Предлагаемое изобретение относится к области металлургии, а точнее к методам утилизации немерных концов труб.
Известный способ производства труб из стали [1] включает выплавку стали, ее разливку в слитки, деформацию слитков в трубные заготовки, горячее прессование, последующую термообработку.
Во всех случаях применения труб для изготовления элементов трубопроводных систем приходится приобретать в качестве заготовки трубу большей длины (с положительным допуском). Нельзя применять заготовки с отрицательным допуском, поскольку есть вероятность, что на всю конструкцию длины труб или трубы не хватит. В результате после монтажа остаются немерные отрези труб, которые необходимо утилизировать.
Существуют способы утилизации труб, например, способ, описанный в патенте [2]. Способ предполагает холодную прокатку трубы, при этом в качестве заготовки используют трубу, бывшую в эксплуатации, подвергают ее термообработке, осветлению и правке, после чего подвергают ее холодной прокатке с общей деформацией металла в очаге деформации не менее 30%.
Недостатком способа является то, что он рассчитан на утилизацию бывшей в употреблении трубы, а не короткого немерного отрезка.
Существующие методы холодной прокатки труб направлены на деформацию длинных, а не коротких заготовок. Передняя и задняя часть трубы при способе холодной прокатки портится захватами прокатного стана и удаляется в обрезь.
Обрезь большей частью используется в качестве металлолома и может быть переплавлена и превращена снова в прокат, что описано, например, в описании к патентам [3-5]. Недостатком такой технологической схемы является большой расход энергии на превращение отходов производства в товарный продукт. Действительно, металл необходимо нагреть до высокой температуры, расплавить, а затем деформировать, с использованием таких энергоемких устройств, как печи для плавления и устройства для разливки металла.
Вместе с тем, в промышленности существует потребность в изготовлении не только труб, но и плоского проката. Целесообразно изготавливать такие изделия непосредственно из отходов в виде немерных отрезков труб, остающихся после монтажа трубопроводов или элементов дизайна.
По патенту США № US2011247794 [6] способ обработки труб включает разделку исходной трубы на мерные и немерные отрезки, плющение отрезков с получением плоского профиля. В описании к патенту предложено плющить мерные отрезки труб с целью создания плоского профиля, имеющего полость между стенками трубы для пропускания теплоносящего агента. Недостатком является применение для дальнейшего использования именно мерных концов труб, немерные остатки при этом остаются не использованными. Их утилизация может быть проведена с применением описанных выше методов: переплава, литья, нагрева, деформации. Все эти процессы являются энергоемкими. Поэтому в этом способе задача утилизации отходов в виде немерных отрезков труб оказалась не решена.
Наравне с указанными проблемами существует необходимость изготовления слоистых композиционных материалов. В некоторых случаях слоистые композиционные материалы выполняют из слоев одинаковых по химическому составу, при этом неоднородность создается за счет наличия особой поверхности каждого из слоев. В другом случае создаются композиты из разнородных слоев, при этом каждый из слоев выполняет свою функцию. Допустим, внешние слои защищают внутренние слои от коррозии. Либо наружный слой обладает высокой электропроводностью, а внутренний высокой прочностью. В совокупности получают материал с высокой прочностью и электропроводностью. Возможен и обратный вариант: наружный слой выполняют из более прочного материала, например, стали, а внутренний - из алюминиевого сплава [7], достигается для такого композита повышенная усталостная прочность.
В другом варианте внешний слой выполняется из более мягкого материала, например алюминия, а внутренний слой из более прочного материала, например, сплава алюминия, прием называется плакированием [8]. Основной технологический прием, используемый в объектах аналогах - это сборка пакета листовых заготовок и их совместная прокатка [9, 10].
Именно немерные отрезки труб предложено использовать в описании к патенту RU 2579856 [11]. Способ включает плющение немерных отрезков труб с получением плоского профиля и их последующую прокатку с получением сдвоенной полосы, и разделение сдвоенной полосы на одиночные полосы посредством отрезания кромок. В этом случае обработка металла ведется без переплава с получением товарного продукта.
В связи с этим, недостатком способа по прототипу является невозможность получения композиционного слоистого материала при одновременной утилизации отходов обработки труб без применения энергоемких процессов переплава.
