшим сжатием. Далее, этот способ обеспечивает возможность запечатывания, по существу, всей поверхности, в том числе и сложных трехмерных форм.
В одном из дальнейших вариантов осуществления способа запечатанный листовой материал представляет собой папиросную бумагу (тишью). В одном из дальнейших вариантов осуществления эта папиросная бумага представляет собой мягкую и легкую, напоминающую марлю, бумагу из технической целлюлозы или древесной массы. При этом речь может, в частности, идти о мелкокрепированной бумаге. Папиросная бумага имеет хорошие печатные свойства, а при формовании под действием температуры и давления хорошо соединяется с заготовкой. Далее, папиросная бумага может образовывать стабилизирующий заготовку носитель. При этом папиросная бумага может иметь лишь небольшой граммаж.
В одном из дальнейших вариантов осуществления заготовка содержит волокна целлюлозы. В одном из дальнейших вариантов осуществления заготовка состоит, по существу или исключительно, из волокон целлюлозы. В одном из дальнейших вариантов осуществления заготовка содержит волокна целлюлозы, полученные из растительного материала, например, волокна целлюлозы, полученные из древесины, из сахарного тростника (в частности, из багассы), из бамбука, кукурузы, хлопка или льна. В одном из дальнейших вариантов осуществления волокна целлюлозы, полученные из древесины, представляют собой техническую целлюлозу (химическую древесную массу) или древесную массу (механическую древесную массу). В одном из дальнейших вариантов осуществления волокна целлюлозы представляют собой химические волокна (гидратцеллюлозное волокно; например вискозное волокно, модальное вискозное волокно, волокно лиоцелла или медноаммиачное волокно). Эти химические волокна могут быть произведены из регенерированной или этерифицированной целлюлозы. В одном из дальнейших вариантов осуществления заготовка содержит смесь природных волокон целлюлозы и гидратцеллюлозных волокон. В одном из дальнейших вариантов осуществления заготовка содержит дополнительные вещества, например, одно или несколько следующих веществ: упрочняющие вещества (например, крахмал или другие вещества, играющие роль адгезива), вещества, снижающие гигроскопичность, вещества, повышающие гидрофобность, или красящие вещества. В одном из дальнейших вариантов осуществления заготовка содержит менее 45% воды, предпочтительно менее 25% воды, еще предпочтительней менее 15% воды. В одном из дальнейших вариантов осуществления заготовка содержит по меньшей мере 90 вес. % волокон целлюлозы. Изготовление трехмерного изделия может, в частности, осуществляться посредством нагревания заготовки и запечатанного листового материала до температуры от 100°С до 200°С и приложения к этим материалам давления в диапазоне от 1 МПа до 100 МПа.
Изготовление заготовки может, в частности, осуществляться следующим образом: волокна целлюлозы отделяют друг от друга, отделенные друг от друга волокна целлюлозы наносят на одну сторону воздухопроницаемой подложки, к другой стороне воздухопроницаемой подложки прикладывают пониженное давление, и благодаря этому волокна целлюлозы на одной стороне воздухопроницаемой подложки образуют связанный слой. Образованную таким способом заготовку также называют материалом суховоздушного формования (Airlaid). Воздухопроницаемая подложка может, в частности, представлять собой воздухопроницаемый цилиндр или воздухопроницаемую транспортерную ленту. Далее, можно образовывать заготовку следующим образом: волокна целлюлозы наносят на папиросную бумагу, причем к другой стороне папиросной бумаги через воздухопроницаемую подложку прикладывают пониженное давление. Благодаря этому на верхней стороне папиросной бумаги образуется связанный слой из волокон целлюлозы, и папиросная бумага механически (например, посредством сцепления волокон друг с другом) соединяется со слоем волокон целлюлозы. Дополнительно, в качестве покрытия поверх слоя из волокон целлюлозы, может наноситься еще один слой папиросной бумаги. Этот дополнительный слой папиросной бумаги также может механически (например, посредством сцепления) соединяться со слоем из волокон целлюлозы. Для этого дополнительный слой папиросной бумаги может напрессовываться на слой из волокон целлюлозы.
Добавки, например, крахмал или другие вещества для упрочнения слоя из волокон целлюлозы, могут подмешиваться к волокнам целлюлозы заранее или наноситься на слой из волокон целлюлозы потом, но до покрытия этого слоя дополнительным слоем папиросной бумаги.
Изготовление трехмерного изделия и использованные для этого материалы могут соответствовать, в частности, патентным документам WO 2017/160217 А1 и/или WO 2017/160218 А1. В этом отношении делается ссылка на оба вышеуказанные документа, содержание которых включено в настоящую заявку посредством ссылки.
Для заготовки может, например, использоваться материал, выведенный на рынок под названием Pulpac™, или описанный в вышеуказанной статье Larsson, Wackberg et al.
В одном из дальнейших вариантов осуществления заготовка представляет собой дополнительный листовой материал.
В одном из дальнейших вариантов осуществления заготовка свернута в рулон и перерабатывается из рулона в трехмерные изделия. В другом варианте осуществления заготовка изготавливается непрерывно и перерабатывается в трехмерные изделия, как раскрыто в патентном документе WO 2017/160218 А1. При этом изготовление заготовки и ее переработка осуществляются в одной поточной линии.