Предлагаемое изобретение направлено на достижение технического результата, заключающегося в возможности утилизации отходов обработки труб и получения из них композиционных слоистых материалов без применения энергоемких процессов переплава.
Предлагаемый способ обработки труб включает плющение немерных отрезков труб с получением плоского профиля и их последующую прокатку в валках с гладкой бочкой. Он отличается тем, что на первой стадии проводят плющение отрезка трубы до образования зазора между оппозитно расположенными внутренними поверхностями трубы, на второй стадии в зазоре размещают листовую заготовку, толщиной менее величины зазора, на третьей стадии продолжают плющение отрезка трубы до ликвидации зазора между отрезком трубы и листовой заготовкой с получением композиционной заготовки, на четвертой стадии производят прокатку композиционной заготовки до нужного размера по толщине.
Плющение трубы на первой стадии, например, на прессе, позволяет получить полость нужной конфигурации для размещения в ней другой заготовки. Целесообразно зазор между оппозитно расположенными внутренними поверхностями трубы иметь размером не равным толщине листовой заготовки, а несколько большим, потому что листовая заготовка может иметь неровности, затрудняющий продвижение заготовки внутри полости. Получившийся зазор целесообразно ликвидировать, например, на том же прессе дополнительным обжатием, что позволяет удержать листовую заготовку от смещения при последующих действиях. Кроме того, для некоторых материалов важна изоляция внутреннего слоя от атмосферы, что позволяет избежать окисления или газонасыщения при последующей горячей обработке.
Следует отметить, что плющение трубы при наличии зазора требует небольших усилий, поэтому можно применить пресс малой мощности. Однако для дальнейшей совместной деформации композиционной заготовки по всей ее большой площади требуется значительное усилие, и мощности пресса может не хватить. Поэтому на следующей стадии применяется метод прокатки, в котором площадь очага деформации невелика, поэтому мощность устройства оказывается тоже намного меньше.
Полученную композиционную заготовку на четвертой стадии прокатывают до достижения нужного размера по толщине.
Плющение отрезка трубы можно производить в горячем состоянии, если пластичности холодного металла для осуществления этой операции недостаточно.
Прокатку композиционной заготовки можно производить в горячем состоянии, если пластичности металла для этой операции недостаточно, либо недостаточна мощность прокатного стана.
Отрезок трубы и листовая заготовка могут быть выполнены из одинаковых материалов, что обусловлено тем, что эти материалы различаются не маркой, а структурным или текстурным состоянием. Например, текстура у отрезка трубы направлена вдоль оси отрезка, а у листовой заготовки ортогональна.
Отрезок трубы и листовая заготовка могут быть выполнены из разнородных материалов. Собственно, это отмечалось выше при рассмотрении объектов аналогов, получаемых другими способами: здесь используются полезные свойства одного и другого материалов, а при их сложении получают избыточный эффект.
Прокатку композиционной заготовки можно вести в направлении, совпадающем с продольной осью отрезка трубы. Это позволяет, например, выдавливать более мягкий материал сердцевины вдоль оси и тем самым создать активные силы трения, способствующие прокатке.
Прокатку композиционной заготовки можно вести в направлении, ортогональном продольной оси отрезка трубы. Это позволяет запретить выдавливание сердцевины композиционной заготовки вдоль оси прокатки и тем самым сохранить толщину этой сердцевины.
Дополнительный эффект от использования указанных приемов состоит в вовлечении в промышленный оборот отрезков немерных труб и устранении переплава как процесса с высокой энергоемкостью.
Таким образом, здесь показано, что, используя заявленные приемы, удается решить поставленную техническую задачу, заключающегося в возможности утилизации отходов обработки труб и получения из них композиционных слоистых материалов без применения энергоемких процессов переплава.
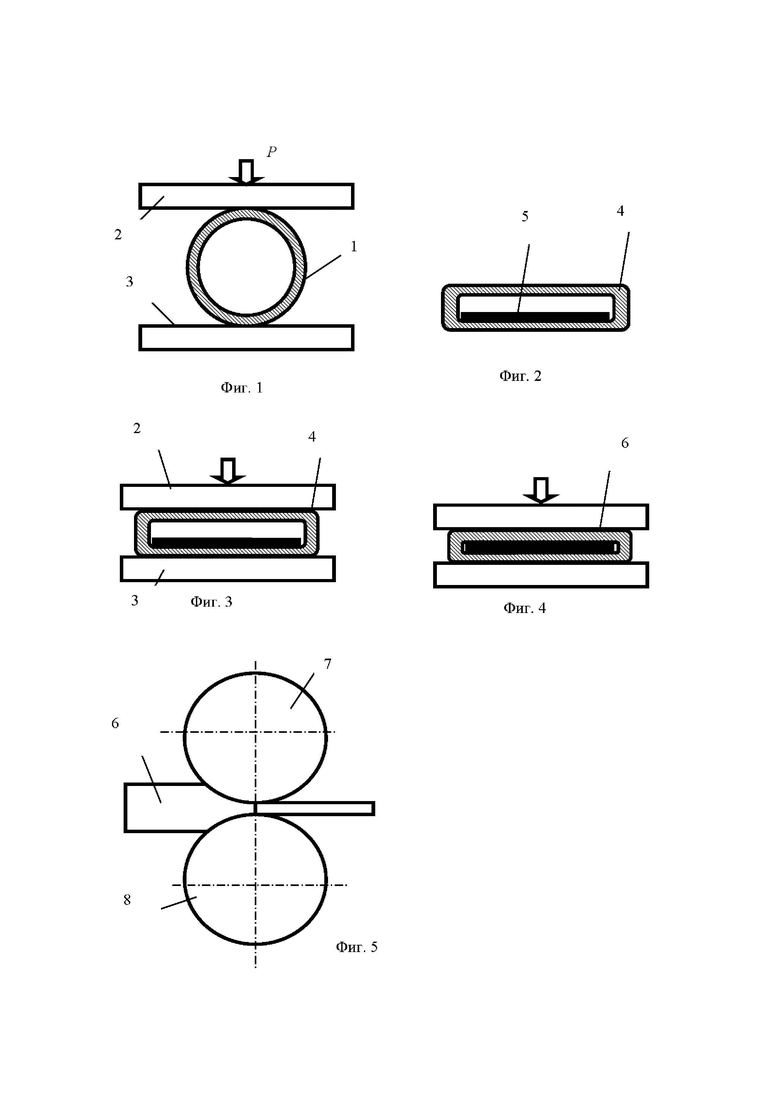
На фиг. 1 изображена схема сплющивания отрезка трубной заготовки на первой стадии обработки. На фиг. 2 отображена вторая стадия - размещение листовой заготовки, а на фиг. 3 отображено начало третьей стадии - плющение отрезка трубы. На фиг. 4 показана ликвидация зазора между отрезком трубы и листовой заготовкой с получением композиционной заготовки. Фиг. 5 иллюстрирует процесс прокатки композиционной заготовки.
Способ осуществляется следующим образом. Короткий немерный отрезок трубы (фиг. 1) подвергают плющению плитами 2 и 3 усилием P с получением отрезка трубы в форме плоского овала 4 (фиг. 2). В полости отрезка трубы размещают листовую заготовку 5. Перемещают сборку снова на нижнюю плиту пресса 3 и верхней плитой пресса 2 (фиг. 3), сплющивают отрезок трубы 4 до ликвидации зазора. В конечный момент времени получают композиционную заготовку 6 (фиг. 4), состоящую из трех слоев. Валками 7 и 8 заготовку 6 (фиг. 5) прокатывают до нужного размера.
Пример 1. Немерный отрезок стальной трубы имеет размеры: наружный диаметр Dн = 100 мм, внутренний диаметр Dв = 90 мм, толщина стенки s = 5 мм. При проведении операции плющения можно считать, что периметр поперечного сечения не изменяется. Периметр L в состоянии трубы круглого сечения определяется формулой длины окружности. По наружному контуру Lн = Dн = *100 = 314 мм, по внутреннему контуру Lв = Dв = *90 = 282,6 мм.