В одном из дальнейших вариантов осуществления заготовка, выполненная в виде дополнительного листового материала, на одной плоской наружной стороне или на обих плоских наружных сторонах содержит слой из листового материала. Этот листовой материал может служить носителем для материала, содержащего волокна целлюлозы, который может быть выполнен в виде ваты. В одном из дальнейших вариантов осуществления дополнительный листовой материал представляет собой листовой материал, пригодный для печати. В одном из дальнейших вариантов осуществления дополнительный листовой материал представляет собой папиросную бумагу.
В одном из дальнейших вариантов осуществления при формовании изделия запечатанный листовой материал дополнительно наносят на наружную сторону заготовки. При этом заготовка может состоять исключительно из слоя волокон целлюлозы или, кроме него, содержать по меньшей мере на одной плоской наружной стороне дополнительный листовой материал в качестве носителя.
В другом варианте осуществления заготовку, выполненную в виде дополнительного листового материала, соединенного по меньшей мере на одной наружной стороне с пригодным для печати листовым материалом, запечатывают по пригодному для печати листовому материалу, и при позиционировании заготовки перед формообразующей поверхностью выравнивают запечатку с точной приводкой на формообразующей поверхности. В этом варианте осуществления требуется позиционирование лишь одного-единственного листового материала.
В одном из дальнейших вариантов осуществления запечатанный листовой материал позиционируют на обращенной от формовочного инструмента стороне заготовки. В другом варианте осуществления листовой материал позиционируют на обращенной к формовочному инструменту стороне заготовки. В одном из дальнейших вариантов осуществления запечатанный листовой материал позиционируют с запечаткой на стороне, обращенной от заготовки. Альтернативно, запечатанный листовой материал позиционируют с запечаткой на стороне, обращенной к заготовке.
В одном из дальнейших вариантов осуществления на листовом материале надпечатывают приводочные метки, причем формовочный инструмент содержит по меньшей мере одну неподвижную приводочную метку, и посредством выравнивания по меньшей мере одной надпечатанной приводочной метки по меньшей мере на одной неподвижной приводочной метке запечатку выравнивают сточной приводкой на формообразующей поверхности. В одном из дальнейших вариантов осуществления листовой материал запечатывают так, что каждая запечатка, определенная для трехмерного изделия, содержит по меньшей мере одну надпечатанную приводочную метку. В одном из дальнейших вариантов осуществления выравнивание надпечатанной приводочной метки на неподвижной приводочной метке контролируют с помощью по меньшей мере одного оптического датчика.
В одном из дальнейших вариантов осуществления перед формообразующими поверхностями нескольких формовочных инструментов одновременно позиционируют одну-единственную заготовку и отделенные друг от друга части запечатанного листового материала, причем каждую из отделенных друг от друга частей запечатанного листового материала выравнивают с точной приводкой на формообразующей поверхности соответствующего формовочного инструмента, перед которым их позиционируют. Одновременное использование нескольких формовочных инструментов для изготовления трехмерных изделий повышает производительность. Выравнивание с точной приводкой обеспечивается тем, что каждую из отделенных друг от друга частей запечатанного листового материала выравнивают по ее запечатке на соответствующей формообразующей поверхности.
В другом варианте осуществления выполненную в виде дополнительного листового материала заготовку, которая по меньшей мере с одной наружной стороны прочно соединена с пригодным для печати листовым материалом, запечатывают по пригодному для печати листовому материалу в несколько параллельных рядов, разделяют между запечатанными рядами, и каждую из разделенных частей дополнительного листового материала позиционируют перед разными формовочными инструментами, и каждую часть по их запечаткам выравнивают с точной приводкой на формообразующих поверхностях формовочного инструмента. Благодаря этому достигаются высокая производительность и расположение запечаток на трехмерных изделиях с точной приводкой.
В одном из дальнейших вариантов осуществления для формования трехмерных изделий из нескольких связанных частей используют по меньшей мере один формовочный инструмент, причем по меньшей мере перед одной формообразующей поверхностью формовочного инструмента, предназначенной для формования только одной из связанных частей изделия, позиционируют выделенный, предназначенный для соединения только с этой частью изделия, запечатанный листовой материал, и по его запечатке выравнивают его с точной приводкой на формообразующей поверхности формовочного инструмента, предназначенной для соответствующей части изделия. Таким образом достигается выравнивание запечатки с точной приводкой по меньшей мере на одной части сложного изделия из нескольких связанных частей. Благодаря этому при формовании части изделия можно избежать деформации запечатанного листового материала, которая не позволяет добиться точного размещения запечатки на предусмотренных для нее участках поверхности изделия. Так, например, при изготовлении изделия, состоящего из двух связанных частей, только одну из двух частей изделия снабжают запечаткой с помощью только для этого используемого запечатанного листового материала, или каждую из двух частей изделия снабжают запечаткой с помощью двух разделенных запечатанных листовых материалов. В одном из дальнейших вариантов осуществления отделенные друг от друга части запечатанного листового материала отдельно от заготовки позиционируют перед формообразующими поверхностями формовочного инструмента, предназначенными для разных частей изделия, или заготовку, выполненную в виде дополнительного листового материала, соединяют с запечатанным листовым материалом, и отделенные друг от друга части заготовки по отдельности позиционируют перед формообразующими поверхностями формовочного инструмента, предназначенными для разных частей изделия.