Приближенно можно считать, что в результате плющения форма окружности трансформируется в прямоугольник. По наружному контуру при абсолютном обжатии h = 80 мм получим прямоугольник высотой hн = Dн - h = 100 - 80 = 20 мм. При сохранении периметра начальной заготовки ширина полученного прямоугольника составит Bн = (1/2)*(Lн - 2*hн) = (1/2)*(314 - 2*20) = 117/2 = 137 мм.
При сохранении толщины стенки трубы ширина внутреннего контура сплющенного отрезка трубы равна Bв = Bн - 2*s = 137 - 2*5 = 127 мм. В полости такой ширины можно разместить полосу меньшей ширины, допустим полосу 120 мм. При наличии вертикального размера полости hв = hн - 2*s = 20-2*5 = 10 мм, в ней можно разместить полосу меньшей толщины, допустим 8 мм, т.е. обеспечить начальный зазор 2 мм. Последующим плющением на прессе этот зазор можно ликвидировать, применив обжатие 2 мм. Плющение трубы при наличии такого зазора требует небольших усилий, поэтому можно применить пресс малой мощности.
В результате предыдущих приемов получена композиционная заготовка толщиной 18 мм, далее ее прокатывают до нужных размеров. При необходимости получения конечной толщины 1 мм, коэффициент обжатия окажется равен 18. Соответственно, при листовой прокатке без уширения получим коэффициент вытяжки 18. Если начальная длина отрезка трубы была 300 мм, то получим после обработки полосу длиной 5400 мм или 5,4 м, что может являться товарным продуктом.
Пример 2. При использовании вышеописанных приемов перед плющением отрезка трубы производят нагрев до горячего состояния, допустим для стали до 800°С, что позволяет применить пресс меньшей мощности.
Пример 3. При использовании вышеописанных приемов перед прокаткой нагревают композиционную заготовку, допустим для стали до 800°С, что позволяет применить прокатный стан меньшей мощности.
Пример 4. При использовании вышеописанных приемов применяют отрезок трубы и листовую заготовку, выполненные из одинаковых материалов, например, из алюминия.
Пример 5. При использовании вышеописанных приемов применяют отрезок трубы и листовую заготовку, выполненные из разнородных материалов, например отрезок трубы из алюминия, а листовую заготовку из сплава алюминия. В итоге получают лист алюминиевого сплава, плакированный чистым алюминием, имеющем большую коррозионную стойкость, чем сплав алюминия.
Пример 6. При использовании вышеописанных приемов прокатку композиционной заготовки ведут в направлении, совпадающем с продольной осью отрезка трубы. Это позволяет получить конечный продукт большой длины, поскольку изначально отрезок трубы имеет длину, большую, чем диаметр.
Пример 7. При использовании вышеописанных приемов прокатку композиционной заготовки ведут в направлении, ортогональном продольной оси отрезка трубы. Это позволяет сменить направление удлинения на ортогональное, что приводит к получению более изотропного конечного продукта.
Приведенные примеры осуществления способа показывают, что с их применением возможно достижение технического результата, заключающегося в возможности утилизации отходов обработки труб и получения из них композиционных слоистых материалов без применения энергоемких процессов переплава.
Источники информации
1. Патент РФ №2276695. Нержавеющая сталь для производства труб и способ производства труб из нержавеющей стали / Пумпянский Д.А., Марченко Л. Г., Столяров В.И. и др. МПК C22C38/40, C21D7/04, C21D8/10. Заявка 2004133365/02 от 16.11.2004. Заявитель ЗАО «Трубная Металлургическая Компания». Опубл. 20.05.2006.
2. Патент РФ №2292970. Способ утилизации труб из титановых сплавов и коррозионно-стойких сталей/Сериков С.В., Сериков С.С., Сериков А.С. МПК B21B21/00. Заявка: 2004121473/02 от 14.07.2004. Заявитель ООО «Специальные Стали и Сплавы». Опубл. 10.02.2007.
3. Свидетельство РФ на полезную модель №17148. Мини-завод для получения металлопродукции. Буркин С.П., Логинов Ю.Н., Миронов Г.В., Коршунов Е.А. Заявка №99101026/20(001017). МПК 7В22D 11/14, С21С 5/56, Опубл. 18.01.1999, Бюл. №8.