В одном из дальнейших вариантов осуществления формовочный инструмент для изготовления изделий из нескольких связанных частей представляет собой формовочный инструмент для изготовления изделия, содержащего нижнюю часть, верхнюю часть и по меньшей мере одно шарнирное соединение, соединяющее нижнюю часть и верхнюю часть друг с другом. Таким изделием является, например, называемый ракушкой (по-английски: clam shell) контейнер для упаковки бургеров или других блюд предприятий быстрого питания.
В одном из дальнейших вариантов осуществления перед формообразующей поверхностью формовочного инструмента для каждой из частей, нижней и верхней, позиционируют отделенные друг от друга запечатанные куски листового материала и выравнивают эти куски по их запечаткам с точной приводкой на формообразующих поверхностях для соответствующих частей изделия.
В одном из дальнейших вариантов осуществления запечатанный листовой материал позиционируют перед формообразующей поверхностью формовочного инструмента, предназначенной для одной части изделия, и по запечатке выравнивают его с точной приводкой на формообразующей поверхности, позиционируют перед формообразующей поверхностью, предназначенной для другой части изделия, листовой материал, образующий барьерный слой, и при формовании трехмерного изделия прочно соединяют запечатанный листовой материал с одной частью изделия, а барьерный слой с другой частью изделия. Барьерный слой может, например, использоваться для того, чтобы гидравлически уплотнить или изолировать нижнюю часть ракушки внутри или снаружи, а запечатанный листовой материал может использоваться для графического оформления верхней части.
В другом варианте осуществления запечатанный листовой материал одновременно представляет собой барьерный слой. Пригодный для печати листовой материал может, например, использоваться одновременно для графического оформления и для гидравлически уплотненного или изолированного исполнения трехмерного изделия.
В одном из дальнейших вариантов осуществления при формовании трехмерного изделия прикладывают давление и подводят тепло с помощью нагреваемого пуансона. В другом варианте осуществления трехмерное изделие изготавливают с помощью формовочного инструмента с мембраной, как раскрыто в патентном документе WO 2017/160217 А1. В одном из дальнейших вариантов осуществления мембрана одновременно представляет собой запечатанный листовой материал и после соединения с заготовкой заменяется новой мембраной для формования следующего изделия.
В одном из дальнейших вариантов осуществления тепло подводят через те части изделия, которые образуют формообразующие поверхности формовочного инструмента. В одном из дальнейших вариантов осуществления речь при этом идет о металлической части формовочного инструмента.
В одном из дальнейших вариантов осуществления во время формования трехмерного изделия или после него обрезают выступающий законтурный материал. Это может осуществляться, например, с помощью формовочного инструмента, в котором пуансон для приложения давления выполнен в виде вырубного пуансона.
Далее, задачи изобретения решена устройством по п. 15 формулы изобретения. Предпочтительные варианты осуществления устройства раскрыты в зависимых пунктах формулы.
Согласно настоящему изобретению задачу изготовления трехмерного изделия на основе целлюлозы по способу, соответствующему настоящему изобретению, решает устройство, в котором формовочный инструмент содержит по меньшей мере одну неподвижную приводочную метку для выравнивания по меньшей мере одной надпечатанной приводочной метки запечатки на запечатанном листовом материале.
В одном из дальнейших вариантов осуществления устройство содержит по меньшей мере один оптический датчик для регистрации по меньшей мере одной надпечатанной приводочной метки, соединенное с оптическим датчиком электрическое управляющее устройство и приводимое двигателем устройство подачи запечатанного листового материала к формовочному инструменту, причем электронное управляющее устройство выполнено с возможностью регистрации положения надпечатанной приводочной метки и, в зависимости от зарегистрированного положения, управления устройством подачи таким образом, чтобы надпечатанную приводочную метку выровнить на неподвижной приводочной метке. В одном из дальнейших вариантов осуществления оптический датчик неподвижен относительно формовочного инструмента, так что его положение по отношению к неподвижной приводочной метке известно, и для того чтобы выровнять надпечатанную приводочную метку на неподвижной приводочной метке, нужно зарегистрировать только надпечатанную приводочную метку. В другом варианте осуществления оптический датчик регистрирует как положение надпечатанной приводочной метки, так и положение неподвижной приводочной метки.
В одном из дальнейших вариантов осуществления электронное управляющее устройство соединено с устройством приложения давления к заготовке и запечатанному листовому материалу, причем электронное управляющее устройство выполнено с возможностью управления устройством приложения давления таким образом, что оно прижимает заготовку и запечатанный листовой материал к формообразующей поверхности формовочного инструмента, когда надпечатанная приводочная метка выровнена на неподвижной приводочной метке.
В одном из дальнейших вариантов осуществления предлагаемое устройство содержит устройство подготовки листового материала, в частности, рулонное устройство подготовки листового материала в виде рулона, с которого приводимое двигателем устройство подачи сматывает листовой материал, чтобы подать его к формовочному инструменту. В одном из дальнейших вариантов осуществления между устройством подготовки листового материала и устройством подачи помещено устройство запечатывания листового материала, которое выполнено с возможностью запечатывания листового материала при его перемещении с устройства подготовки на устройство подачи. В другом варианте осуществления листовой материал на устройстве подготовки подготавливается в уже отпечатанном состоянии.
В одном из дальнейших вариантов осуществления предлагаемое устройство содержит другое устройство подготовки заготовки и другое приводимое двигателем устройство подачи для подачи заготовки к формовочному инструменту. В одном из дальнейших вариантов осуществления устройство подготовки заготовки на основе целлюлозы представляет собой устройство подготовки другого листового материала на основе целлюлозы. В одном из дальнейших вариантов осуществления еще одно устройство подготовки представляет собой рулонное устройство подготовки еще одного листового материала в виде рулона. В другом варианте осуществления еще одно устройство подготовки представляет собой устройство для непрерывного изготовления еще одного листового материала на основе целлюлозы. В одном из дальнейших вариантов осуществления устройство для непрерывного изготовления еще одного листового материала представляет собой устройство для изготовления материала суховоздушного формования (Airlaid).
В одном из дальнейших вариантов осуществления предлагаемое устройство содержит несколько формовочных инструментов. В одном из дальнейших вариантов осуществления формовочный инструмент содержит несколько формообразующих поверхностей, определяющих формование разных частей изделия, состоящего из связанных частей. В одном из дальнейших вариантов осуществления между устройством подготовки листового материала и несколькими формовочными инструментами и/или по меньшей мере одним формовочным инструментом с несколькими формообразующими поверхностями для формования разных частей изделия, состоящего из связанных частей, имеется устройство разделения