4. Патент РФ №2106930. Комплекс для получения металлопродукции / Буркин С.П.; Миронов Г.В.; Коршунов Е.А.; Логинов Ю.Н. МПК B22D11/14, B21B1/46. Заявка 96106819/02 от 08.04.1996. Заявитель АО НПВФ "Белый соболь". Опубл. 20.03.1998.
5. Патент РФ №2033886. Способ производства металлопродукции и устройство для его осуществления / Буркин С.П., Логинов Ю.Н., Коршунов Е.А., Андрюкова Е.А. МПК: B 22D 11/00, B 22D 18/02. Заявка 5056507/02. Заявитель «Институт обработки давлением». Опубл. 30.04.1995.
6. Патент №US2011247794. Flattened tubes for use in heat exchangers and other systems, and associated methods of manufacture and use / Arment Bradley; Arndt Barton; Nixon Forrest etc. МПК B23P15/26; F28F1/10. Заявка US201113077621 от 2011.03.31.
7. Патент RU 2552464. Способ получения слоистого композиционного материала на основе алюминиевых сплавов и низколегированной стали. / Павлова В.И. и др. Заявка: 2013153064/05, 28.11.2013. Опубл. 10.06.2015. МПК B32B 15/18.
8. Патент RU 2232076. Слоистая прослойка на основе алюминия для получения биметалла. / Лукашкин Н.Д., Лукашкин А.Н. Заявка: 2003112599, 30.04.2003. Опубл. 10.07.2004. МПК B32B15/01, B23K 20/16.
9. Патент RU 2762696. Способ получения слоистого проката / Песин А.М. и др. Заявка: 2021101410, 22.01.2021. Опубл. 22.12.2021. МПК B32B 7/02.
10. Патент US 10864596. Metal laminate material and production method there for / Kouji Nanbu et al. Заявка: US20180281103, 10.04.2018. Опубл. 15.12.2020. МПК B23K20/04.
11. Патент RU 2579856. Способ получения полос из немерных отрезков труб / Логинов Ю.Н., Мальцева Л.А., Батуева Е.А. Заявка: 2014118250/02, 05.05.2014. Опубл. 10.11.2015. МПК B21B 1/26.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ НЕМЕРНЫХ ОТРЕЗКОВ ТРУБ | 2022 |
|
RU2786705C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОС ИЗ НЕМЕРНЫХ ОТРЕЗКОВ ТРУБ | 2014 |
|
RU2579856C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА СТАКАН ИЗ НЕМЕРНЫХ КОНЦОВ ТРУБ | 2014 |
|
RU2580257C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ЭЛЕМЕНТА КЛАПАНА ДЛЯ БУРОВЫХ СКВАЖИН | 2021 |
|
RU2786556C2 |
| КОМПОЗИЦИОННАЯ ЗАГОТОВКА ДЛЯ КУЗНЕЧНОЙ ОСАДКИ | 2019 |
|
RU2738630C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ ИЗ ТИТАНОВЫХ СПЛАВОВ В ТЕКСТУРОВАННОМ СОСТОЯНИИ | 2023 |
|
RU2820864C1 |
| ТРУБА ДЛЯ ПОСЛЕДУЮЩЕЙ ГИБКИ | 2023 |
|
RU2823741C1 |
| Способ упрочнения пластической деформацией проволоки | 2018 |
|
RU2709554C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2625372C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2528926C1 |