листового материала на разные полотнища, причем устройство подачи выполнено таким образом, что оно позиционирует разные полотнища перед формообразующими поверхностями разных формовочных инструментов и/или перед разными формообразующими поверхностями формовочного инструмента, предназначенными для формования разных частей изделия, состоящего из связанных частей.
Краткое описание чертежей
Ниже настоящее изобретение раскрыто подробнее на предпочтительных примерах его осуществления со ссылками на сопроводительные чертежи. На чертежах представлены:
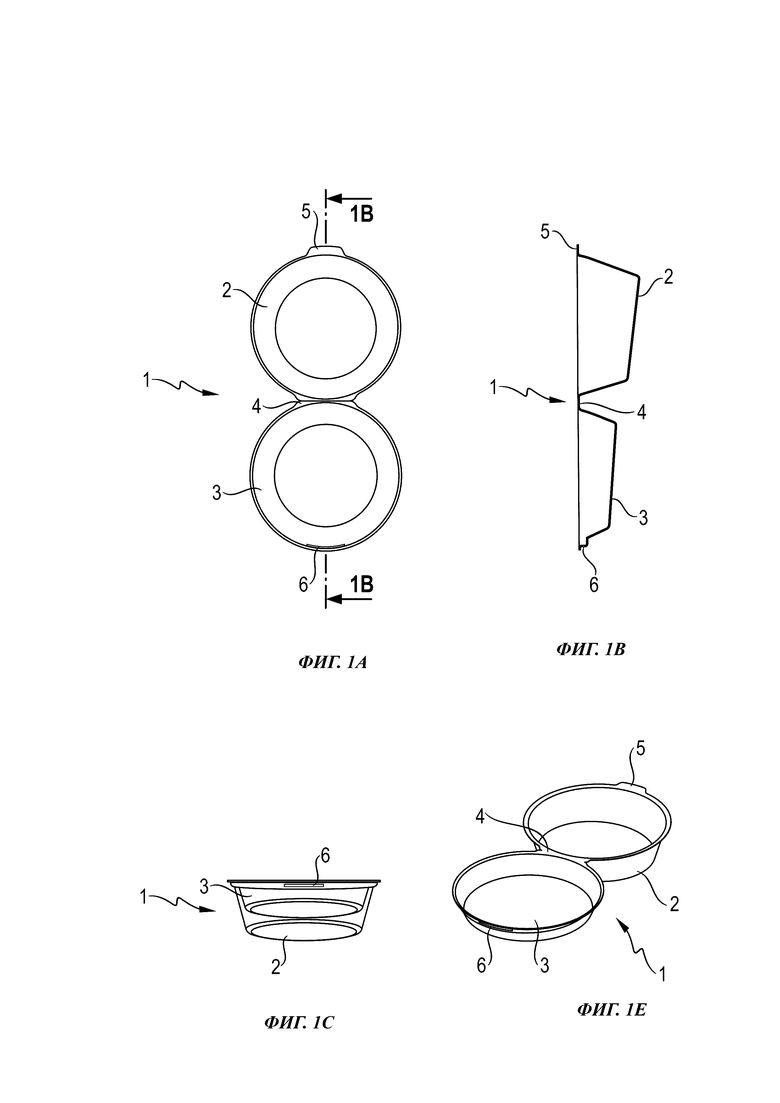
на ФИГ. 1А-Е - ракушка в раскрытом состоянии: вид сверху (ФИГ. 1А), разрез по линии 1В-1В на ФИГ. 1А (ФИГ. 1В), вид спереди (ФИГ. 1С), вид снизу (ФИГ. 1D) и вид в аксонометрии под углом сверху (ФИГ. 1Е);
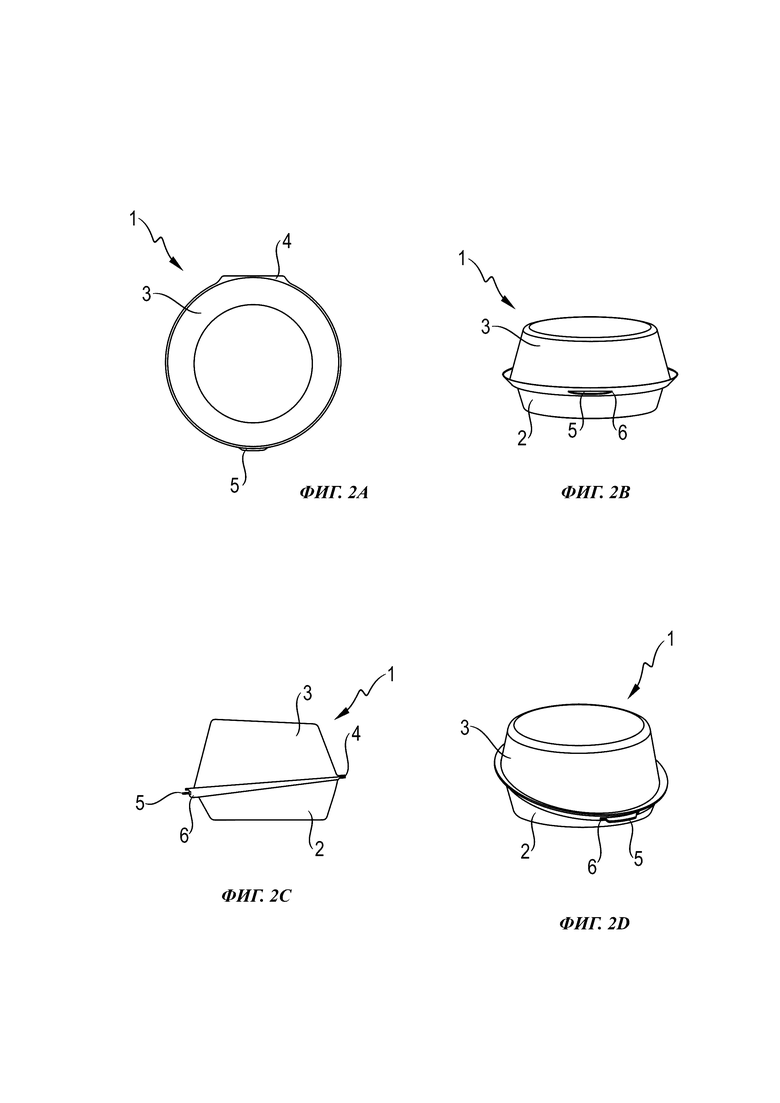
на ФИГ. 2A-D - та же ракушка в закрытом состоянии: вид сверху (ФИГ. 2А), вид спереди (ФИГ. 2В), вид сбоку (ФИГ. 2С) и вид в аксонометрии под углом сверху (ФИГ. 2D);
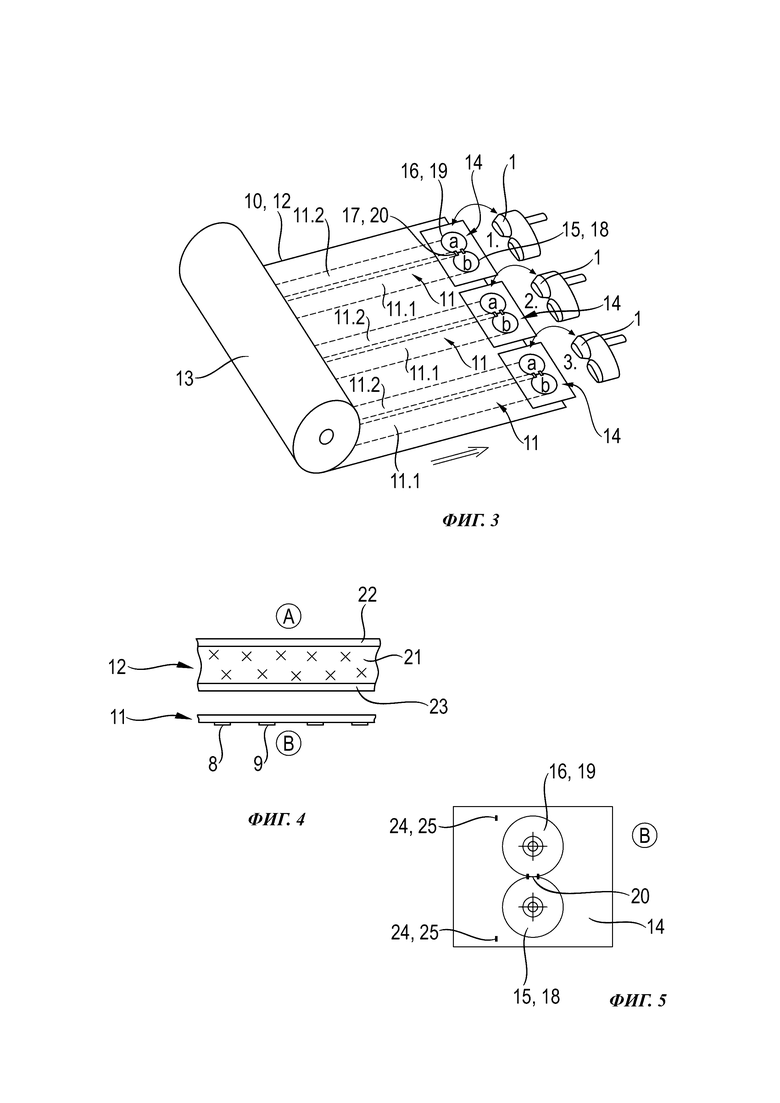
на ФИГ. 3 - устройство для одновременного изготовления нескольких ракушек: грубо схематический вид под углом сверху и сбоку;
на ФИГ. 4 - вертикальный разрез заготовки и запечатанного листового материала при подаче к формовочному инструменту того же устройства;
на ФИГ. 5 - неподвижные приводочные метки формовочного инструмента и надпечатанные приводочные метки запечатанного листового материала на виде сверху;
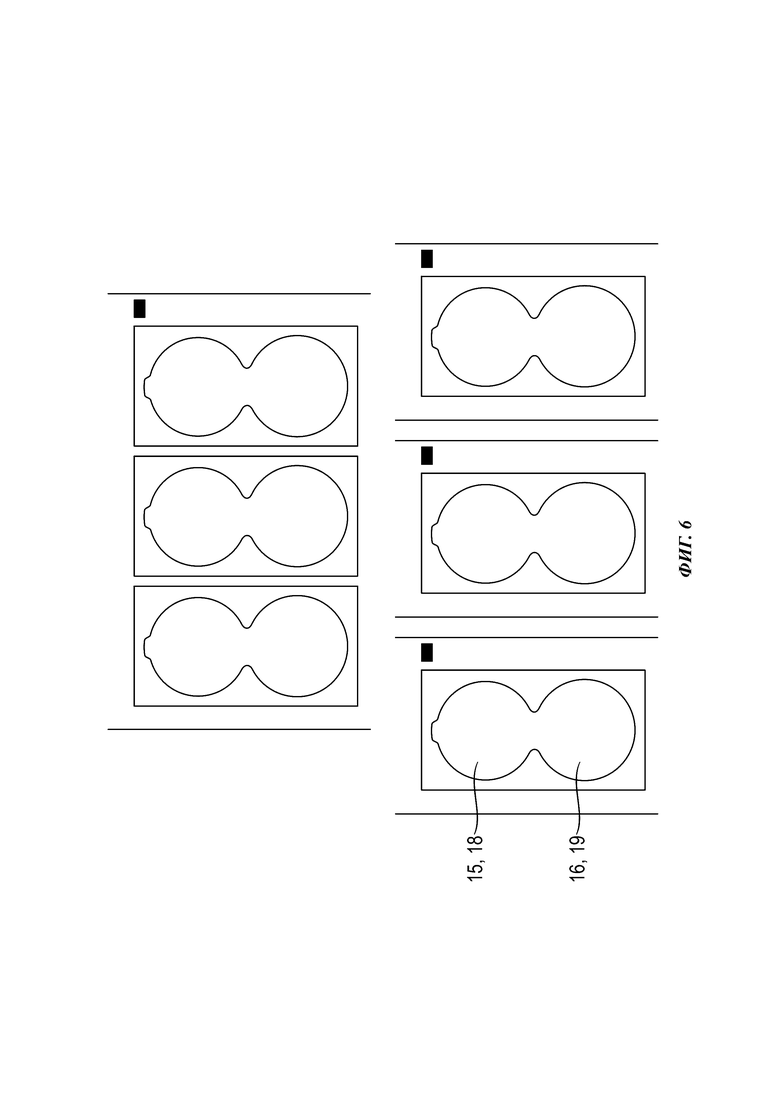
на ФИГ. 6 - формовочные инструменты в вариантах с альтернативным выравниванием на формообразующих поверхностях на виде сверху.
Осуществление изобретения
На ФИГ. 1 ракушка 1 содержит чашеобразную нижнюю часть 2 и чашеобразную верхнюю часть 3, которые соединены друг с другом в одно целое шарнирным соединением 4. Нижняя часть 2 содержит выступающий наружу запирающий язычок 5, расположенный диаметрально напротив шарнирного соединения 4, а верхняя часть 3 содержит на краю соответствующую прорезь 6 для приема запирающего язычка 5.
На ФИГ. 2 ракушка 1 захлопнута, причем верхняя часть 3 благодаря зацеплению запирающего язычка 5 в прорези 6 удерживается в закрытом состоянии.
На нижней стороне нижней части 2 напечатана копирайт-отметка 7, а на верхней стороне верхней части 3 нанесены изображение 8 блюда и логотип 9.
Ракушка 1 изготовлена одной деталью из содержащей целлюлозу заготовки 10 и папиросной бумаги или другого запечатанного листового материала 11.
На ФИГ. 3 для изготовления нескольких ракушек 1 содержащую целлюлозу заготовку 10 в виде дополнительного листового материала 12 сматывают с рулона 13. Дополнительный листовой материал 12 подают на установку из трех формовочных инструментов 14. Каждый из указанных трех формовочных инструментов 14 содержит одну формообразующую поверхность 15 для нижней части 2, одну формообразующую поверхность 16 для верхней части 3 и одну формообразующую поверхность 17 для шарнирного соединения 4. Формообразующие поверхности 15, 16 для нижней части 2 и верхней части 3 образованы, соответственно, первой полостью 18 и второй полостью 19. Формообразующая поверхность 17 для шарнирного соединения 4 образована углублением 20, соединяющим края полостей 18, 19 друг с другом.