Изобретение относится к способу получения полос из немерных отрезков труб. Осуществляют плющение немерных отрезков труб с получением плоского профиля и их последующую прокатку в валках с гладкой бочкой. На первой стадии проводят плющение отрезка трубы до образования зазора между оппозитно расположенными внутренними поверхностями трубы. На второй стадии в зазоре размещают листовую заготовку, толщиной менее величины зазора. На третьей стадии продолжают плющение отрезка трубы до ликвидации зазора между отрезком трубы и листовой заготовкой с получением композиционной заготовки. На четвертой стадии производят прокатку композиционной заготовки до нужного размера по толщине. В результате обеспечивается возможность утилизации отходов обработки труб и получение из них композиционных слоистых материалов без применения энергоемких процессов переплава. 6 з.п. ф-лы, 7 пр., 5 ил.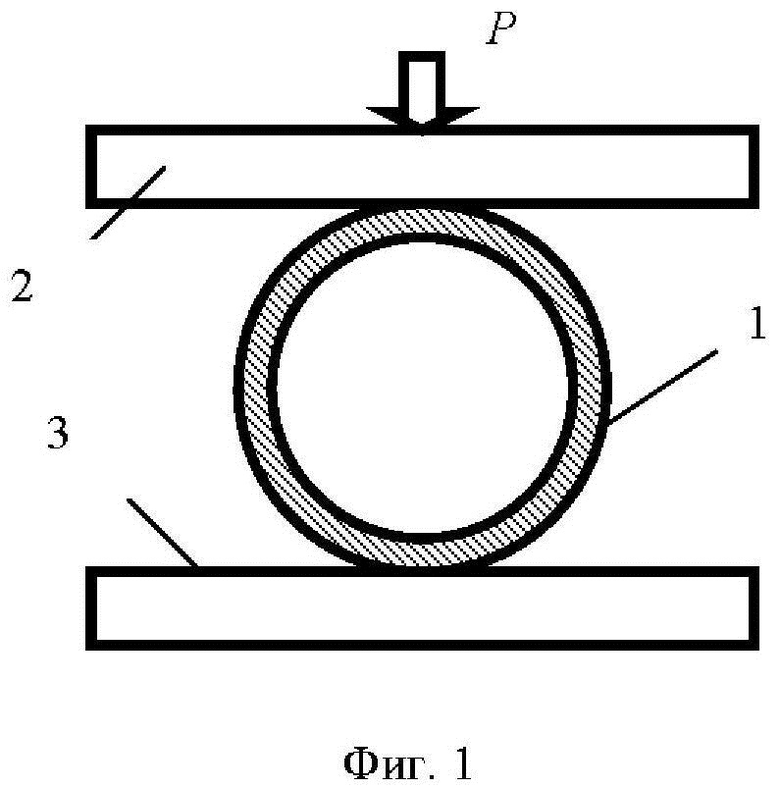
1. Способ получения полос из немерных отрезков труб, включающий плющение немерных отрезков труб с получением плоского профиля и их последующую прокатку в валках с гладкой бочкой, отличающийся тем, что на первой стадии проводят плющение отрезка трубы до образования зазора между оппозитно расположенными внутренними поверхностями трубы, на второй стадии в зазоре размещают листовую заготовку, толщиной менее величины зазора, на третьей стадии продолжают плющение отрезка трубы до ликвидации зазора между отрезком трубы и листовой заготовкой с получением композиционной заготовки, на четвертой стадии производят прокатку композиционной заготовки до нужного размера по толщине.
2. Способ получения полос из немерных отрезков труб по п.1, отличающийся тем, что плющение отрезка трубы производят в горячем состоянии.
3. Способ получения полос из немерных отрезков труб по п.1, отличающийся тем, что прокатку композиционной заготовки производят в горячем состоянии.
4. Способ по п.1, отличающийся тем, что отрезок трубы и листовая заготовка выполнены из одинаковых материалов.
5. Способ по п.1, отличающийся тем, что отрезок трубы и листовая заготовка выполнены из разнородных материалов.
6. Способ по п.1, отличающийся тем, что прокатку композиционной заготовки ведут в направлении, совпадающем с продольной осью отрезка трубы.
7. Способ по п.1, отличающийся тем, что прокатку композиционной заготовки ведут в направлении, ортогональном продольной оси отрезка трубы.
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОС ИЗ НЕМЕРНЫХ ОТРЕЗКОВ ТРУБ | 2014 |
|
RU2579856C2 |
| Способ получения композиционного материала на основе ванадиевого сплава и стали | 2018 |
|
RU2699879C1 |
| СПОСОБ УТИЛИЗАЦИИ ТРУБ ИЗ ТИТАНОВЫХ СПЛАВОВ И КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ | 2004 |
|
RU2292970C2 |
| US 3579809 A1, 25.05.1971. | |||