Под дополнительным листовым материалом 12 подают запечатанный листовой материал 11.1, 11.2 в виде нескольких отделенных друг от друга полотнищ. Эти полотнища сматывают по меньшей мере с одного рулона уже запечатанными.
К каждому формовочному инструменту 14 подают два разных запечатанных листовых материала 11.1, 11.2, а именно один запечатанный листовой материал 11.1 для нижней части 2 и один отличающийся от первого запечатанный листовой материал 11.2 для верхней части 3. Запечатанный листовой материал 11.1 для нижней части запечатан с промежутками копирайт-отметками 7. Материал для верхней части запечатан с промежутками изображениями 8 и сопутствующими им логотипами 9.
На ФИГ. 4 листовой материал 11 и дополнительный листовой материал 12 показаны с увеличением в вертикальном разрезе. Как показано, запечатка 7, 8, 9 листового материала 11 расположена на его нижней стороне, обращенной к формовочному инструменту 14. Дополнительный листовой материал 12 содержит средний слой 21 из технической целлюлозы и слои 22, 23 папиросной бумаги с верхней стороны и с нижней стороны. Слои 22, 23 папиросной бумаги при изготовлении дополнительного листового материала 12 соединяются суховоздушным формованием (в виде материала Alrlaid) со слоем 21 из технической целлюлозы. Они являются носителями для слоя 21 из технической целлюлозы в виде ваты.
На ФИГ. 5 каждый формовочный инструмент 14 содержит неподвижные приводочные метки 24, а запечатанный листовой материал 11 содержит надпечатанные приводочные метки 25. Последние наносятся поверх, чтобы запечатанный листовой материал 11 с его запечаткой 7, 8, 9 можно было выровнять сточной приводкой на формообразующих поверхностях 15, 16.
Когда это выполнено, оба полотнища 11.1, 11.2 запечатанного листового материала и дополнительный листовой материал 12 прижимают, - например, посредством введения пуансонов сверху в полости 18, 19, - к формообразующим поверхностям 15, 16 и к поверхности углубления 20. Пуансоны и/или формообразующие поверхности 18, 19 и поверхность углубления 20 нагревают, и под воздействием давления и температуры упомянутые слои соединяются друг с другом. Пуансоны, кроме того, предпочтительно выполнены как вырубные пуансоны и отделяют выступающий законтурный материал от ракушек 1.
Затем ракушки 1 могут быть извлечены с пуансонами из полостей 18, 19 и углубления 20 и сняты с пуансонов.
После этого следующие участки листовых материалов 11, 12 перемещают на верхние стороны формовочных инструментов 14, для того чтобы отформовать следующую группу из трех ракушек 1.
На ФИГ. 3 полости 18, 19 для образования нижней части 2 и верхней части 3 расположены друг за другом, перпендикулярно направлению подачи листовых материалов 11, 12. Это предпочтительно при подаче разделенных запечатанных полотнищ листового материала 11.1, 11.2 для нижней части 2 и верхней части 3.
Согласно ФИГ. 6, в принципе, полости 18, 19 для образования нижней части 2 и верхней части 3 можно также расположить друг за другом в направлении подачи листовых материалов 11, 12. В этом варианте осуществления только нижнюю часть 2 или верхнюю часть 3 снабжают запечатанным листовым материалом 11 или выравнивают запечатанный листовой материал 11 одновременно на формообразующих поверхностях 15, 16 для нижней части 2 и верхней части 3.

Изобретение относится к изготовлению трехмерного изделия на основе целлюлозы. Способ изготовления трехмерного изделия на основе целлюлозы содержит шаги: содержащую целлюлозу заготовку позиционируют перед определяющей форму изделия формообразующей поверхностью формовочного инструмента, запечатанный листовой материал позиционируют перед формообразующей поверхностью формовочного инструмента и по запечатке выравнивают его с точной приводкой на формообразующей поверхности и заготовку и листовой материал нагревают, прижимают к формообразующей поверхности и формуют в трехмерное изделие. Технический результат изобретения - облегчение графического оформления трехмерного изделия и увеличение скорости его изготовления. 2 н. и 13 з.п. ф-лы, 6 ил.
1. Способ изготовления трехмерного изделия на основе целлюлозы, содержащий шаги:
- содержащую целлюлозу заготовку позиционируют перед определяющей форму изделия формообразующей поверхностью формовочного инструмента,
- запечатанный листовой материал позиционируют перед формообразующей поверхностью формовочного инструмента и по запечатке выравнивают его с точной приводкой на формообразующей поверхности и
- заготовку и листовой материал нагревают, прижимают к формообразующей поверхности и формуют в трехмерное изделие.
2. Способ по п. 1, в котором запечатанный листовой материал представляет собой папиросную бумагу и/или заготовка по существу или целиком состоит из волокон целлюлозы или модифицированных волокон целлюлозы.
3. Способ по п. 1 или 2, в котором заготовка представляет собой дополнительный листовой материал.
4. Способ по п. 3, в котором заготовка, выполненная в виде дополнительного листового материала, на одной плоской наружной стороне или на обеих плоских наружных сторонах содержит слой из листового материала, причем листовой материал на наружной стороне заготовки предпочтительно представляет собой листовой материал, пригодный для печати, еще предпочтительней папиросную бумагу.
5. Способ по одному из пп. 1-4, в котором при формовании изделия запечатанный листовой материал дополнительно наносят на наружную сторону заготовки.
6. Способ по одному из пп. 1-5, в котором заготовку, выполненную в виде дополнительного листового материала и содержащую по меньшей мере на одной плоской наружной стороне пригодный для печати листовой материал, запечатывают по пригодному для печати листовому материалу и при позиционировании заготовки перед формообразующей поверхностью запечатку выравнивают с точной приводкой на формообразующей поверхности.
7. Способ по одному из пп. 1-6, в котором запечатанный листовой материал позиционируют на обращенной от формовочного инструмента стороне заготовки или на обращенной к формовочному инструменту стороне заготовки и/или запечатанный листовой материал позиционируют с запечаткой на стороне, обращенной от заготовки.
8. Способ по одному из пп. 1-7, в котором на листовой материал надпечатывают приводочные метки, причем формовочный инструмент содержит по меньшей мере одну неподвижную приводочную метку, и посредством выравнивания по меньшей мере одной надпечатанной приводочной метки по меньшей мере на одной неподвижной приводочной метке запечатку выравнивают с точной приводкой на формообразующей поверхности.
9. Способ по одному из пп. 1-8, в котором перед формообразующими поверхностями нескольких формовочных инструментов одновременно позиционируют одну-единственную заготовку и отделенные друг от друга части запечатанного листового материала, причем каждую из отделенных друг от друга частей запечатанного листового материала выравнивают с точной приводкой на формообразующей поверхности соответствующего формовочного инструмента, перед которым их позиционируют.
10. Способ по одному из пп. 1-8, в котором выполненную в виде дополнительного листового материала заготовку, которая по меньшей мере с одной наружной стороны прочно соединена с пригодным для печати листовым материалом, запечатывают по пригодному для печати листовому материалу в несколько параллельных рядов, разделяют между запечатанными рядами, каждую из разделенных частей дополнительного листового материала по отдельности позиционируют перед разными формовочными инструментами и по их запечаткам выравнивают с точной приводкой на формообразующей поверхности формовочного инструмента.
11. Способ по одному из пп. 1-10, в котором для формования изделий из нескольких связанных частей используют по меньшей мере один формовочный инструмент, причем по меньшей мере перед одной формообразующей поверхностью формовочного инструмента, предназначенной для формования только одной из связанных частей изделия, позиционируют выделенный, предназначенный для соединения только с этой частью изделия, запечатанный листовой материал и по его запечатке выравнивают его с точной приводкой на формообразующей поверхности формовочного инструмента, предназначенной для соответствующей части изделия.
12. Способ по одному из пп. 1-11, в котором запечатанный листовой материал позиционируют перед формообразующей поверхностью формовочного инструмента, предназначенной для одной части изделия, и по запечатке выравнивают его с точной приводкой на формообразующей поверхности, позиционируют перед формообразующей поверхностью, предназначенной для другой части изделия, листовой материал, образующий барьерный слой, и при формовании трехмерного изделия прочно соединяют запечатанный листовой материал с одной частью изделия, а барьерный слой с другой частью изделия.
13. Способ по одному из пп. 1-12, в котором при формовании трехмерного изделия прикладывают давление и подводят тепло с помощью нагреваемого пуансона или давление прикладывают с помощью формовочного инструмента с мембраной, а тепло подводят через формообразующую поверхность формовочного инструмента, причем предпочтительно во время формования трехмерного изделия или после него выступающий законтурный материал обрезают.
14. Устройство для изготовления трехмерного изделия согласно способу по одному из пп. 1-13, в котором формовочный инструмент содержит по меньшей мере одну неподвижную приводочную метку для выравнивания по меньшей мере одной надпечатанной приводочной метки запечатки на запечатанном листовом материале.
15. Устройство по п. 14, содержащее по меньшей мере один оптический датчик для регистрации по меньшей мере одной надпечатанной приводочной метки, соединенное с оптическим датчиком электрическое управляющее устройство и приводимое двигателем устройство подачи запечатанного листового материала к формовочному инструменту, причем электронное управляющее устройство выполнено с возможностью регистрации положения надпечатанной приводочной метки и, в зависимости от зарегистрированного положения, управления устройством подачи таким образом, чтобы надпечатанную приводочную метку выровнять на неподвижной приводочной метке, и/или электронное управляющее устройство соединено с устройством приложения давления к заготовке и запечатанному листовому материалу, причем электронное управляющее устройство выполнено с возможностью управления устройством приложения давления таким образом, что оно прижимает заготовку и запечатанный листовой материал к формообразующей поверхности формовочного инструмента, когла надпечатанная приводочная метка выровнена на неподвижной приводочной метке.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ И ФОРМОВАННОЕ ИЗДЕЛИЕ | 1994 |
|
RU2126865C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛО- И ЗВУКОИЗОЛЯЦИОННЫХ, ШУМОПОГЛОЩАЮЩИХ ПАНЕЛЕЙ | 1989 |
|
RU2015237C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИТООБРАЗНОГО ИЗДЕЛИЯ С ИМЕЮЩЕЙ ДЕКОР ПОВЕРХНОСТЬЮ | 2011 |
|
RU2516024C1 |
| WO 2017160218 A1, 21.09.2017 | |||
| US 2012132361 A1, 31.05.2012 | |||
| US 3576711 A, 27.04.1971. | |||

